Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
РАЗМЕТКА ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ






Просмотр содержимого документа
«РАЗМЕТКА ЗАГОТОВОК ИЗ ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ»
Тема урока: « РАЗМЕТКА ЗАГОТОВОК
ИЗ ТОНКОЛИСТОВОГО МЕТАЛЛА И ПРОВОЛОКИ »
Учитель: Митченков Юрий Анатольевич. Класс: 5
Цели: - познакомить учащихся с разметкой заготовок из тонколистового металла и проволоки;
- привить навыки рационального использования материалов;
- способствовать развитию технического мышления.
Тип урока: комбинированный (освоение новых знаний, обобщение и систематизация изученного).
Методы обучения: устный опрос, рассказ, демонстрация наглядных пособий,
практическая работа.
Ход урока:
I. Организационно-подготовительная часть.
Приветствие учителя, контроль посещаемости, проверка готовности учащихся к уроку, сообщение темы и целей урока.
II. Теоретическая часть.
1. Повторение пройденного материала.
Вопросы:
Какую операцию называют правкой?
Почему перед разметкой необходима правка заготовки из тонколистового металла или проволоки?
Какие инструменты и приспособления применяют при правке?
Как можно выправить толстую проволоку?
Какими способами выпрямляют тонкую и мягкую проволоку?
Как выполняется правка тонколистового металла?
Почему деревянным бруском-гладилкой можно выправить только тонкие металлические листы?
Как контролируют качество правки листового металла и проволоки?
2. Изложение нового материала.
Рассказ учителя сопровождается показом приемов разметки:
-разметка заготовки из проволоки;
-разметка заготовки из тонколистового металла.
1. Разметка заготовки из проволоки.
Для того чтобы изготовить какое-либо изделие, нужно точно установить границы обработки, нанести на поверхность заготовки контуры будущего изделия в виде линий и точек с соблюдением чертежных размеров. Эта слесарная операция называется разметкой.
Разметку проволоки (определение мест сгибания или разрезания) выполняют с помощью линейки и карандаша. Если, например, нужно согнуть проволоку па расстоянии 100 мм от ее края, то к куску проволоки прикладывают линейку так, чтобы нулевая отметка линейки совпадала с началом куска проволоки. Затем на линейке находят отметку 100 мм и напротив неё, па проволоке, делают черточку. Это и будет место сгиба.
Размечая места изгиба проволоки для изготовления из нее какого-либо изделия, учитывают, что на каждый изгиб проволоки под прямым углом дополнительно расходуется отрезок проволоки, равный чуть больше половины ее толщины.
Например, если кусок алюминиевой проволоки длиной 200 мм и толщиной 3 мм
согнуть посередине под прямым углом, а затем измерить проволоку до изгиба и
после него и сложить эти размеры, то окажется, что длина куска проволоки как бы
уменьшилась. Она будет составлять около 198 мм., то есть на 2 мм короче, чем до
сгибания.
При изготовлении из проволоки круглого кольца важно знать, как определить
длину проволоки, чтобы из нее получилось кольцо заданного размера. Размер
проволочного кольца обычно определяется размером его диаметра. Величина
диаметра меньше длины окружности в 3,14 раза. Поэтому, чтобы определить
длину проволоки для изготовления круглого проволочного кольца, нужно размер
диаметра этого кольца умножить на 3,14.
2. Разметка заготовки из тонколистового металла.
Разметка заготовки из тонколистовою металла выполняется с целью определения
мест разрезания или сгибания листового металла и границ обработки заготовок
при изготовлении изделий.
Точки при разметке - керны - представляют собой небольшие углубления. Линии,
наносимые при разметке, называют рисками. Риски бывают основными и вспомогательными. Основными рисками обозначают границы обработки. От вспомогательных рисок откладывают размеры для проведения основных рисок.
Риски и керны наносят на заготовку с помощью специальных разметочных инструментов: чертилок, разметочных циркулей, кернеров, а также измерительных линеек, слесарных угольников и разметочных молотков.
Чертилка представляет собой остро заточенный стальной стержень и служит для
нанесения рисок. Чертилки бывают проволочными, точеными и с отогнутым
концом.
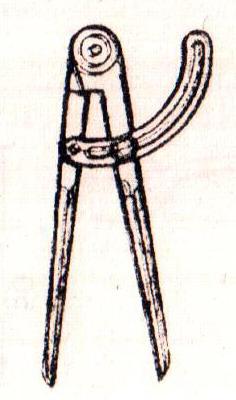
Разметочный циркуль служит для нанесения на поверхность металла линий окружностей и дуг. В отличие от обычного циркуля обе ножки
разметочного имеют заостренные концы.
С помощью кернера получают при разметке небольшие углубления, или керны. Эти углубления необходимы для обозначения центров окружностей и дуг, а также для более четкого обозначения разметочной риски, которая во время работы может стереться.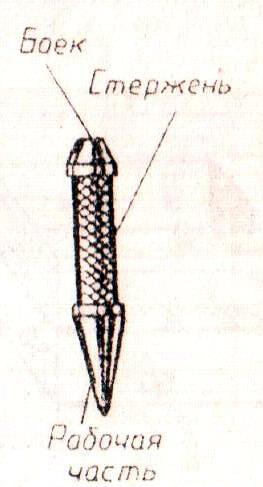
При разметке используются металлические измерительные линейки для измерения
размеров заготовки и проведения разметочных рисок.
Угольники также служат для выполнения разметочных рисок.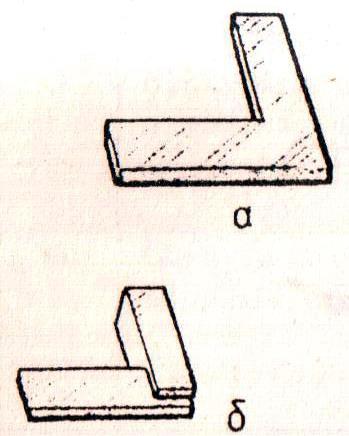
Угольник позволяет выполнить линии строго под прямым углом. Контроль уже выполненных углов заготовки проверяют тоже угольником.
Разметочным молотком ударяют по бойку кернера при накернении центров отверстий и разметочных рисок.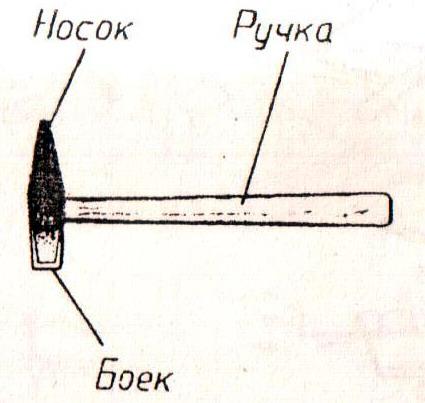
Перед разметкой требуется очистить заготовку от пыли и грязи. Размечать заготовку нужно так, чтобы как можно меньше металла уходило в отходы.
Различают два вида разметки: по шаблону и по чертежу (эскизу).
Шаблон - это приспособление в виде пластины с очертаниями детали, которая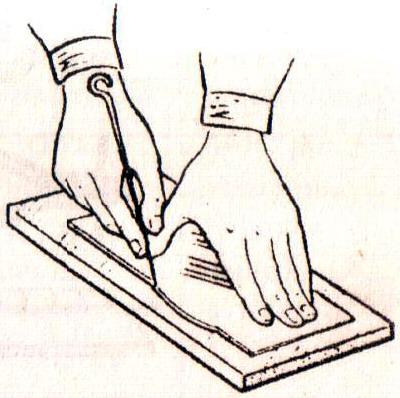
изготавливается. Шаблон накладывают на лист металла, из которого изготавливают изделие.
Разметку по шаблону рационально выполнять в тех случаях, когда нужно разметить большое количество деталей. Располагают шаблон так, чтобы он весь умещался на листе. Для экономного расходования материала стараются найти такое положение шаблона на листе, чтобы при последующем вырезании заготовки из листа было как можно меньше отходов и обрезков. Затем шаблон плотно прижимают к листу. Для этого можно использовать струбцину, достаточно тяжелый предмет или просто прижать рукой. Не сдвигая шаблона, обводят его контуры чертилкой, плотно прижимая ее острие к кромке шаблона. Затем с помощью кернера и разметочного молотка делают небольшие углубления (керны) вдоль разметочных рисок. Для кернения рисок острие кернера ставят точно на риску с небольшим наклоном от себя. Перед нанесением удара по бойку кернер переводят в вертикальное положение.
Молотки для кернения используют небольшие, массой 100-150 г. Расстояние между кернами может быть 5-10 мм и более. Это зависит от длины риски: чем больше длина, тем больше может быть указанное расстояние.
Разметка по чертежу заключается в перенесении точек и линий чертежа с бумаги на лист металла. Для того чтобы ее выполнять, надо знать, как графически изображаются детали и изделия из тонколистового металла.
Если деталь не имеет изгибов листа, из которого она изготовлена, как, например, ушко , то изображение дается только в одном виде - спереди. Толщина детали указывается надписью типа «Толщ. 0,5» или с помощью выносной линии с полочкой, где дана надпись типа «S 0,5».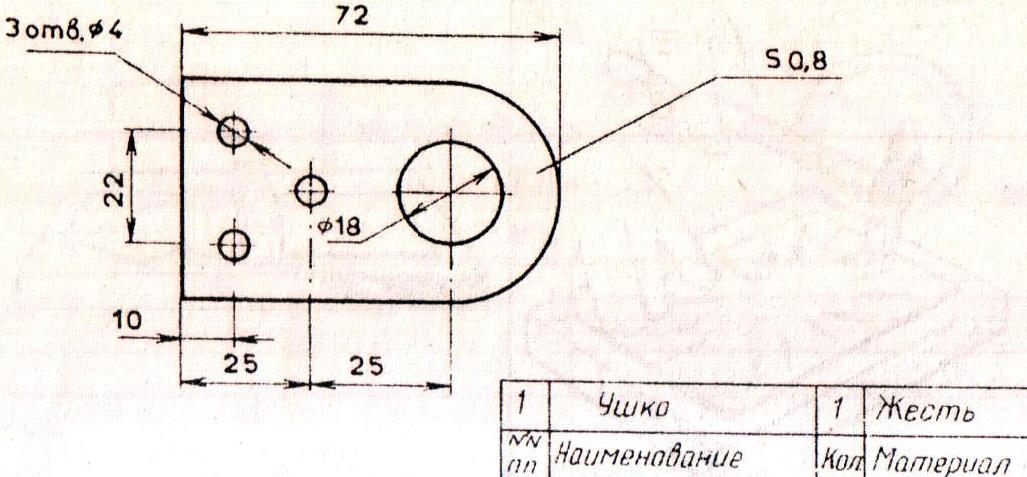
Часто изделие из тонколистового металла изготавливается путем сгибания отдельных его частей. Такова, например, коробочка для крепежных деталей.
В этом случае разметку заготовки ведут по чертежу развертки этого изделия, показывающей форму и размеры детали до выполнения операции сгибания. 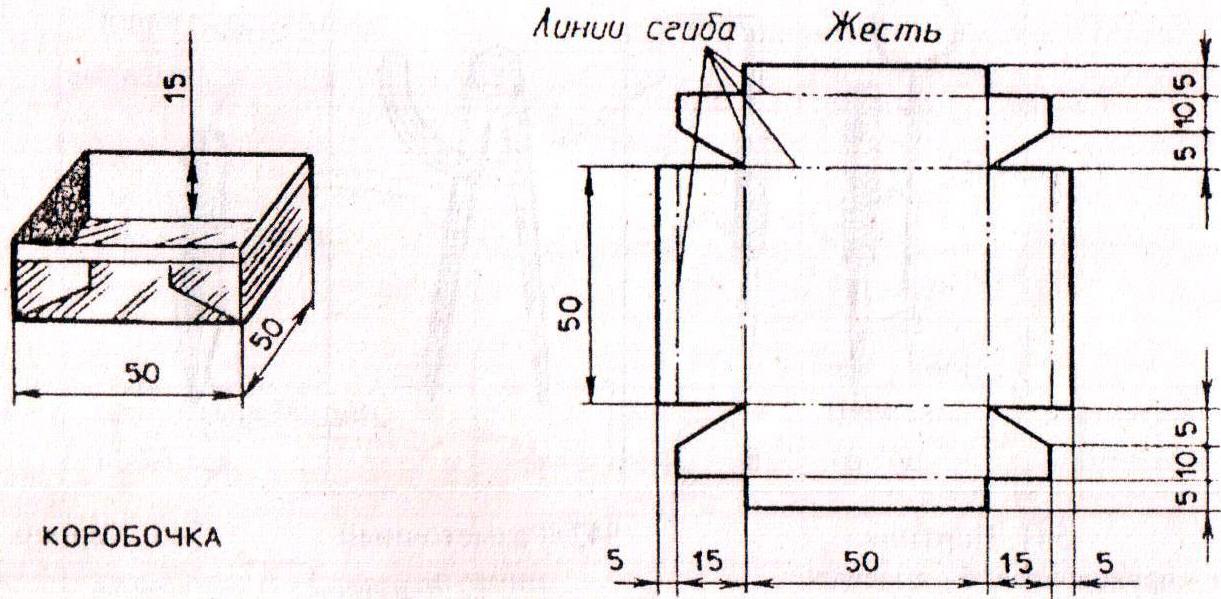
Места сгиба показывают штрихпунктирной линией с двумя точками. Построение чертежа развертки изделия прямоугольной формы следует начинать с изображения основания прямоугольника. После этого вычерчивают другие стороны, примыкающие к основанию по линиям сгиба. Развертка изделия цилиндрической формы представляет собой прямоугольник, одна сторона которого равна длине окружности его основания, а другая - высоте изделия. Приступая к разметке, лист металла тщательно осматривают, проверяя, нет ли на нем ржавчины, неровностей и искривлений. При необходимости его очищают и выправляют. Определяют возможность изготовления из листа детали требуемых размеров. Для этого сравнивают наибольшие (габаритные) размеры детали с размерами листа. Нужно, чтобы размеры листа были несколько больше размеров детали. Для того чтобы разметочные линии были видны более четко, поверхность металла часто покрывают меловой краской или другими растворами. Затем определяют базы для разметки - линии или поверхности, от которых откладывают размеры для нанесения других разметочных рисок. Другими словами, от разметочных баз начинается собственно разметка. Разметку обычно ведут от самой ровной кромки листа или от вспомогательной риски, проведенной посередине заготовки.
При нанесении прямых рисок линейку или угольник плотно прижимают к заготовке пальцами левой руки так, чтобы не было просвета. Чертилку берут правой рукой, как карандаш, и, не прерывая движения, проводят риску необходимой длины. Проводя риски, чертилку плотно прижимают к линейке или угольнику, отклоняя ее на небольшой угол.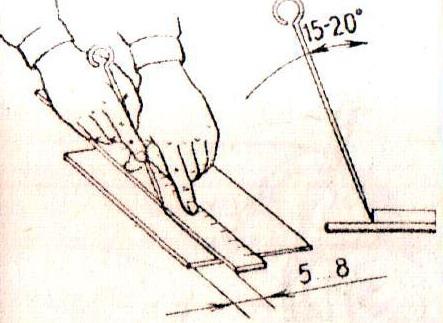
Величину этого наклона нельзя изменять во время проведения риски, иначе риска получится кривой. Если деталь имеет отверстия и радиусные закругления, то вначале намечают и кернят центры этих отверстий или дуг закруглений. Затем раствором циркуля, равным радиусу окружности или закругления, проводят кривые контурные риски. Для этого острие одной (неподвижной) ножки циркуля устанавливают в накерненный центр и, слегка прижимая обе ножки циркуля к поверхности заготовки, другой (подвижной) ножкой проводят дугу заданной длины. При этом циркуль немного наклоняют в сторону движения.
На заводах разметку деталей выполняют слесари-разметчики. Шаблоны изготавливают слесари самой высокой квалификации - инструментальщики.
Практическая часть.
Практическая работа
«Разметка заготовок из тонколистового металла и проволоки».
1. Организация рабочего места.
Учащиеся выполняют задание каждый на своем рабочем месте. Для выполнения работы понадобятся: верстак, тиски, стальная плита, слесарный молоток, киянка, деревянный брусок, плоскогубцы, доска с вбитыми гвоздями, металлический стержень, дощечки, заготовки из тонколистового металла и проволоки.
2. Вводный инструктаж.
Задание:
пользуясь разработанными технологическими картами, выполните разметку
заготовок изделия из тонколистового металла и проволоки;
Правила техники безопасности.
Необходимо соблюдать общие правила безопасности труда, работать только
исправным инструментом.
Чертилку и разметочный циркуль следует держать только па верстаке, не класть в
карманы халата.
После применения чертилок на их остро заточенные концы следует надеть
предохранительные пробки.
Чтобы не поранить руки, подавать чертилку товарищу надо ручкой от себя, а
класть на рабочее место - ручкой к себе.
3. Текущий инструктаж.
Самостоятельное выполнение учащимися задания. Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий.
Возможные ошибки: несоответствие размеров размеченной заготовки размерам на чертеже или образце изготовленной детали;
Причины: неточность измерительного инструмента, несоблюдение приемов разметки или невнимательность работающего;
неточное проведение рисок;
проведение рисок несколько раз по одному и тому же месту.
4. Заключительный инструктаж.
Оценка результатов работы учащихся, выбор лучших работ; разбор допущенных
ошибок и анализ причин, их вызвавших; разъяснение возможностей применения
полученных знаний, умений и навыков в общественно полезном труде.
Итоговая часть.
1. Установка на следующий урок.
На следующем уроке продолжится знакомство с технологией обработки проволоки и тонколистового металла.
2. Домашнее задание
Прочитать параграф 23-24 учебника. Уборка рабочих мест.






Полезное для учителя









* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт