7.1 Дайте определение прямым и косвенным измерениям
7.2 Дайте понятие систематической и случайной составляющим погрешности измерения
7.3. Дайте понятие основной и дополнительной погрешностей
7.4. Приведитет выражение для определения относительной погрешности
7.5. Как определяется приведенная погрешность?
7.6. При каком условии можно проводить однократные измерения?
7.7. Расскажите правило округления погрешности
7.8 За счет чего при измерении возникает методическая погрешность?
8. ПОРЯДОК ВЫПОЛНЕНИЯ ЛАБОРАТОРНОЙ РАБОТЫ
8.1.Ознакомиться с приборами, используемыми в лабораторной работе.
Составить таблицу с их основными данными.
Таблица 1
Название
Диапазон
измерения
Класс
точности
Прим.
8.2. С помощью магнитоэлектрического вольтметра измерить постоянное напряжение, а цифрового мультиметра - переменное напряжение. В качестве источника питания постоянного тока использовать источник питания постоянного тока GPS -2303 (ИППТ), а в качестве источника переменного тока – генератор сигналов специальной формы SFG-2004 (ГССФ). Результаты обработать согласно п.4.1 и заполнить табл.2
Методическую погрешность считать равной нулю, а дополнительная определяется отклонением температуры окружающей среды на 10 градусов.
Таблица 2
U
Uk
Класс точности
%
Аналоговый вольтметр
γ =
Цифровой мультиметр
δ =
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Задачи практики: приобретение умений и навыков практического выполнения основных технологических операций монтажа электрооборудования и ведения текущей инженерной документации при личном участии студента в работе звена, бригады, участка, а также подтверждение квалификационного разряда электромонтера и II группы допуска по электробезопасности и их повышение и, в частности:
Овладение методами выполнения монтажа открытых и скрытых внутренних проводок, электродвигателей, пускозащитной аппаратуры и установочной арматуры;
Изучение методов разметки трассы и монтажа линий электропередачи и вводов в производственные и коммунально-бытовые здания;
Приобретение навыков монтажа устройств рабочих, повторных и защитных заземлений;
Освоение методов монтажа основного и вспомогательного оборудования трансформаторных подстанций;
Изучение структуры электромонтажной организации (подразделения), мероприятий по охране труда, технике безопасности.
Одной из форм электромонтажной практики является работа студентов на объектах сельской электрификации в составе специализированных бригад, участков материально-технического обеспечения и подготовки производства, а также в составе звена или бригады, специализирующихся на монтаже отдельных видов электрооборудования.
Производственная практика проводится на производственных объектах районных электрических сетей ООО «Красноярскэнерго», в учхозе «Миндерлинское», в передовых хозяйствах края, в студенческих строительных отрядах, а также на предприятиях, от которых студенты обучаются по ЦКП.
Филиал ОАО «МРСК Сибири» - «Красноярскэнерго» обслуживает территорию одного из крупнейших субъектов Российской Федерации – Красноярского края, общая площадь которого 2339,7 тыс. кв. км. с населением около 3 мл. человек.
Дата образования: 04.07.1943г.
Электросетевой комплекс «Красноярскэнерго» - это:
43689,74 воздушных линий электропередачи разного уровня напряжения, в том числе:
- 110 киловольт – 7623,4 км.,
- 35 киловольт – 5643,8 км.,
- 6 - 10 киловольт – 18003,6 км.,
- 0,4 киловольт – 12418,94 км.;
3345,57 км., кабельных линий, в том числе:
- 110 киловольт - 4,30 км,
- 6-10 киловольт – 2022,81 км.,
- 0,4 киловольт – 1318,46 км.;
9969 подстанций разного класса напряжения, в том числе:
- ПС 110 киловольт – 165 шт.,
- ПС 35 киловольт – 231 шт.,
- ТП 6-10/0,4 киловольт – 9573 шт.
Численность персонала 3807 человека. (данные на 01.08.2014 года)
Руководитель - Заместитель генерального директора - директор филиала ОАО «МРСК Сибири» - «Красноярскэнерго» Александр Павлович Буторов.
Производственное отделение «Восточные электрические сети» (ВЭС) обеспечивает электроснабжение территорий Абанского, Богучанского, Дзержинского, Иланского, Канского, Кежемского, Нижнеингашского, Тасеевского районов общей площадью 125,753 тыс.км², с населением около 216,24 тыс.человек.
Дата образования 24 января1964г.
Крупные потребители: ОАО «Канская ТЭЦ», ООО Канский завод легких металлоконструкций «Маяк», ЗАО «Канский Машиностроительный завод «Сегмент», ЗАО «Разрез Канский», ОАО РЖД, ОАО «Трансибнефть», ООО «ГСЗ Управления строительства 604», ЗАО «Канский ремонтный завод», ИП Мкртчян А.А., ИП Титоренко Ж.С., ООО ПКФ «Канпласт, ООО Транс-М, ОАО «Оборонэнерго»», ООО «Красноярская региональная энергетическая компания», ОАО «Комбинат строительных материалов-2», ООО «Каменское», ООО «Чечеульское», ЗАО "Богучанский Алюминиевый Завод", ОАО "Богучанская ГЭС", ООО "Богучанский ЛПК", ООО "Бизнесс групп", ООО "Торговый дом "Канский".
Электросетевой комплекс ПО «Восточные электрические сети» - это:
6968,86 км воздушных линий электропередачи разного уровня напряжения, в том числе:
- 110 киловольт – 1029,59 км,
- 35 киловольт – 1082,61 км,
- 6-10 киловольт – 3163,6 км,
- 0,4 киловольт – 1693 км;
30,8 км, кабельных линий, в том числе:
- 6-10 киловольт – 21,3 км,
- 0,4 киловольт – 9,5 км;
1286 подстанций разного класса напряжения, в том числе:
- ПС 110 киловольт – 23 шт.,
- ПС 35 киловольт – 33 шт.,
- ТП 6-10/0,4 киловольт – 1160 шт.
В Производственное отделение «Восточные электрические сети» входят 6 районов электрических сетей (РЭС): Абанский РЭС, Дзержинский РЭС,
Численность персонала 477 человек (данные на 01.08.2014 года).
Руководитель: директор производственного отделения «Восточные электрические сети» Владимир Павлович Неретин.
Заместитель директора - главный инженер Александр Сергеевич Пахомов.
Контакты: 663600. Красноярский край, Канск, ул. Энергетиков 3Б;
Отзыв на студента от руководителя практики.
Во время прохождения производственной практики, Дмитрий показал себя, как грамотный специалист-электромонтер распределительных сетей Недокурского электросетевого участка. Знание МПОТ и ПТЭЭ, а так же инструкции по применению средств защиты в объеме группы 2 по электробезопасности на оценку «Хорошо».
Должность руководителя:
И.О Начальника Кодинского РЭС Кряжев М.М
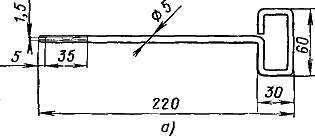
лнение вязки провода на изоляторы, устройство двойного крепления проводов.
2.1 Отрегулированные провода закрепляют на изоляторах промежуточной, угловой или оконечной опор вязками, которые не должны допускать перемещения провода из одного пролета в другой. Вязка производится перевязочной проволокой, длина которой указана в таблице 2.1
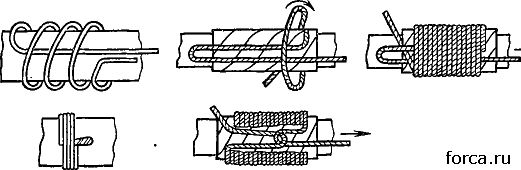
2.2 На прямых участках линии вязку выполняют двумя кусками перевязочной проволоки в следующем порядке (рисунок 2.1):
а) куском перевязочной проволоки охватывают шейку изолятора так, чтобы один из концов проволоки был длиннее другого на величину, равную диаметру головки изолятора;
б) оба конца перевязочной проволоки скручивают таким образом, чтобы они вплотную подходили к желобку в головке изолятора;
в) вторым куском перевязочной проволоки охватывают шейку изолятора с другой стороны и также скручивают концы проволоки до желобка в головке изолятора;
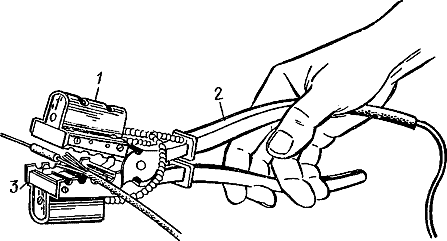
г) длинные концы обоих кусков перевязочной проволоки перекидывают соответственно на другую сторону изолятора через провод, находящийся в желобке, и отгибают вниз; затем их вместе с короткими концами при помощи специальных плоскогубцев (имеющих в губках углубления) плотно навивают на линейный провод. При отсутствии таких плоскогубцев биметаллические или медные провода вяжут плоскогубцами с медными вкладышами без насечек.
Рисунок 2.1 - Вязка проводов на изоляторах промежуточных опор
2.3 На угловых опорах провода закрепляются одним отрезком проволоки. При этом отрезок перевязочной проволоки, длина которого определена по таблице 2.1, прикладывают крестообразно к линейному проводу. Концы перевязочной проволоки обвивают вокруг шейки изоляторов, а затем при помощи плоскогубцев плотно обвивают вокруг линейного провода (рисунок 2.2).
Рисунок 2.2 Крепление провода к изолятору на угловой опоре
Крепление проводов на оконечных опорах производится так, как показано на рисунке 2.3
Рисунок 2.3 - Крепление стального провода на оконечной опоре
Таблица 2.1 - Выбор диаметра и длины перевязочной проволоки
Диаметр линейной проволоки,мм
Тип изолятора
Диаметр перевязочной проволоки,мм
Длина перевязочной проволоки, см
на прямых участках
на угловых опорах
1
2
3
4
5
5и4 4 4 3 3 2,5 2,0 1,5
ТФ-20 ТФ-20 ТФ-16 ТФ-12 ТФ-12 ТФ-12 ТФ-12 ТФ-12
2,5 2,5 2,5 2,0 2,0 1,2 1,2 1,0
51 50 46 45 40 35 34 30
56 55 51 50 45 40 39 35
2.4 Провода цветных металлов на оконечной опоре закрепляют с помощью медных или алюминиевых трубок так, как показано на рисунке 2.4
При отсутствии трубок оконечную заделку делают так, как показано на рисунке 2.5
Рисунок 2.4 - Оконечная заделка провода из цветного металла
2.5 Сталеалюминевые провода крепят на изоляторах алюминиевой мягкой проволокой диаметром 3 мм или стальной оцинкованной перевязочной проволокой диаметром 2,5 мм. В месте вязки на провод по направлению повива алюминиевых проводников плотно наматывают алюминиевую ленту.
При вязке биметаллических сталемедных проводов биметаллической перевязочной проволокой под последнюю подкладывают медную ленту (фольгу) размером 300x10x0,1 мм. Если применяется медная перевязочная проволока, медную ленту не подкладывают.
2.6 При креплении (вязке) проводов на изоляторах рекомендуется пользоваться клетневкой.
2.7 Крепление проводов.
Если нагрузка проводов на изолятор не превышает его механической прочности (коэффициент запаса 2,5...3), на промежуточных опорах применяют одинарное крепление проводов на шейке изолятора (рис.2.6,а). При повышенных нагрузках, а также в населенной местности используют промежуточное двойное крепление проводов (рис.2.6,б). Для этого над основным изолятором 3, к которому привязан провод 1, устанавливают дополнительный изолятор 5 и с помощью плашечных зажимов 2 и дополнительного отрезка провода 4 закрепляют провод вторично. Если угол поворота ВЛ не превышает 60°, проводами огибают изоляторы с внешней стороны угла поворота (рис. 2.6,в), если угол поворота превышает 60°, то на опоре устанавливают дополнительные изоляторы. Рис. 2.6 Крепление проводов на изоляторах: а — одинарное на шейке, б — промежуточное двойное, в — на угловой опоре, г — анкерное одинарное.
Очень часто на угловых опорах выполняют двойное крепление проводов. Провода на изоляторах анкерных опор крепят наглухо петлей с помощью болтовых плашечных зажимов (рис. 2.6, г). Так, при анкерном одинарном креплении проводов электрический контакт между проводами разных анкерных пролетов отсутствует, для создания непрерывной электрической цепи монтируют перемычку (анкерную петлю). Точно так же выполняется одинарное крепление проводов на концевой опоре (но без анкерной петли). При выполнении ответвлений на опорах устанавливают многошейковые изоляторы РФО, на одну из шеек провод крепят промежуточным одинарным креплением, а на другую — анкерным. Электрическая связь между линией и ответвлением осуществляется через дополнительную перемычку, присоединяемую к проводам с помощью зажимов. Анкерное крепление провода с помощью плашечных зажимов выполняется просто и с малой затратой времени. Конец провода, выходящего из монтажного зажима, на котором продолжает держаться натянутый анкерный пролет, изгибают петлей, обе стороны которой закладывают в канавки зажима. Затем петлю надевают на шейку изолятора, зажим устанавливают на расстоянии 80... 120 мм от изолятора и в таком положении затягивают болты зажима. После этого можно ослабить тяговый трос и снять с провода монтажный зажим, так как анкерный пролет с обеих сторон уже закреплен на изоляторах.
Если свободный конец провода имеет значительную длину и идет в следующий анкерный пролет, с изолятора 1 оставляют достаточно свободную анкерную петлю 2, затем на изоляторе 3 производят следующее анкерное крепление. Если свободный конец провода короткий, с данной анкерной опоры начинают раскатку следующего барабана с проводом и после анкерного крепления нового провода на изоляторе 3 соединяют концы проводов двух соседних пролетов в анкерную петлю термитной сваркой. В ряде случаев на анкерной опоре выполняют переход с одной марки провода на другую. Для этой цели применяют петлевые переходные зажимы ПП, с помощью которых концы проводов разных марок соединяют в анкерную петлю. После того как провод закреплен на анкерных опорах, привязывают провода на изоляторах всех промежуточных опор. Эта операция может производиться с гидроподъемников, телескопических вышек и т. д. (при монтаже ВЛ напряжением до 1000 В чаще всего непосредственно с опоры). Для вязки алюминиевых или сталеалюминиевых проводов используют алюминиевую проволоку диаметром 3,5 мм, а для крепления стальных проводов — мягкую стальную оцинкованную проволоку диаметром 2...2,7 мм. Длина отрезка проволоки для вязки должна быть не менее 300 мм. Чаще всего при креплении проводов на промежуточных опорах используют метод боковой вязки на шейке изолятора, значительно реже — вязку на головку изолятора. Расположение фазных проводов на опоре может быть любым, а нулевой провод, как правило, должен быть ниже фазных. Над нулевым проводом размещают провода линии наружного освещения.
Таблица 2.2
Район гололедности
Расстояние, см
вертикальное расположение
горизонтальное расположение
пролет до 30 м
пролет свыше 30 и
I—II
40
20
30
111—IV
60
40
40
При монтаже ВЛ расстояния между проводами должны соответствовать данным, приведенным в табл. 2.2, расстояние от провода до поверхности опоры траверсы или другого элемента опоры должно быть не менее 50 мм. После окончания монтажа опор и проводов на опорах ВЛ устанавливают постоянные знаки, содержащие порядковый номер опоры, год ее установки (на всех опорах) и номер линии или ее условное обозначение (на всех опорах ВЛ на участках ее параллельного следования с другими ВЛ). Kpoме того, на опоры крепят предостерегающие плакаты (на все опоры в населенной местности и через одну в ненаселенной).
2.8 СОЕДИНЕНИЕ ПРОВОДОВ В ПРОЛЕТАХ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ
Виды соединений проводов.
Соединения проводов и тросов в пролетах линий электропередачи разрешается выполнять только с помощью специальных зажимов, при этом в каждом пролете при монтаже линии должно быть не более одного соединения на каждый провод или трос. Соединения проводов воздушных линий выполняются либо с помощью овальных соединителей — способами обжатия или скручивания, либо фасонными соединителями — способом опрессования. Соединения проводов и тросов с помощью болтовых зажимов в пролетах линий не применяются. Однопроволочные стальные провода разрешается соединять способом сварки внахлестку, причем длина сварного шва должна быть не менее 10 диаметров провода. Место сварки после ее выполнения должно быть надежно защищено от коррозии путем тщательной зачистки и покрытия влагостойкой краской или смазкой ЗЭС.
Соединение проводов овальными соединителями.
Наиболее распространенным способом соединения проводов в пролетах линий является соединение с помощью овальных соединителей. При соединении проводов овальными соединителями электрический контакт получается как в результате непосредственного соприкосновения поверхности отдельных проволок внешних повивов концов соединяемых проводов, введенных в соединитель внахлестку, так и через корпус соединителя вследствие соприкосновения проволок внешних повивов концов проводов с внутренней поверхностью корпуса соединителя. При соединении сталеалюминиевых проводов между ними устанавливается алюминиевая распорка для выравнивания усилий обжатия, и соприкосновение поверхностей соединяемых концов проводов происходит через распорку. Таким образом, в соединениях проводов, выполненных овальными соединителями, ток проходит главным образом от провода к проводу и лишь частично через корпус соединителя и распорку, если она установлена. Овальный соединитель представляет собой трубку овального сечения, изготовленную из алюминия или стали. Трубка с обоих концов имеет развальцовку. Для соединения проводов различных марок выпускаются следующие марки овальных соединителей: СОАС — для соединения сталеалюминевых проводов; СОА — для соединения алюминиевых проводов; СОС — для соединения стальных проводов. На корпус каждого соединителя наносится на заводе марка, указывающая, для какого провода предназначен соединитель, например: СОАС-70 — соединитель овальный для сталеалюминиевого провода АС-70. Овальные соединители применяются для соединения сталеалюминиевых и алюминиевых проводов сечением до 185 мм2, медных проводов сечением до 150 мм2 и многопроволочных стальных проводов сечением до 95 мм2.
Подготовка проводов и соединителей к монтажу.
Первой технологической операцией, выполняемой при соединении проводов любым способом, является подготовка проводов и соединителей. Перед монтажом соединителя должны быть подготовлены необходимые материалы и инструмент, а именно: ерш стальной, стальная кардощетка, пассатижи, напильник трехгранный, ножовка с полотнами или тросоруб, бандажная проволока, смазка ЗЭС или технический вазелин, бензин и чистые тряпки или ветошь. Эксплуатационная надежность соединения в весьма большой степени зависит от того, насколько тщательно произведена необходимая обработка и очистка соединяемых концов проводов и контактных поверхностей соединителя. Соединители должны быть очищены от грязи и смазки, внутреннюю поверхность их очищают ветошью, смоченной в бензине, а затем смазывают смазкой ЗЭС или техническим вазелином. После смазки внутреннюю поверхность соединителя обрабатывают стальным ершом до блеска для удаления слоя окиси, затем протирают чистой, сухой тряпкой и еще раз смазывают тонким слоем смазки. Концы соединяемых проводов должны быть оправлены так, чтобы их можно было свободно ввести в соединитель. Затем концы проводов очищают от грязи ветошью, смоченной в бензине, смазывают смазкой ЗЭС или техническим вазелином, зачищают кардощеткой до блеска, протирают сухой, чистой тряпкой и еще смазывают тонким слоем смазки. Этим заканчивается подготовка к соединению концов проводов и соединителя. Необходимо отметить, что смазка ЗЭС обеспечивает защиту соединения от коррозии на весьма значительное время, так как имеет температуру каплепадения выше 105° С и весьма слабую окисляемость, тогда как защитное действие технического вазелина ограничивается несколькими часами или сутками в зависимости от времени года и температуры соединения. Приведенный порядок обработки проводов и соединителей надо строго соблюдать, особенно для алюминиевых соединителей и алюминиевых и сталеалюминиевых проводов, так как незаметная для глаза пленка окиси алюминия имеет очень большое электрическое сопротивление и наличие ее в соединении может затруднить получение нужных электрических характеристик контакта. Процесс окисления алюминия на воздухе протекает очень быстро, поэтому зачистку соединителей и проводов производят под слоем смазки до получения блеска на их поверхностях. От оксидной пленки очищают не только наружные, но и внутренние повивы алюминиевых проволок, хотя они непосредственно не входят в соприкосновение с металлом соединителя, но при обжатии, опрессовании или скручивании они большим числом контактных точек соединяются между собой. Подготовку проводов и соединителей для монтажа следует производить непосредственно перед выполнением работ по соединению.
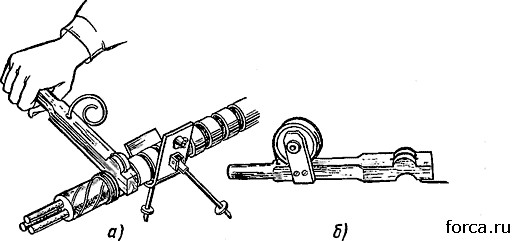
После подготовки к соединению концы проводов вводят в соединитель внахлестку таким образом, чтобы они выходили из соединителя на 40—50 мм. Если, кроме овальных соединителей, провода будут соединяться сваркой с помощью термитных патронов, каждый конец провода следует выпустить из соединителя на длину, равную от 2/3 до 3/4 длины соединителя. Обжатие овальных соединителей производят при помощи монтажные клещей МИ-19А. Монтажные клещи представляют собой корпус из ковкого чугуна |(рис. 5), половины которого соединены шарнирно и имеют гнезда для установки в них вкладышей. Раздвижение и сжатие половин клещей осуществляется нажимным винтом, а при помощи регулировочного винта устанавливается величина сближения половин клещей в соответствии с необходимой глубиной (высотой) обжатия овального соединителя. Каждому сечению проводов соответствует свой комплект вкладышей (верхний и нижний вкладыши). Таблица 2.3 Размер d и вес вкладышей к клещам МИ-19А
Примечание. В числителе указан размер вкладыша d (мм). а в знаменателе вес вкладыша, кг. На рис. 2.7 показаны вкладыши к монтажным клещам МИ-19, а в табл. в приведен размер d вкладышей. При выборе вкладышей для обжатия соединителя необходимо проверить соответствие маркировки вкладышей и маркировки соединителей, а также соответствие размера ручья вкладышей и размера монтируемого овального соединителя. Рис. 2.7 Монтажные клещи МИ-19А и вкладыши к ним.
а — клещи; б — вкладыши; 1 — корпус; 2 — вкладыши; 3 — нажимной винт; 4 — регулировочный винт; 5 — нижний; в — верхний. Размер ручья вкладышей должен быть равен наружному размеру соединителя по малой оси с допуском ± 0,1 мм.
Рис. 2.8 Размеры соединителя после обжатия.
Оба вкладыша должны иметь одинаковые порядковые номера и марку, соответствующую номеру чертежа вкладышей. Выбранные вкладыши устанавливают в клещи так, чтобы порядковые номера на обоих вкладышах были обращены в одну сторону, а затем закрепляют их в гнездах клещей при помощи стопорных винтов. После установки вкладышей соединитель с введенными в него концами соединяемых проводов вставляют в нижний вкладыш перпендикулярно к рычагам клещей и производят первое обжатие (первый вжим). Для этого нажимным винтом сближают рычаги клещей до схождения нижнего и верхнего вкладышей, что будет обеспечено при соприкосновении верхнего рычага с регулировочным упорным винтом. После полного выполнения каждого обжатия, т. е. при положении, в котором верхний рычаг находится в соприкосновении с упорным винтом, дается выдержка времени продолжительностью в 1 мин для того, чтобы зафиксировать необходимую высоту вжима. Углубления на овальном соединителе после обжатия должны иметь оптимальную величину, тогда будут обеспечены достаточная механическая прочность и электрическая надежность соединения. Если глубина обжатия отдельных вжимов получилась меньше заданной, соединитель следует обжать еще раз, проверив предварительно установку регулировочного винта и размер ручья вкладышей.
Таблица 2.4 Размеры овальных соединителей после обжатия
Сечение 1 провода, мм2
Размеры для проводов (рис. 6), мм
Медных
Алюминиевых
Стальных
Сталеалюминиевых
ж
а
е
ж
3
е
ж
3
в
ж
3
в
16
15,4
10,5
4,9
15,4
10,5
4,9
25
17,8
12,0
5,8
17,8
12,5
5,3
—
35
20,4
14,5
5,9
20,4
14,0
6,4
20,4
16
4,4
23,2
17,5
5,7
50
23,4
17,5
5,9
23,4
16,5
6,9
23,4
18
5,4
26,6
20,5
6,1
70
26,6
20,5
6,1
20,6
19,5
7,1
28,4
22
6,4
31,2
25,0
6.2
95
30,2
24,0
6,2
30,2
23,0
7,2
36,2
29,0
7,2
120
34,0
27,5
6,5
34,0
26,0
8,0
41,2
33,0
8,2
150
38,0
31,5
6,5
38.0
30,0
8,0
45,2
36,0
9,2
185
—
—
—
42,0
33,5
8,5
—
—
—
49,8
39,0
10,8
Следует учитывать, что глубина обжатия больше приведенной в табл. 2.4 и на рис. 2.8 приведет к повреждению отдельных проволок и снижению прочности соединений. Обжатие медных, алюминиевых и стальных проводов производится последовательно по рискам, нанесенным на соединителе, начиная с одного из концов, но во всех случаях первый и последний вжимы на соединителе располагаются обязательно со стороны обрезанных кондов сращиваемых проводов.
Рис. 2.9 Соединения, выполненные овальными соединителями способом обжатия.
а — порядок обжатия овального соединителя на стальном и алюминиевом проводе; б — порядок обжатия овального соединителя на сталеалюминиевом проводе. Такое расположение крайних вжимов позволяет разгрузить провода от концентрации на проводе механических напряжений, возникающих при обжатии. Для улучшения условий работы провода и во избежание его повреждения от вибрации при выходе из соединителя последние вжимы со стороны выхода проводов из соединителя не выполняются (рис. 2.9).
Ниже изложены некоторые особенности, характеризующие работу соединений проводов, выполненных способом обжатия овальных соединителей. Приведен анализ их работы. В процессе обжатия овального соединителя с введенными в него концами проводов происходит деформация соединителя и проводов в местах приложения усилий (под вкладышами клещей). При деформации корпус соединителя в местах расположения вжимов, направленных перпендикулярно к оси проводов, плотно зажимает соединяемые провода и прижимает соприкасающиеся поверхности настолько сильно, что металл соединителя и соединяемых проводов взаимно вдавливается, образуя при этом удовлетворительный электрический контакт. Механическая и электрическая прочность такого соединения обеспечивается необходимым количеством вжимов, расположенных по длине соединителя, глубиной обжатия, а также расположением вжимов в «шахматном» порядке. Обжатие соединителя в «шахматном» порядке придает ему и проводам волнообразную форму, что способствует увеличению механической прочности соединения. Однако анализ многолетней эксплуатации соединений, выполненных способом обжатия овальных соединителей со сталеалюминиевыми и алюминиевыми проводами, показал, что в ряде случаев такие соединения с годами теряют свои первоначальные электрические характеристики. Это явление объясняется тем, что при относительно большой длине соединителя электрический контакт образуется только в местах вжимов, составляющих суммарно незначительную площадь. К тому же конструкция овального соединителя такова, что контактные поверхности трудно защитить в процессе эксплуатации от попадания влаги, которая вызывает окисление контактных площадок. Для улучшения электрических характеристик соединений, выполненных способом обжатия овальных соединителей, концы алюминиевых и сталеалюминиевых проводов дополнительно свариваются с помощью термитных патронов. Следует отметить, что сварка проводов термитными патронами—довольно сложная операция, требующая затраты дополнительного времени и квалифицированных, специально обученных исполнителей. Особые трудности возникают при сварке сталеалюминиевых проводов (марок от АС-10 до АС-95, так как эти провода имеют однопроволочный стальной сердечник, мешающий получению монолитного соединения в месте сварки. Если с помощью сварки термитными патронами можно получить лучшие электрические характеристики соединений, выполненных обжатием овальных соединителей, то механические характеристики таких соединений сталеалюминиевых проводов остаются недостаточно высокими, а для проводов марок от АС-10 до АС-95 даже низкими. Недостаточная механическая прочность таких соединений сталеалюминевых проводов объясняется тем, что стальной сердечник, воспринимающий более половины допускаемого усилия натяжения по проводу, не удается защемить с заданной прочностью между алюминиевыми повивами провода путем местных вдавливаний на небольших участках соединения. Механическую прочность соединений сталеалюминевых проводов, выполненных обжатием овальных соединителей, можно несколько увеличить путем применения опрессования соединителей гидравлическим прессом (вместо обжатия клещами МИ-19. Опрессование овальных соединителей можно выполнять гидравлическими прессами любой конструкции, развивающими достаточное усилие и укомплектованными специальными матрицами. Наибольшее распространение получили малогабаритные гидравлические прессы марок МГП-12, РГП-7м и МИ-2. Опрессование соединителей производится так же, как и обжатие, путем местных вдавливаний, причем матрицы пресса имеют длину 30 мм. Повышение механической прочности и некоторое улучшение электрических характеристик соединений достигается как вследствие увеличения площади каждого опрессования, так и вследствие большего давления, развиваемого прессом. Улучшить механические и электрические характеристики соединений сталеалюминевых проводов марок от АС-10 до АС-95 путем опрессования не удается. Это объясняется тем, что жесткий стальной однопроволочный сердечник проводов этих марок при обжатии или опрессовании овальных соединителей как вкладышами клещей, так и матрицами пресса не деформируется по поверхности и не изгибается. Алюминиевые же проволоки провода в процессе обжатия или опрессования прижимаются к стальному сердечнику на небольших участках пересечений и вследствие значительных местных перенапряжений сильно деформируются, делаются тоньше и могут оказаться вовсе перерезанными. Соединения проводов этих марок, выполненные способом обжатия овальных соединителей, имеют механическую прочность не более 40—50% прочности провода и плохой электрический контакт, а потому соединять провода указанных марок обжатием или опрессованием овальных соединителей нельзя. Сталеалюминевые провода марок АС-120, АС-150 и АС-185 можно соединять способом обжатия овального соединителя только при наличии алюминиевой распорки, которая должна быть установлена между соединяемыми концами проводов. Алюминиевая распорка имеет двояковогнутую форму, что позволяет значительно увеличить поверхность соприкосновения проводов и обеспечивает равномерное распределение усилия обжатия. Соединения стальных многопроволочных проводов, выполненные обжатием овальных соединителей, также не обладают механической прочностью, установленной требованиями ПУЭ, и, как правило, имеют электрическое сопротивление, превышающее допустимый минимум. Это объясняется тем, что вследствие большой твердости металла соединителей и проводов, а также значительной упругости, свойственной стальным многопроволочным проводам, при обжатии соединителя не достигается необходимая степень деформации металла в местах обжатий. Чтобы получить надежно работающее соединение многопроволочных стальных проводов, выполненное обжатием овальных соединителей, необходимо устанавливать по два соединителя типа СОС на каждое соединение.
В целях повышения механических и электрических характеристик соединений проводов в пролетах линий, а также упрощения их монтажа в настоящее время широко применяется соединение проводов способом скручивания овального соединителя. Для соединения способом скручивания применяются такие же овальные соединители, как и для соединений, выполняемых способом обжатия. Рис. 2.10 Конструкция овального соединителя. С целью повышения электрических характеристик соединений длина соединителей для алюминиевых проводов принята несколько больше прежней, а толщина стенок соединителей для сталеалюминиевых проводов уменьшена в тех случаях, где это оказалось возможным по соображениям механической прочности. Размеры овальных соединителей для соединения скручиванием Сталеалюминиевых и алюминиевых проводов приведены в табл. 2.5 и
на рис. 2.10 В процессе скручивания овального соединителя с введенными в него концами проводов последние образуют винтовую линию, причем корпус соединителя плотно обжимает скрученные провода на всей длине соединения (рис. 2.11).
Таблица 2.5 Размеры овальных соединителей для соединения скручиванием сталеалюминевых и алюминиевых проводов
Марка соединителя
Для проводов марок по гост 839-59
Диаметр провода, мм
Прочность заделки провода, кгс
Размеры, мм
Вес, кг
b1
b
L
s
СОАС-10-2 А
АС-10
4,4
240
5
10,6
1,5
0,026
СОАС-16-2А
А-16
5,1
230
6
12
200
0,028
АС-16
5,4
400
6
12
200
0,028
СОАС-25-2А
А-25
6,4
350
7,2
14,4
255
0,051
АС-25
6,6
600
7,2
14,4
255
0,051
СОАС-35-2А
А-35
7,5
500
8,5
17
330
1,7
0,076
АС-35
8,4
950
8,5
17
330
1.7
0,076
СОАС-50-2А
А-50
9,0
650
10
20
400
0,104
АС-50
9,6
1 250
10
20
400
0,104
СОАС-70-2А
А-70
10,7
950
11,6
23,2
450
1,7
0,135
АС-70
11,4
1800
11,6
23,2
—
1,7
0,135
СОАС-95-2А
АС-95
12,4
1 250
15
31
650
2,6
0,403
АС-95
13,5
2 5С0
15
31
650
2,6
0,403
СОАС-120-2А
АС-120
15,2
3 600
17
35
904
3,1
0,76
СОАС-150-2 А
АС-150
17,0
4 500
19
39
932
3,4
0,86
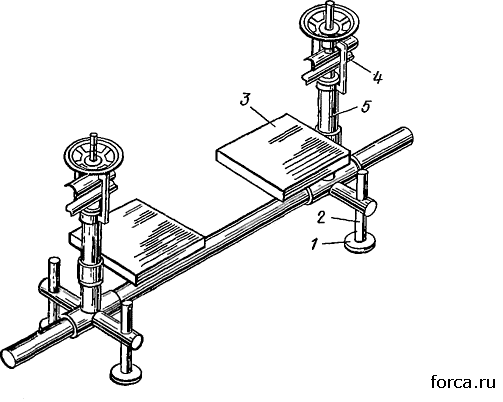
Электрический контакт соединения получается в местах соприкосновения между собой поверхностей проволок внешних повивов соединяемых проводов, а также в местах соприкосновения проволок внешних повивов с внутренней поверхностью соединителя. Под воздействием усилия скручивания металл проволок провода и соединителя деформируется, «течет», в результате чего образуются «контактные пятна» во всех точках соприкосновения проводов и соединителя. Возникающее при скручивании значительное усилие обжатия соединения, а также применение смазки ЗЭС надежно защищают контакт от попадания влаги в соединитель в процессе эксплуатации линии. Механическая прочность соединения скручиванием получается достаточной вследствие расположения проводов внутри соединителя по винтовой линии, Причем витки проводов удерживаются от перемещения плотно охватывающим их соединителем. Равномерно распределенное усилие обжатия, возникающее при скручивании соединения, исключает возможность местных перенапряжений как в алюминиевых повивах, так и в сердечнике провода. Сравнивая работу соединений, выполненных обжатием овальных соединителей и скручиванием их, следует отметить, что в соединениях, выполненных скручиванием, полнее используются механические и электрические свойства самого овального соединителя. Рис. 2.11 Соединение проводов, выполненное скручиванием овального соединителя. а — соединитель; б— скрученный соединитель с введенными концами проводов. При соединении скручиванием получается значительно большее количество «контактных пятен» как непосредственно между концами скрученных проводов на всей длине Соединения, так и между проводами и почти всей внутренней поверхностью соединителя. Плотно обжатый скручиванием на проводах соединитель не только удерживает провода от перемещения, но и сам работает на растяжение, увеличивая прочность соединения. Результаты испытаний соединений, выполненных скручиванием, подтвердили их высокие электрические и механические характеристики, позволяющие отказаться от термитной сварки проводов, применяемой при соединении обжатием. Необходимо отметить, что надежный электрический контакт и высокую механическую прочность соединения можно получить только при условии использования соединителей, точно соответствующих соединяемым проводам, и соблюдении приведенных ниже указаний по монтажу соединений скручиванием. Соединение проводов скручиванием выполняют с помощью специальных приспособлений, разработанных проектно- конструкторским бюро Главэнергостроймеханизации Минэнерго. Приспособления выпускаются трех типов: МИ-189, МИ-190 и МИ-230, аналогичных по конструкции, но различных по усилию скручивания и предназначенных для разных групп проводов. Приспособление для скручивания овального соединителя (рис. 10) состоит из следующих основных частей: основания, на котором установлены подвижный зажим и неподвижная стойка; планшайбы; свободно поворачивающейся в стойке; разъемных плашек, размещенных в планшайбе и в подвижном зажиме и предназначенных для удержания соединителя с помощью болтов. По окружности планшайбы размещены четыре отверстия, в которые вставляются вороток или ломик для поворачивания планшайбы в процессе скручивания. Рис. 2.12. Приспособление МИ-230А для скручивания овальных соединителей. 1 — подвижный зажнм; 2 — неподвижная стойка; 3 — планшайба; 4 — разъемная плашка; 5 — отверстие для воротка; 6 — основание. Соединение проводов окручиванием овального соединителя выполняется в следующей последовательности. Соединитель и концы соединяемых проводов подготавливаются к соединению, как указано выше. Затем концы проводов вводят в соединитель навстречу друг другу внахлестку, так чтобы они выходили из соединителя на 40—60 мм. При соединении проводов АС-185 между ними устанавливают алюминиевую распорку, предварительно протертую и зачищенную до блеска. Провода других марок соединяются без установки распорки. Подготовленный к скручиванию соединитель с введенными концами проводов устанавливают в плашках планшайбы и подвижного зажима так, чтобы концы соединителя выходили за плашки не более чем на 10—15 мм, затем устанавливают верхние части плашек и закрепляют их болтами. В одно из четырех отверстий планшайбы вставляют вороток и, закрепив основание приспособления от перемещения или прижав его ногой, поворачивают планшайбу на величину хода воротка в любую сторону. Затем, переставив вороток в следующее отверстие планшайбы, поворачивают ее в том же направлении опять на величину хода воротка.
Таблица 2.6 Марка соединителя, количество оборотов и тип приспособления для скручивания
Марка
Марка соединителя
Тип приспособления для скручивания
Число оборотов
AC-10
СОАС- 10-2А
МИ-189А
4—4,5
AC-16
COAC-16-2A
МИ-189 А
4—4,5
A-16
МИ-189А
AC-25
COAC-25-2A
МИ-189 А
4—4,5
A-25
AC-35
COAC-35-2A
МИ-189А
4—4,5
A-35
AC-50
COAC-50-2A
МИ-190
4—4,5
A-50
AC-70
COAC-70-2A
МИ-190
4—4,5
A-70
AC-95
COAC-95-2A
МИ-190
4—4,5
A-95
AC-120
CGAC-120-2A
МИ-230А
4—4,5
AC-150
CO AC-150-2A
МИ-230А
4—4,5
AC-185
COAC-185-2A
МИ-230А
4—4,5
ПС-25
COC-25-2A
МИ-230А
1,5—2
ПС-35
COC-35-2A
МИ-230А
2—2,5
ПС-50
COC-50-2A
МИ-230А
2—2,5
ПСО-5
COC-25
МИ-230А
2—2,5
Так, переставляя вороток поворачивают планшайбу на нужное количество оборотов. Количество оборотов планшайбы зависит от марки соединяемого провода и марки соединителя. В табл. 2.6 приведены марка и количество оборотов соединителя в зависимости от марки соединяемых проводов, а также тип приспособления для скручивания. После скручивания соединителя на заданное число оборотов его вынимают из приспособления, отвернув болты плашек, и осматривают, проверяя цельность корпуса. Соединитель, на котором обнаружены разрывы или трещины, вырезают и монтируют новый. При скручивании соединителя необходимо следить за тем, чтобы подвижный зажим свободно перемещался по основанию приспособления во все время скручивания. Заедание подвижного зажима может вызвать разрыв корпуса соединителя. Для скручивания овальных соединителей со сталеалюминевыми и алюминиевыми проводами сечением до 35 мм2 применяется приспособление МИША, которым работает один электролинейщик. Для скручивания соединителей с алюминиевыми и сталеалюминевыми проводами сечением от 50 до 95 мм2применяется приспособление МИ-190. Все детали этого приспособления рассчитаны на большие усилия, а плашки имеют размеры, соответствующие размерам скручиваемых соединителей. Скручивание соединителей приспособлением МИ-190 выполняется двумя электролинейщиками. Для скручивания соединителей с алюминиевыми и сталеалюминиевыми проводами сечением больше 95 мм2, со стальными многопроволочными проводами сечением от 25 до 50 мм2, а также с однопроволочными стальными проводами диаметром 5 мм, требуются усилия больше тех, на которые рассчитано приспособление МИ-190. Скручивание соединителей с этими проводами производится с помощью приспособления МИ-230А, имеющего сменные плашки. Приспособление МИ-230А может быть использовано также для скручивания соединителей со сталеалюминиевыми и алюминиевыми проводами сечением 50, 70 и 95 мм2 при условии укомплектования его соответствующими плашками. Приспособление МИ-230А изображено на рис. 2.12 Скручивание соединений приспособлением МИ-2Э0А выполняется двумя электролинейщиками в последовательности, приведенной выше. Подготовка алюминиевых и сталеалюминиевых проводов и алюминиевых соединителей выполняется так же, как приведено выше. Стальные провода и стальные соединители очищают от грязи тряпкой, смоченной в бензине, и смазывают смазкой ЗЭС. Количество оборотов соединителя должно соответствовать указаниям, приведенным в табл. 16. Скрученный соединитель осматривают и проверяют число оборотов. Если число оборотов меньше указанного в табл. 2.6, соединитель устанавливают в приспособление и докручивают, а если на поверхности соединителя обнаружены разрывы или трещины, его вырезают и монтируют новый.
3. Разделка кабеля
3.1 Перед монтажом кабельных муфт и заделок выполняют комплекс технологических операций, называемый разделкой концов кабеля или разделкой кабеля. Ее выполняют с помощью одних и тех же операций, следующих в одном и том же порядке. В зависимости от конструкции кабеля его разделка заключается в последовательном и ступенчатом удалении на определенной длине защитных покровов, брони, оболочки, экрана и изоляции.
Разделка кабеля, монтаж муфты и заделка являются единым технологическим процессом, который выполняют непрерывно с момента снятия оболочки кабеля до полной герметизации муфты или заделки.
Правильная организация рабочих мест при разделке кабеля квалифицированными электромонтерами-кабельщиками, соблюдение обязательной технологии работ, применение наборов приспособлений и инструментов обеспечивают высокое качество и надежность монтажных работ.
Разделку кабеля выполняет специализированное звено электромонтеров-кабельщиков в составе двух человек.
В соответствии с квалификационными характеристиками электромонтер-кабельщик третьего разряда выполняет разметку и разделку кабеля напряжением до 10 кВ, а также проверку их изоляции на влажность; электромонтер-кабельщик второго разряда — разделку кабеля напряжением до 1 кВ. Электромонтеры-кабельщики первого или второго разряда выполняют вспомогательные работы, например: подготовку котлованов; раскладку концов кабеля; установку монтажных приспособлений, палаток; подачу и уборку инструментов, приспособлений и материалов; заземление брони и свинцовой оболочки кабелей.
Перед началом разделки кабеля подготовляют рабочие места. Рабочее место — это зона, оснащенная необходимыми техническими средствами, в которой совершается трудовая деятельность электромонтера-кабельщика или звена. На рабочем месте сосредоточены все материально-технические элементы производства.
При разделке кабеля, так же как и при всех последующих операциях, соблюдают чистоту рабочих мест. В противном случае это приводит к проникновению внутрь концов кабеля влаги и различных включений, снижающих электрическую прочность и долговечность муфт или заделок.
Производственная культура рабочих мест электромонтеров-кабельщиков в основном зависит от рационального размещения наборов инструментов и приспособлений (контейнеров, сумок, подставок и т. д.), инвентаря (индивидуальных переносных вентиляторов, горелок ГИИВ, светильников местного освещения, средств связи, переносных стульев, ящиков-сидений и т. д.), устройств, обеспечивающих безопасные условия работы (санитарных постов для работающих с эпоксидным компаундом, переносных распределительных пунктов и т. д.).
При организации рабочего места важно правильно определить величину рабочей зоны. Рабочая зона при установке корпуса соединительной эпоксидной муфты СЭ показана на рис. 3.1. В оптимальной зоне / и зоне легкой досягаемости // располагают наиболее важные и часто используемые инструменты и приспособления. В этих зонах выполняют все технологические операции, частота которых может достигнуть двух и более операций в минуту.
До разделки кабеля, проложенного в траншее, подготовляют котлован для размещения соединительных муфт. Правильно выполненный котлован исключает повреждение концов кабеля, позволяет укладывать его с допустимыми радиусами изгиба, а также размещать на рабочем месте палатки, приспособления, инструменты и комплекты кабельной арматуры.
Размеры котлована зависят от конструкции кабелей, их количества, а также местных условий трассы. Например, при вскрытии асфальтового покрытия котлован имеет минимальные размеры.
Рис. 3.1. Рабочая зона при установке корпуса соединительной эпоксидной муфты СЭ: / — оптимальная зона для наиболее важных и часто используемых инструмента и приспособлений, //— зона легкой досягаемости для часто используемых инструмента и приспособлений,III—зона для редко используемых инструмента и приспособлений; 1— электромонтер-кабельщик, 2— кабель, 3— соединительная эпоксидная муфта, 4 — приспособление для крепления концов кабелей и соединительной муфты
Вблизи от котлована устанавливают две палатки: первая — защищает рабочее место с разделываемыми концами кабеля от влаги, пыли и солнечной радиации, во второй — разогревают припой, заливочные массы, подготовляют эпоксидные компаунды и т. д. Палатки устанавливают так, чтобы вход в них находился с подветренной стороны.
Для монтажа муфт на напряжение до 10 кВ применяют палатки размером не менее 2,5x1,5 м. Организацию рабочих мест для разделки кабеля при низких температурах и предварительного прогрева обеспечивают в соответствии с установленной технологией (см. гл. IX). Прогрев концов кабелей выполняют в палатке, тепляке или другом временном сооружении. Для разделки кабелей при низких температурах окружающей среды в рабочей зоне палатки различными способами поддерживают температуру не ниже 15 °С. С этой целью применяют ветроустойчивые пропано-воздушные горелки инфракрасного излучения ГИИВ, которые подключают к баллону через шланги и редуктор.
При наружной температуре до -5 °С для обогрева рабочей зоны (рис. 3.2) до температуры 15°С на высоте 400 мм от дна котлована достаточно одной горелки, а при -20 °С двух горелок 2, которые располагают в двух противоположных углах палатки 1.
Рис. 3.3. Обогрев рабочей зоны при монтаже соединительных муфт
Ввиду того что для разделки кабеля и монтажа муфт применяют различные наборы инструментов и приспособлений, работающих на пропан-бутане (НСП, жаровни и др.), для распределения газа используют распределительные рампы с индивидуальными вентилями и шлангами (рис. 3.4).
Рис. 3.4. Схема распределения пропан-бутана в рабочей зоне:
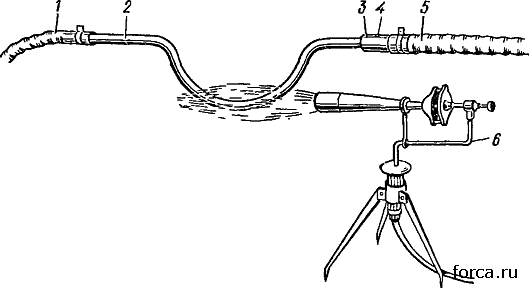
Наибольшее распространение для прогрева концов кабеля с пластмассовой изоляцией получила установка, показанная на рис. 3.5. На конец кабеля надевают прорезиненный шланг 5, диаметр которого в 1,5 раза больше диаметра кабеля, а длина 2 м. К свободному концу шланга с помощью муфты 3присоединяют стальную трубу 2и резиновый шланг 1,подключенный к компрессору. От компрессора воздух проходит к кабелю, обтекая его в прорезиненном шланге. Предварительно воздух прогревают в трубе газовой горелкой 6.Контроль за температурой нагретого воздуха осуществляют термометром, установленным в отверстии 4.
Рис. 3.5. Установка для подогрева концов кабеля
Использование газовых смесей в зимнее время сокращается из-за плохой испаряемости жидких газов при низких температурах. Для поддержания оптимального давления газов применяют переносную испарительную установку, газовый баллон которой может быть вынесен из палатки при температурах среды до — 20 °С.
3.2 Разделка кабелей с бумажной изоляцией
Перед разделкой концов кабелей кроме подготовки рабочих мест следят за отсутствием влаги в бумажной изоляции и жилах.
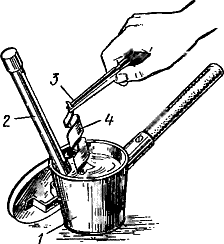
После срезания напаянных к оболочкам концов свинцовых колпачков проверяют соответствие конструкции кабеля проектным данным: количество и сечение жил, слоев поясной и жильной изоляции. При нарушении герметизации колпачков или оставленном на время незаделанном конце влага проникает внутрь кабеля. Особенно сильно влагу всасывают концы кабеля при их прогреве в зимнее время, поэтому проверяют бумажную изоляцию кабелей перед разделкой каждого конца. Проверку выполняют на бумажных лентах жильной и поясной изоляции. Кроме этого, проверяют наличие влаги на проволоках многопроволочных жил. Бумажные ленты, срезанные с конца кабеля, погружают в парафин, нагретый до 150°С. При наличии в бумажных лентах влаги сверху разогретого парафина выделяется пена, а. также появляется характерное потрескивание.
Рис. 3.6. Проверка лент бумажной изоляции на отсутствие влаги: 1 — ковш для разогрева парафина, 2 — термометр, 3 — пинцет, 4— лента бумажной изоляции
Во избежание дополнительного увлажнения и искажения результатов проверки (рис. 3.6) ленты берут чистым и сухим пинцетом.
При обнаружении влаги в бумажных лентах изоляции или жилах кабеля от его конца отрезают дефектный участок длиной 250 — 300 мм и выполняют повторную проверку до получения положительного результата. После этого определяют общую длину концов разделываемых кабелей. При расчете длины не учитывают отрезаемую дефектную часть кабеля, в том числе имеющую влажную изоляцию, а также участки с напаянными свинцовыми колпачками и участки, проходящие через щеки барабанов. Лишнюю длину концов кабеля отрезают ножницами НС.
Концы кабелей тщательно распрямляют и укладывают внахлестку с учетом соосности жил в месте их соединения. При монтаже концевых муфт и заделок подтягивают конец кабеля к месту крепления, соблюдая его допустимые радиусы изгиба.
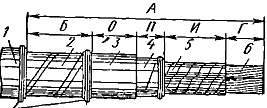
Длину разделки для соединительной муфты марки СС (рис. 3.7) определяют по размерам ступеней покровов оболочки и изоляции кабелей.
Размер ступени Аопределяет размер снимаемого защитного покрова от края кабеля до проволочного бандажа 7.Этот размер обеспечивает минимальные расстояния по жилам между заземленными бронелентами или экраном до кабельного наконечника.
Рис 3.7. Обозначение размеров разделки конца трехжильного кабеля с поясной изоляцией:
Размер ступени Бмежду бандажами 7 выбирают минимальным. Это необходимо для закрепления бандажа, предупреждающего размотку брони 2,а также для припайки провода заземления и уплотнения горловины муфты или заделки.
Размер ступени О(длина оболочки 3)определяется конструкцией места пайки провода заземления при монтаже свинцовой муфты. На этом участке при монтаже эпоксидной муфты СЭ для ее уплотнения надевают резиновое кольцо.
Размер ступени П(длина поясной изоляции 4)ограничен краем оболочки 3и бандажом 7.Этот участок изоляции предназначен для увеличения электрической прочности муфты в месте обреза металлической оболочки 3.При наличии сверху поясной изоляции полупроводящей бумаги у обреза оболочки оставляют полоску бумаги шириной 5 мм. Дополнительная ступень полупроводящей бумаги исключает возникновение электрических разрядов.
Размеры ступеней Ии изоляции жил 5 и Гжил бопределяют в зависимости от конструкции муфт или заделок, а также способов соединения или оконцевания жил кабелей.
В центре рабочей зоны устанавливают крестовины, в которых закрепляют кабель при снятии наружных покровов или наложении бандажей. При дальнейших операциях применяют специальное приспособление для крепления концов кабелей и соединительной муфты (рис. 3.8).
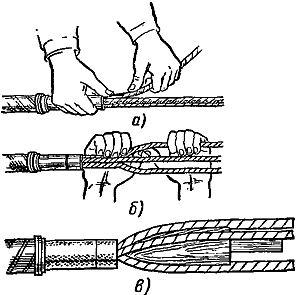
Рис. 3.9. Схемы наложения бандажей при разделке кабелей: а — проволочных, б — из хлопчатобумажных ниток
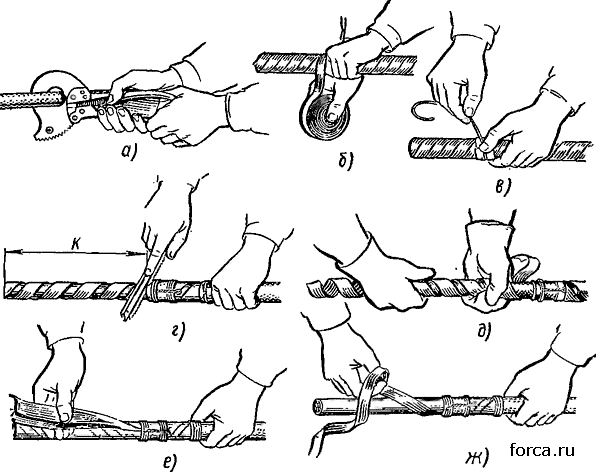
Во избежание раскручивания покровов или изоляции при разделке концов кабелей накладывают бандажи из стальной проволоки (рис. 3.9, а)или хлопчатобумажных ниток (рис. 3.9, б). В зависимости от назначения эти бандажи могут быть временными или постоянными. Проволочные бандажи выполняют обычными клетневками (рис. 4.1, а), клетневками с роликами (рис. 4.1, б) или вручную (рис. 4.2).
Распрямленные концы кабеля закрепляют в крестовине на расстоянии А(см. рис. 3.7) и от каждого конца накладывают бандаж из двух-трех витков стальной оцинкованной проволоки (см. рис. 4.1). Кабельную пряжу джутового покрова разматывают от конца кабеля до бандажа, но не срезают. После окончания монтажа муфты этой пряжей выполняют антикоррозионную защиту ступени брони разделываемого кабеля. Второй проволочный бандаж накладывают на расстоянии Бот первого бандажа.
Рис. 4.1. Инструмент для наложения проволочных бандажей: а — обычная клетневка, б — клетневка с роликом
Рис. 4.2. Примеры отдельных операций по резке концов кабелей, наложения бандажей и удаления покровов: а — резка конца кабеля ножницами НС, б — подмотка из просмоленной ленты, в — наложение проволочного бандажа, г — надрезание брони, д, е, ж — удаление брони, кабельной пряжи подушки и защитной кабельной бумаги на оболочке
Далее на участке между двумя бандажами к верхней и нижней стальным лентам крепят провод заземления. В чугунных соединительных и ответви тельных муфтах, концевых заделках стальных воронок этот участок брони используют для уплотнения. Броню кабеля надрезают по кромке второго бандажа бронерезкой или ножовочным станком с ограничителем глубины резания. Броню и подушку, состоящую из бумаги и битума, разматывают на участке К(см. рис. 4.2) и полностью удаляют. Перед удалением подушки сульфатную бумагу битумный состав подогревают газовой горелкой или паяльной лампой.
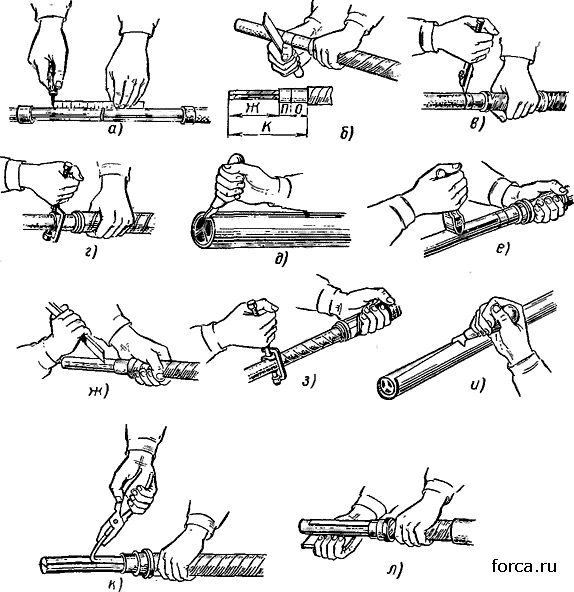
После удаления подушки оболочку кабеля тщательно очищают обтирочной ветошью, смоченной бензином. Эту операцию повторяют после каждого технологического процесса, удаляя инородные частицы с поверхности ступеней разделки. Для удаления свинцовой оболочки на расстоянии Оот среза брони выполняют первый надрез, а на расстоянии 77 от первого надреза — второй (рис. 4.3).
Рис. 4.3. Примеры отдельных операций по разделке оболочек кабелей: а— разметка, б, в — круговые надрезы свинцовых оболочек, г, д — алюминиевой и пластмассовой оболочек, е, ж — продольные надрезы свинцовой и алюминиевой оболочек, з — надрез алюминиевой оболочки по винтовой линии, и — продольный надрез пластмассовой оболочки, к, л — снятие оболочки
Расстояние между кольцевыми надрезами определяют в зависимости от напряжения кабеля: до 1 кВ — 20 мм, 6—10 кВ — 25 мм. Для одножильных кабелей и кабелей с отдельными оболочками второй кольцевой надрез на каждой жиле не выполняют. Свинцовую оболочку надрезают не более чем на половину ее толщины. Это исключает повреждение поясной изоляции. Надрезы выполняют специальным ножом. От второго кольцевого надреза на участке И—Г(см. рис. 3.7) делают два продольных надреза на расстоянии 10 мм один от другого. У конца кабеля полоску оболочки захватывают плоскогубцами и удаляют, затем оболочку снимают до второго кольцевого надреза.
Рис. 4.4. Удаление гофрированной алюминиевой оболочки: а — ключ, б — отгибание оболочки плоскогубцами, в — навертывание оболочки на ключ
Участок между первым и вторым кольцевыми надрезами временно сохраняют для защиты поясной изоляции от разрывов при изгибе жил кабеля.
Алюминиевую оболочку кабеля удаляют специальным ножом. Кольцевые надрезы делают на тех же расстояниях, что и у свинцовой оболочки. Вместо двух параллельных надрезов делают один по винтовой линии. При этом резец ножа устанавливают под углом 45° по отношению к оси кабеля. Оболочку кабеля удаляют тем же способом.
Гофрированную алюминиевую оболочку удаляют специальным ключом, надрезая ее на расстоянии 10-15 мм от выступа гофра. Надрезанную часть отгибают плоскогубцами и надрывают (рис. 4.4) так, чтобы полоску оболочки можно было ввести в прорезь ключа. После этого ключ поворачивают по часовой стрелке, равномерно наматывая на него удаляемый участок полоски. До изгибания жил на разделываемый конец кабеля надевают все неразъемные детали (корпуса соединительных муфт, концевых заделок, уплотнительные кольца). Изгибают жилы вручную или по шаблону (рис. 4.5). Радиус изгиба жил с бумажной изоляцией должен быть не менее 10-кратного размера высоты сектора или диаметра жилы по изоляции.
Рис. 4.5. Разводка (а), изгибание жил вручную (б),по шаблону (в)
Длину участка снимаемой бумажной изоляции определяют в зависимости от способа соединения или оконцевания жил (см. гл. X). Предварительно ленты бумажной изоляции у места обреза перевязывают двумя-тремя витками хлопчатобумажных ниток, используя специальные приспособления.
После соединения или оконцевания жил оболочку кабеля на ступени Пудаляют. Торцы свинцовой (алюминиевой) оболочки обрабатывают, удаляя острые края и заусенцы.
Размеры разделок концов кабелей для монтажа различных соединительных и ответвительных муфт, а также заделок для каждого случая указаны в технической документации.
3.3. Разделка кабелей с пластмассовой и резиновой изоляцией
Для правильного монтажа разделок кабеля, выбора инструментов, технологии, температурных режимов необходимо знать свойства ПВХ и полиэтиленовой изоляции.
Поливинилхлорид — эластичный материал, при воспламенении горит слабым зеленоватым пламенем, распространяя резкий запах хлора, не поддерживает горения (при удалении огня гаснет).
Полиэтилен — жирный на ощупь материал, напоминающий стеарин, сравнительно легко режется ножом, не смачивается водой, при воспламенении горит интенсивным голубым пламенем, от него падают горящие капли.
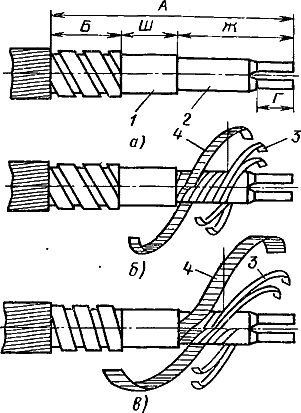
Разделку кабелей с пластмассовой и резиновой изоляцией выполняют аналогично ступенчатому удалению наружного защитного шланга, брони, подушки под ней и изоляции. При разделке кабелей напряжением свыше 6 кВ, кроме того, удаляют металлические и полупроводящие экраны. В качестве примера на рис. 4.6 приведена разделка кабелей с поясной изоляцией, полупроводящими и металлическими экранами. Размеры ступеней брони, оболочки для каждой марки муфты указаны в технической документации. Джутовым наружным покровом в этом кабеле является наружный пластмассовый шланг. Кольцевой и продольный надрезы на половину толщины шланга выполняют специальным ножом (см. рис. 4.3).
После удаления брони и подушки ленты металлического экрана сматывают с конца кабеля, отгибают вниз и закрепляют бандажом на бронекабеля на расстоянии 20 мм от места среза шланга. Затем ленты обрезают по кромке бандажа. При использовании лент металлического экрана для последующего экранирования муфты их не обрезают. В этом случае конец кабеля разделывают с запасом. Ленты отгибают вниз и скатывают в рулоны, которые закрепляют на броне или шланге разделываемого конца кабеля.
Скрученные с заполнением изолированные жилы разводят и выгибают так, чтобы радиус внутренней кривой изгиба жил был не менее 10-кратного размера высоты сектора или диаметра жил по изоляции. Изоляцию жил удаляют на расстоянии Г-от конца кабеля (см. рис. 4.6). Оставшийся участок изоляции срезают на конус, длина которого зависит от рабочего напряжения кабеля. Например, при напряжении 6 кВ она составляет 10—15 мм.
Конусная поверхность так же, как ступенчатая у кабелей с бумажной изоляцией, увеличивает путь разряда от жилы к металлической оболочке, экрану или броне, а следовательно, повышает электрическую прочность муфты.
В тех случаях, когда вместо брони и металлического экрана применяют алюминиевую оболочку, ее ступень равна сумме длин ступеней брони и экрана. Рис 4.6 Разделка кабелей напряжением 1 кВ (а), 6 кВ (б) и 10 кВ (в) с пластмассовой изоляцией для соединения в эпоксидных соединительных муфтах:
1 — шланг, 2— изоляция жил, 5, 4 — ленты полупроводящего и металлического экранов Рис. 4.7. Снятие резиновой или пластмассовой изоляции жил термоклещами ТК-1: 1 —нагревательный элемент, 2—рукоятка, 3— головка
Разделка силовых и контрольных кабелей напряжением 1 кВ с ПВХ изоляцией фактически является ее заделкой. После разделки подматывают жилы в месте их разводки и оконцовывают. У кабелей с полиэтиленовой изоляцией жил при разделке их подготовляют к дополнительной изоляции.
Разделку силовых и контрольных кабелей с резиновой изоляцией выполняют аналогично разделке кабелей с пластмассовой изоляцией. Резиновую оболочку снимают ножом, а резиновую изоляцию контрольных кабелей — клещами МБ или термоклещами ТК (рис. 4.7)
4. Осмотр трансформатора на дефектыНаружный осмотр трансформатора и мелкий ремонт на нем можно производить при отключении от линии высокого и низкого напряжения только самой трансформаторной подстанции, без отключения высоковольтной линии.
Наружный осмотр трансформатора без отключения его от шин с соблюдением требований правил безопасности.
Наружные осмотры трансформаторов тока производятся при осмотре РУ: 1 раз в сутки - в РУ с постоянным дежурным персоналом; 1 раз в месяц - в РУ без постоянного дежурного персонала.
Наружные осмотры трансформаторов напряжения производятся при осмотре распределительных устройств: 1 раз в сутки - в РУ с постоянным дежурным персоналом; 1 - 2 раза в месяц - в РУ без постоянного дежурного персонала.
Посленаружного осмотра трансформатора производится проверка уровня масла. У неработающего трансформатора при температуре окружающего воздуха от 15 до 20 уровень масла должен находиться против красной черты, имеющейся на крышке, или кожухе, или стекле маслоуказателя. Положение уровня масла при других температурах окружающего воздуха указывается в заводских инструкциях по монтажу и эксплуатации трансформаторов тока. В случае недостатка масла в трансформаторе производится доливка его в последовательности, устанавливаемой заводскими инструкциями.
Принаружном осмотре трансформаторов без их отключения проверяют: уровень масла (по маслоуказательному стеклу расширителя), внешнее состояние изоляторов, характер гудения трансформатора, температуру масла в трансформаторе (по термометру), внешнее состояние концевых кабельных заделок и ошиновки, чистоту помещения и трансформатора, отсутствие течи масла через крышку, фланцы и спускные краны, целость дверей, окон и запоров помещения.
Принаружном осмотре трансформатора установлено, что состояние его удовлетворительное и уровень масла находится в пределах отметок маслоука-зателя. По данным протокола сокращенного химического анализа следов воды л механических примесей не обнаружено, кислотное число в пределах нормы.
Принаружном осмотре трансформатора убеждаются в отсутствии течи масла в местах уплотнений и через сварные швы, в наличии необходимого уровня масла в расширителе и в целости изоляторов. Сопротивление изоляции обмоток по отношению к заземляемому корпусу замеряют мегомметром, причем измерение проводят при температуре, близкой к той, при которой измерялось сопротивление на заводе-изготовителе.
На что обращается внимание принаружных осмотрах трансформаторов выпрямителей.
В объем текущего ремонта входят: наружный осмотр трансформатора и всей коммутационной аппаратуры с устранением обнаруженных дефектов; спуск грязи из расширителя; доливка масла при необходимости; проверка маслоуказателей; проверка спускного крана, уплотнений и подтяжка уплотняющих болтов; проверка пробивных предохранителей (у трансформаторов с незаземленной нулевой точкой); проверка рабочего и защитного заземления; осмотр и чистка охлаждающих устройств; проверка меггером сопротивления изоляции обмоток; испытание Трансформаторного масла; проверка газовой защиты.
При срабатывании газового реле на сигнал должен быть произведеннаружный осмотр трансформатора (реактора), отобран газ из реле для анализа и проверки на горючесть. Время выполнения мероприятий по разгрузке и отключению трансформатора должно быть минимальным.
При срабатывании газового реле на сигнал должен быть произведеннаружный осмотр трансформатора (реактора), взят анализ газа из реле.
В текущий ремонт трансформаторов с отключением от сети входитнаружный осмотр трансформатора, устранение дефектов, а также очистка изолятрров и бака (спускают грязь из расширителя), при необходимости в него доливают масло и проверяют правильность показаний маслоуказателя, осматривают спускной кран, уплотнения и охлаждающие устройства; последние очищают; проверяют состояние газовой защиты и целость мембраны выхлопной трубы; проводят необходимые измерения и испытания. При хорошо выполняемом текущем ремонте сокращаются аварийные выходы из строя трансформаторов, а продолжительность их работы возрастает. У каждого трансформатора, находящегося в эксплуатации, происходит постепенный износ изоляционных материалов. При неполной загрузке силового трансформатора износ его изоляции незначительный. За счет этого разрешается в отдельные периоды перегрузка трансформатора, которая не сокращает нормальный срок его работы. Это значение перегрузки дано в правилах технической эксплуатации потребителей.
При срабатывании газового реле на сигнал должен быть проведеннаружный осмотр трансформатора ( реактора), отобран газ из реле для анализа и проверки на горючесть. В случае, если газ горючий или в нем содержатся продукты разложения изоляции, трансформатор ( реактор) должен быть немедленно отключен.






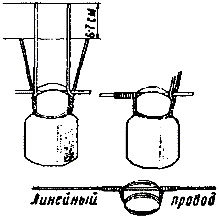
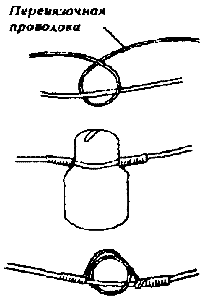
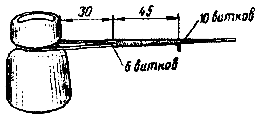
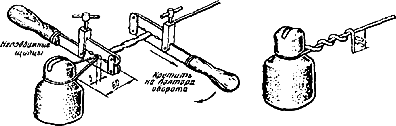
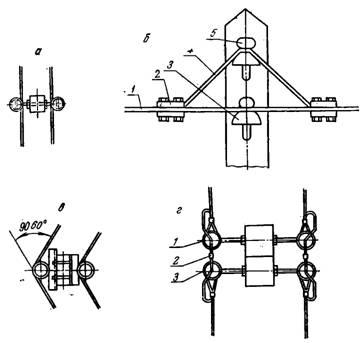
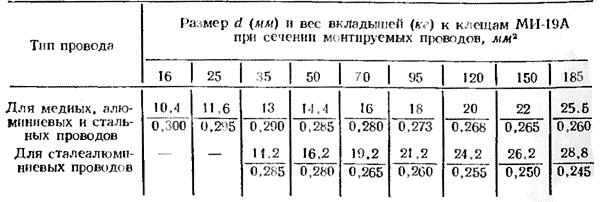
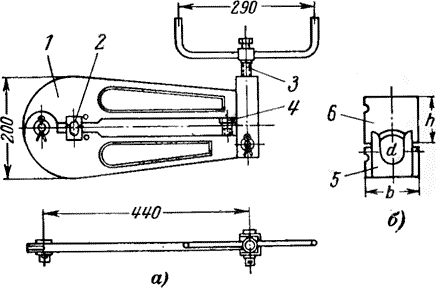
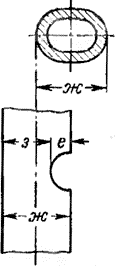
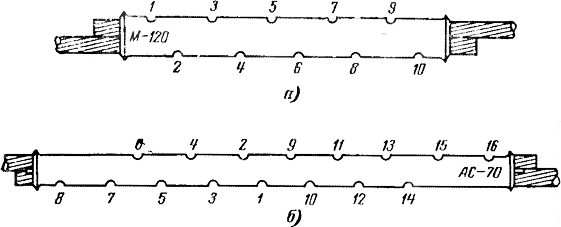
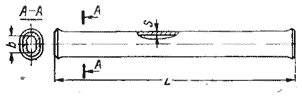
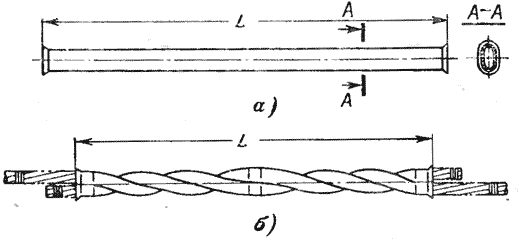
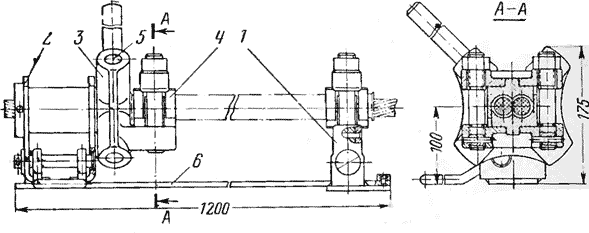
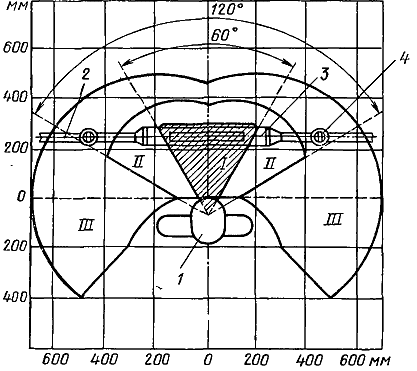
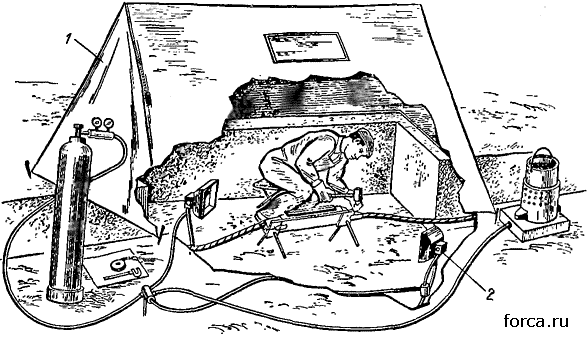
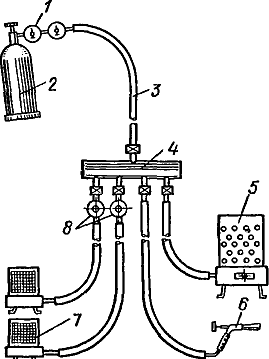 Рис. 3.4. Схема распределения пропан-бутана в рабочей зоне:
Рис. 3.4. Схема распределения пропан-бутана в рабочей зоне: