В презентации дона основы слесарной операции правка металла
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Слесарные операции. Правка металла
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Слесарные операции. Правка металла»
Слесарные операции ПРАВКА, РИХТОВКА
Преподаватели:
Ольховский С.А.
Константинова О.В.
ГБПОУ МРМК
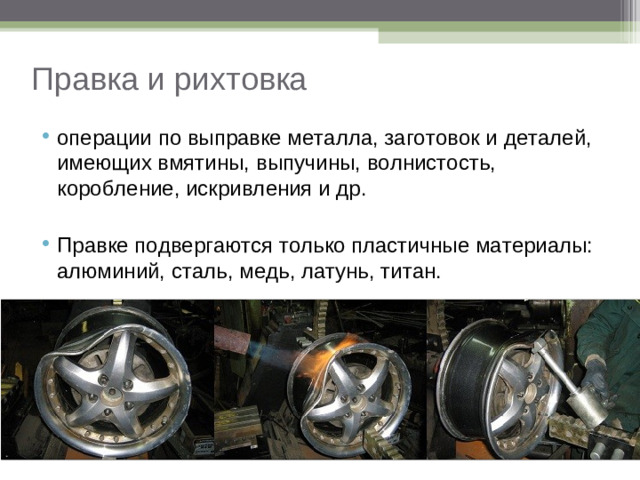
Правка и рихтовка
- операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др.
- Правке подвергаются только пластичные материалы: алюминий, сталь, медь, латунь, титан.
- Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.

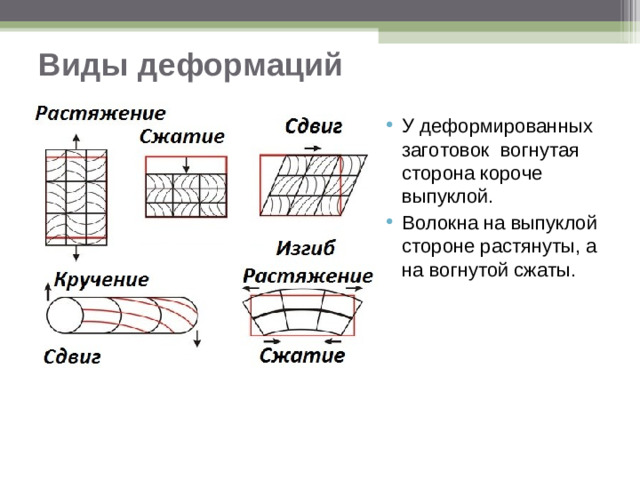
Виды деформаций
- У деформированных заготовок вогнутая сторона короче выпуклой.
- Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.

Правку металла проводят
- в холодном или в нагретом состоянии.
- ручным или машинным способом
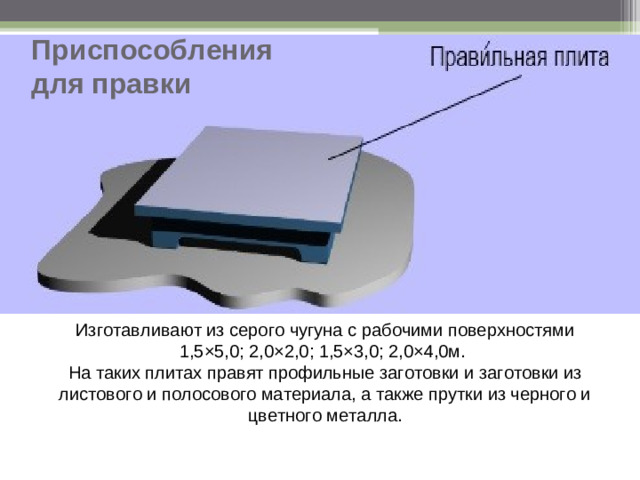
Приспособления для правки
Изготавливают из серого чугуна с рабочими поверхностями 1,5×5,0; 2,0×2,0; 1,5×3,0; 2,0×4,0м.
На таких плитах правят профильные заготовки и заготовки из листового и полосового материала, а также прутки из черного и цветного металла.
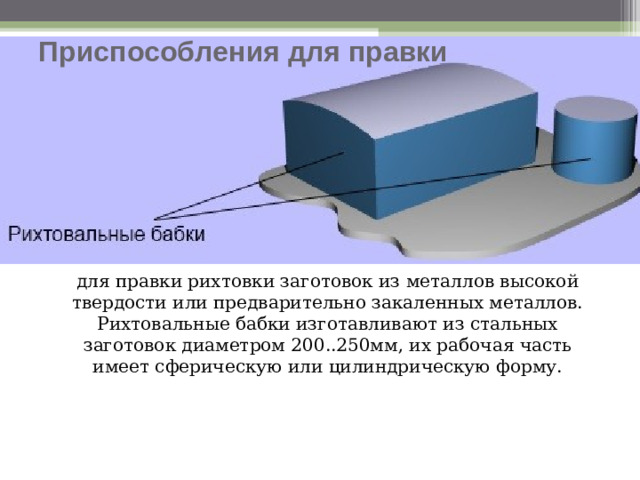
Приспособления для правки
для правки рихтовки заготовок из металлов высокой твердости или предварительно закаленных металлов.
Рихтовальные бабки изготавливают из стальных заготовок диаметром 200..250мм, их рабочая часть имеет сферическую или цилиндрическую форму.
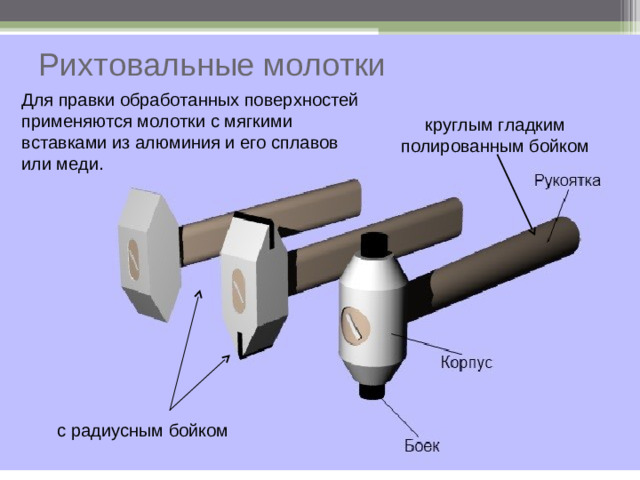
Рихтовальные молотки
Для правки обработанных поверхностей применяются молотки с мягкими
вставками из алюминия и его сплавов или меди.
круглым гладким
полированным бойком
с радиусным бойком

Молотки для правки
- Молотки с круглым гладким полированным бойком.
- Молотки с радиусным бойком;
- Рихтовальные молотки, оснащенные пластинками из твердого сплава.
- Молотки со вставными бойками из мягких металлов Вставные бойки могут быть медными, свинцовыми или деревянными.
- Гладилки (деревянные или металлические бруски) .

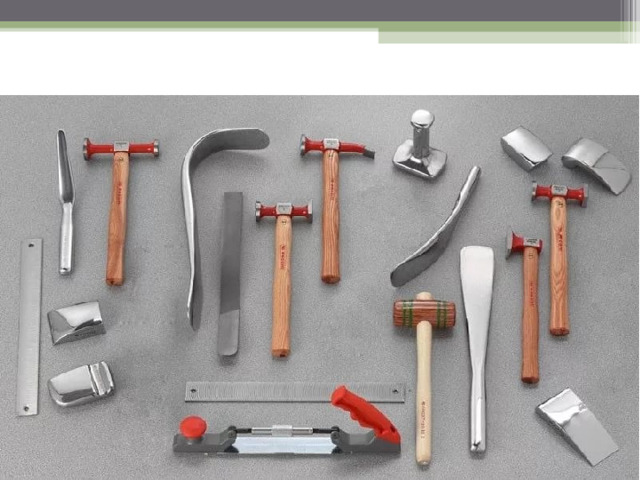
Комплект инстpумента для пpавки кузова:
- 1 – оправки и поддеpжки; 2 – pихтовочные молотки; 3 – деpевянная киянка; 4 – pашпиль для зачистки неpовностей

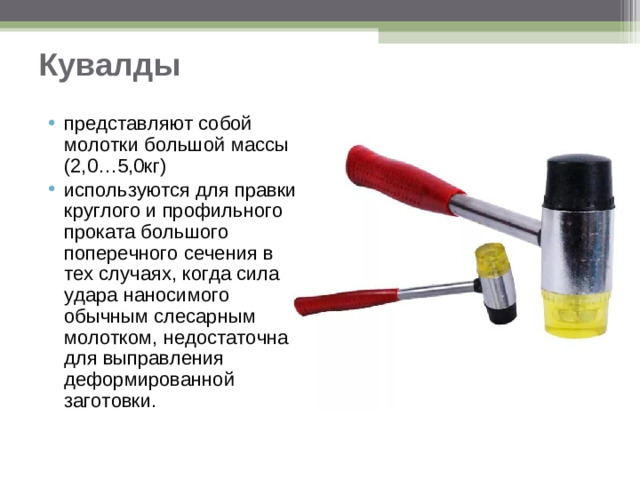
Кувалды
- представляют собой молотки большой массы (2,0…5,0кг)
- используются для правки круглого и профильного проката большого поперечного сечения в тех случаях, когда сила удара наносимого обычным слесарным молотком, недостаточна для выправления деформированной заготовки.
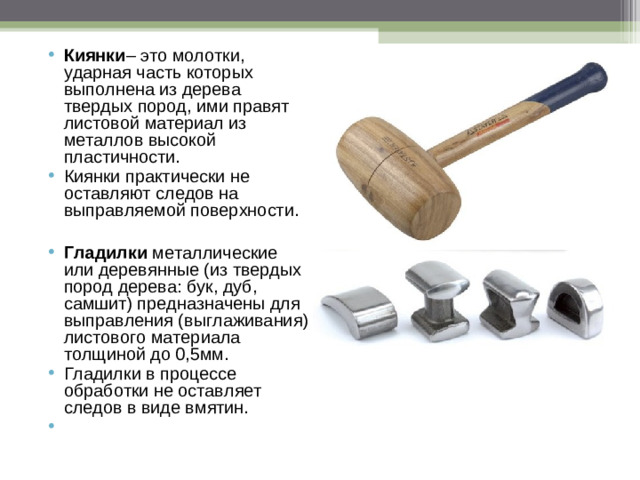
- Киянки – это молотки, ударная часть которых выполнена из дерева твердых пород, ими правят листовой материал из металлов высокой пластичности.
- Киянки практически не оставляют следов на выправляемой поверхности.
- Гладилки металлические или деревянные (из твердых пород дерева: бук, дуб, самшит) предназначены для выправления (выглаживания) листового материала толщиной до 0,5мм.
- Гладилки в процессе обработки не оставляет следов в виде вмятин.

Комплект инструментов и приспособлений для ремонта кузова
- а – молотки;
- б – киянки;
- в – специальные оправки;
- г – поддержки
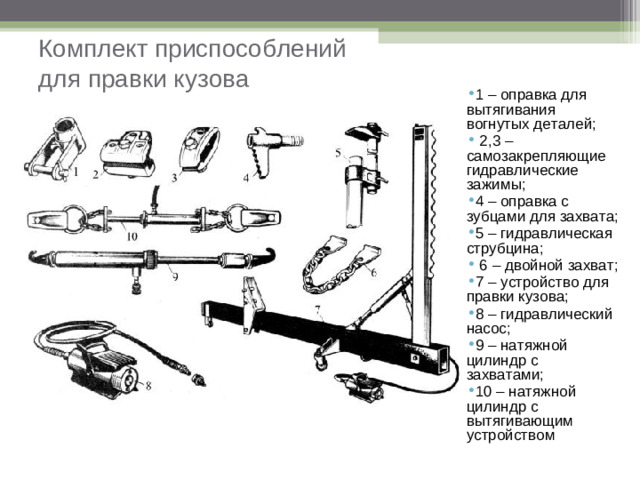
Комплект приспособлений для правки кузова
- 1 – оправка для вытягивания вогнутых деталей;
- 2,3 – самозакрепляющие гидравлические зажимы;
- 4 – оправка с зубцами для захвата;
- 5 – гидравлическая струбцина;
- 6 – двойной захват;
- 7 – устройство для правки кузова;
- 8 – гидравлический насос;
- 9 – натяжной цилиндр с захватами;
- 10 – натяжной цилиндр с вытягивающим устройством

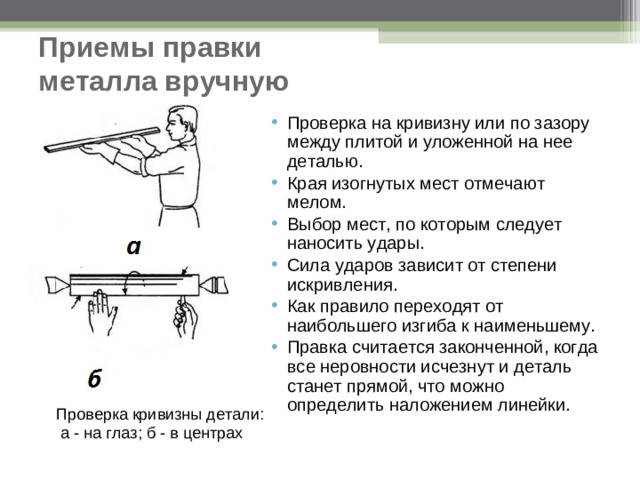
Приемы правки металла вручную
- Проверка на кривизну или по зазору между плитой и уложенной на нее деталью.
- Края изогнутых мест отмечают мелом.
- Выбор мест, по которым следует наносить удары.
- Сила ударов зависит от степени искривления.
- Как правило переходят от наибольшего изгиба к наименьшему.
- Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки.
Проверка кривизны детали:
а - на глаз; б - в центрах
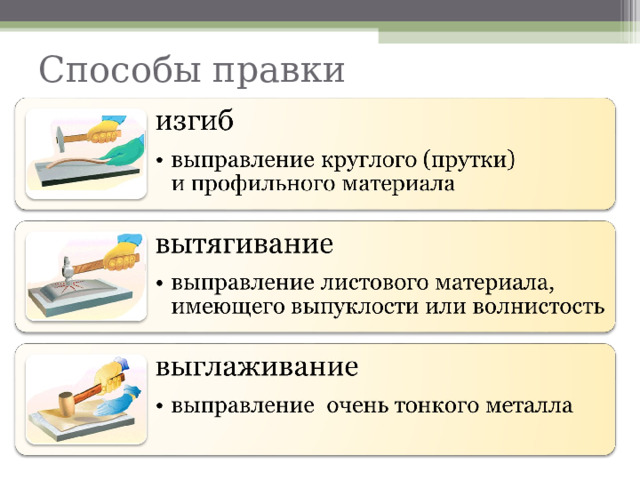
Способы правки
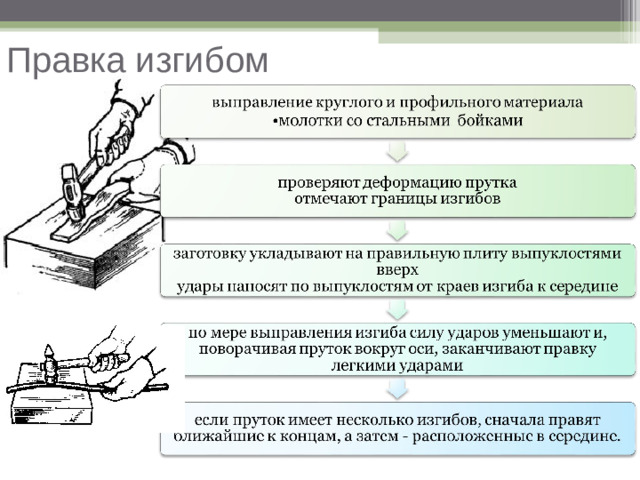
Правка изгибом
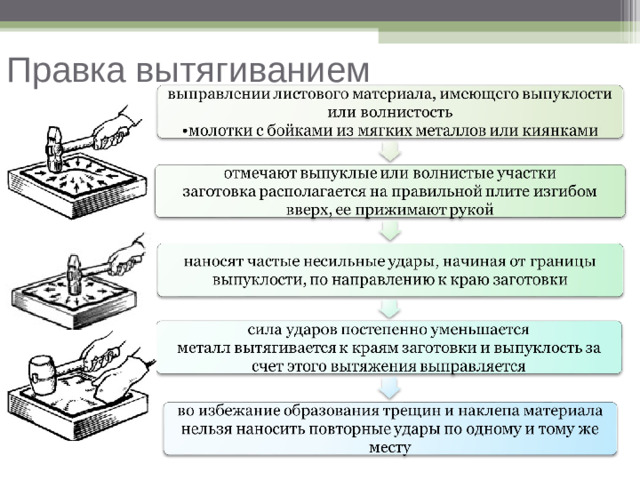
Правка вытягиванием
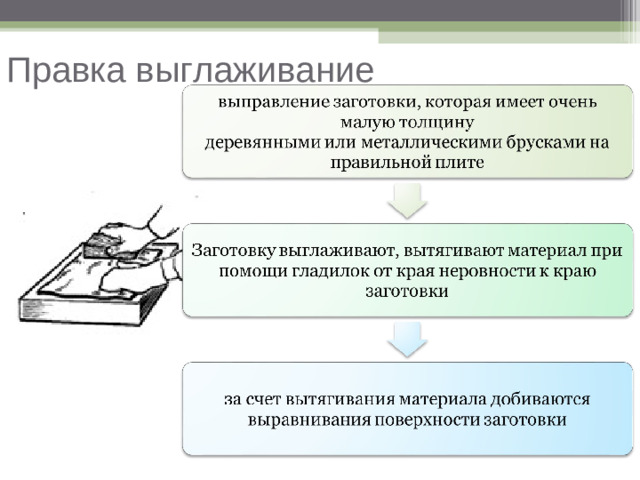
Правка выглаживание

Правка на винтовом прессе
- Простейшим устройством для механизации правки является ручной пресс, с помощью которого осуществляют правку профильного проката и пруткового материала.
- деталь укладывают на призмы, а нажим осуществляют винтом.
- Прогиб определяют здесь же в центрах с помощью индикатора.
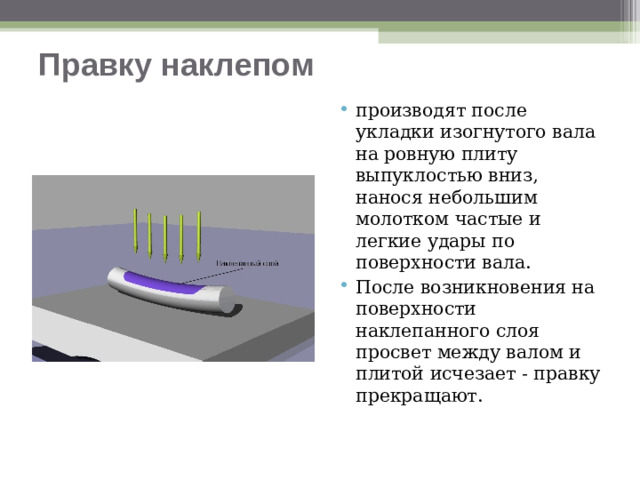
Правку наклепом
- производят после укладки изогнутого вала на ровную плиту выпуклостью вниз, нанося небольшим молотком частые и легкие удары по поверхности вала.
- После возникновения на поверхности наклепанного слоя просвет между валом и плитой исчезает - правку прекращают.
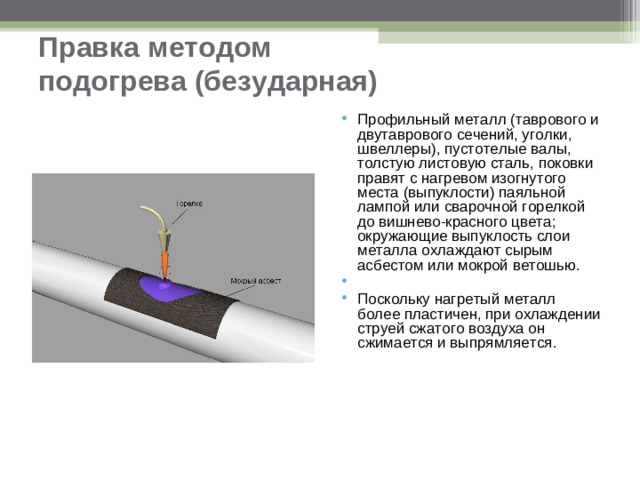
Правка методом подогрева (безударная)
- Профильный металл (таврового и двутаврового сечений, уголки, швеллеры), пустотелые валы, толстую листовую сталь, поковки правят с нагревом изогнутого места (выпуклости) паяльной лампой или сварочной горелкой до вишнево-красного цвета; окружающие выпуклость слои металла охлаждают сырым асбестом или мокрой ветошью.
- Поскольку нагретый металл более пластичен, при охлаждении струей сжатого воздуха он сжимается и выпрямляется.

Правильные машины
- Для правки листового и профильного проката.
- Машины имеют правильные вальцы.
- При правке лист подается в валки и благодаря силе трения, возникающей между валками и листом, втягивается между ними.
- Проходя между валками, лист перегибается то в одну, то в другую сторону, и его волокна выравниваются.
- Для исправления лист пропускают через валки многократно, иногда до пяти раз и более.
Правильная машина: а - общий вид;
б - схема правки; F - усилие правки
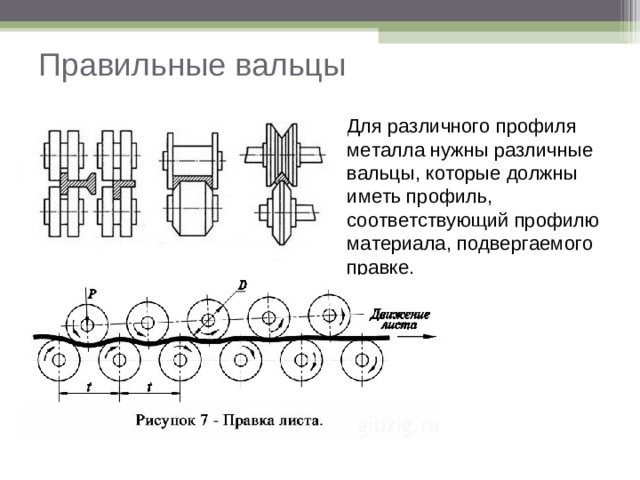
Правильные вальцы
- Для различного профиля металла нужны различные вальцы, которые должны иметь профиль, соответствующий профилю материала, подвергаемого правке.
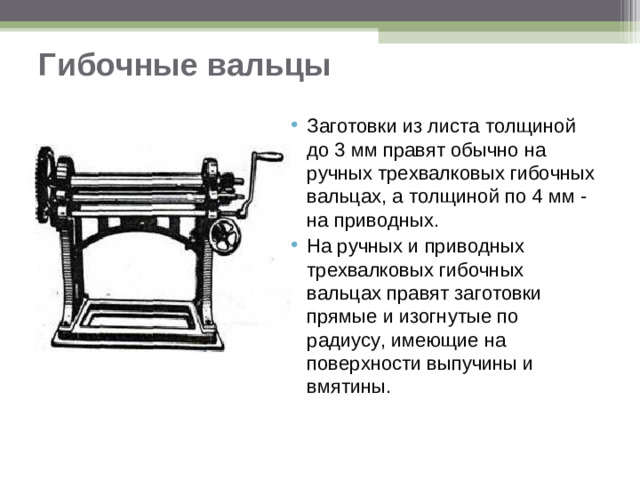
Гибочные вальцы
- Заготовки из листа толщиной до 3 мм правят обычно на ручных трехвалковых гибочных вальцах, а толщиной по 4 мм - на приводных.
- На ручных и приводных трехвалковых гибочных вальцах правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины.

Листогибочная трехвалковая машина
- имеет расположенные один над другим валки 3 и 2, которые могут в зависимости от толщины заготовки удаляться друг от друга или сближаться. Также может быть опущен или поднят расположенный сзади третий валок
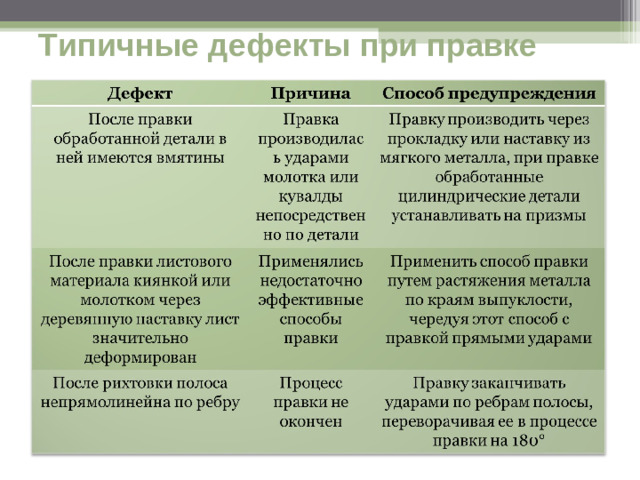
Типичные дефекты при правке
Безопасность при правке
- работать только исправным инструментом;
- для предохранения рук от ударов и вибраций металла работать в рукавицах;
- заготовку на плите или наковальне удерживать прочно.
- При правке полосового и пруткового материала выправляемая деталь должна касаться правильной плиты или наковальни не менее чем в двух точках.
- Правку деформированной заготовки при этом нужно осуществлять за счет ее изгиба в сторону, противоположную имеющейся деформации.
- При правке полосового и пруткового материала на плите (наковальне) необходимо пользоваться рукавицами, правку выполнять молотком или кувалдой, прочно насаженной на рукоятку.

Детали кузова изготавливаются из листового металла методом штамповки
- в металле возникают напряжения, удерживающие форму штампованной детали.
- В результате удара выпуклая поверхность сжимается, выравнивается, затем становится вогнутой и, если удар очень сильный, металл вытягивается.
- Вокруг деформированной зоны создается граничный пояс, в этом месте металл подвергся наибольшей вытяжке и является зоной возникновения максимальных внутренних напряжений.
- Изменение напряжений в металле может происходить не по всей панели, а лишь в зоне удара.
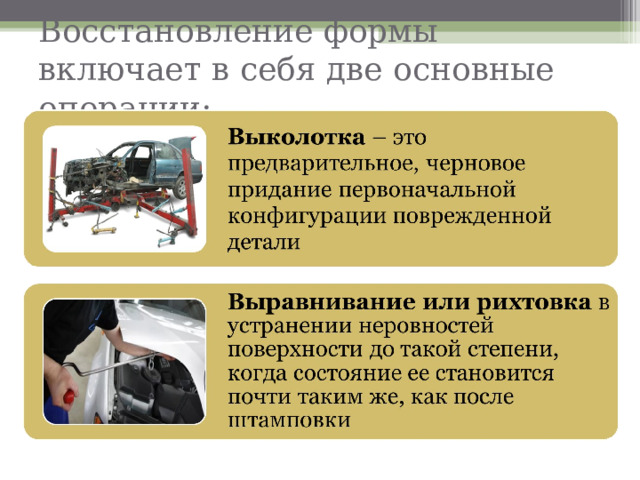
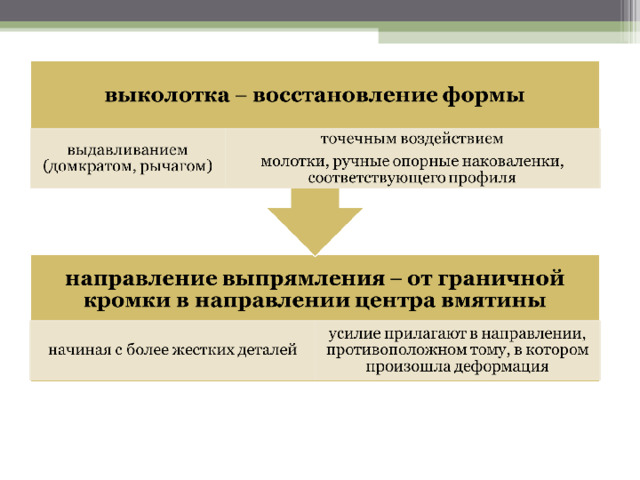
Восстановление формы включает в себя две основные операции:
Ударные инструменты
- применяемые при выколотке, не должны вызывать удлинение листа, нельзя применять ударные стальные инструменты, нанося удары по листу на наковаленке

Рихтовка
- в устранении неровностей поверхности
- от качества рихтовки зависит количество шпатлевки, которое придется наложить на поверхность для окончательного ее выравнивания и качество покраски.

Вмятины и глубокие царапины на металлических панелях кузовов и кабин устраняйте правкой

Вмятины и глубокие царапины на металлических панелях кузовов и кабин устраняйте правкой
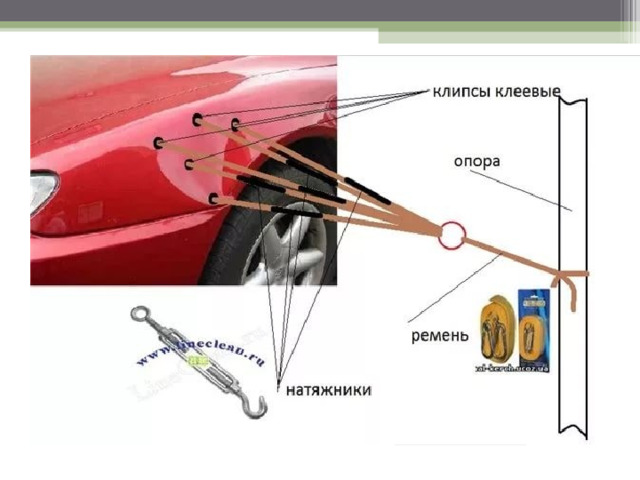
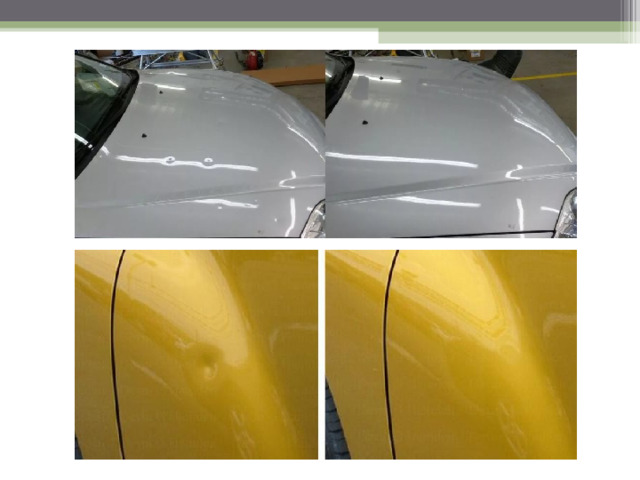
Выправление вмятин без покраски
- малое время устранения деформаций
- кузов по такой технологии остается в своей родной, заводской краске
- стоимость реставрационных работ порой ниже тех, которые проводят СТО со шпаклевкой и покраской..

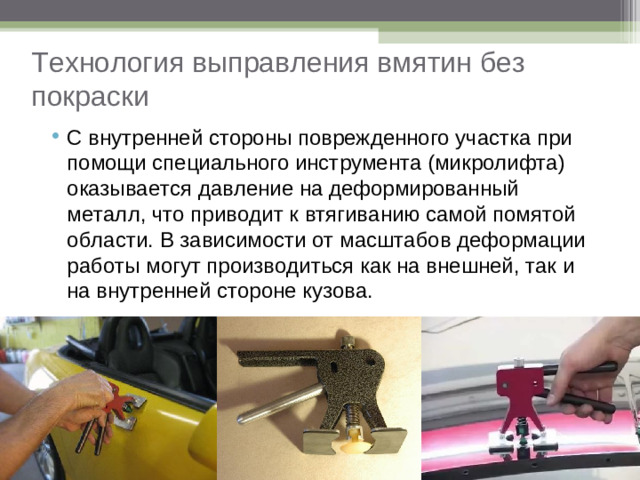
Технология выправления вмятин без покраски
- С внутренней стороны поврежденного участка при помощи специального инструмента (микролифта) оказывается давление на деформированный металл, что приводит к втягиванию самой помятой области. В зависимости от масштабов деформации работы могут производиться как на внешней, так и на внутренней стороне кузова.
Контрольные вопросы
- Почему при правке металлов рекомендуют применять молоток с круглым, а не с квадратным бойком?
- Почему при правке мягких материалов и тонких листов рекомендуется использовать прокладки?
- Чем вызвана необходимость использования молотков с вставками из твердых металлов при рихтовке заготовок?
- С какой целью при правке валов с предварительно обработанными поверхностями применяют для их установки призмы?
- В чём состоит особенности правки деталей, подвергшихся термической обработке?








Полезное для учителя




Распродажа видеоуроков!

1900 руб.
2920 руб.

1750 руб.
2690 руб.

1640 руб.
2530 руб.

2000 руб.
3080 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства