В презентации даны основные положения программирования
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Презентация на тему "Программирование"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Презентация на тему "Программирование"»
СОДЕРЖАНИЕ
- Введение.
- Раздел 1 . Подготовка к разработке управляющей программы.
- 1.1 Этапы подготовки УП.
- 1.2 Технологическая документация.
- 1.2 Система координат детали, станка, инструмента.
- 1.4 Расчет элементов контура детали .
- Геометрические элементы контура детали. Опорная точка.
- Расчет координат опорных точек при обработке групп отверстий для сверлильной операции.
- Расчет опорных точек для переходов токарной операции.
- Эквидистанта. Сопряжение соседних участков эквидистанты.
- 1.6 Структура УП и её формат.
- 1.7 Запись, контроль и редактирование УП.
- Виды программоносителей. Устройство подготовки данных на перфоленте.
- Раздел 2 . Программирование обработки деталей на металлорежущих станках с ЧПУ.
- 2.1 Программирование обработки детали на сверлильных станках с ЧПУ
- Типовые технологические схемы обработки отверстий
- Стандартные циклы обработки отверстий.
- 2.2 Программирование обработки детали на токарных станках с ЧПУ.
- Переходы токарной обработки. Зоны выборки материала.
- Типовые технологические схемы обработки зон выборки массива материала. Схема обработки канавок, резьбовых поверхностей.
- Программирование основных адресов, технологических команд, линейных перемещений, фасок, галтелей, дуг на станке с УЧПУ «Электроника НЦ-31»
- Программирование на станке с УЧПУ «Электроника НЦ-31» постоянных циклов.
- Программирование обработки деталей на станке с ЧПУ.
- Разработка УП обработки детали на станке с ЧПУ.
- 2.3 Программирование обработки детали на фрезерных станках с ЧПУ.
- Переходы фрезерной обработки. Типовые технологические схемы обработки открытых, полуоткрытых и закрытых поверхностей .
- Программирование технологических команд на фрезерном станке с ЧПУ.
- Программирование подготовительных и вспомогательных функций на фрезерном станке с ЧПУ.
- Программирование линейной и круговой интерполяции.
- Программирование функций коррекции.
- Программирование обработки контуров и поверхностей на фрезерном станке с ЧПУ.
- Раздел 3 . Программирование для промышленных роботов и роботизированных технологических комплексов.
- Раздел 4 . Система автоматизированного программирования
- 4.1 Основные принципы автоматизации процесса подготовки УП.
- 4.2 САП, структура, классификация.
- 4.3 Обзор отечественных и зарубежных САП
- 4.4 САП для станков с ЧПУ.
- Задание исходной геометрической и технологической информации.
- 4.5 Автоматизированное рабочее место технолога-программиста (АРМ ТП)
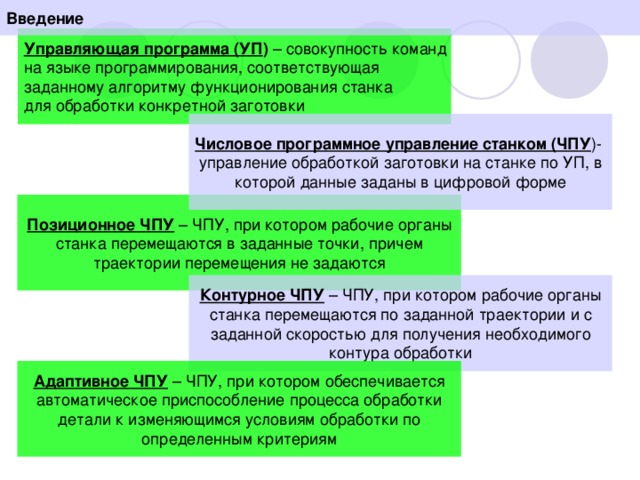
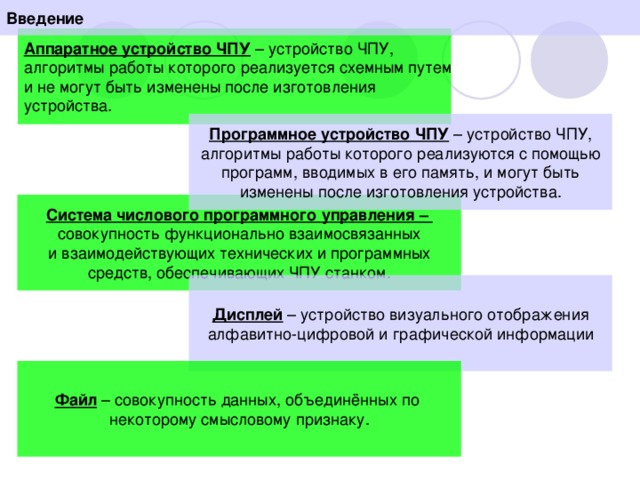
Введение
Управляющая программа (УП )
Числовое программное управление станком (ЧПУ
Позиционное ЧПУ
Контурное ЧПУ
Адаптивное ЧПУ
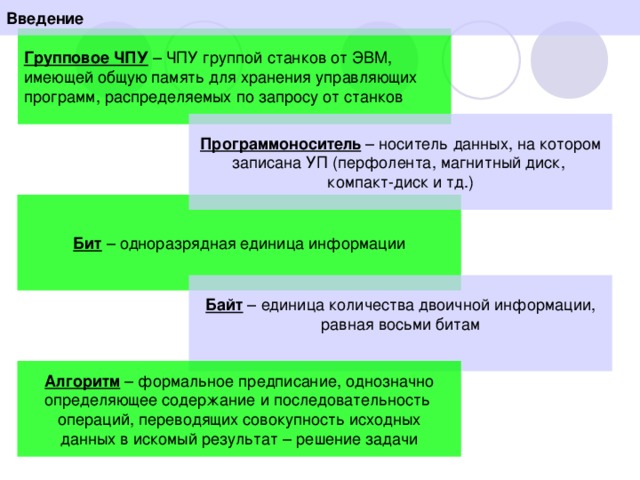
Введение
Групповое ЧПУ
Программоноситель
Бит
Байт
Алгоритм
Введение
Аппаратное устройство ЧПУ
Программное устройство ЧПУ
Система числового программного управления –
Дисплей
Файл
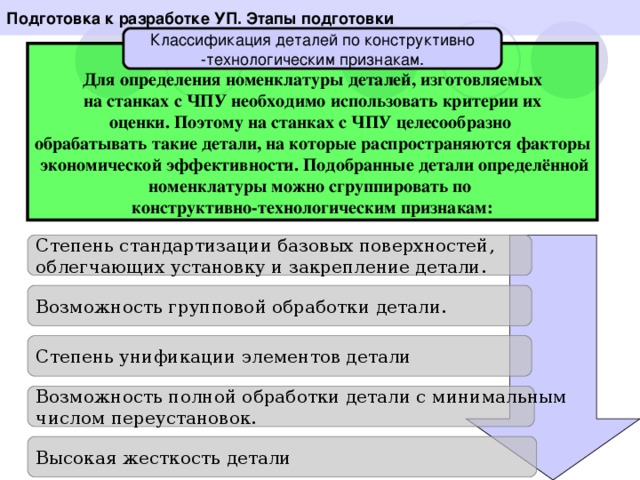
Подготовка к разработке УП. Этапы подготовки
Для определения номенклатуры деталей, изготовляемых
на станках с ЧПУ необходимо использовать критерии их
оценки. Поэтому на станках с ЧПУ целесообразно
обрабатывать такие детали, на которые распространяются факторы
экономической эффективности. Подобранные детали определённой
номенклатуры можно сгруппировать по
конструктивно-технологическим признакам:
Степень стандартизации базовых поверхностей,
облегчающих установку и закрепление детали.
Возможность групповой обработки детали.
Степень унификации элементов детали
Возможность полной обработки детали с минимальным
числом переустановок.
Высокая жесткость детали
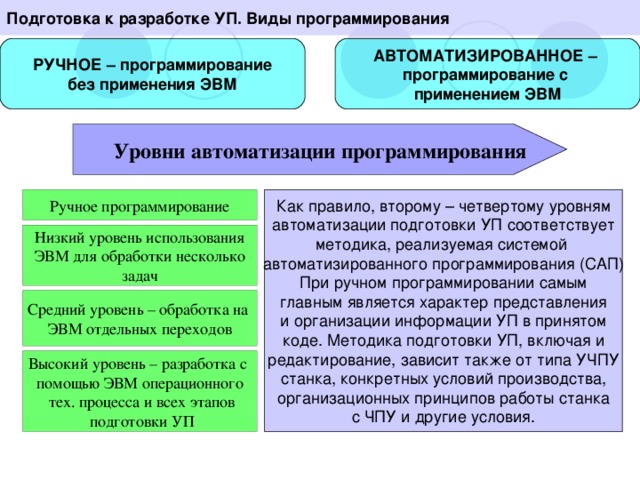
Подготовка к разработке УП. Виды программирования
РУЧНОЕ – программирование
без применения ЭВМ
АВТОМАТИЗИРОВАННОЕ –
программирование с
применением ЭВМ
Уровни автоматизации программирования
Ручное программирование
Низкий уровень использования
ЭВМ для обработки несколько
задач
Средний уровень – обработка на
ЭВМ отдельных переходов
Высокий уровень – разработка с
помощью ЭВМ операционного
тех. процесса и всех этапов
подготовки УП
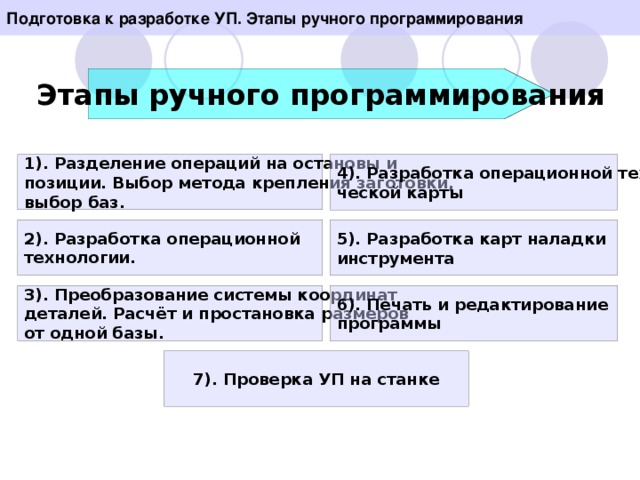
Подготовка к разработке УП. Этапы ручного программирования
Этапы ручного программирования
1). Разделение операций на остановы и
позиции. Выбор метода крепления заготовки,
выбор баз.
4). Разработка операционной технологи-
ческой карты
2). Разработка операционной
технологии.
5). Разработка карт наладки
инструмента
3). Преобразование системы координат
деталей. Расчёт и простановка размеров
от одной базы.
6). Печать и редактирование
программы
7). Проверка УП на станке
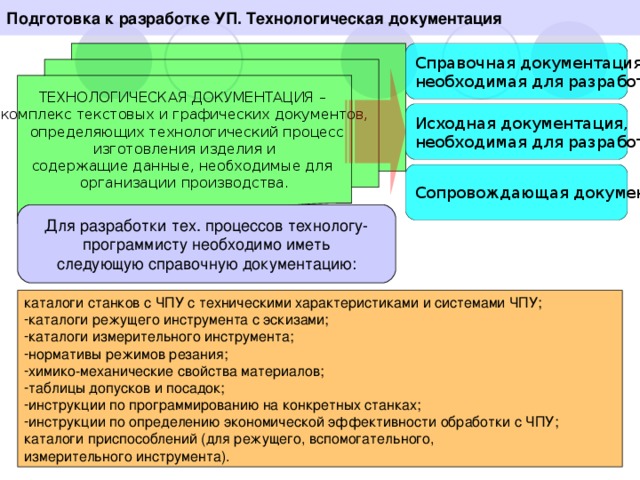
Подготовка к разработке УП. Технологическая документация
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ –
комплекс текстовых и графических документов,
определяющих технологический процесс
изготовления изделия и
содержащие данные, необходимые для
организации производства.
Справочная документация,
необходимая для разработки УП
Исходная документация,
необходимая для разработки УП
Сопровождающая документация
каталоги станков с ЧПУ с техническими характеристиками и системами ЧПУ;
- каталоги режущего инструмента с эскизами;
- каталоги измерительного инструмента;
- нормативы режимов резания;
- химико-механические свойства материалов;
- таблицы допусков и посадок;
- инструкции по программированию на конкретных станках;
- инструкции по определению экономической эффективности обработки с ЧПУ;
каталоги приспособлений (для режущего, вспомогательного,
измерительного инструмента).

Подготовка к разработке УП. Технологическая документация
Для разработки тех. процесса необходимо иметь следующие исходные материалы:
-ЧЕРТЁЖ ДЕТАЛИ С
ТЕХНИЧЕСКИМИ
ТРЕБОВАНИЯМИ
-ГОДОВАЯ ПРОГРАММА
-ЧЕРТЁЖ ЗАГОТОВКИ
В зависимости от принятого метода
подготовки УП изменяется и сопроводительная
документация, которая в общем случае
включает в себя:
- операционный чертёж детали;
- карту наладки станка и инструмента;
- операционно-расчётная карта;
- УП на программоносителе или распечатку;
- график траектории инструментов;
- акт проверки УП
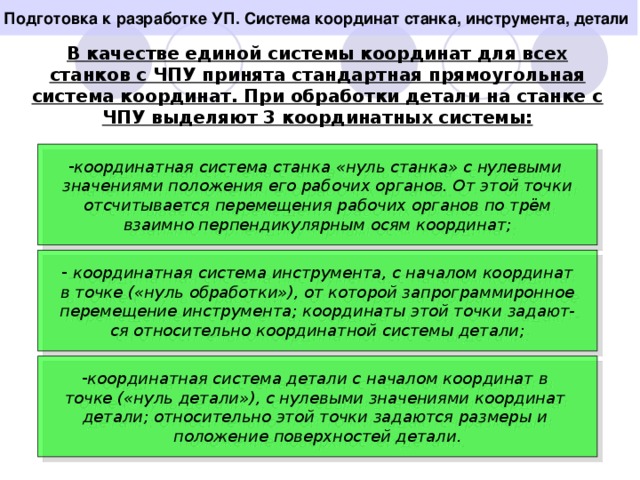
Подготовка к разработке УП. Система координат станка, инструмента, детали
В качестве единой системы координат для всех станков с ЧПУ принята стандартная прямоугольная система координат. При обработки детали на станке с ЧПУ выделяют 3 координатных системы:
- координатная система станка «нуль станка» с нулевыми
значениями положения его рабочих органов. От этой точки
отсчитывается перемещения рабочих органов по трём
взаимно перпендикулярным осям координат;
- координатная система инструмента, с началом координат
в точке («нуль обработки»), от которой запрограммиронное
перемещение инструмента; координаты этой точки задают-
ся относительно координатной системы детали;
- координатная система детали с началом координат в
точке («нуль детали»), с нулевыми значениями координат
детали; относительно этой точки задаются размеры и
положение поверхностей детали.
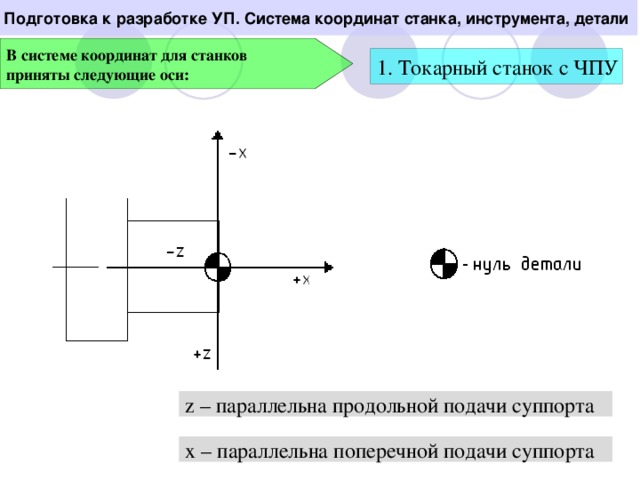
Подготовка к разработке УП. Система координат станка, инструмента, детали
В системе координат для станков
приняты следующие оси:
1. Токарный станок с ЧПУ
z – параллельна продольной подачи суппорта
х – параллельна поперечной подачи суппорта
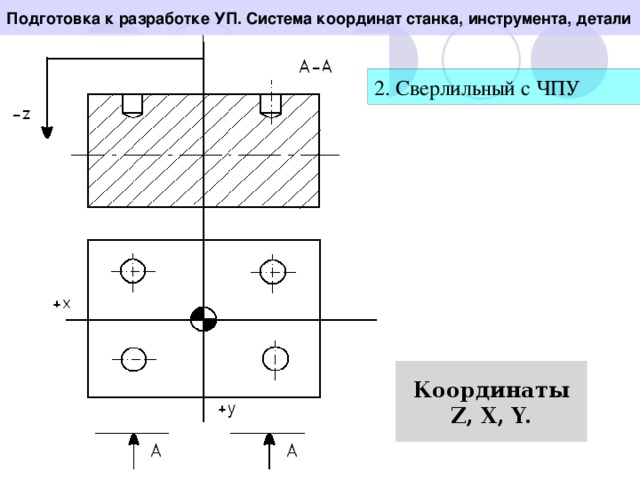
Подготовка к разработке УП. Система координат станка, инструмента, детали
2. Сверлильный с ЧПУ
Координаты
Z, X, Y.
Подготовка к разработке УП. Система координат станка, инструмента, детали
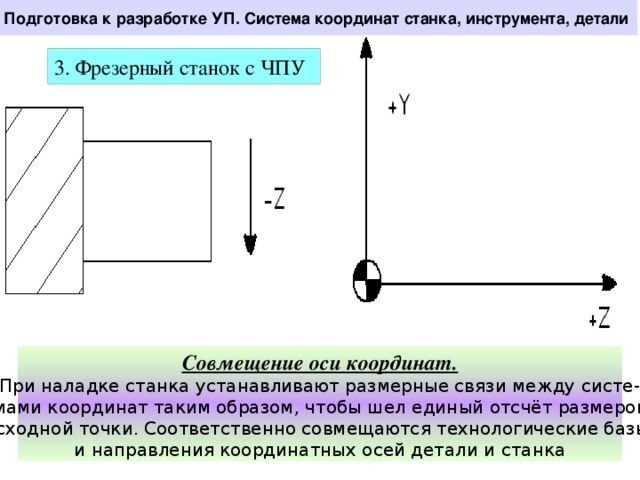
3 . Фрезерный станок с ЧПУ
Совмещение оси координат.
При наладке станка устанавливают размерные связи между систе-
мами координат таким образом, чтобы шел единый отсчёт размеров
исходной точки. Соответственно совмещаются технологические базы
и направления координатных осей детали и станка
Подготовка к разработке УП. Расчет элементов контура детали
В станках с ЧПУ представление детали и траектории ее обработки
используют различные системы координат. Наиболее употребительны
прямоугольные, цилиндрические и сферические системы координат
Прямоугольная система
В этой системе координатами некоторой точки А называются взятые
с определенным знаком расстояния x, y и z от этой точки до трех
взаимно перпендикулярных координатных плоскостей. Точка
пересечения координатных плоскостей называется началом
координат, а координаты x, y и z – соответственно абсциссой,
ординатой и аппликатой.
Цилиндрическая система
В этой системе координат положение точки в пространстве задается
полярными координатами: радиусом и центральным углом,
а также аппликатой z – расстоянием от точки до основной
плоскости.
Сферическая система
В этой системе точка задается длиной радиуса-вектора, долготой
и полярным углом. Переход в другую систему координат
осуществляется несложным пересчетом.
Подготовка к разработке УП. Расчет элементов контура детали
При обработке детали инструмент может перемещаться или в одной
плоскости – плоская обработка , при которой используются две
управляемые координаты, или иметь сложное перемещение в
пространстве – объемная обработка
При программировании введение дополнительных опорных точек
приводит к резкому увеличению расчетов и объема программы.
Поэтому в практике детальное представление заданной траектории
движения инструмента между двумя опорными точками осуществля-
ется с помощью специального вычислительного устройство –
элемента ЧПУ – интерполятора .
ИНТЕРПОЛЯЦИЯ
ЛИНЕЙНАЯ
КРУГОВАЯ
дискретно
дискретность системы
Подготовка к разработке УП. Расчет элементов контура детали
!!!
!!!
При построении траектории движения центра
инструмента необходимо соблюдать следующие
правила:
1. Подводить инструмент к обрабатываемой поверхности и отводить его следует (при
необходимости) по специальным траекториям – вспомогательным перемещениям.
Например, при фрезеровании необходимо обеспечить врезание инструмента по
касательной со своевременным (за 5-10 мм до края заготовки) переходом с холостого
хода на рабочий. Определенный подход должен быть у сверл, разверток, зенкеров,
резцов, причем точка перехода с холостого хода на рабочий должна быть определена
как опорная
2. Недопустимы остановка инструмента и резкое изменение подачи в процессе
резания, когда режущие поверхности лезвия соприкасаются с обрабатываемой
поверхностью, иначе неизбежны повреждения поверхности. Перед остановкой, резким
изменением подачи, подъемов или опусканием инструмента необходимо отвести
инструмент от обрабатываемой поверхности
3. Длина холостых перемещений должна быть минимальной
4. Для устранения влияния на точность обработки люфтов станка желательно
предусматривать дополнительные петлеобразные переходы в зонах реверса,
обеспечивающие выборку люфта.
5. При необходимости по расчетной силе резания следует определить возможную
деформацию детали (инструмента) и ввести требуемое предыскажение траектории
Подготовка к разработке УП. Геометрические элементы контура детали.
Опорная точка
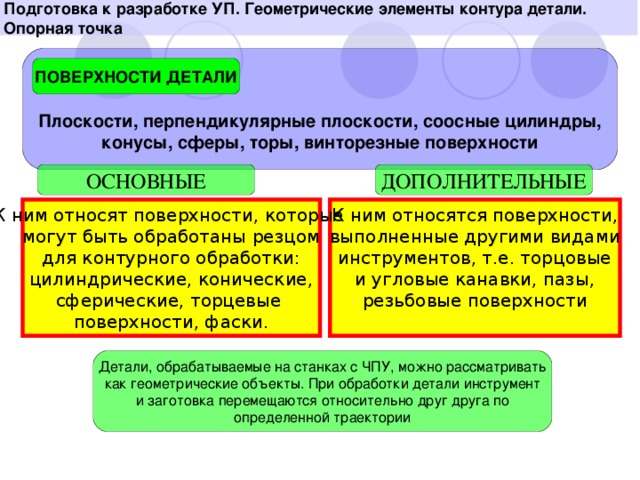
Плоскости, перпендикулярные плоскости, соосные цилиндры,
конусы, сферы, торы, винторезные поверхности
ПОВЕРХНОСТИ ДЕТАЛИ
ДОПОЛНИТЕЛЬНЫЕ
ОСНОВНЫЕ
К ним относятся поверхности,
выполненные другими видами
инструментов, т.е. торцовые
и угловые канавки, пазы,
резьбовые поверхности
К ним относят поверхности, которые
могут быть обработаны резцом
для контурного обработки:
цилиндрические, конические,
сферические, торцевые
поверхности, фаски.
Детали, обрабатываемые на станках с ЧПУ, можно рассматривать
как геометрические объекты. При обработки детали инструмент
и заготовка перемещаются относительно друг друга по
определенной траектории
Подготовка к разработке УП. Геометрические элементы контура детали.
Опорная точка
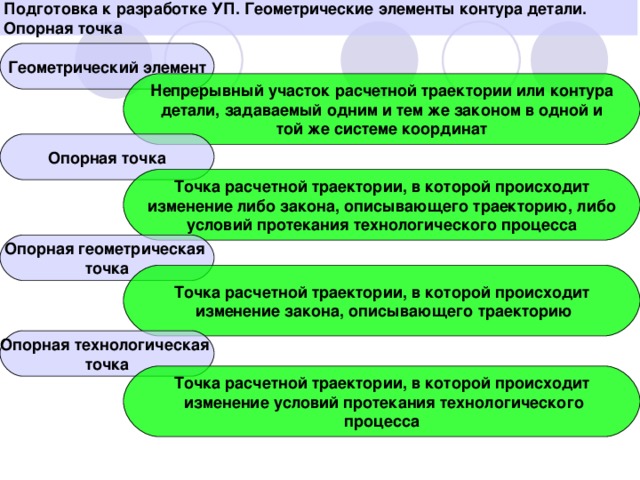
Геометрический элемент
Непрерывный участок расчетной траектории или контура
детали, задаваемый одним и тем же законом в одной и
той же системе координат
Опорная точка
Точка расчетной траектории, в которой происходит
изменение либо закона, описывающего траекторию, либо
условий протекания технологического процесса
Опорная геометрическая
точка
Точка расчетной траектории, в которой происходит
изменение закона, описывающего траекторию
Опорная технологическая
точка
Точка расчетной траектории, в которой происходит
изменение условий протекания технологического
процесса
Подготовка к разработке УП. Геометрические элементы контура детали.
Опорная точка
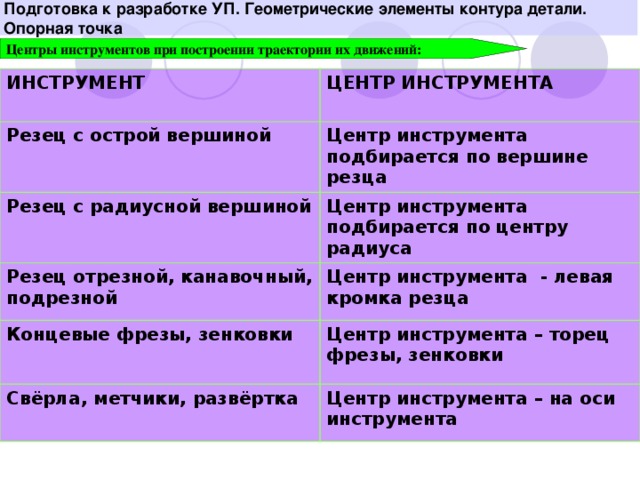
Центры инструментов при построении траектории их движений:
ИНСТРУМЕНТ
ЦЕНТР ИНСТРУМЕНТА
Резец с острой вершиной
Центр инструмента подбирается по вершине резца
Резец с радиусной вершиной
Центр инструмента подбирается по центру радиуса
Резец отрезной, канавочный, подрезной
Центр инструмента - левая кромка резца
Концевые фрезы, зенковки
Центр инструмента – торец фрезы, зенковки
Свёрла, метчики, развёртка
Центр инструмента – на оси инструмента
- Эквидистанта. Сопряжение соседних участков эквидистанты.
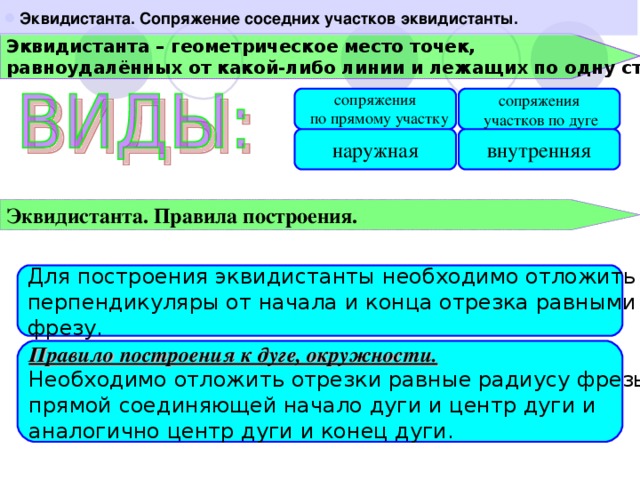
Эквидистанта – геометрическое место точек,
равноудалённых от какой-либо линии и лежащих по одну сторону от неё.
сопряжения
участков по дуге
сопряжения
по прямому участку
внутренняя
наружная
Эквидистанта. Правила построения.
Для построения эквидистанты необходимо отложить
перпендикуляры от начала и конца отрезка равными радиусу
фрезу.
Правило построения к дуге, окружности.
Необходимо отложить отрезки равные радиусу фрезы на
прямой соединяющей начало дуги и центр дуги и
аналогично центр дуги и конец дуги.
УП. Ее структура и формат.
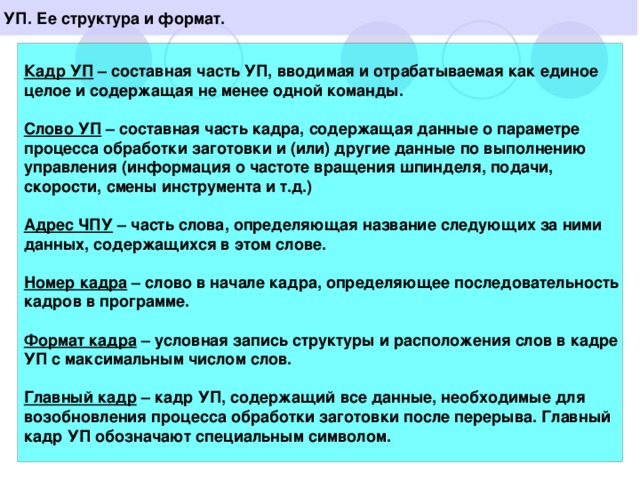
Кадр УП – составная часть УП, вводимая и отрабатываемая как единое
целое и содержащая не менее одной команды.
Слово УП – составная часть кадра, содержащая данные о параметре
процесса обработки заготовки и (или) другие данные по выполнению
управления (информация о частоте вращения шпинделя, подачи,
скорости, смены инструмента и т.д.)
Адрес ЧПУ – часть слова, определяющая название следующих за ними
данных, содержащихся в этом слове.
Номер кадра – слово в начале кадра, определяющее последовательность
кадров в программе.
Формат кадра – условная запись структуры и расположения слов в кадре
УП с максимальным числом слов.
Главный кадр – кадр УП, содержащий все данные, необходимые для
возобновления процесса обработки заготовки после перерыва. Главный
кадр УП обозначают специальным символом.
УП. Ее структура и формат.
Для большинства команд, представляемых в УП, действительно правило,
согласно которому записанная в данном кадре команда не повторяется
в последующих кадрах и отменяется лишь другой командой из этой группы
или специальной команды отмены, отменяющей все команды данной
группы
Каждая УП начинается с символа % - «начало программы», после
которого должен стоять символ ПС – «конец кадра» Кадр с символом % -
не нумеруется. Любая группа символов, не подлежащая обработке
не станке должна быть заключена в круглые скобки. Внутри скобок не
должны применяться символы ПС («начало программы») и : («главный
кадр»). Если необходимо обозначить УП, это обозначение должно
находиться непосредственно за символом «начало программы» перед
символом «конец кадра», например %012ПС – программа с условным
номером двенадцать. Управляющая программа должна заканчиваться
символом «конец программы». Информация помещенная после этого
символа, не должна восприниматься УЧПУ.
ФОРМАТ – порядок расположения слов в кадре и структура каждого слова
в отдельности.
УП. Ее структура и формат.
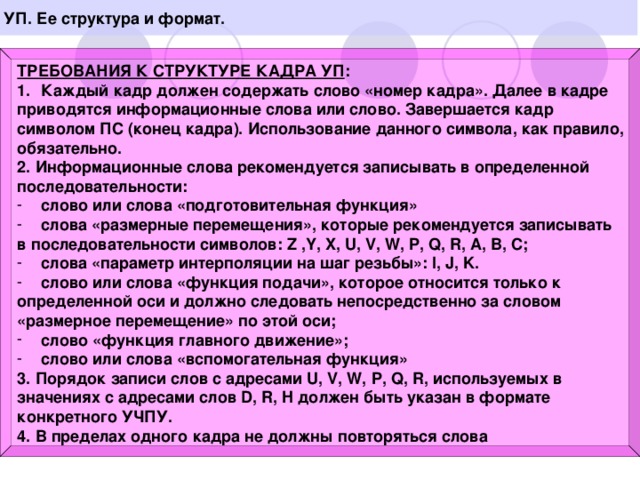
ТРЕБОВАНИЯ К СТРУКТУРЕ КАДРА УП :
- Каждый кадр должен содержать слово «номер кадра». Далее в кадре
приводятся информационные слова или слово. Завершается кадр
символом ПС (конец кадра). Использование данного символа, как правило,
обязательно.
2. Информационные слова рекомендуется записывать в определенной
последовательности:
- слово или слова «подготовительная функция»
- слова «размерные перемещения», которые рекомендуется записывать
в последовательности символов: Z ,Y, X, U, V, W, P, Q, R, A, B, C ;
- слова «параметр интерполяции на шаг резьбы»: I, J, K.
- слово или слова «функция подачи», которое относится только к
определенной оси и должно следовать непосредственно за словом
«размерное перемещение» по этой оси;
- слово «функция главного движение»;
- слово или слова «вспомогательная функция»
3. Порядок записи слов с адресами U, V, W, P, Q, R, используемых в
значениях с адресами слов D, R, H должен быть указан в формате
конкретного УЧПУ.
4. В пределах одного кадра не должны повторяться слова
УП. Ее структура и формат. Запись и редактирование УП
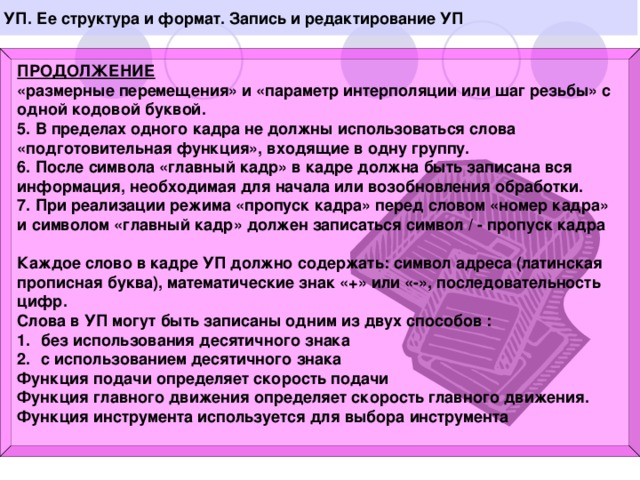
ПРОДОЛЖЕНИЕ
«размерные перемещения» и «параметр интерполяции или шаг резьбы» с
одной кодовой буквой.
5. В пределах одного кадра не должны использоваться слова
«подготовительная функция», входящие в одну группу.
6. После символа «главный кадр» в кадре должна быть записана вся
информация, необходимая для начала или возобновления обработки.
7. При реализации режима «пропуск кадра» перед словом «номер кадра»
и символом «главный кадр» должен записаться символ / - пропуск кадра
Каждое слово в кадре УП должно содержать: символ адреса (латинская
прописная буква), математические знак «+» или «-», последовательность
цифр.
Слова в УП могут быть записаны одним из двух способов :
- без использования десятичного знака
- с использованием десятичного знака
Функция подачи определяет скорость подачи
Функция главного движения определяет скорость главного движения.
Функция инструмента используется для выбора инструмента
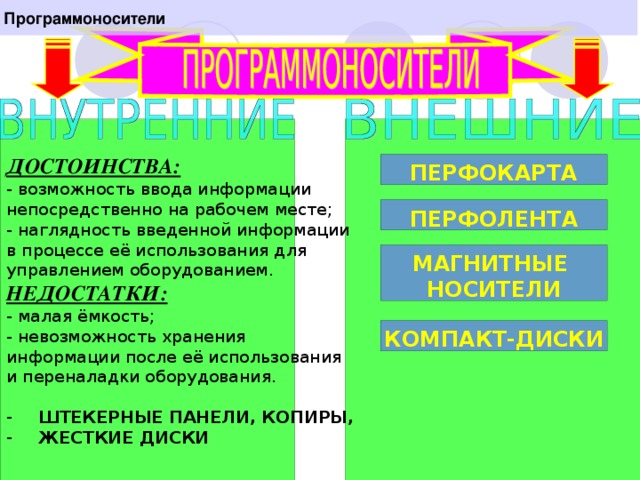
Программоносители
ДОСТОИНСТВА:
- возможность ввода информации
непосредственно на рабочем месте;
- наглядность введенной информации
в процессе её использования для
управлением оборудованием.
НЕДОСТАТКИ:
- малая ёмкость;
- невозможность хранения
информации после её использования
и переналадки оборудования.
- ШТЕКЕРНЫЕ ПАНЕЛИ, КОПИРЫ,
- ЖЕСТКИЕ ДИСКИ
ПЕРФОКАРТА
ПЕРФОЛЕНТА
МАГНИТНЫЕ
НОСИТЕЛИ
КОМПАКТ-ДИСКИ
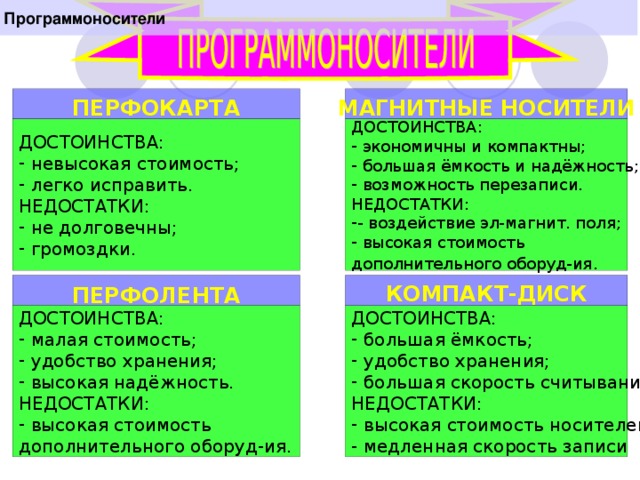
Программоносители
МАГНИТНЫЕ НОСИТЕЛИ
ПЕРФОКАРТА
ДОСТОИНСТВА:
ДОСТОИНСТВА:
- экономичны и компактны;
- большая ёмкость и надёжность;
- возможность перезаписи.
- невысокая стоимость;
- легко исправить.
НЕДОСТАТКИ:
НЕДОСТАТКИ:
- не долговечны;
- громоздки.
- - воздействие эл-магнит. поля;
- высокая стоимость
дополнительного оборуд-ия .
ПЕРФОЛЕНТА
КОМПАКТ-ДИСК
ДОСТОИНСТВА:
ДОСТОИНСТВА:
- малая стоимость;
- удобство хранения;
- высокая надёжность.
- большая ёмкость;
- удобство хранения;
- большая скорость считывания.
НЕДОСТАТКИ:
НЕДОСТАТКИ:
- высокая стоимость
- высокая стоимость носителей;
дополнительного оборуд-ия.
- медленная скорость записи
Устройства подготовки данных на перфоленте
Комплексы УПДЛ
Устройство типа «Брест -IT » предназначено для записи
информации на восьмидорожечную перфоленту и контроля
перфолент. Она содержит рабочий стол оператора, электронный шкаф,
пишущую машинку «Консул-254», перфоратор ПЛ-80, считывающее
устройство. Максимальная скорость обработки до 10 символов в сек..
Устройство позволяет:
- записывать программу на перфоленту;
- одновременная распечатка;
- изготовлять дубликаты перфолент;
- контролировать программу, записанную на перфоленте;
- работать в составе оборудования ЭВМ или как самостоятельное
устройство.
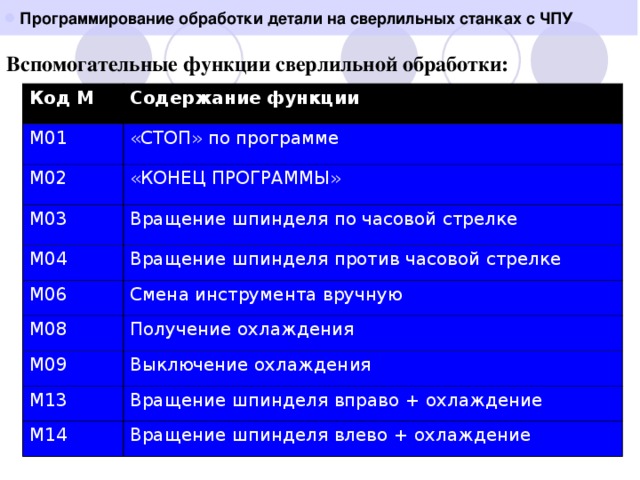
- Программирование обработки детали на сверлильных станках с ЧПУ
Вспомогательные функции сверлильной обработки:
Код М
М01
Содержание функции
«СТОП» по программе
М02
«КОНЕЦ ПРОГРАММЫ»
М03
Вращение шпинделя по часовой стрелке
М04
М06
Вращение шпинделя против часовой стрелке
Смена инструмента вручную
М08
Получение охлаждения
М09
Выключение охлаждения
М13
Вращение шпинделя вправо + охлаждение
М14
Вращение шпинделя влево + охлаждение
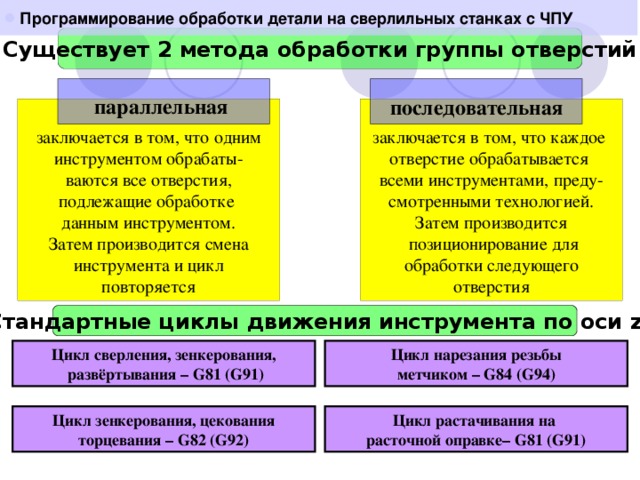
- Программирование обработки детали на сверлильных станках с ЧПУ
Существует 2 метода обработки группы отверстий
параллельная
последовательная
заключается в том, что каждое
отверстие обрабатывается
всеми инструментами, преду-
смотренными технологией.
Затем производится
позиционирование для
обработки следующего
отверстия
заключается в том, что одним
инструментом обрабаты-
ваются все отверстия,
подлежащие обработке
данным инструментом.
Затем производится смена
инструмента и цикл
повторяется
Стандартные циклы движения инструмента по оси z
Цикл сверления, зенкерования,
развёртывания – G81 (G91)
Цикл нарезания резьбы
метчиком – G8 4 (G9 4 )
Цикл зенкерования, цекования
торцевания – G8 2 (G9 2 )
Цикл растачивания на
расточной оправке– G81 (G91)
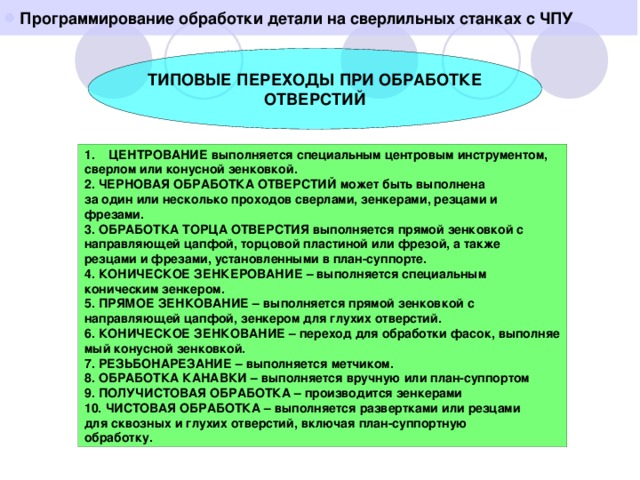
- Программирование обработки детали на сверлильных станках с ЧПУ
ТИПОВЫЕ ПЕРЕХОДЫ ПРИ ОБРАБОТКЕ
ОТВЕРСТИЙ
- ЦЕНТРОВАНИЕ выполняется специальным центровым инструментом,
сверлом или конусной зенковкой.
2. ЧЕРНОВАЯ ОБРАБОТКА ОТВЕРСТИЙ может быть выполнена
за один или несколько проходов сверлами, зенкерами, резцами и
фрезами.
3. ОБРАБОТКА ТОРЦА ОТВЕРСТИЯ выполняется прямой зенковкой с
направляющей цапфой, торцовой пластиной или фрезой, а также
резцами и фрезами, установленными в план-суппорте.
4. КОНИЧЕСКОЕ ЗЕНКЕРОВАНИЕ – выполняется специальным
коническим зенкером.
5. ПРЯМОЕ ЗЕНКОВАНИЕ – выполняется прямой зенковкой с
направляющей цапфой, зенкером для глухих отверстий.
6. КОНИЧЕСКОЕ ЗЕНКОВАНИЕ – переход для обработки фасок, выполняе
мый конусной зенковкой.
7. РЕЗЬБОНАРЕЗАНИЕ – выполняется метчиком.
8. ОБРАБОТКА КАНАВКИ – выполняется вручную или план-суппортом
9. ПОЛУЧИСТОВАЯ ОБРАБОТКА – производится зенкерами
10. ЧИСТОВАЯ ОБРАБОТКА – выполняется развертками или резцами
для сквозных и глухих отверстий, включая план-суппортную
обработку.
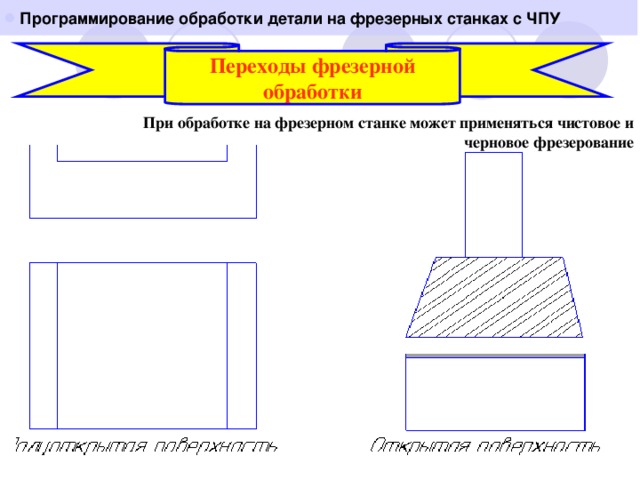
- Программирование обработки детали на фрезерных станках с ЧПУ
Переходы фрезерной
обработки
При обработке на фрезерном станке может применяться чистовое и черновое фрезерование
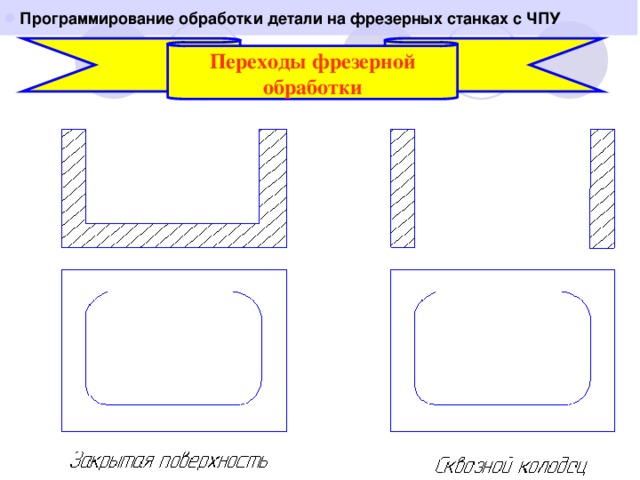
- Программирование обработки детали на фрезерных станках с ЧПУ
Переходы фрезерной
обработки
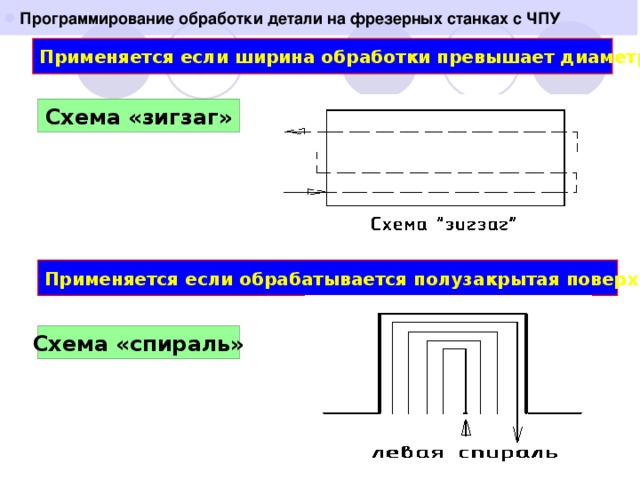
- Программирование обработки детали на фрезерных станках с ЧПУ
Применяется если ширина обработки превышает диаметр фрезы
Схема «зигзаг»
Применяется если обрабатывается полузакрытая поверхность
Схема «спираль»
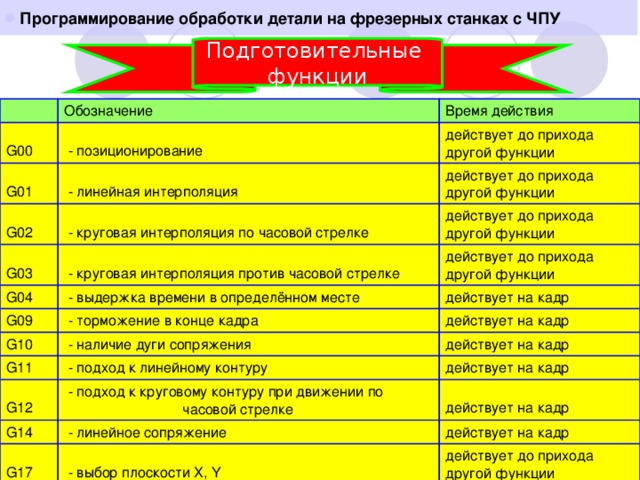
- Программирование обработки детали на фрезерных станках с ЧПУ
Подготовительные
функции
G00
Обозначение
- позиционирование
G01
Время действия
действует до прихода другой функции
- линейная интерполяция
G02
действует до прихода другой функции
- круговая интерполяция по часовой стрелке
G03
- круговая интерполяция против часовой стрелке
G04
действует до прихода другой функции
действует до прихода другой функции
- выдержка времени в определённом месте
G09
- торможение в конце кадра
действует на кадр
G10
действует на кадр
G11
- наличие дуги сопряжения
- подход к линейному контуру
G12
действует на кадр
действует на кадр
- подход к круговому контуру при движении по часовой стрелке
G14
- линейное сопряжение
G17
действует на кадр
действует на кадр
- выбор плоскости X, Y
действует до прихода другой функции
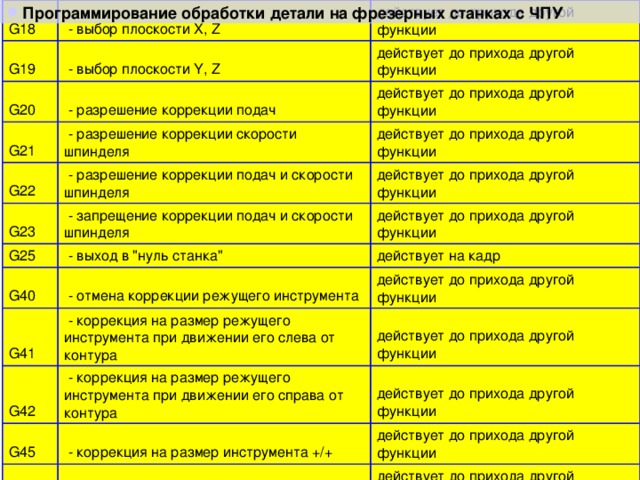
- Программирование обработки детали на фрезерных станках с ЧПУ
G18
- выбор плоскости X, Z
G19
действует до прихода другой функции
- выбор плоскости Y, Z
G20
- разрешение коррекции подач
G21
действует до прихода другой функции
действует до прихода другой функции
- разрешение коррекции скорости шпинделя
G22
действует до прихода другой функции
- разрешение коррекции подач и скорости шпинделя
G23
действует до прихода другой функции
- запрещение коррекции подач и скорости шпинделя
G25
G40
- выход в "нуль станка"
действует до прихода другой функции
G41
- отмена коррекции режущего инструмента
действует на кадр
G42
действует до прихода другой функции
- коррекция на размер режущего инструмента при движении его слева от контура
G45
действует до прихода другой функции
- коррекция на размер режущего инструмента при движении его справа от контура
G46
действует до прихода другой функции
- коррекция на размер инструмента +/+
действует до прихода другой функции
- коррекция на размер инструмента +/-
действует до прихода другой функции
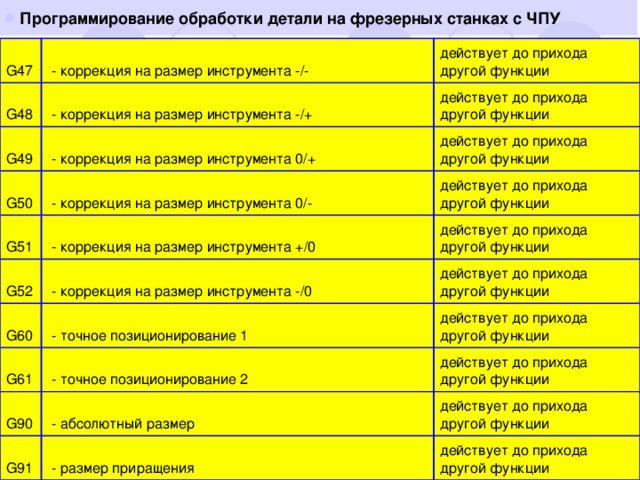
- Программирование обработки детали на фрезерных станках с ЧПУ
G47
G48
- коррекция на размер инструмента -/-
- коррекция на размер инструмента -/+
действует до прихода другой функции
G49
действует до прихода другой функции
- коррекция на размер инструмента 0/+
G50
действует до прихода другой функции
- коррекция на размер инструмента 0/-
G51
действует до прихода другой функции
- коррекция на размер инструмента +/0
G52
- коррекция на размер инструмента -/0
действует до прихода другой функции
G60
- точное позиционирование 1
G61
действует до прихода другой функции
действует до прихода другой функции
- точное позиционирование 2
G90
действует до прихода другой функции
- абсолютный размер
G91
действует до прихода другой функции
- размер приращения
действует до прихода другой функции
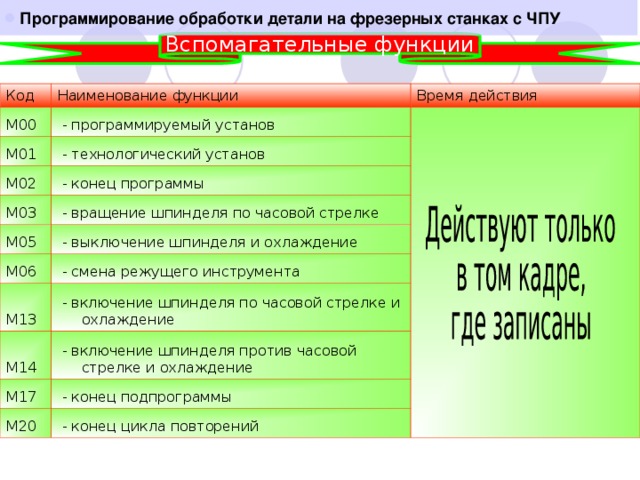
- Программирование обработки детали на фрезерных станках с ЧПУ
Вспомагательные функции
Код
М00
Наименование функции
Время действия
- программируемый установ
М01
- технологический установ
М02
- конец программы
М03
- вращение шпинделя по часовой стрелке
М05
М06
- выключение шпинделя и охлаждение
- смена режущего инструмента
М13
- включение шпинделя по часовой стрелке и охлаждение
М14
- включение шпинделя против часовой стрелке и охлаждение
М17
- конец подпрограммы
М20
- конец цикла повторений
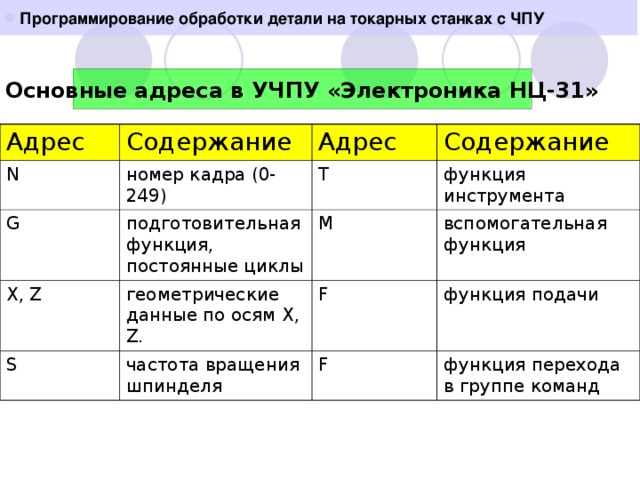
- Программирование обработки детали на токарных станках с ЧПУ
Основные адреса в УЧПУ «Электроника НЦ-31»
Адрес
N
Содержание
номер кадра (0-249)
Адрес
G
Содержание
X, Z
T
подготовительная функция, постоянные циклы
функция инструмента
геометрические данные по осям X , Z .
S
M
вспомогательная функция
F
частота вращения шпинделя
функция подачи
F
функция перехода в группе команд
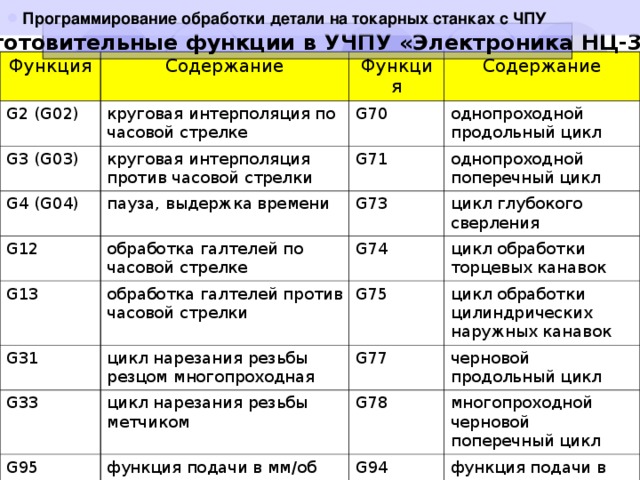
- Программирование обработки детали на токарных станках с ЧПУ
Подготовительные функции в УЧПУ «Электроника НЦ-31»
Функция
G2 (G02)
Содержание
круговая интерполяция по часовой стрелке
G3 (G03)
Функция
Содержание
G4 (G04)
G70
круговая интерполяция против часовой стрелки
G71
пауза, выдержка времени
G12
однопроходной продольный цикл
однопроходной поперечный цикл
G73
обработка галтелей по часовой стрелке
G13
обработка галтелей против часовой стрелки
G74
цикл глубокого сверления
G31
G75
цикл обработки торцевых канавок
цикл нарезания резьбы резцом многопроходная
G33
цикл обработки цилиндрических наружных канавок
цикл нарезания резьбы метчиком
G95
G77
черновой продольный цикл
функция подачи в мм/об
G78
многопроходной черновой поперечный цикл
G94
функция подачи в мм/мин
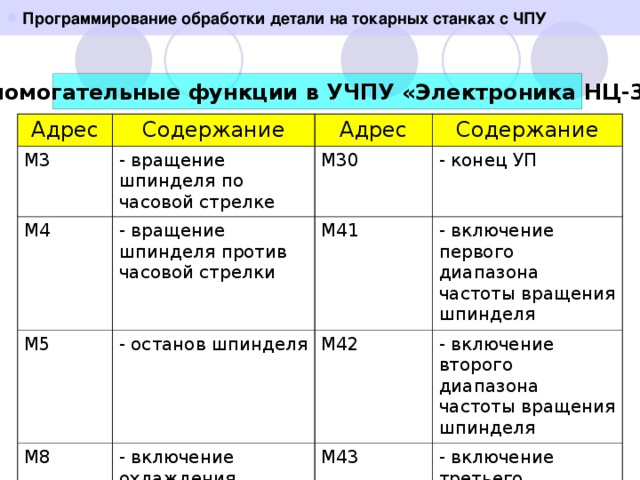
- Программирование обработки детали на токарных станках с ЧПУ
Вспомогательные функции в УЧПУ «Электроника НЦ-31»
Адрес
М3
Содержание
- вращение шпинделя по часовой стрелке
Адрес
М4
М5
М30
- вращение шпинделя против часовой стрелки
Содержание
- останов шпинделя
- конец УП
М41
М8
М42
- включение охлаждения
М9
- включение первого диапазона частоты вращения шпинделя
- включение второго диапазона частоты вращения шпинделя
- выключение охлаждения
М43
- включение третьего диапазона частоты вращения шпинделя

- Программирование обработки детали на токарных станках с ЧПУ
Вспомогательные функции в УЧПУ «Электроника НЦ-31»
Код
Диа
пазон
01
М41
02
12,5
М42
18
03
М43
50
71
04
25
125
05
100
35,5
180
140
250
50
06
305
200
07
71
280
100
500
08
400
09
140
710
560
200
1000
600
1400
2000
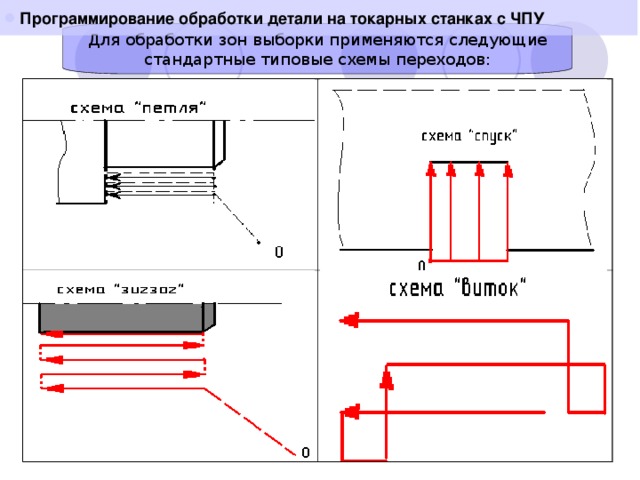
- Программирование обработки детали на токарных станках с ЧПУ
Для обработки зон выборки применяются следующие
стандартные типовые схемы переходов:
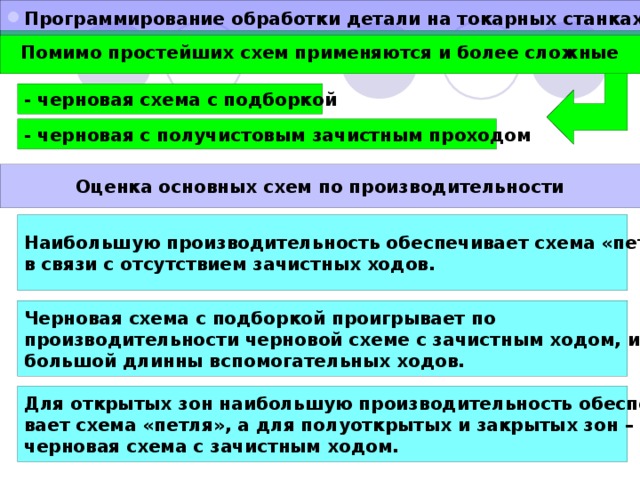
- Программирование обработки детали на токарных станках с ЧПУ
Помимо простейших схем применяются и более сложные
- черновая схема с подборкой
- черновая с получистовым зачистным проходом
Оценка основных схем по производительности
Наибольшую производительность обеспечивает схема «петля»
в связи с отсутствием зачистных ходов.
Черновая схема с подборкой проигрывает по
производительности черновой схеме с зачистным ходом, из-за
большой длинны вспомогательных ходов.
Для открытых зон наибольшую производительность обеспечи-
вает схема «петля», а для полуоткрытых и закрытых зон –
черновая схема с зачистным ходом.

- Программирование обработки детали на токарных станках с ЧПУ
Технологические особенности токарной
обработки на станках с ЧПУ:
ПОВЕРХНОСТИ
ДОПОЛНИТЕЛЬНЫЕ
ОСНОВНЫЕ
К ним относятся поверхности,
выполненные другими видами
инструментов, т.е. торцовые
и угловые канавки, пазы,
резьбовые поверхности
К ним относят поверхности,
которые могут быть
обработаны резцом для
контурного
обработки: цилиндрические,
конические,
сферические,
торцевые поверхности,
фаски.
- Программирование обработки детали на токарных станках с ЧПУ
При технологическом проектировании
структуры операций выполняемых
на токарных станках с ЧПУ могут быть
использованы типовые последовательности
переходов:
- черновая обработка основных поверхностей;
- черновая обработка дополнительных поверхностей;
- чистовая обработка основных поверхностей;
- чистовая обработка поверхностей не требующих черновой обработки;
- чистовая обработка дополнительных поверхностей.
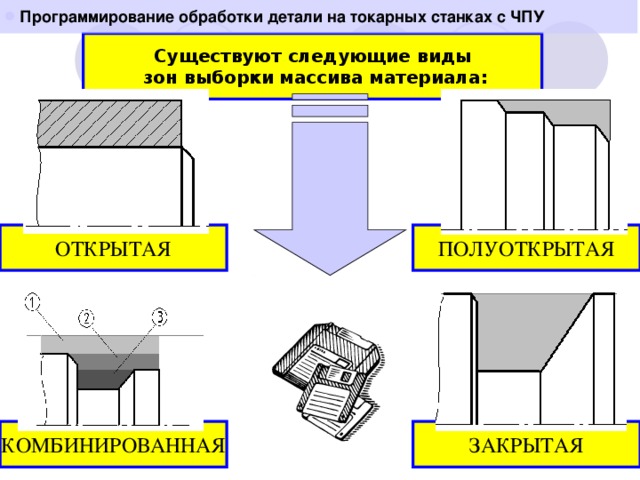
- Программирование обработки детали на токарных станках с ЧПУ
Существуют следующие виды
зон выборки массива материала:
ПОЛУОТКРЫТАЯ
ОТКРЫТАЯ
ЗАКРЫТАЯ
КОМБИНИРОВАННАЯ
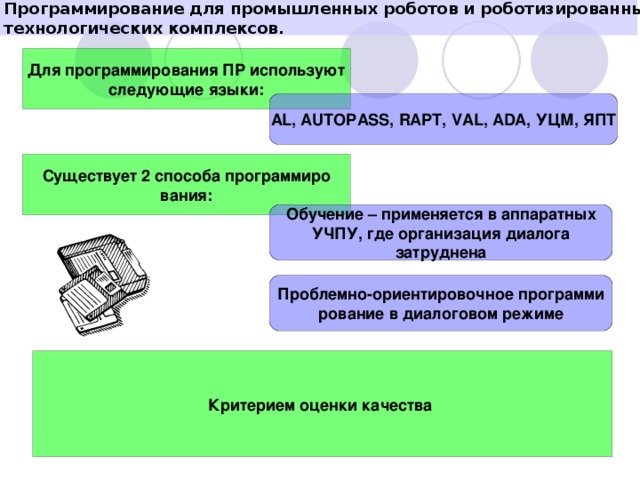
Программирование для промышленных роботов и роботизированных
технологических комплексов.
Для программирования ПР используют
следующие языки:
AL, AUTOPASS, RAPT, VAL, ADA, УЦМ, ЯПТ
Существует 2 способа программиро
вания:
Обучение – применяется в аппаратных
УЧПУ, где организация диалога
затруднена
Проблемно-ориентировочное программи
рование в диалоговом режиме
Критерием оценки качества
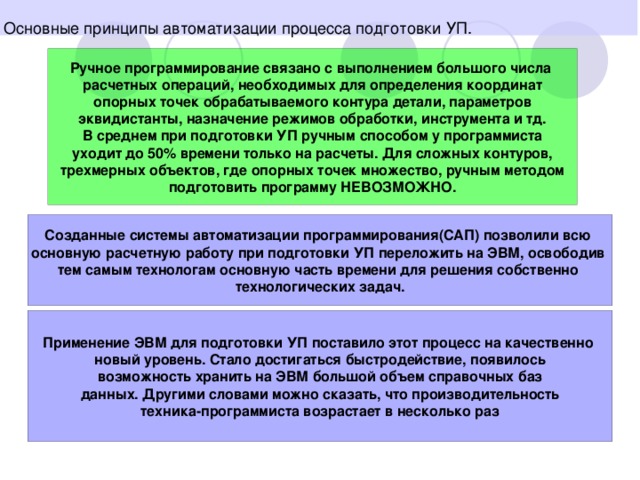
Ручное программирование связано с выполнением большого числа
расчетных операций, необходимых для определения координат
опорных точек обрабатываемого контура детали, параметров
эквидистанты, назначение режимов обработки, инструмента и тд.
В среднем при подготовки УП ручным способом у программиста
уходит до 50% времени только на расчеты. Для сложных контуров,
трехмерных объектов, где опорных точек множество, ручным методом
подготовить программу НЕВОЗМОЖНО.
Созданные системы автоматизации программирования(САП) позволили всю
основную расчетную работу при подготовки УП переложить на ЭВМ, освободив
тем самым технологам основную часть времени для решения собственно
технологических задач.
Применение ЭВМ для подготовки УП поставило этот процесс на качественно
новый уровень. Стало достигаться быстродействие, появилось
возможность хранить на ЭВМ большой объем справочных баз
данных. Другими словами можно сказать, что производительность
техника-программиста возрастает в несколько раз

Структура Системы Автоматизированного Программирования (САП)
СЕРВИС
Постоянная
информация
Таблицы
параметров
Специализированный
язык
Исходная
информация
Постпроцессоры
Контрольный
бланк
программиста
Универсальный
входной язык
ПРОЦЕССОР
Сопроводительная
документация
Промежуточный
язык
УП
Постпроцессоры
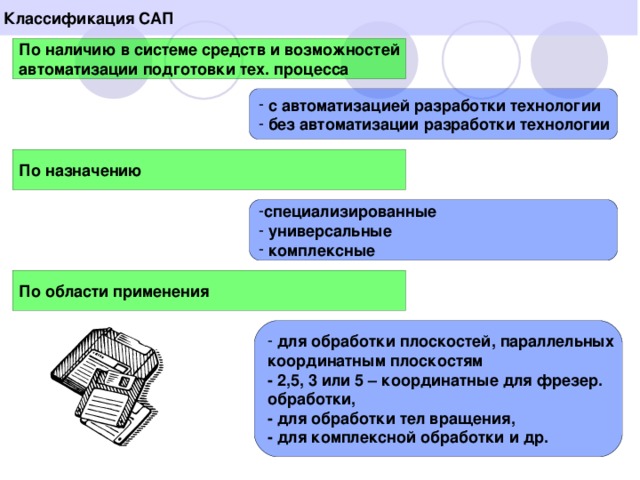
Классификация САП
По наличию в системе средств и возможностей
автоматизации подготовки тех. процесса
- с автоматизацией разработки технологии
- без автоматизации разработки технологии
По назначению
- специализированные
- универсальные
- комплексные
По области применения
- для обработки плоскостей, параллельных
координатным плоскостям
- 2,5, 3 или 5 – координатные для фрезер.
обработки,
- для обработки тел вращения,
- для комплексной обработки и др.
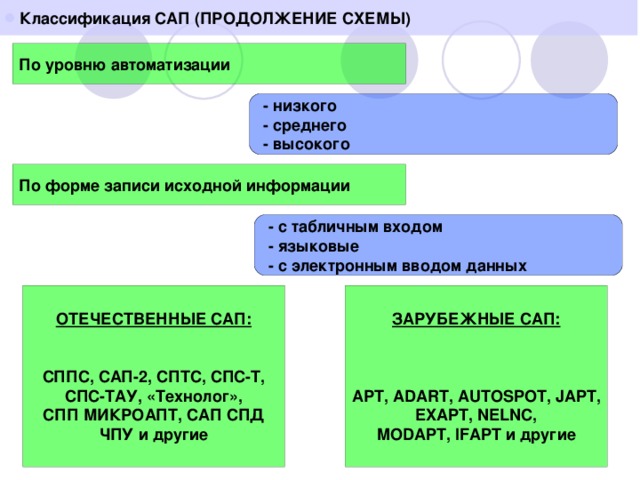
- Классификация САП (ПРОДОЛЖЕНИЕ СХЕМЫ)
По уровню автоматизации
- низкого
- среднего
- высокого
По форме записи исходной информации
- с табличным входом
- языковые
- с электронным вводом данных
ОТЕЧЕСТВЕННЫЕ САП:
СППС, САП-2, СПТС, СПС-Т,
СПС-ТАУ, «Технолог»,
СПП МИКРОАПТ, САП СПД
ЧПУ и другие
ЗАРУБЕЖНЫЕ САП:
АРТ, ADART, AUTOSPOT, JAPT,
EXAPT, NELNC,
MODAPT, IFAPT и другие
Автоматизированное рабочее место технолога программиста (АРМ ТП)
Подготовка УП в современных условиях осуществляется различными способами с помощью самых различных технических средств. В условиях отечественных производств хорошо совмещаются самые современные компьютерные методы подготовки УП с давними испытанными и проверенными, к тому же более простыми и недорогими.
Устройства подготовки программ
Перфораторы, интерполяторы, координаторы, графопостроители,
считывающие устройства, устройства ввода графической информации,
устройства отображения информации на экран электронно-лучевых
трубок, установки для записи программ на магнитную ленту, установки
для записи программ на магнитный диск, печатающие устройства,
кодовые преобразователи, устройства контроля программ,
программаторы, устройства для подготовки данных на перфоленте,
устройства для подготовки данных на перфокарте, комплекс
взаимосвязанных устройств на базе ЭВМ, составляющие АРМ ТП,
комплексы малогабаритных переносных устройств
программирования для оперативного применения, графические
станции.






Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

1690 руб.
2820 руб.

1140 руб.
1900 руб.

1720 руб.
2860 руб.

1670 руб.
2780 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства