Знать технологию ручной дуговой наплавки и ручной дуговой сварки сталей и чугунов
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Технология ручной дуговой наплавки
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого презентации
«1углеродистые стали»
Цели :
учебная: сформировать у студентов знания об углеродистых сталях
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, используемых в процессе сварки;
- научиться применять полученные знания на практике и в производственной деятельности.
Тема: Углеродистые стали, используемые в сварных изделиях.
План урока
1.Сталь. Классификация.
2.Достоинства и недостатки стали.
3. Технология производства стали

Сталь - это сплав (твёрдый раствор) железа с углеродом (и другими элементами). Содержание углерода в стали не более 2,14 %. Углерод придаёт сплавам железа прочность и твёрдость, снижая пластичность и вязкость.
Литье стали
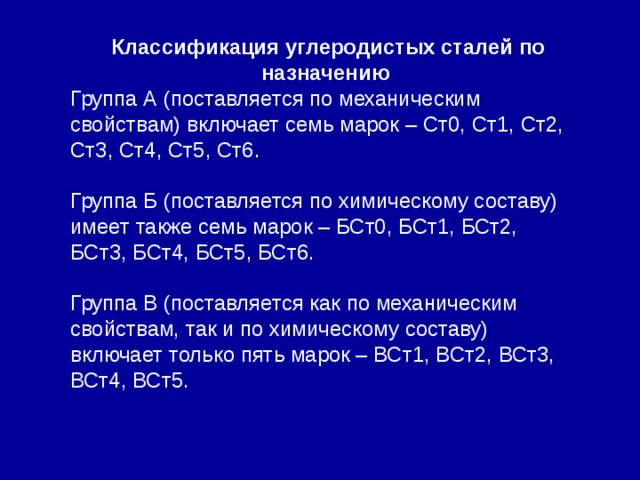
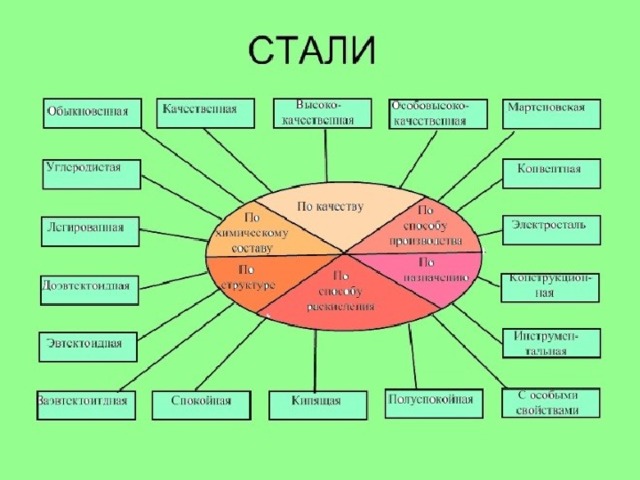
Классификация углеродистых сталей по назначению
Группа А (поставляется по механическим свойствам) включает семь марок – Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6.
Группа Б (поставляется по химическому составу) имеет также семь марок – БСт0, БСт1, БСт2, БСт3, БСт4, БСт5, БСт6.
Группа В (поставляется как по механическим свойствам, так и по химическому составу) включает только пять марок – ВСт1, ВСт2, ВСт3, ВСт4, ВСт5.
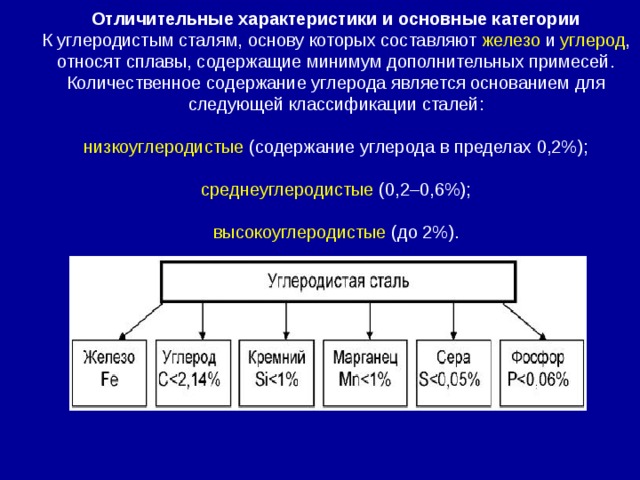
Отличительные характеристики и основные категории
К углеродистым сталям, основу которых составляют железо и углерод , относят сплавы, содержащие минимум дополнительных примесей. Количественное содержание углерода является основанием для следующей классификации сталей:
низкоуглеродистые (содержание углерода в пределах 0,2%);
среднеуглеродистые (0,2–0,6%);
высокоуглеродистые (до 2%).
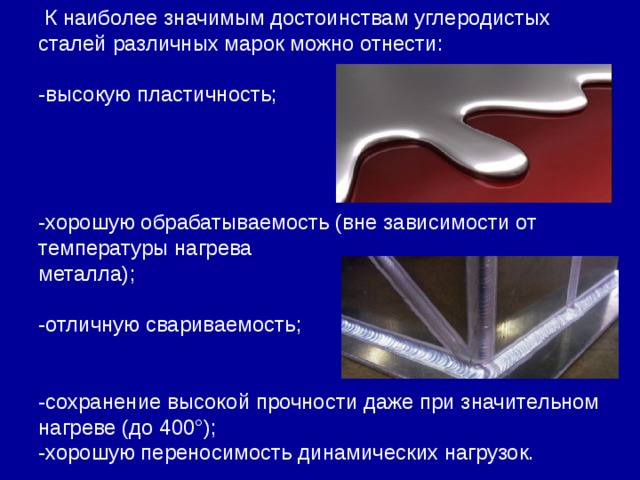
К наиболее значимым достоинствам углеродистых сталей различных марок можно отнести:
-высокую пластичность;
-хорошую обрабатываемость (вне зависимости от температуры нагрева
металла);
-отличную свариваемость;
-сохранение высокой прочности даже при значительном нагреве (до 400°);
-хорошую переносимость динамических нагрузок.
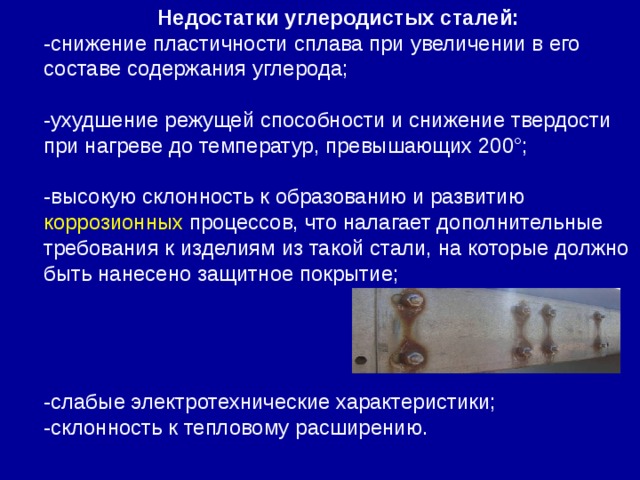
Недостатки углеродистых сталей:
-снижение пластичности сплава при увеличении в его составе содержания углерода;
-ухудшение режущей способности и снижение твердости при нагреве до температур, превышающих 200°;
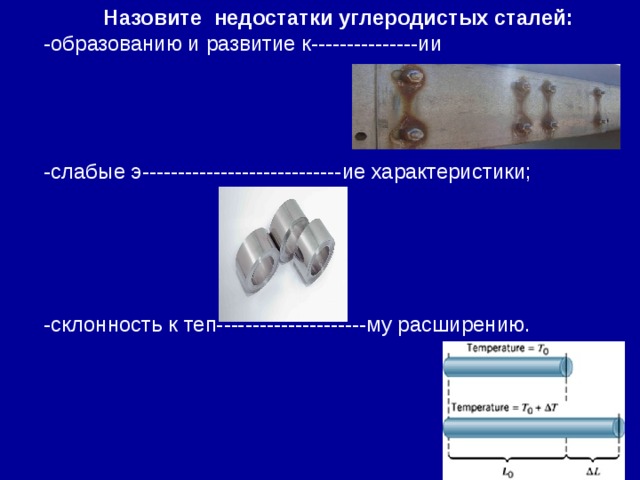
-высокую склонность к образованию и развитию коррозионных процессов, что налагает дополнительные требования к изделиям из такой стали, на которые должно быть нанесено защитное покрытие;
-слабые электротехнические характеристики;
-склонность к тепловому расширению.
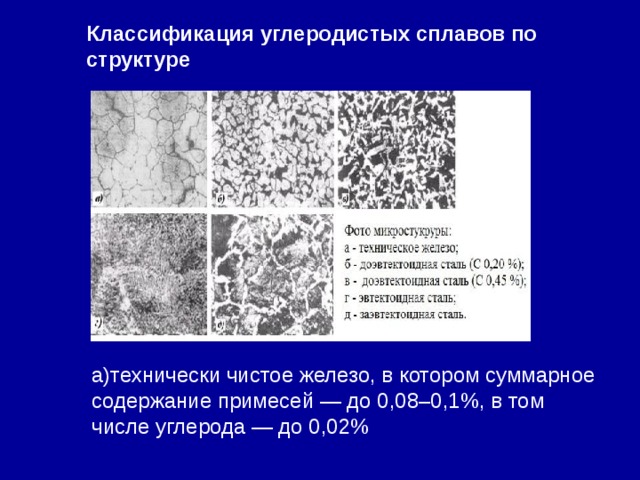
а)технически чистое железо, в котором суммарное содержание примесей — до 0,08–0,1%, в том числе углерода — до 0,02%
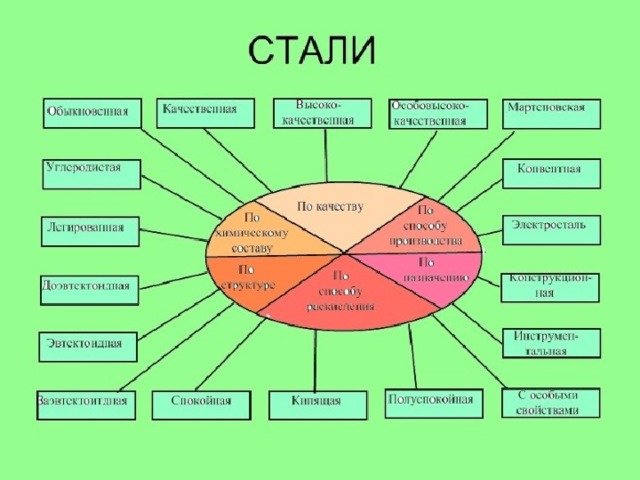
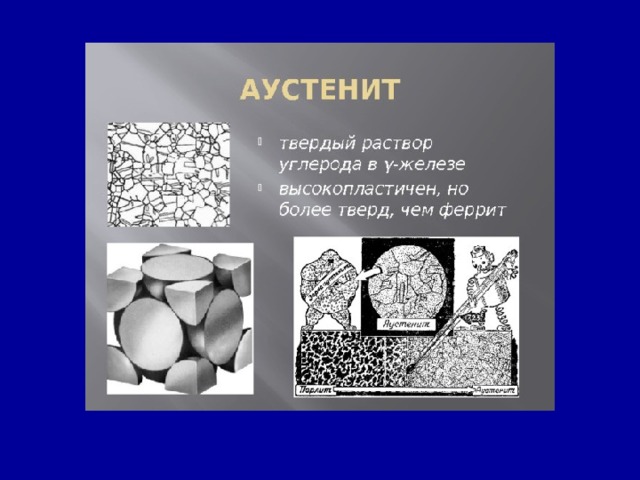
Классификация углеродистых сплавов по структуре

Технологии производства
На сегодняшний день в металлургической промышленности используются три основных технологии производства углеродистой стали. Их основные отличия состоят в типе используемого оборудования.
Это плавильные печи :
-плавильные печи конвертерного типа;
-мартеновские установки;
-плавильные печи, работающие на электричестве.
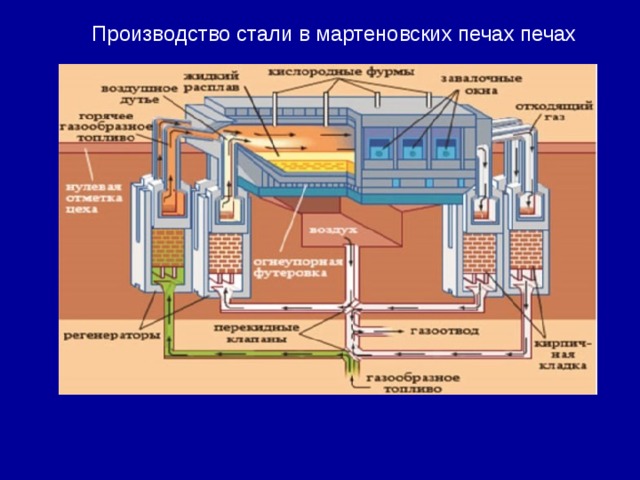
Производство стали в мартеновских печах печах

Печь для конвертерной выплавки стали
В конвертерных установках расплавке подвергаются все составляющие стального сплава: чугун и стальной лом
Процесс получения углеродистой стали по данной технологии сопровождается активным окислением металла и его угаром, величина которого может доходить до 9% от общего объёма сплава .
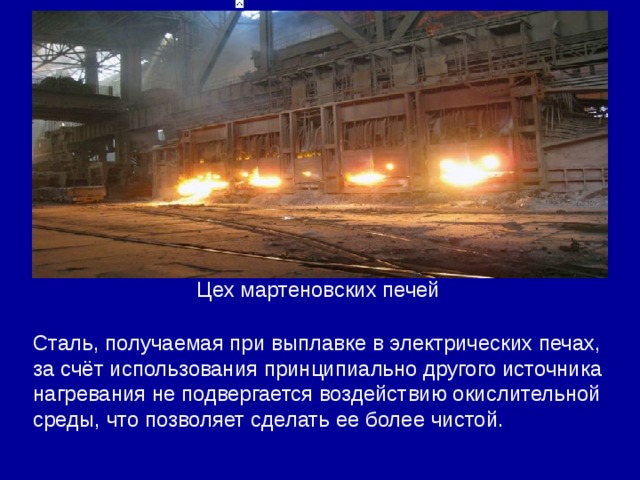
Цех мартеновских печей
Сталь, получаемая при выплавке в электрических печах, за счёт использования принципиально другого источника нагревания не подвергается воздействию окислительной среды, что позволяет сделать ее более чистой.
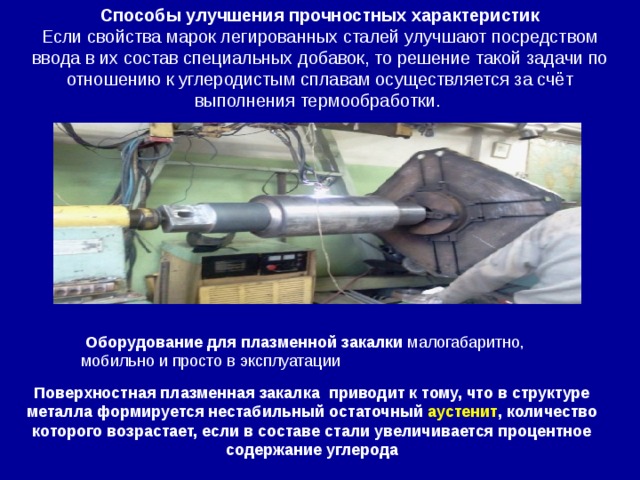
Способы улучшения прочностных характеристик
Если свойства марок легированных сталей улучшают посредством ввода в их состав специальных добавок, то решение такой задачи по отношению к углеродистым сплавам осуществляется за счёт выполнения термообработки.
Оборудование для плазменной закалки малогабаритно, мобильно и просто в эксплуатации
Поверхностная плазменная закалка приводит к тому, что в структуре металла формируется нестабильный остаточный аустенит , количество которого возрастает, если в составе стали увеличивается процентное содержание углерода

Одним из эффективных способов, позволяющих значительно улучшить характеристики углеродистой стали, является химико-термическая обработка.
Обработка деталей химико-термическим способом в вакуумной печи значительно увеличивает поверхностную прочность
Стальной сплав, нагретый до определенной температуры, подвергают химическому воздействию, что и позволяет значительно улучшить его характеристики.

Выделяют сплавы
Общие принципы классификации сталей
обыкновенного качества (В);
качественные (Б);
повышенного качества (А).
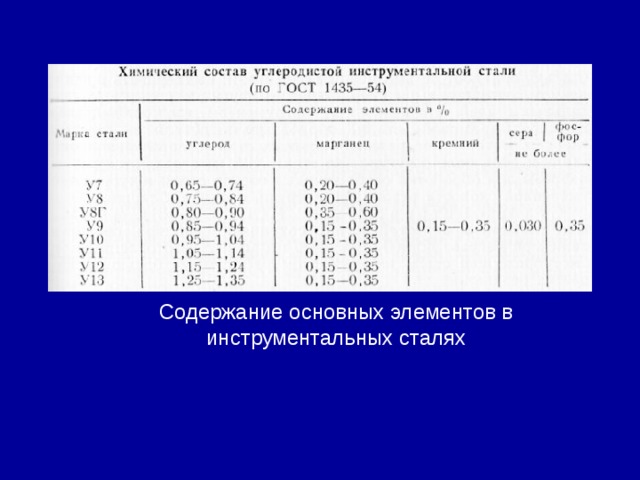
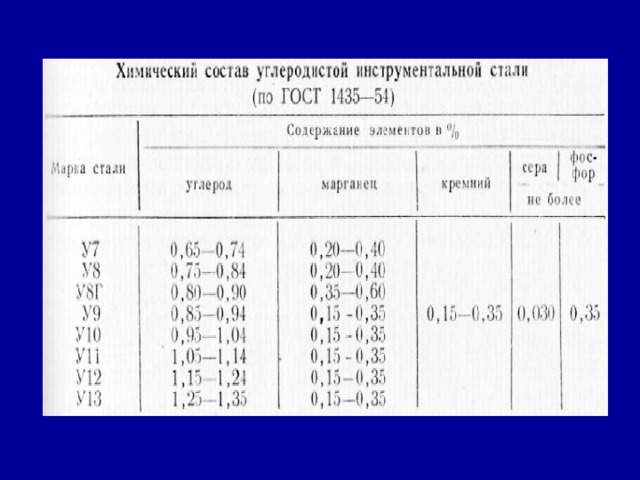
Содержание основных элементов в инструментальных сталях
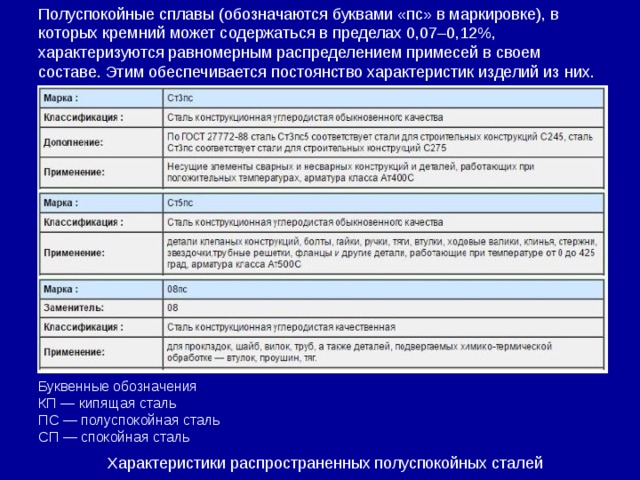
Полуспокойные сплавы (обозначаются буквами «пс» в маркировке), в которых кремний может содержаться в пределах 0,07–0,12%, характеризуются равномерным распределением примесей в своем составе. Этим обеспечивается постоянство характеристик изделий из них.
Буквенные обозначения
КП — кипящая сталь
ПС — полуспокойная сталь
СП — спокойная сталь
Характеристики распространенных полуспокойных сталей
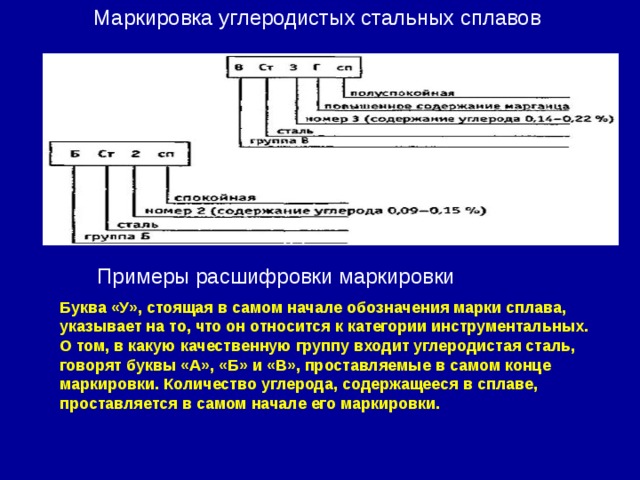
Маркировка углеродистых стальных сплавов
Примеры расшифровки маркировки
Буква «У», стоящая в самом начале обозначения марки сплава, указывает на то, что он относится к категории инструментальных. О том, в какую качественную группу входит углеродистая сталь, говорят буквы «А», «Б» и «В», проставляемые в самом конце маркировки. Количество углерода, содержащееся в сплаве, проставляется в самом начале его маркировки.
Вопросы:
1.Что такое сталь?
2.Назовите виды сталей.
3.Классификация стали по назначению.
4.Назовите достоинства углеродистой стали.
5.Назовите недостатки углеродистой стали.
6. Классификация углеродистых сплавов по структуре.
7.Какое оборудование используется для производства стали?
8.Расшифруйте сталь БСт2сп , ВСт3Гсп , БСт4кп .
Просмотр содержимого презентации
«2свариваемость стали»
Цели :
учебная: сформировать у студентов знания об углеродистых сталях, о свариваемости стали.
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, используемых в процессе сварки, об их свариваемости.
- научиться применять полученные знания на практике и в производственной деятельности.
Тема: Свариваемость стали .
План урока
1.Свариваемость стали.
2.Классификация стали по свариваемости.
3.Маркировка сталей.
Повторение пройденного материала

Классификация углеродистых сталей по назначению
Назовите марки сталей группы А
Назовите марки сталей группы Б
Назовите марки сталей группы В
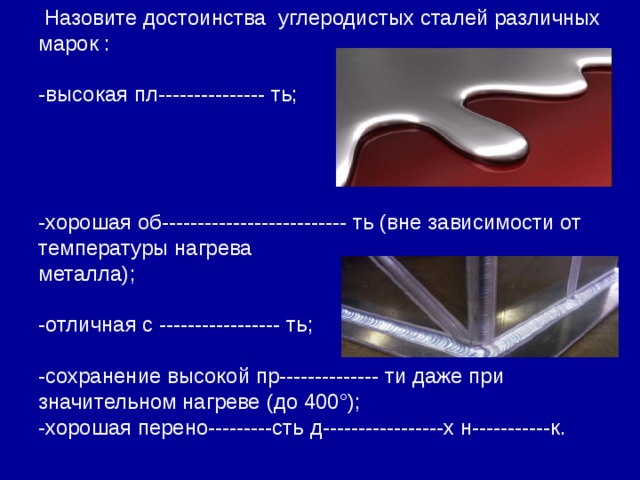
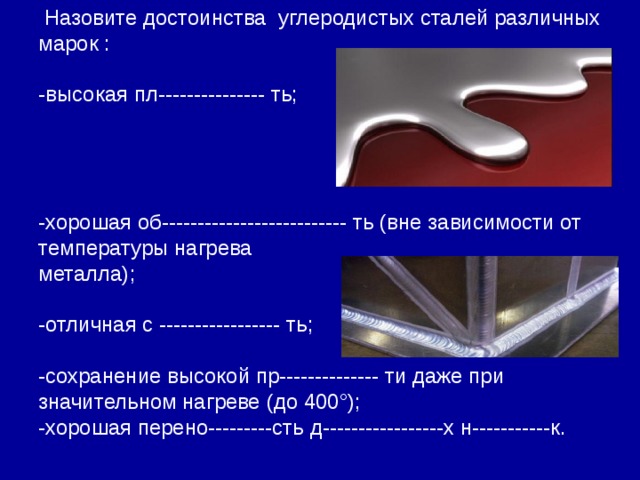
Назовите достоинства углеродистых сталей различных марок :
-высокая пл--------------- ть;
-хорошая об-------------------------- ть (вне зависимости от температуры нагрева
металла);
-отличная с ----------------- ть;
-сохранение высокой пр-------------- ти даже при значительном нагреве (до 400°);
-хорошая пере---------------ть д-----------------х н--------------к.
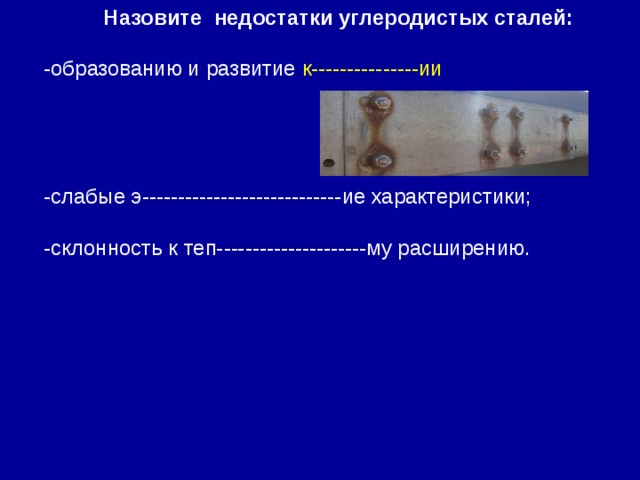
Назовите недостатки углеродистых сталей:
-образованию и развитие к---------------ии
-слабые э----------------------------ие характеристики;
-склонность к теп---------------------му расширению.

Назовите технологию производства углеродистой стали

Назовите виды сплавов по качеству
Общие принципы классификации сталей
Расшифруйте сталь БСт2сп , ВСт3Гсп , БСт4кп .
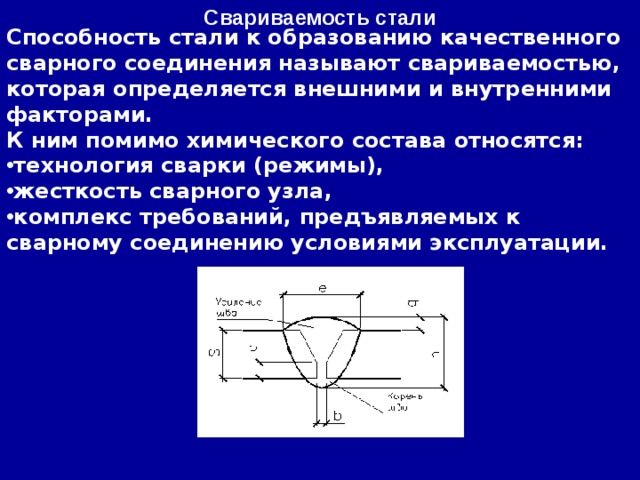
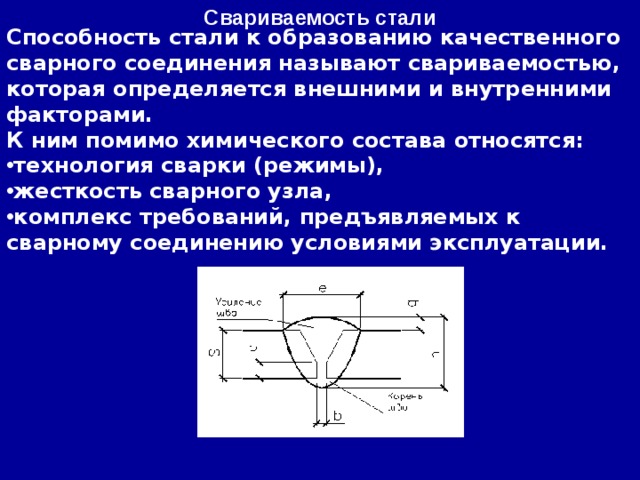
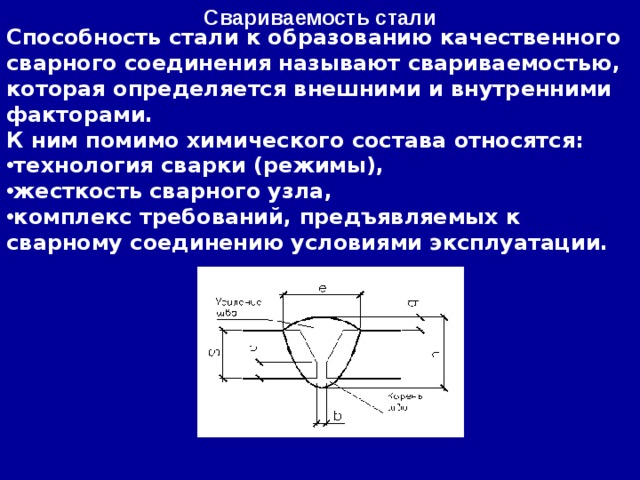
Свариваемость стали
Способность стали к образованию качественного сварного соединения называют свариваемостью, которая определяется внешними и внутренними факторами.
К ним помимо химического состава относятся:
- технология сварки (режимы),
- жесткость сварного узла,
- комплекс требований, предъявляемых к сварному соединению условиями эксплуатации.
Свариваемость является качественной характеристикой и для разных сталей не одинакова.
Стали подразделяют по свариваемости на четыре группы:
1.Стали с хорошей свариваемостью
2.Стали с удовлетворительной свариваемостью
3.Стали с ограниченной свариваемостью
4.Стали с плохой свариваемостью
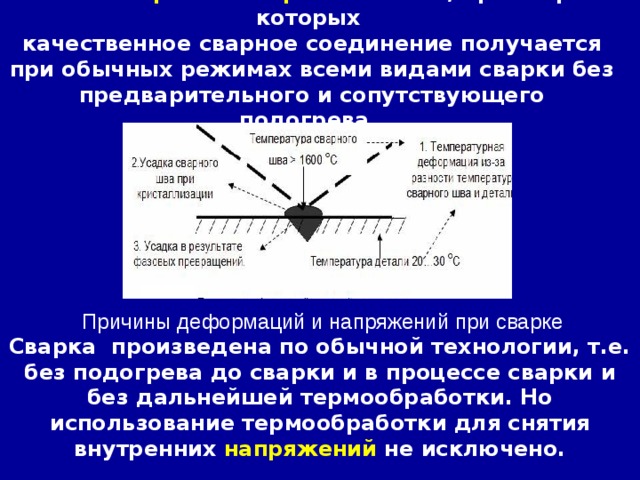
Стали с хорошей свариваемостью, при сварке которых
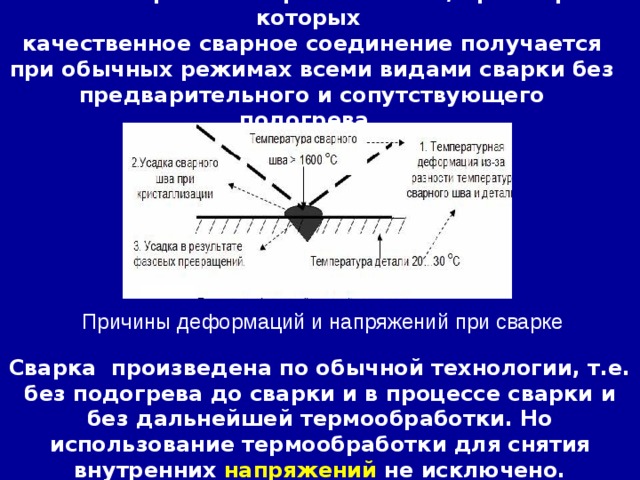
качественное сварное соединение получается при обычных режимах всеми видами сварки без предварительного и сопутствующего подогрева.
Причины деформаций и напряжений при сварке
Сварка произведена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки и без дальнейшей термообработки. Но использование термообработки для снятия внутренних напряжений не исключено.
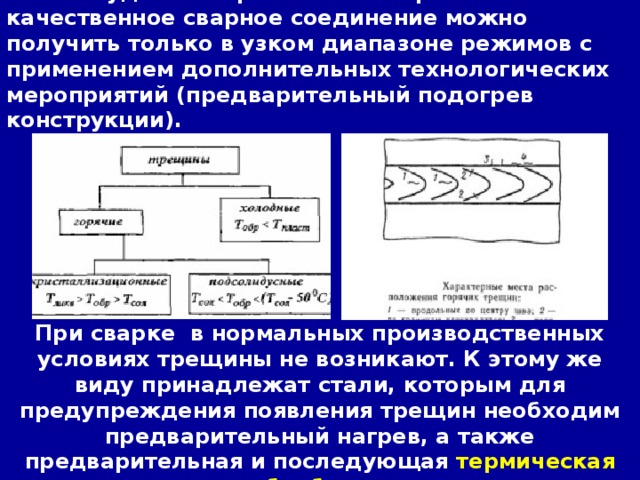
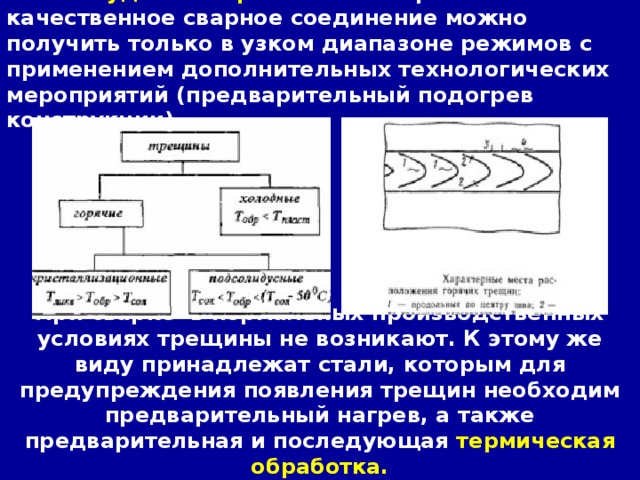
Стали с удовлетворительной свариваемостью - качественное сварное соединение можно получить только в узком диапазоне режимов с применением дополнительных технологических мероприятий (предварительный подогрев конструкции).
При сварке в нормальных производственных условиях трещины не возникают. К этому же виду принадлежат стали, которым для предупреждения появления трещин необходим предварительный нагрев, а также предварительная и последующая термическая обработка.
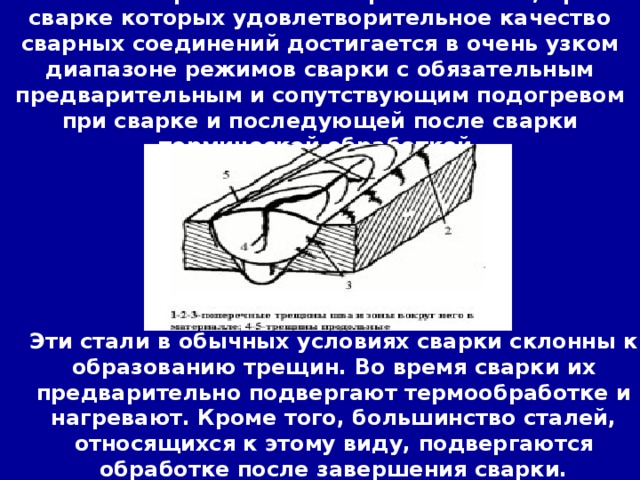
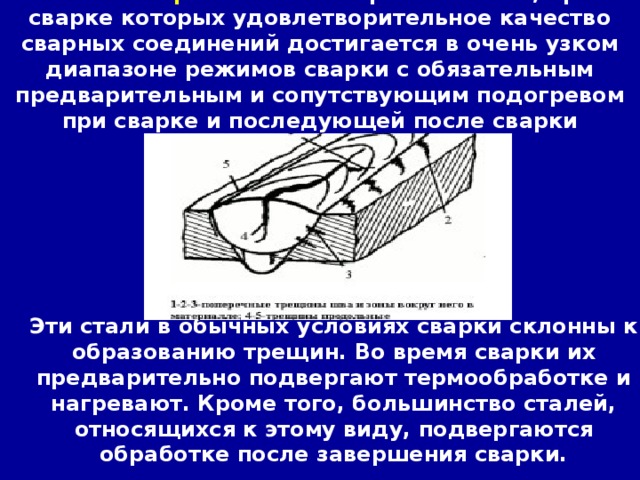
Стали с ограниченной свариваемостью, при сварке которых удовлетворительное качество сварных соединений достигается в очень узком диапазоне режимов сварки с обязательным предварительным и сопутствующим подогревом при сварке и последующей после сварки термической обработкой.
Эти стали в обычных условиях сварки склонны к образованию трещин. Во время сварки их предварительно подвергают термообработке и нагревают. Кроме того, большинство сталей, относящихся к этому виду, подвергаются обработке после завершения сварки.
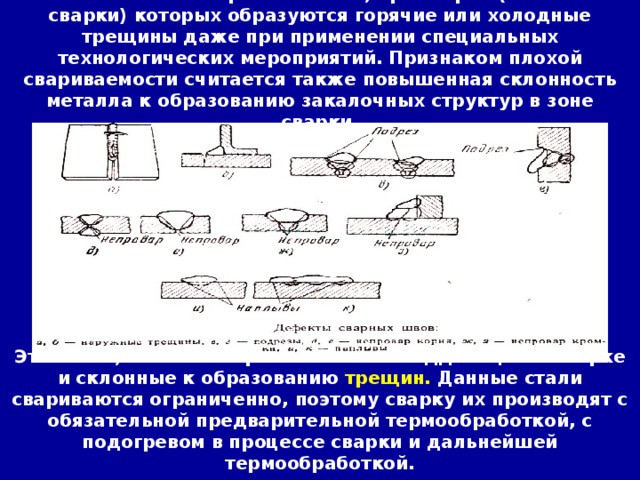
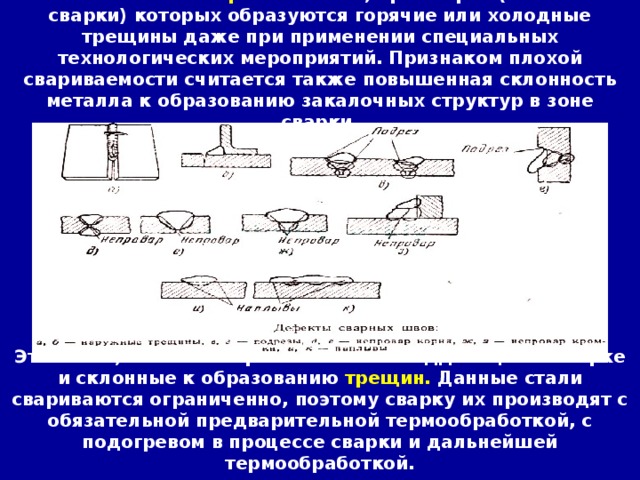
Стали с плохой свариваемостью, при сварке (или после сварки) которых образуются горячие или холодные трещины даже при применении специальных технологических мероприятий. Признаком плохой свариваемости считается также повышенная склонность металла к образованию закалочных структур в зоне сварки.
Это стали, наиболее проблематично поддающиеся сварке и склонные к образованию трещин. Данные стали свариваются ограниченно, поэтому сварку их производят с обязательной предварительной термообработкой, с подогревом в процессе сварки и дальнейшей термообработкой.
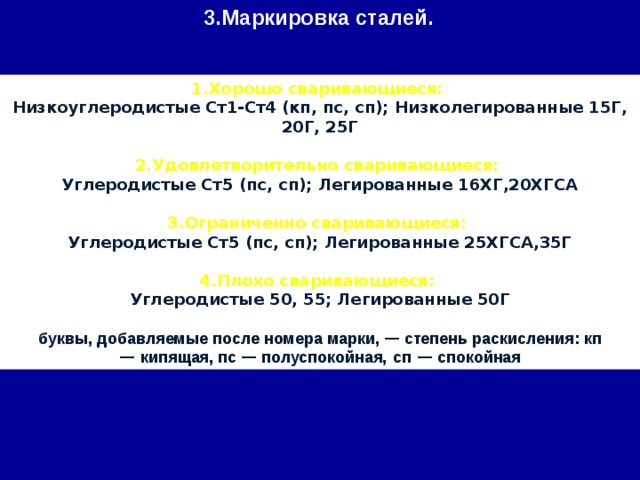
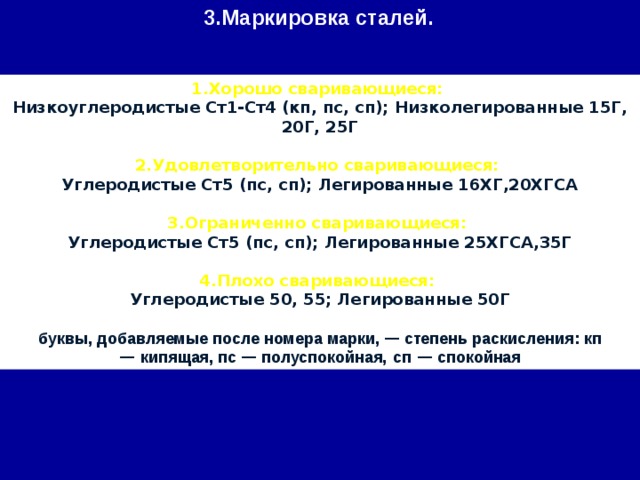
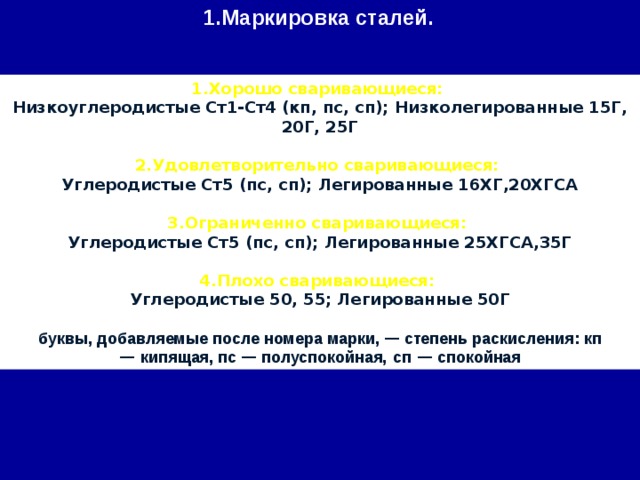
3.Маркировка сталей.
1.Хорошо сваривающиеся:
Низкоуглеродистые Ст1-Ст4 (кп, пс, сп); Низколегированные 15Г, 20Г, 25Г
2.Удовлетворительно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 16ХГ,20ХГСА
3.Ограниченно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 25ХГСА,35Г
4.Плохо сваривающиеся:
Углеродистые 50, 55; Легированные 50Г
буквы, добавляемые после номера марки, — степень раскиcления: кп — кипящая, пс — полуспокойная, сп — спокойная
Вопросы:
1.Что такое свариваемость?
2.На какие группы по свариваемости подразделяются стали?
3.К какой группе стали относятся марки сталей
25ХГ, 25ХГСА, 20Г, Ст3кп?
4.Расшифруйте сталь марки Ст3кп .
Просмотр содержимого презентации
«3 Группы стали»
Цели :
учебная: сформировать у студентов знания об углеродистых сталях, о свариваемости стали и режимах сварки.
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, используемых в процессе сварки, об их свариваемости и режимах.
- научиться применять полученные знания на практике и в производственной деятельности.
06.02.17
Тема: Группы стали по свариваемости
План урока
1.Классификация стали по свариваемости.
2.Маркировка сталей.
3.Режимы ручной дуговой сварки углеродистой стали.
Повторение пройденного материала
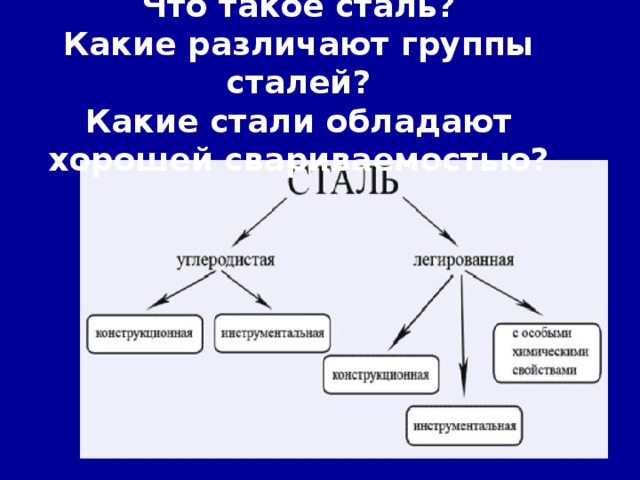
Что такое сталь?
Какие различают группы сталей?
Какие стали обладают хорошей свариваемостью?
 0 ,8%С)" width="640"
0 ,8%С)" width="640"
Существует З группы сталей:
1.Эвтектоидная (0,8%С)
2.Доэвтектоидная ( 0,8%С)
3.Заэвтектоидная (0 ,8%С)
Назовите достоинства углеродистых сталей различных марок :
-высокая пл--------------- ть;
-хорошая об-------------------------- ть (вне зависимости от температуры нагрева
металла);
-отличная с ----------------- ть;
-сохранение высокой пр-------------- ти даже при значительном нагреве (до 400°);
-хорошая перено---------сть д-----------------х н-----------к.
Назовите недостатки углеродистых сталей:
-образованию и развитие к---------------ии
-слабые э----------------------------ие характеристики;
-склонность к теп---------------------му расширению.

Что такое свариваемость?
Свариваемость стали
Способность стали к образованию качественного сварного соединения называют свариваемостью, которая определяется внешними и внутренними факторами.
К ним помимо химического состава относятся:
- технология сварки (режимы),
- жесткость сварного узла,
- комплекс требований, предъявляемых к сварному соединению условиями эксплуатации.
Классификация стали по свариваемости.
Свариваемость является качественной характеристикой и для разных сталей не одинакова.
Стали подразделяют по свариваемости на четыре группы:
1.Стали с хорошей свариваемостью
2.Стали с удовлетворительной свариваемостью
3.Стали с ограниченной свариваемостью
4.Стали с плохой свариваемостью
Стали с хорошей свариваемостью , при сварке которых
качественное сварное соединение получается при обычных режимах всеми видами сварки без предварительного и сопутствующего подогрева.
Причины деформаций и напряжений при сварке
Сварка произведена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки и без дальнейшей термообработки. Но использование термообработки для снятия внутренних напряжений не исключено.
Стали с удовлетворительной свариваемостью - качественное сварное соединение можно получить только в узком диапазоне режимов с применением дополнительных технологических мероприятий (предварительный подогрев конструкции).
При сварке в нормальных производственных условиях трещины не возникают. К этому же виду принадлежат стали, которым для предупреждения появления трещин необходим предварительный нагрев, а также предварительная и последующая термическая обработка.
Стали с ограниченной свариваемостью, при сварке которых удовлетворительное качество сварных соединений достигается в очень узком диапазоне режимов сварки с обязательным предварительным и сопутствующим подогревом при сварке и последующей после сварки термической обработкой.
Эти стали в обычных условиях сварки склонны к образованию трещин. Во время сварки их предварительно подвергают термообработке и нагревают. Кроме того, большинство сталей, относящихся к этому виду, подвергаются обработке после завершения сварки.
Стали с плохой свариваемостью , при сварке (или после сварки) которых образуются горячие или холодные трещины даже при применении специальных технологических мероприятий. Признаком плохой свариваемости считается также повышенная склонность металла к образованию закалочных структур в зоне сварки.
Это стали, наиболее проблематично поддающиеся сварке и склонные к образованию трещин. Данные стали свариваются ограниченно, поэтому сварку их производят с обязательной предварительной термообработкой, с подогревом в процессе сварки и дальнейшей термообработкой.
3.Маркировка сталей.
1.Хорошо сваривающиеся:
Низкоуглеродистые Ст1-Ст4 (кп, пс, сп); Низколегированные 15Г, 20Г, 25Г
2.Удовлетворительно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 16ХГ,20ХГСА
3.Ограниченно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 25ХГСА,35Г
4.Плохо сваривающиеся:
Углеродистые 50, 55; Легированные 50Г
буквы, добавляемые после номера марки, — степень раскиcления: кп — кипящая, пс — полуспокойная, сп — спокойная
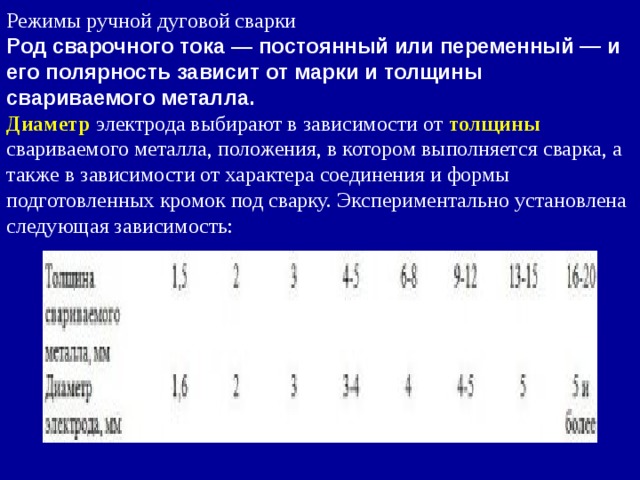
Режимы ручной дуговой сварки
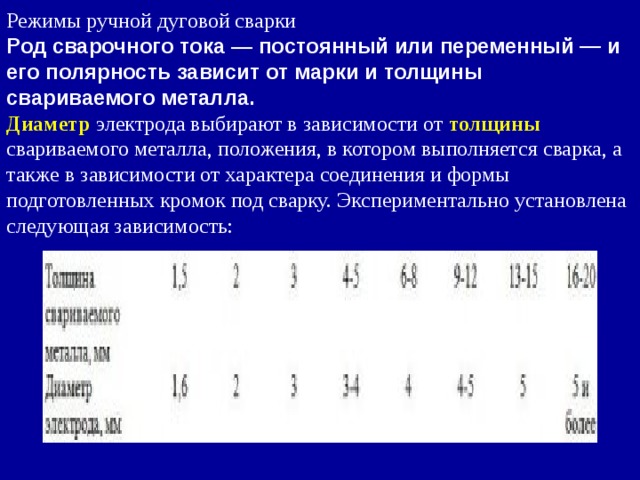
Род сварочного тока — постоянный или переменный — и его полярность зависит от марки и толщины свариваемого металла.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку. Экспериментально установлена следующая зависимость:
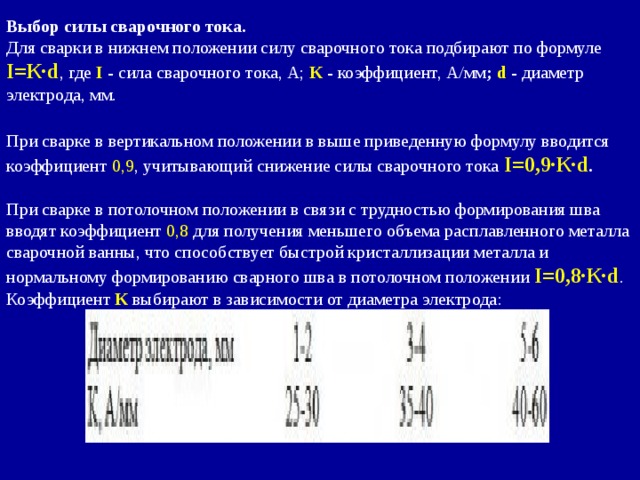
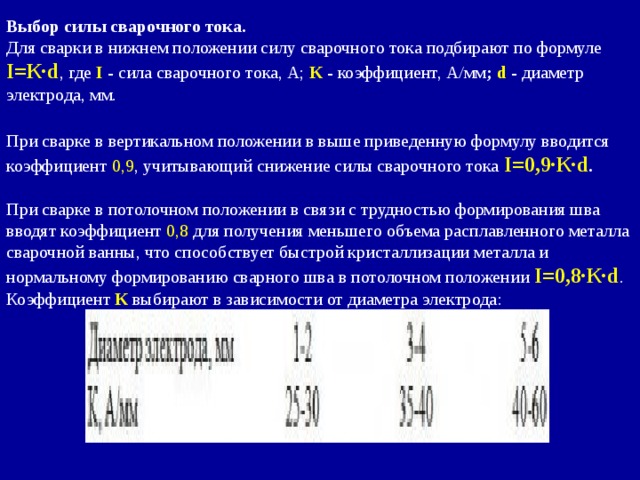
Выбор силы сварочного тока.
Для сварки в нижнем положении силу сварочного тока подбирают по формуле
I=К∙d , где I - сила сварочного тока, А; К - коэффициент, А/мм ; d - диаметр электрода, мм.
При сварке в вертикальном положении в выше приведенную формулу вводится коэффициент 0,9 , учитывающий снижение силы сварочного тока I=0,9∙К∙d .
При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8∙К∙d . Коэффициент К выбирают в зависимости от диаметра электрода:
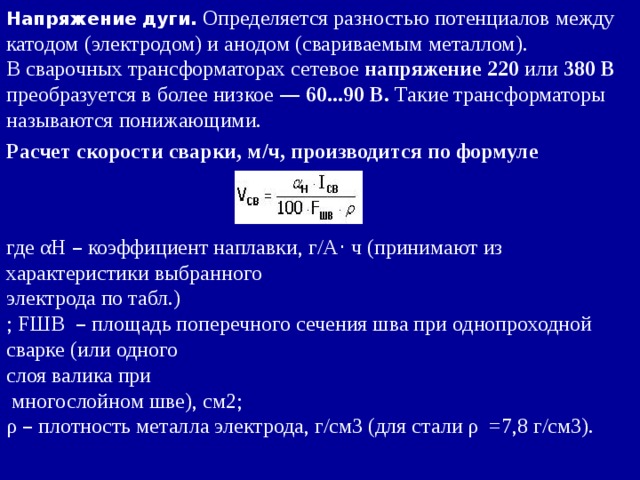
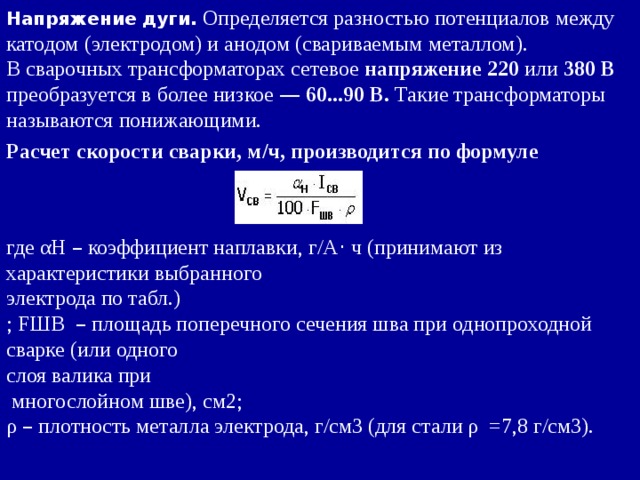
Напряжение дуги. Определяется разностью потенциалов между катодом (электродом) и анодом (свариваемым металлом).
В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60...90 В. Такие трансформаторы называются понижающими.
Расчет скорости сварки, м/ч, производится по формуле
где αН – коэффициент наплавки, г/А · ч (принимают из характеристики выбранного
электрода по табл.)
; FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного
слоя валика при
многослойном шве), см2;
ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3).
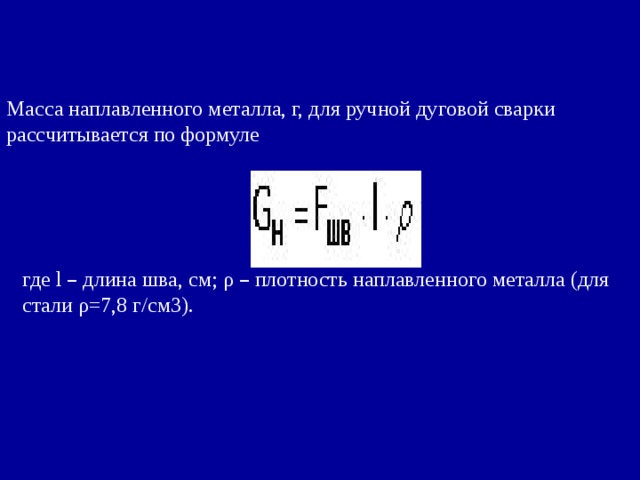
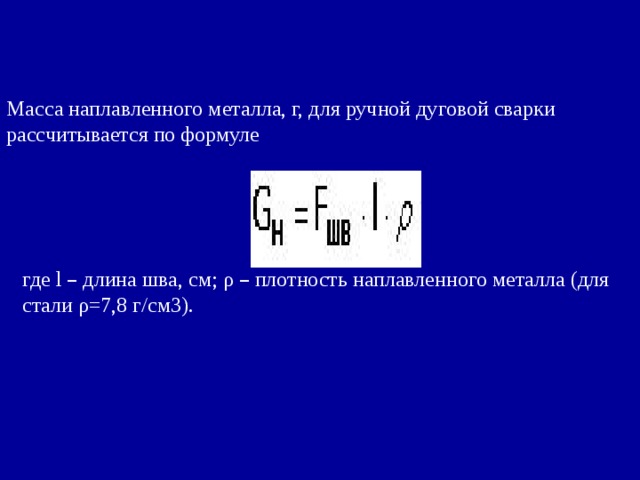
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3).
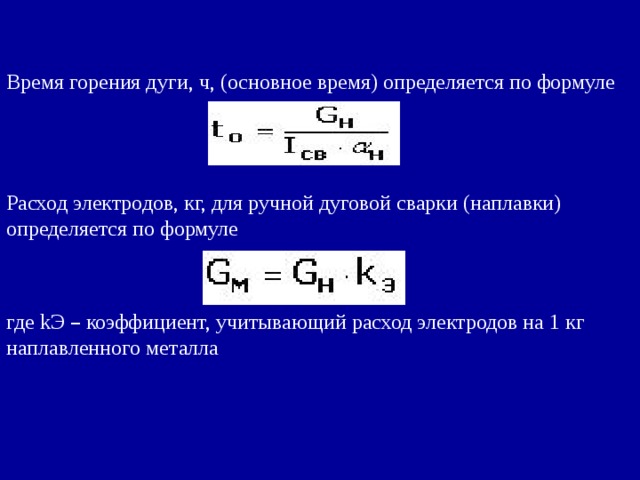
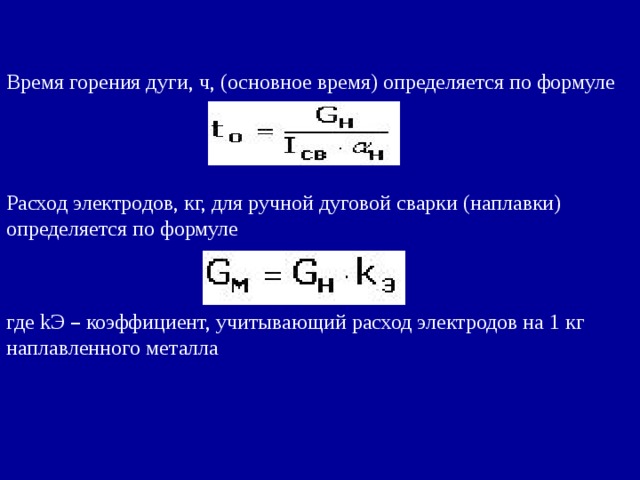
Время горения дуги, ч, (основное время) определяется по формуле
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла
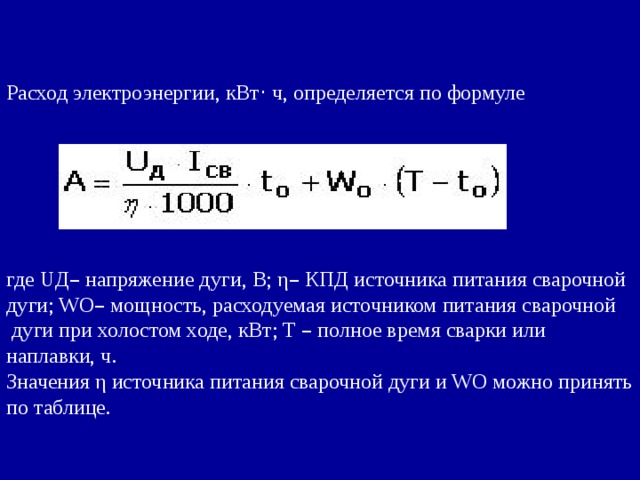
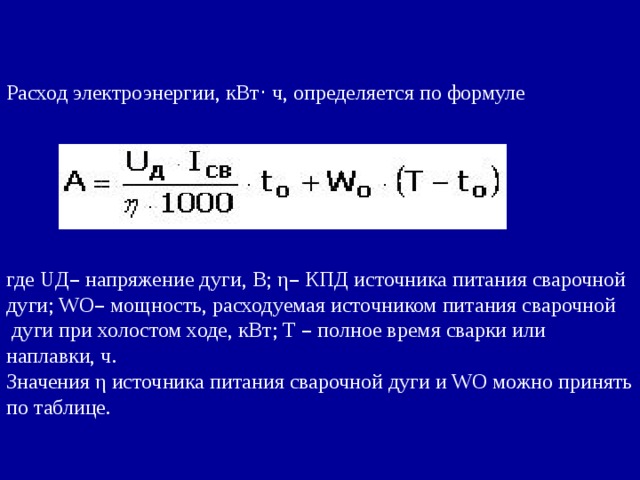
Расход электроэнергии, кВт · ч, определяется по формуле
где UД – напряжение дуги, В; η – КПД источника питания сварочной дуги; WO – мощность, расходуемая источником питания сварочной
дуги при холостом ходе, кВт; Т – полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице.
Вопросы:
1.Что такое свариваемость?
2.На какие группы по свариваемости подразделяются стали?
3.К какой группе сталей по свариваемости относятся марки сталей 25ХГ, 25ХГСА, 20Г, Ст3кп?
4.Расшифруйте сталь марки Ст3кп .
Решение задач
Решите задачу №1
Условие:
Определите силу тока, если напряжение в сети составляет 220В, а сопротивление 5 Ом.
Дано:
U=220 В
R=5 Ом
I- ?
Ответ
I=U/R= 220/5= 44 A
Решите задачу №2
Условие:
Определите расход электродов для сварки одного узла , если коэффициент, учитывающий расход электродов на 1 кг наплавленного металла составляет 1,7% , а вес наплавленного металла 67,4 грамма.
Дано:
G э-?
k э= 1 ,7%
G н=67,4г
Решение
G э= k э* G н
G э=1,7* G н
G э=1,7*67,4=114,6г
Расход электродов для сварки одного узла 114,6г
Решите задачу №3:
Определите мощность сварочного генератора, если напряжение в сети составляет 220В, а внутреннее сопротивление генератора 22 Ом.
Дано:
W- ?
U=220 В
R= 22 Ом
Решение:
W- ?
U=220 В
R= 22 Ом
I=U/R= 220/22= 1 0А
W=U*I=220*10=2200 Вт или 2,2кВт
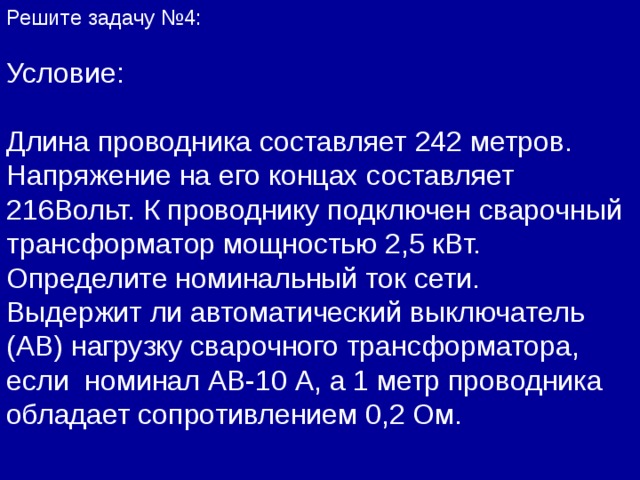
Решите задачу №4:
Условие:
Длина проводника составляет 240 метров. Напряжение на его концах составляет 218 Вольт. К проводнику подключен сварочный трансформатор мощностью 2,5 кВт.
Определите номинальный ток сети.
Выдержит ли автоматический выключатель (АВ) нагрузку сварочного трансформатора, если номинал АВ-10 А, а 1 метр проводника обладает сопротивлением 0,1 Ом.
 10(А)-мощность трансформатора превышает номинал автоматического выключателя. АВ не выдержит нагрузку сварочного трансформатора, так как мощность трансформатора превышает номинал автоматического выключателя." width="640"
10(А)-мощность трансформатора превышает номинал автоматического выключателя. АВ не выдержит нагрузку сварочного трансформатора, так как мощность трансформатора превышает номинал автоматического выключателя." width="640"
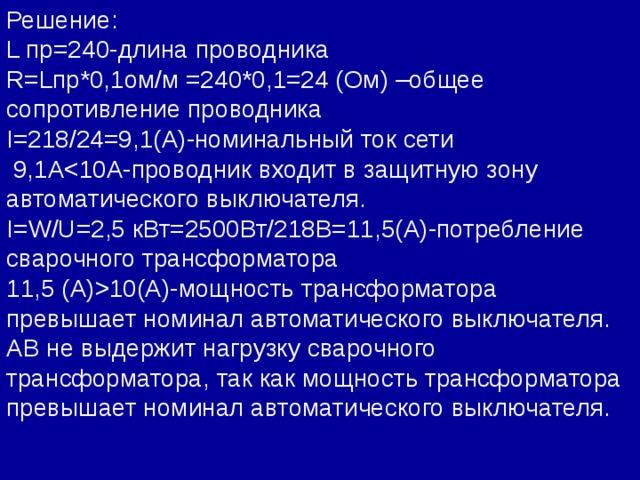
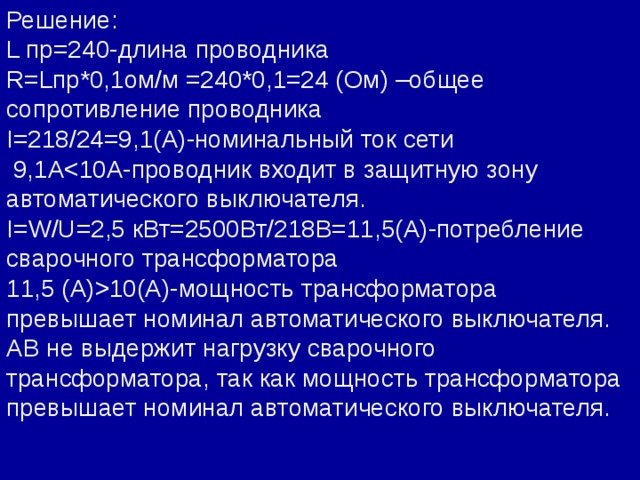
Решение:
L пр =240- длина проводника
R=L пр*0,1ом/м =240*0,1=24 (Ом) –общее сопротивление проводника
I=2 18 /24=9 ,1 ( А )- номинальный ток сети
9,1А
I=W/U=2 ,5 кВт=2500Вт/218В=11,5(А)-потребление сварочного трансформатора
11,5 (А)10(А)-мощность трансформатора превышает номинал автоматического выключателя.
АВ не выдержит нагрузку сварочного трансформатора, так как мощность трансформатора превышает номинал автоматического выключателя.
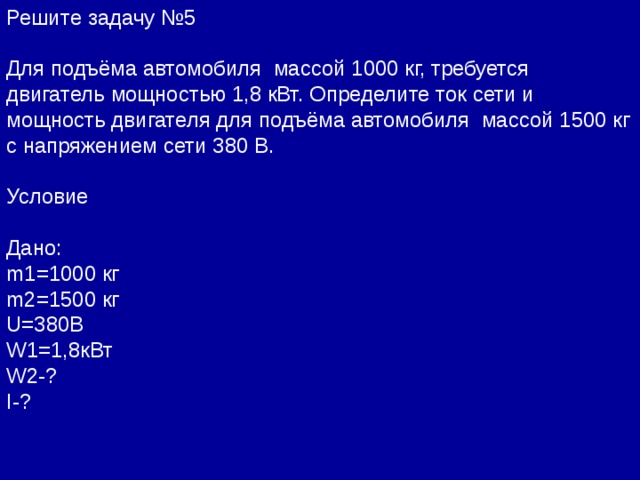
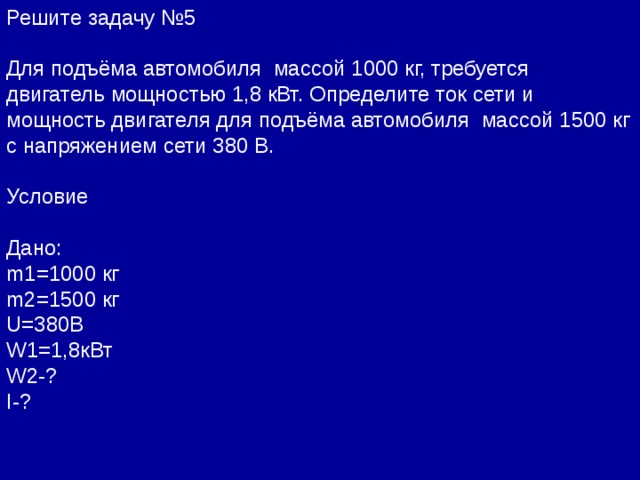
Решите задачу №5
Для подъёма автомобиля массой 1000 кг, требуется двигатель мощностью 1,8 кВт. Определите ток сети и мощность двигателя для подъёма автомобиля массой 1500 кг с напряжением сети 380 В.
Условие
Дано:
m1= 1000 кг
m2=1500 кг
U=380 В
W1=1 ,8кВт
W2- ?
I- ?
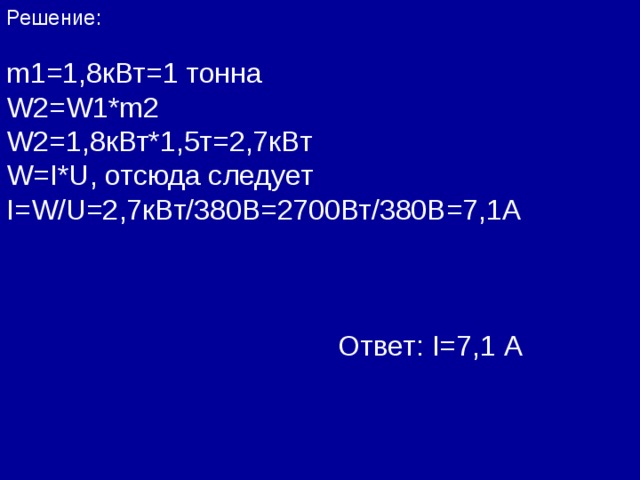
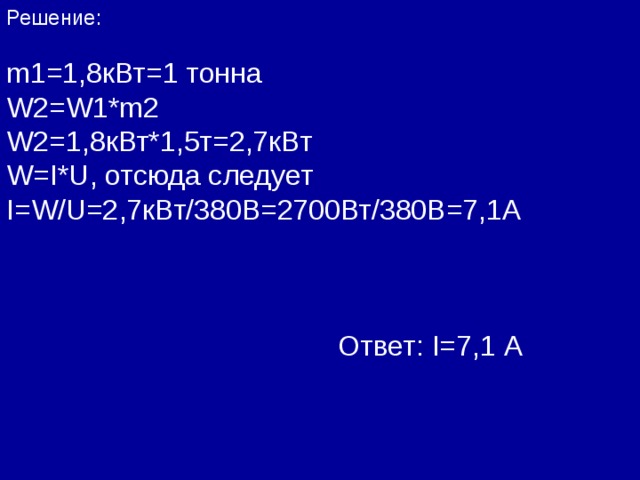
Решение:
m1=1 ,8кВт=1 тонна
W2=W1*m2
W2=1 , 8 кВт*1,5т=2,7кВт
W=I*U , отсюда следует
I=W/U=2 ,7кВт/380В=2700Вт/380В=7,1А
Ответ: I=7 ,1 А
Просмотр содержимого презентации
«7 Определение свариваемости»
Цели :
учебная: сформировать у студентов знания об углеродистых сталях, о свариваемости стали и режимах сварки.
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, используемых в процессе сварки, об их свариваемости и режимах.
- научиться применять полученные знания на практике и в производственной деятельности.
20.02.17
Тема: М етоды определения свариваемости стали
План урока
1.Маркировка сталей.
2.Режимы ручной дуговой сварки углеродистой стали.
3. Методы определения показателей свариваемости
Повторение пройденного материала
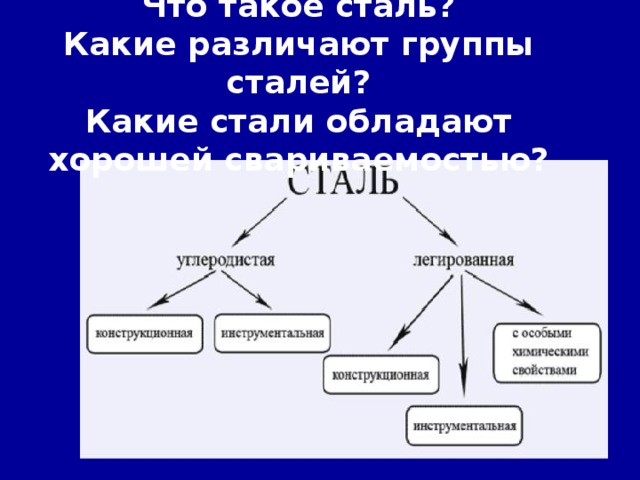
Что такое сталь?
Какие различают группы сталей?
Какие стали обладают хорошей свариваемостью?
 0 ,8%С)" width="640"
0 ,8%С)" width="640"
Существует З группы сталей:
1.Эвтектоидная (0,8%С)
2.Доэвтектоидная ( 0,8%С)
3.Заэвтектоидная (0 ,8%С)
Назовите достоинства углеродистых сталей различных марок :
-высокая пл--------------- ть;
-хорошая об-------------------------- ть (вне зависимости от температуры нагрева
металла);
-отличная с ----------------- ть;
-сохранение высокой пр-------------- ти даже при значительном нагреве (до 400°);
-хорошая перено---------сть д-----------------х н-----------к.
Назовите недостатки углеродистых сталей:
-образованию и развитие к---------------ии
-слабые э----------------------------ие характеристики;
-склонность к теп---------------------му расширению.

Что такое свариваемость?
Свариваемость стали
Способность стали к образованию качественного сварного соединения называют свариваемостью, которая определяется внешними и внутренними факторами.
К ним помимо химического состава относятся:
- технология сварки (режимы),
- жесткость сварного узла,
- комплекс требований, предъявляемых к сварному соединению условиями эксплуатации.
1.Маркировка сталей.
1.Хорошо сваривающиеся:
Низкоуглеродистые Ст1-Ст4 (кп, пс, сп); Низколегированные 15Г, 20Г, 25Г
2.Удовлетворительно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 16ХГ,20ХГСА
3.Ограниченно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 25ХГСА,35Г
4.Плохо сваривающиеся:
Углеродистые 50, 55; Легированные 50Г
буквы, добавляемые после номера марки, — степень раскиcления: кп — кипящая, пс — полуспокойная, сп — спокойная
Режимы ручной дуговой сварки
Род сварочного тока — постоянный или переменный — и его полярность зависит от марки и толщины свариваемого металла.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку. Экспериментально установлена следующая зависимость:
Выбор силы сварочного тока.
Для сварки в нижнем положении силу сварочного тока подбирают по формуле
I=К∙d , где I - сила сварочного тока, А; К - коэффициент, А/мм ; d - диаметр электрода, мм.
При сварке в вертикальном положении в выше приведенную формулу вводится коэффициент 0,9 , учитывающий снижение силы сварочного тока I=0,9∙К∙d .
При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8∙К∙d . Коэффициент К выбирают в зависимости от диаметра электрода:
Напряжение дуги. Определяется разностью потенциалов между катодом (электродом) и анодом (свариваемым металлом).
В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60...90 В. Такие трансформаторы называются понижающими.
Расчет скорости сварки, м/ч, производится по формуле
где αН – коэффициент наплавки, г/А · ч (принимают из характеристики выбранного
электрода по табл.)
; FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного
слоя валика при
многослойном шве), см2;
ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3).
Масса наплавленного металла, г, для ручной дуговой сварки рассчитывается по формуле
где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3).
Время горения дуги, ч, (основное время) определяется по формуле
Расход электродов, кг, для ручной дуговой сварки (наплавки) определяется по формуле
где kЭ – коэффициент, учитывающий расход электродов на 1 кг наплавленного металла
Расход электроэнергии, кВт · ч, определяется по формуле
где UД – напряжение дуги, В; η – КПД источника питания сварочной дуги; WO – мощность, расходуемая источником питания сварочной
дуги при холостом ходе, кВт; Т – полное время сварки или наплавки, ч.
Значения η источника питания сварочной дуги и WO можно принять по таблице.

Аргон — негорючий и невзрывоопасный газ.
Основные методы определения свариваемости стали
Применяемые на практике методы определения свариваемости используются для проверки свойств основного металла и
выяснения пригодности данной технологии сварки или сварочных материалов для изготовления конструкции, соответствующей требованиям эксплуатации:
электродов,
сварочной проволоки,
флюсов,
защитных газов)
Гелий – газ без цвета, запаха и вкуса

Методы определения показателей свариваемости
1. прямые (оценку производят путём сварки образцов заданной конструкции),
2. косвенные (сварочный процесс заменяют другим, имитирующим его процессом)
Образцы для определения стойкости металла шва против образования кристаллизационных трещин:
А — тавровое соединение; б — стыковое соединение; S — толщина металла; L1 = L — 40 мм; В = 180 мм
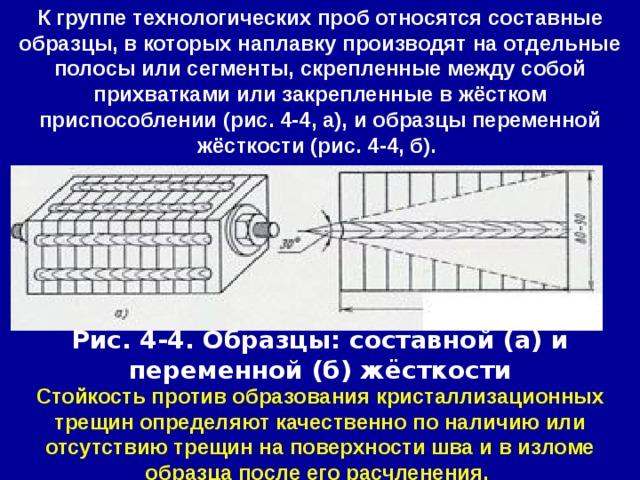
К группе технологических проб относятся составные образцы, в которых наплавку производят на отдельные полосы или сегменты, скрепленные между собой прихватками или закрепленные в жёстком приспособлении (рис. 4-4, а), и образцы переменной жёсткости (рис. 4-4, б).
Рис. 4-4. Образцы: составной (а) и переменной (б) жёсткости
Стойкость против образования кристаллизационных трещин определяют качественно по наличию или отсутствию трещин на поверхности шва и в изломе образца после его расчленения.

Методы испытания стойкости металла околошовной зоны против трещин дают в большинстве случаев качественную характеристику (наличие или отсутствие трещин).
Рис. 4-5. Образцы, имитирующие реальное нахлёсточное (а) и стыковое (б) сварное соединение: 1 — контрольный шов
Для испытаний обычно используют специальный образец, имитирующий реальные сварные соединения (рис. 4-5, а, б). Осматривают образцы через 5—20 суток после сварки, что способствует наиболее полному выявлению трещин. Трещины выявляются при внешнем осмотре поверхности металла и по макрошлифам.
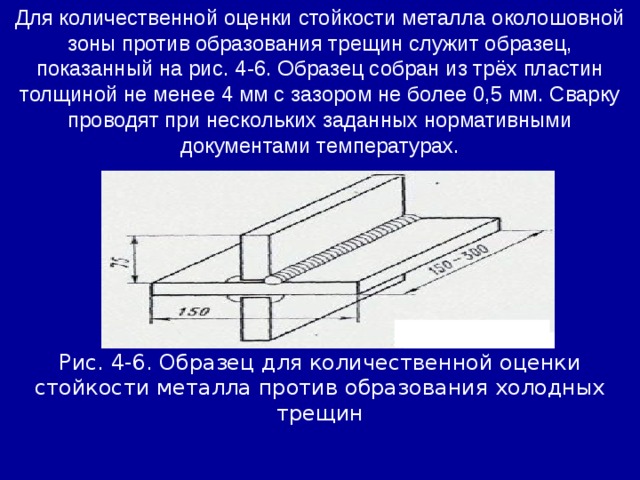
Для количественной оценки стойкости металла околошовной зоны против образования трещин служит образец, показанный на рис. 4-6. Образец собран из трёх пластин толщиной не менее 4 мм с зазором не более 0,5 мм. Сварку проводят при нескольких заданных нормативными документами температурах.
Рис. 4-6. Образец для количественной оценки стойкости металла против образования холодных трещин
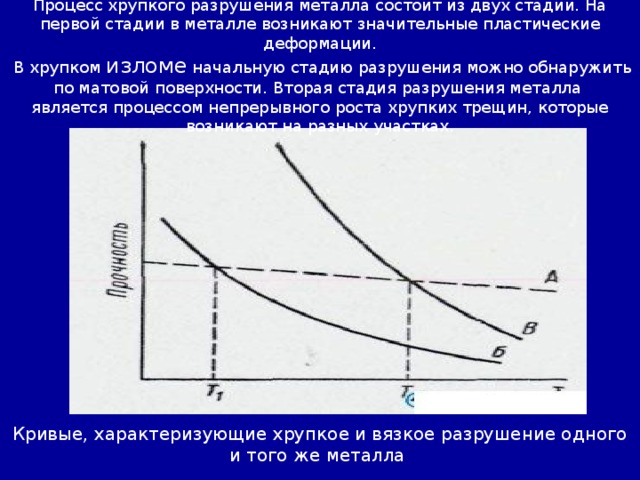
Процесс хрупкого разрушения металла состоит из двух стадий. На первой стадии в металле возникают значительные пластические деформации.
В хрупком изломе начальную стадию разрушения можно обнаружить по матовой поверхности. Вторая стадия разрушения металла
является процессом непрерывного роста хрупких трещин, которые возникают на разных участках.
Кривые, характеризующие хрупкое и вязкое разрушение одного и того же металла
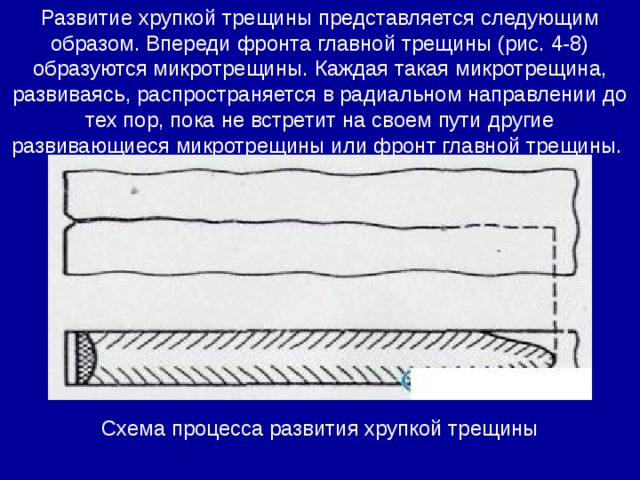
Развитие хрупкой трещины представляется следующим образом. Впереди фронта главной трещины (рис. 4-8) образуются микротрещины. Каждая такая микротрещина, развиваясь, распространяется в радиальном направлении до тех пор, пока не встретит на своем пути другие развивающиеся микротрещины или фронт главной трещины.
Схема процесса развития хрупкой трещины
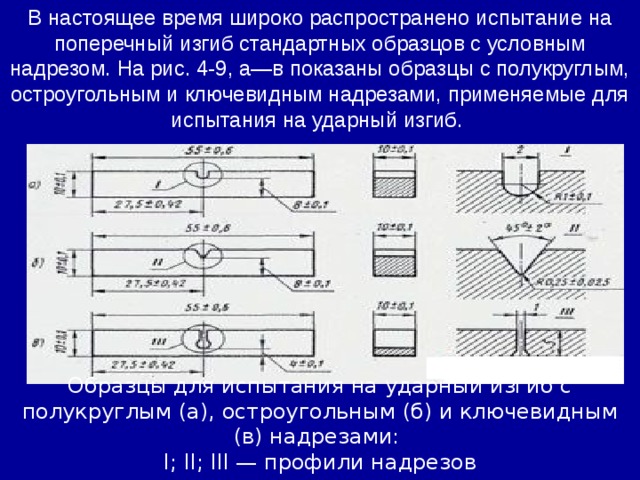
В настоящее время широко распространено испытание на поперечный изгиб стандартных образцов с условным надрезом. На рис. 4-9, а—в показаны образцы с полукруглым, остроугольным и ключевидным надрезами, применяемые для испытания на ударный изгиб.
Образцы для испытания на ударный изгиб с полукруглым (а), остроугольным (б) и ключевидным (в) надрезами:
I; II; III — профили надрезов
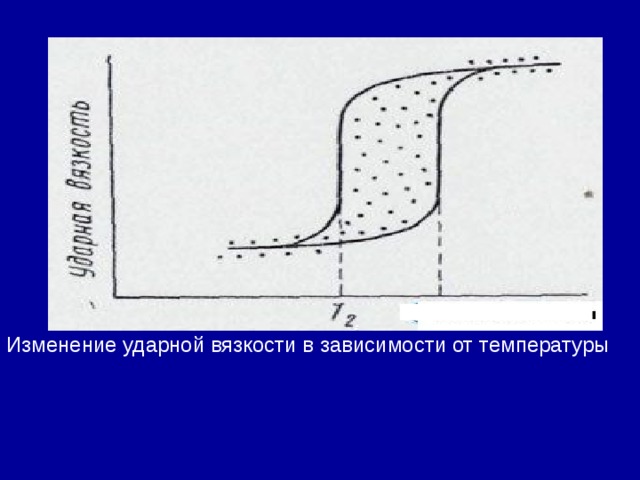
Изменение ударной вязкости в зависимости от температуры
Вопросы:
1.Что такое свариваемость?
2.На какие группы по свариваемости подразделяются стали?
3.К какой группе сталей по свариваемости относятся марки сталей 25ХГ, 25ХГСА, 20Г, Ст3кп?
4.Расшифруйте сталь марки Ст3кп .
Решение задач
Решите задачу №1
Условие:
Определите силу тока, если напряжение в сети составляет 220В, а сопротивление 5 Ом.
Дано:
U=2 20 В
R= 5Ом
I- ?
Ответ
I=U/R= 220/5= 44 A
Решите задачу №2
Условие:
Определите расход электродов для сварки одного узла , если коэффициент, учитывающий расход электродов на 1 кг наплавленного металла составляет 1,6% , а вес наплавленного металла 58,4 грамма.
Дано:
G э-?
k э= 1 ,6%
G н=58,4г
Решение
G э= k э* G н
G э=1,7* G н
G э=1,7*67,4=114,6г
Расход электродов для сварки одного узла 114,6г
Решите задачу №3:
Определите мощность сварочного генератора, если напряжение в сети составляет 225В, а внутреннее сопротивление генератора 19 Ом.
Дано:
W- ?
U=22 5В
R= 19 Ом
Решение:
W- ?
U=220 В
R= 22 Ом
I=U/R= 220/22= 1 0А
W=U*I=220*10=2200 Вт или 2,2кВт
Решите задачу №4:
Условие:
Длина проводника составляет 242 метров. Напряжение на его концах составляет 216Вольт. К проводнику подключен сварочный трансформатор мощностью 2,5 кВт.
Определите номинальный ток сети.
Выдержит ли автоматический выключатель (АВ) нагрузку сварочного трансформатора, если номинал АВ-10 А, а 1 метр проводника обладает сопротивлением 0,2 Ом.
 10(А)-мощность трансформатора превышает номинал автоматического выключателя. АВ не выдержит нагрузку сварочного трансформатора, так как мощность трансформатора превышает номинал автоматического выключателя." width="640"
10(А)-мощность трансформатора превышает номинал автоматического выключателя. АВ не выдержит нагрузку сварочного трансформатора, так как мощность трансформатора превышает номинал автоматического выключателя." width="640"
Решение:
L пр =240- длина проводника
R=L пр*0,1ом/м =240*0,1=24 (Ом) –общее сопротивление проводника
I=2 18 /24=9 ,1 ( А )- номинальный ток сети
9,1А
I=W/U=2 ,5 кВт=2500Вт/218В=11,5(А)-потребление сварочного трансформатора
11,5 (А)10(А)-мощность трансформатора превышает номинал автоматического выключателя.
АВ не выдержит нагрузку сварочного трансформатора, так как мощность трансформатора превышает номинал автоматического выключателя.
Решите задачу №5
Для подъёма автомобиля массой 1000 кг, требуется двигатель мощностью 1,8 кВт. Определите ток сети и мощность двигателя для подъёма автомобиля массой 1500 кг с напряжением сети 380 В.
Условие
Дано:
m1= 1000 кг
m2=1500 кг
U=380 В
W1=1 ,8кВт
W2- ?
I- ?
Решение:
m1=1 ,8кВт=1 тонна
W2=W1*m2
W2=1 , 8 кВт*1,5т=2,7кВт
W=I*U , отсюда следует
I=W/U=2 ,7кВт/380В=2700Вт/380В=7,1А
Ответ: I=7 ,1 А
Определите количество кислорода, находящегося в баллоне?
Дано:
Вместимость баллона V= 40 дм3
Давление P= 15 МПа
Количество кислорода в баллоне υ-?
Решение
V= 40 дм3 (0,04 м3)
P= 15 Мпа
υ= 0,04X15=6 м3.
Ответ: υ= 6 м3.
Просмотр содержимого презентации
«Изучение продольных линейных деформаций .»
Цели :
учебная: сформировать у студентов знания об деформациях и напряжениях, возникающих в процессе сварки.
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, подвергающихся деформации;
- научиться применять полученные знания на практике и в производственной деятельности.
16.02.17
Тема: П родольные линейные деформации.
План урока
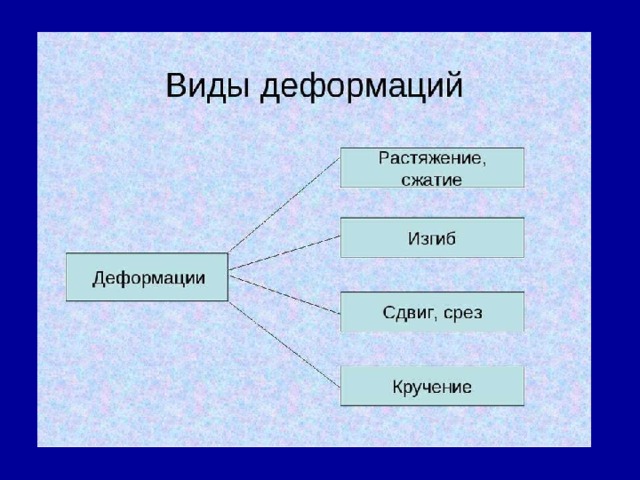
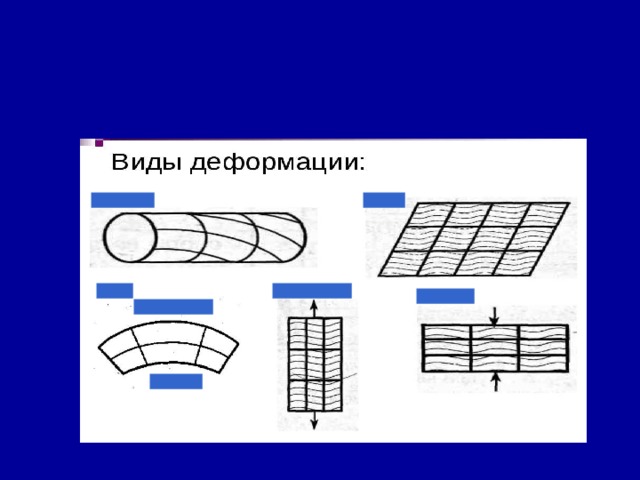
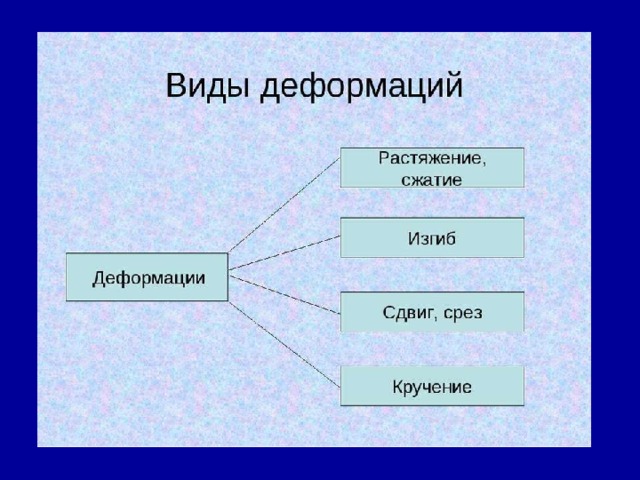
1.ЛИНЕЙНАЯ ДЕФОРМАЦИЯ.
2.УГЛОВАЯ ДЕФОРМАЦИЯ.
3.НАПРЯЖЕНИЯ. ВИДЫ НАПРЯЖЕНИЙ.
4. ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФЕКТОВ СВАРОЧНЫХ СОЕДИНЕНИЙ

Повторение пройденного материала
1.Что такое деформация?
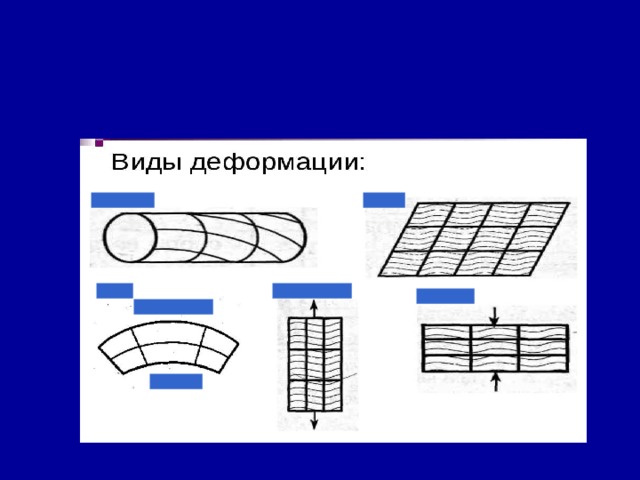
2.Какие вам известны виды деформаций?
3.Приведите пример упругой и пластической деформации.
4.Назовите причины деформаций при сварке.
5.Чем можно охарактеризовать деформации при сваривании непосредственно самого металла?
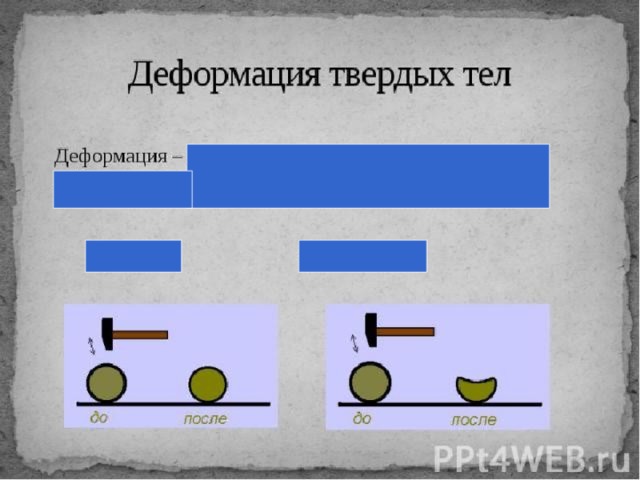
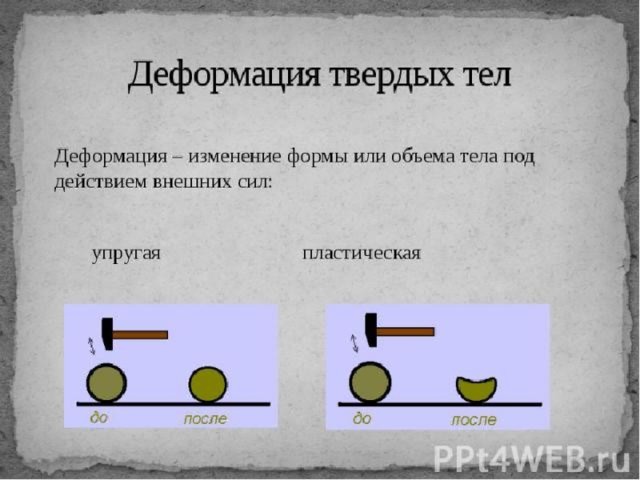
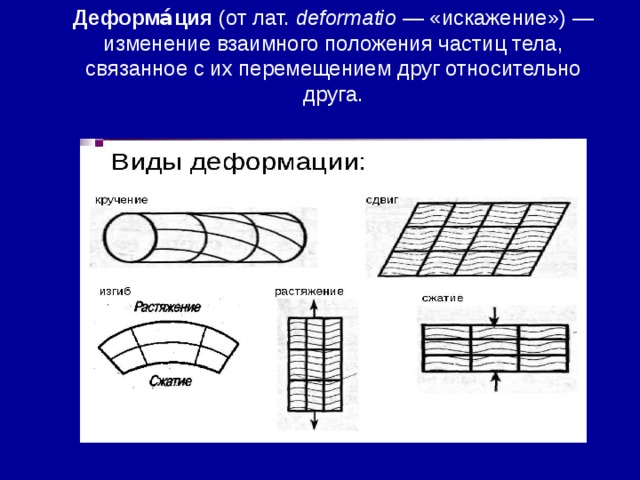
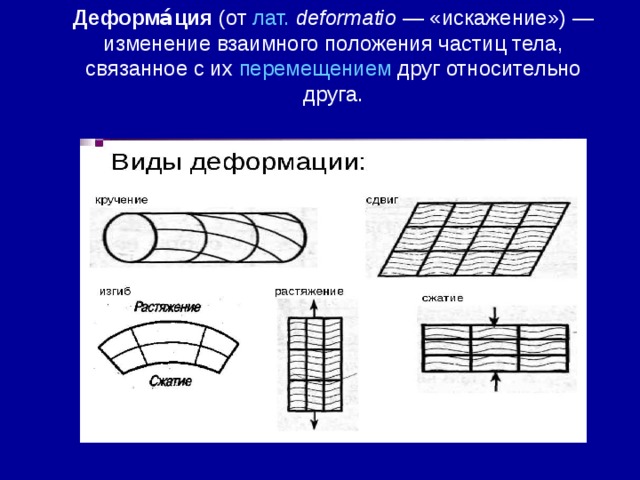
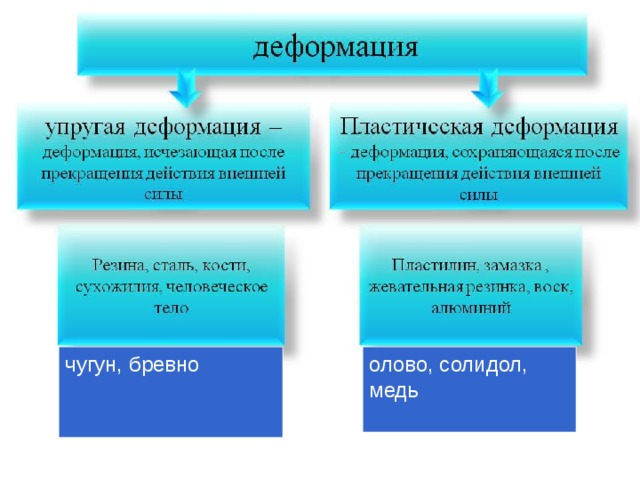
Деформа́ция (от лат. deformatio — «искажение») — изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга.
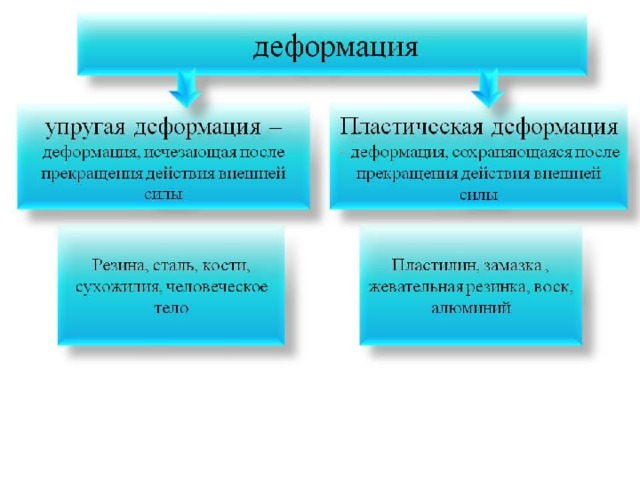
Что из перечисленного относится к упругой , а что к пластической деформации:
резина, сталь, кость, сухожилие, олово, пластилин, замазка, воск, алюминий, медь, чугун, бревно, солидол.
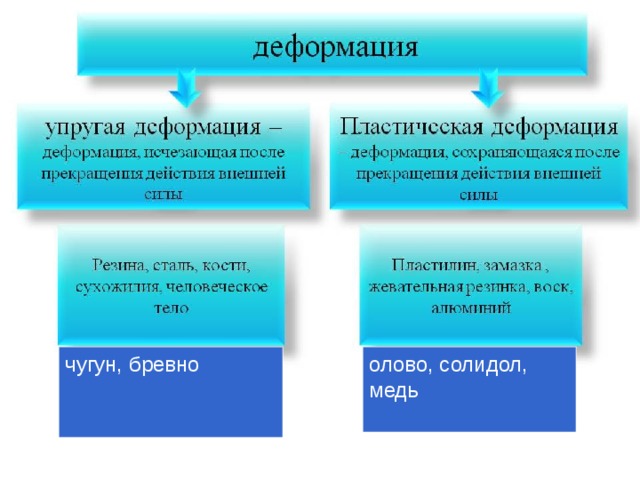
чугун, бревно
олово, солидол, медь
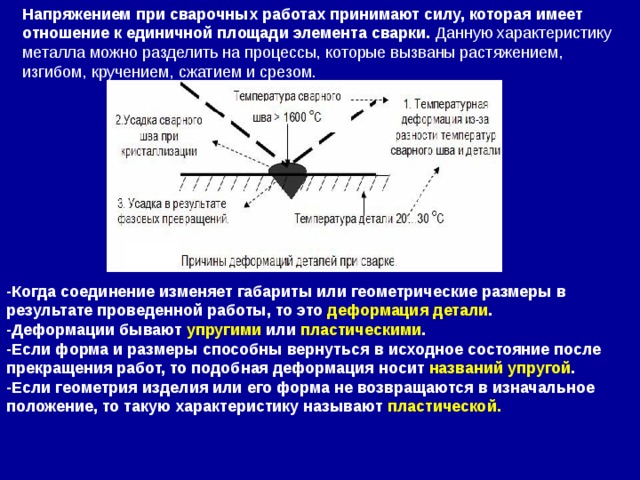
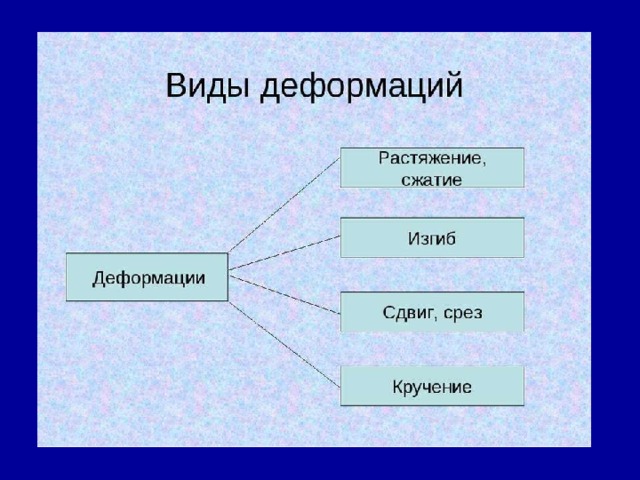
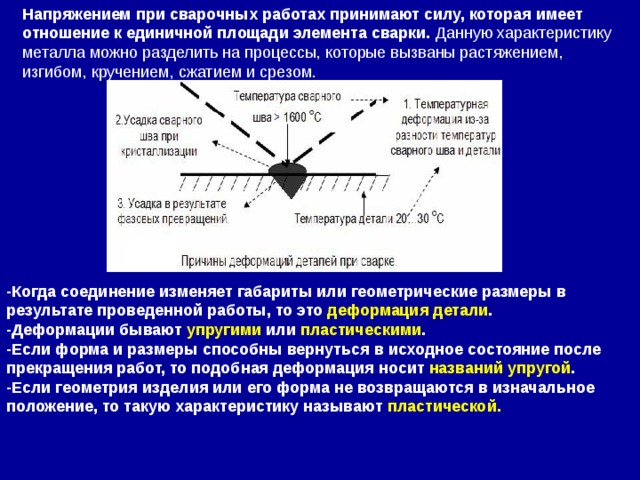
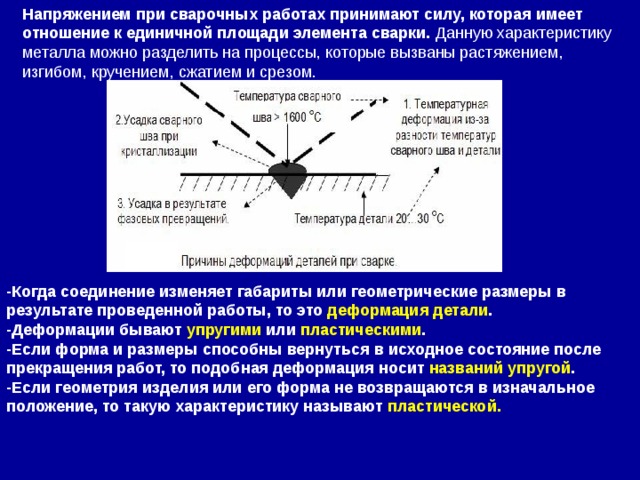
Напряжением при сварочных работах принимают силу, которая имеет отношение к единичной площади элемента сварки. Данную характеристику металла можно разделить на процессы, которые вызваны растяжением, изгибом, кручением, сжатием и срезом.
-Когда соединение изменяет габариты или геометрические размеры в результате проведенной работы, то это деформация детали .
-Деформации бывают упругими или пластическими .
-Если форма и размеры способны вернуться в исходное состояние после прекращения работ, то подобная деформация носит названий упругой .
-Если геометрия изделия или его форма не возвращаются в изначальное положение, то такую характеристику называют пластической.
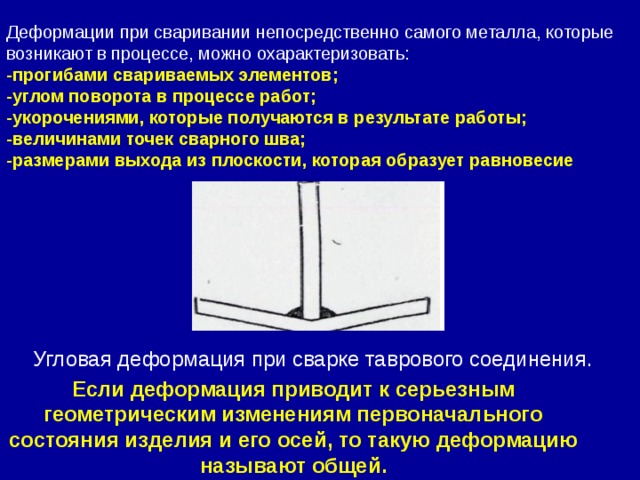
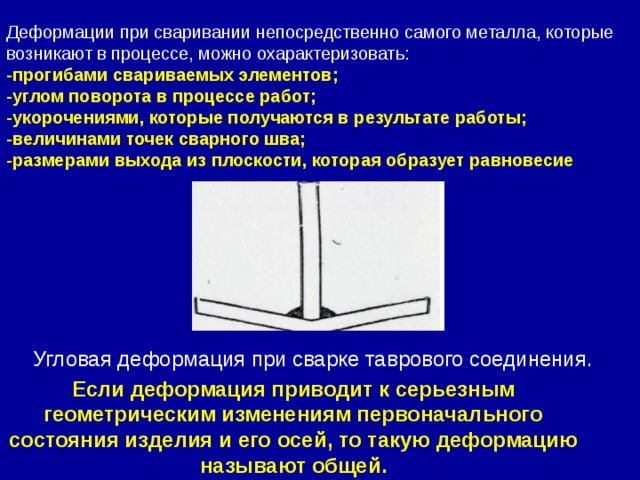
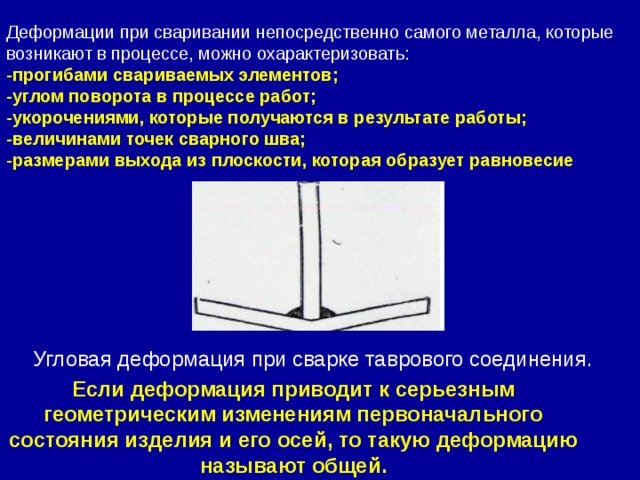
Если деформация приводит к серьезным геометрическим изменениям первоначального состояния изделия и его осей, то такую деформацию называют общей.
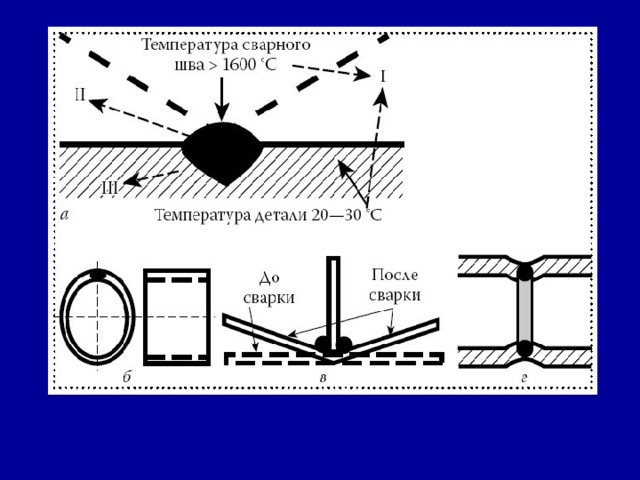
Деформации при сваривании непосредственно самого металла, которые возникают в процессе, можно охарактеризовать:
-прогибами свариваемых элементов;
-углом поворота в процессе работ;
-укорочениями, которые получаются в результате работы;
-величинами точек сварного шва;
-размерами выхода из плоскости, которая образует равновесие
Угловая деформация при сварке таврового соединения.
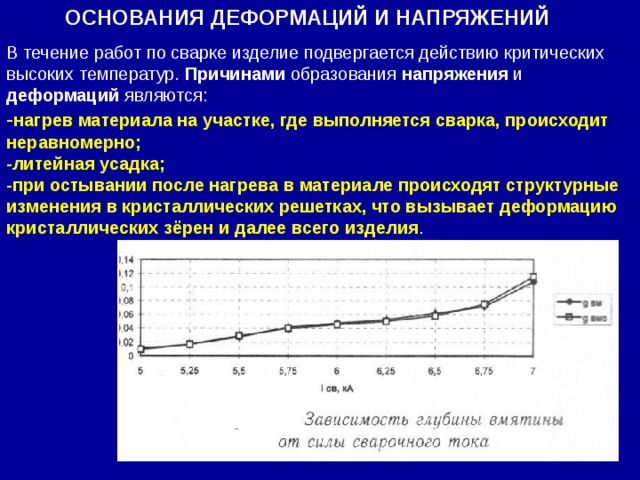
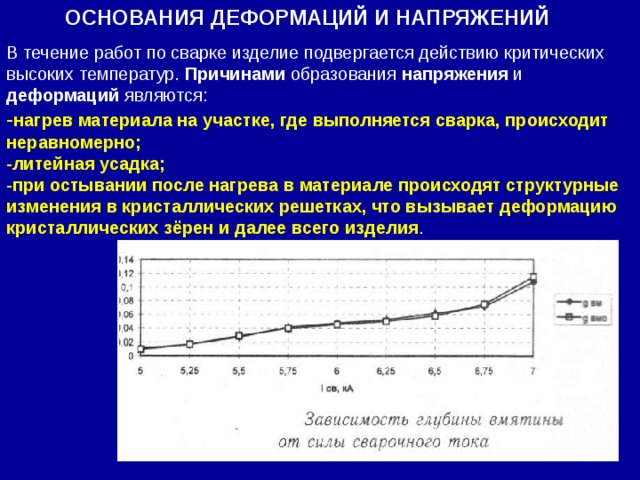
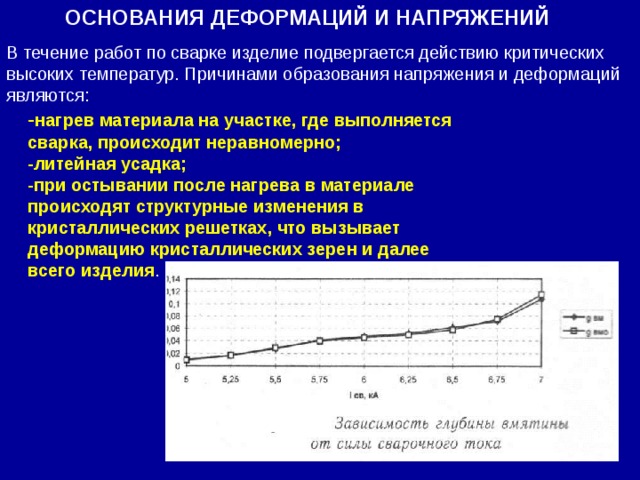
ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
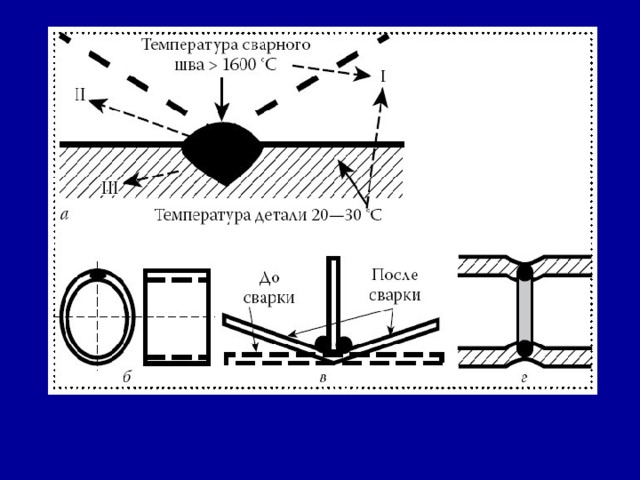
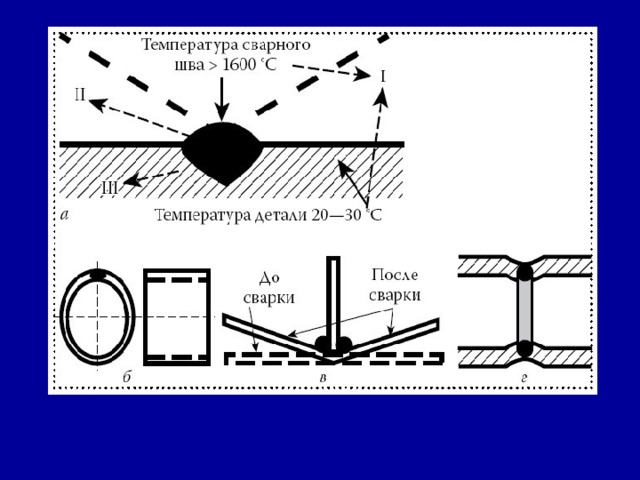
В течение работ по сварке изделие подвергается действию критических высоких температур. Причинами образования напряжения и деформаций являются:
- нагрев материала на участке, где выполняется сварка, происходит неравномерно;
-литейная усадка;
-при остывании после нагрева в материале происходят структурные изменения в кристаллических решетках, что вызывает деформацию кристаллических зёрен и далее всего изделия .
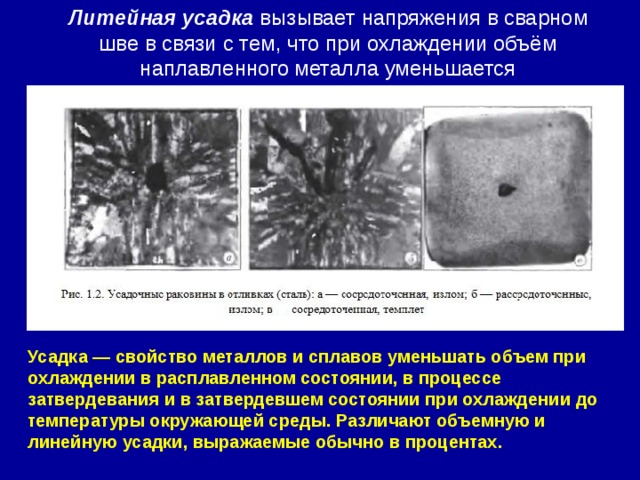
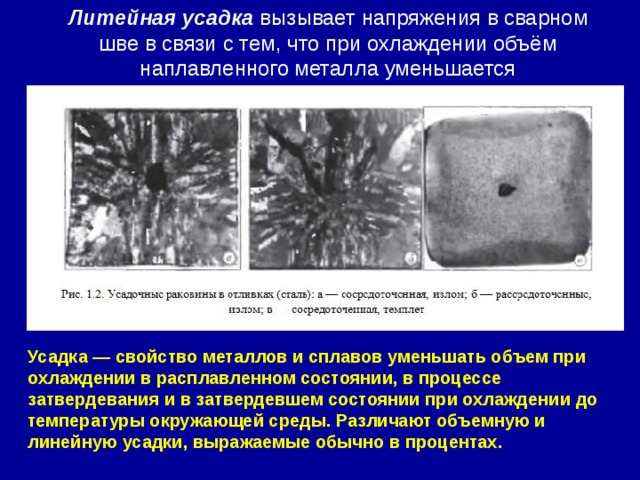
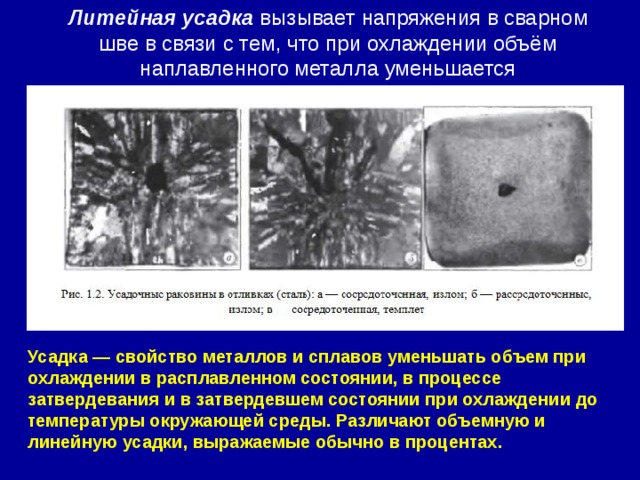
Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объём наплавленного металла уменьшается
Усадка — свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Различают объемную и линейную усадки, выражаемые обычно в процентах.
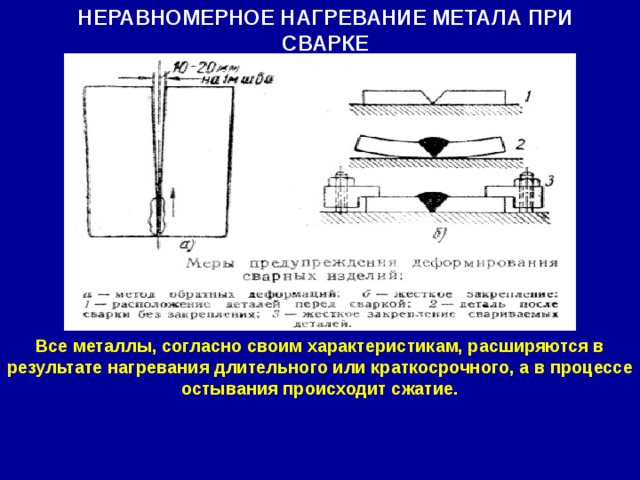
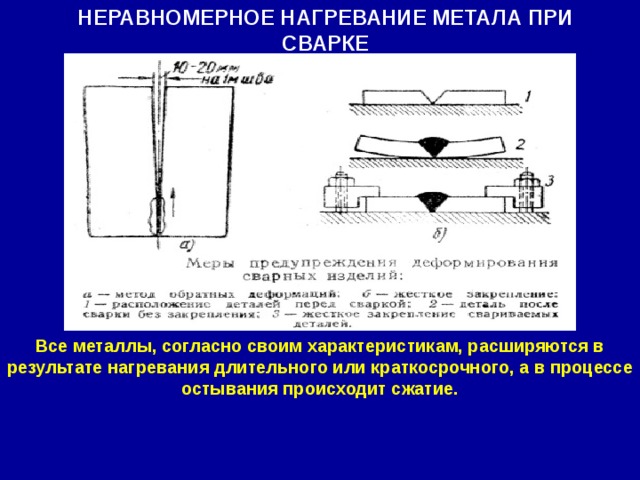
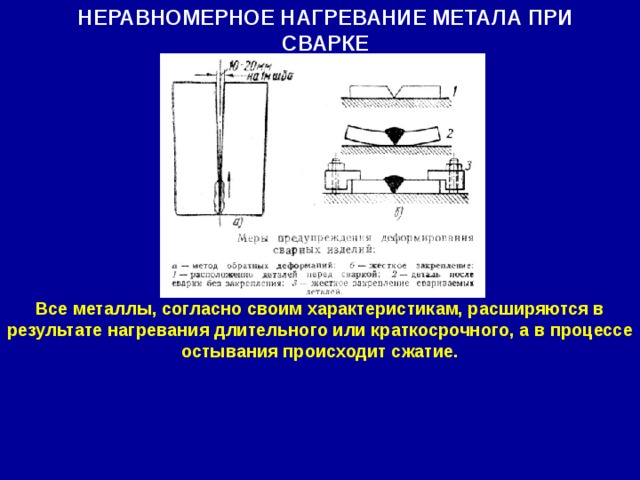
НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА ПРИ СВАРКЕ
Все металлы, согласно своим характеристикам, расширяются в результате нагревания длительного или краткосрочного, а в процессе остывания происходит сжатие.
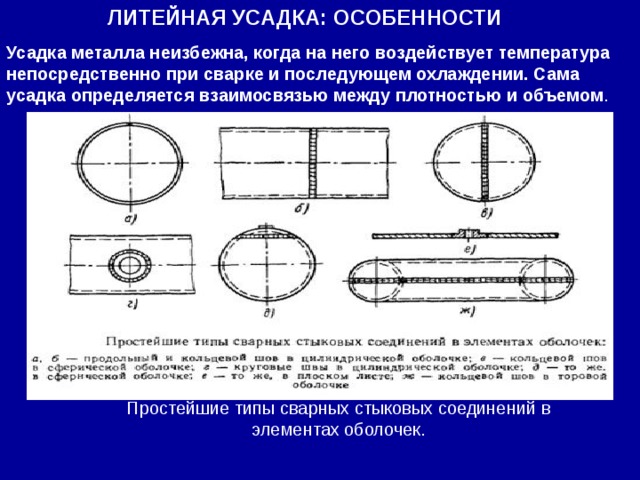
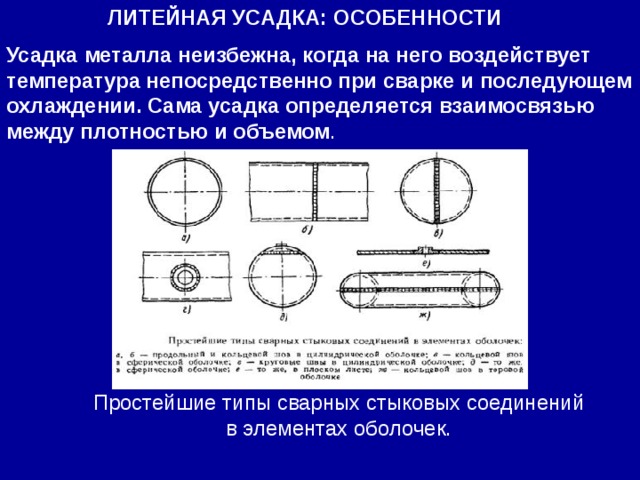
ЛИТЕЙНАЯ УСАДКА: ОСОБЕННОСТИ
Простейшие типы сварных стыковых соединений в элементах оболочек.
Усадка металла неизбежна, когда на него воздействует температура непосредственно при сварке и последующем охлаждении. Сама усадка определяется взаимосвязью между плотностью и объемом .
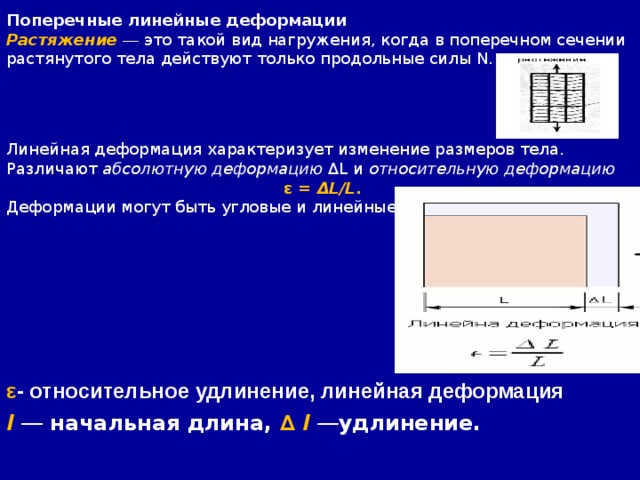
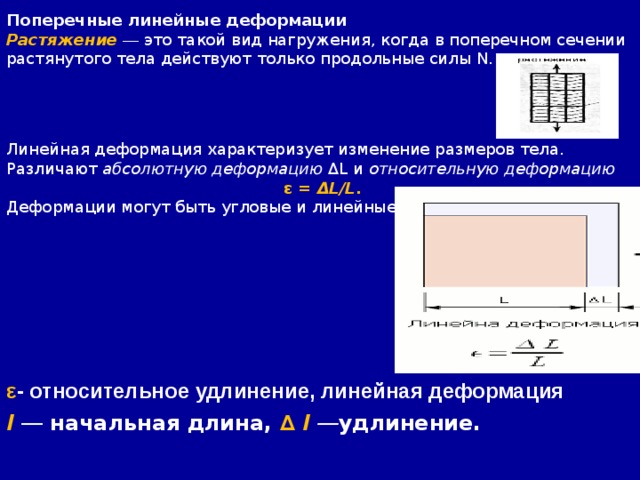
Поперечные линейные деформации
Растяжение — это такой вид нагружения, когда в поперечном сечении растянутого тела действуют только продольные силы N.
Линейная деформация характеризует изменение размеров тела. Различают абсолютную деформацию ΔL и относительную деформацию
ε = ΔL/L .
Деформации могут быть угловые и линейные.
ε - относительное удлинение, линейная деформация
l — начальная длина, ∆ l — удлинение.
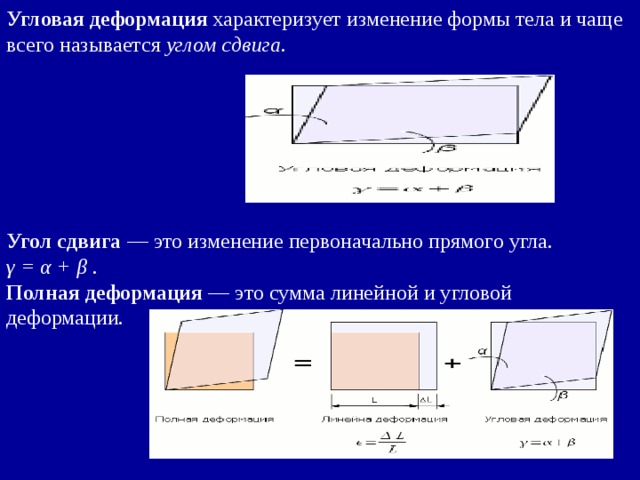
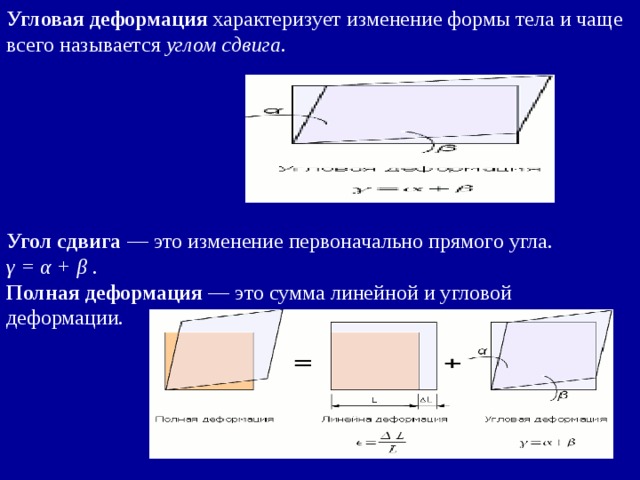
Угловая деформация характеризует изменение формы тела и чаще всего называется углом сдвига .
Угол сдвига — это изменение первоначально прямого угла.
γ = α + β .
Полная деформация — это сумма линейной и угловой деформации.
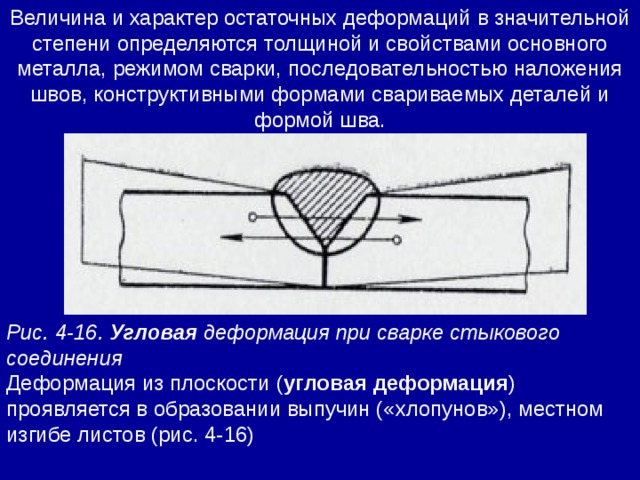
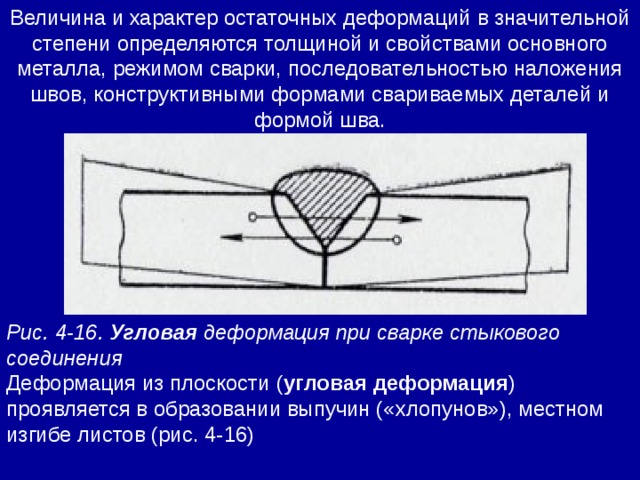
Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструктивными формами свариваемых деталей и формой шва.
Рис. 4-16. Угловая деформация при сварке стыкового соединения
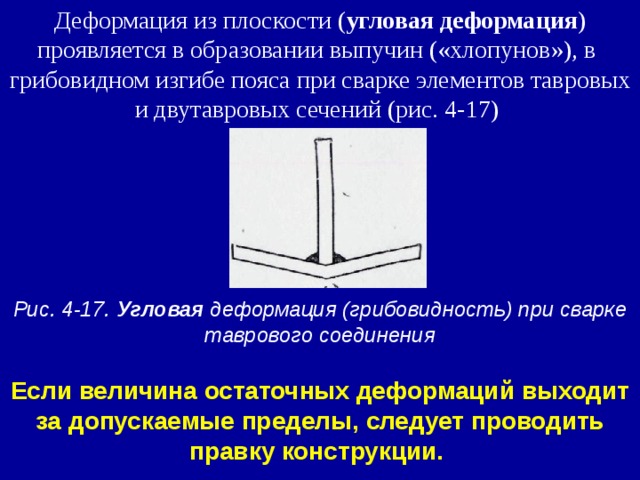
Деформация из плоскости ( угловая деформация ) проявляется в образовании выпучин («хлопунов»), местном изгибе листов (рис. 4-16)
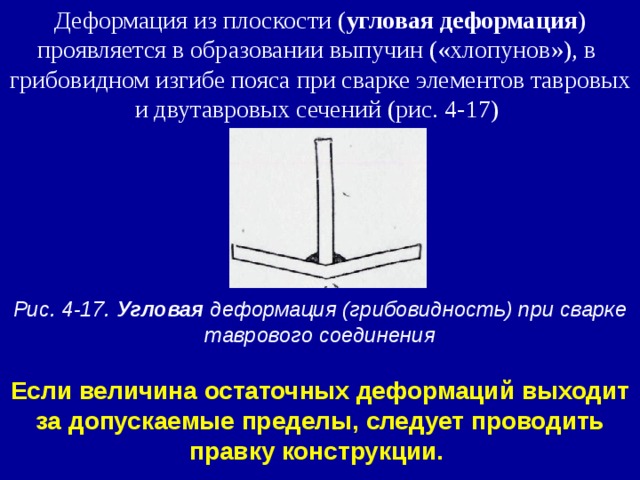
Деформация из плоскости ( угловая деформация ) проявляется в образовании выпучин («хлопунов»), в грибовидном изгибе пояса при сварке элементов тавровых и двутавровых сечений (рис. 4-17)
Если величина остаточных деформаций выходит за допускаемые пределы, следует проводить правку конструкции.
Рис. 4-17. Угловая деформация (грибовидность) при сварке таврового соединения
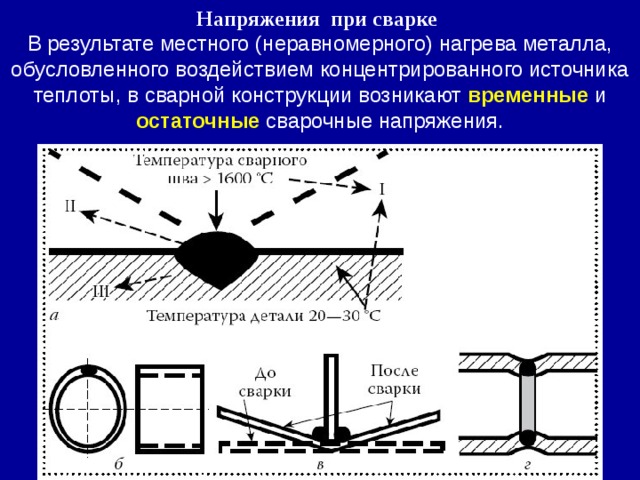
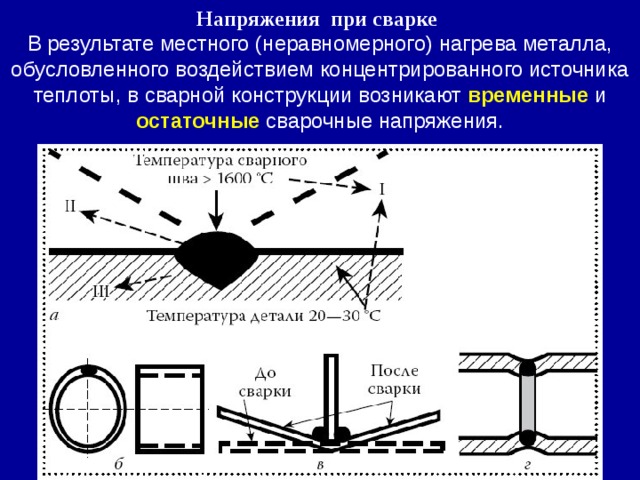
Напряжения при сварке
В результате местного (неравномерного) нагрева металла, обусловленного воздействием концентрированного источника теплоты, в сварной конструкции возникают временные и остаточные сварочные напряжения.

Виды напряжений
1. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры.
2.Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называют остаточными сварочными напряжениями или сварочными напряжениями
Они возникают в результате затруднений расширения и сжатия металла при его нагреве и остывании.
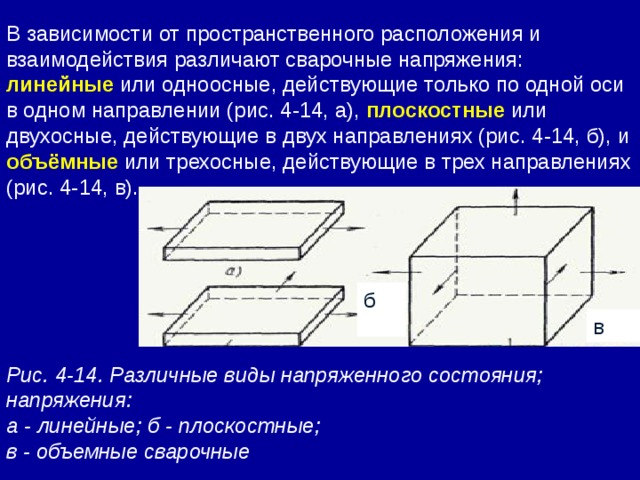
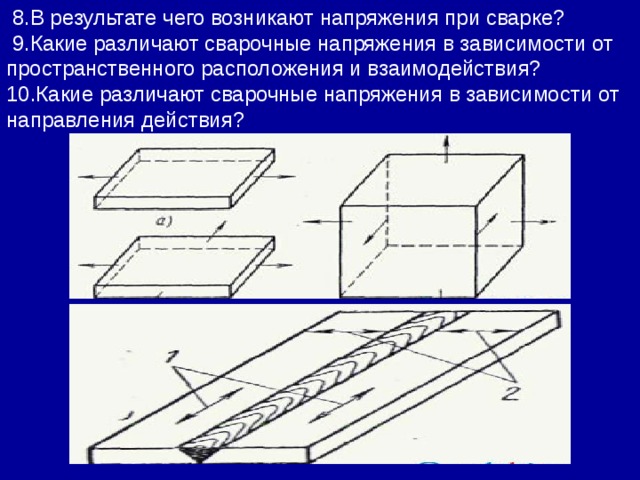
Рис. 4-14. Различные виды напряженного состояния; напряжения: а - линейные; б - плоскостные; в - объемные сварочные
В зависимости от пространственного расположения и взаимодействия различают сварочные напряжения: линейные или одноосные, действующие только по одной оси в одном направлении (рис. 4-14, а), плоскостные или двухосные, действующие в двух направлениях (рис. 4-14, б), и объёмные или трехосные, действующие в трех направлениях (рис. 4-14, в).
б
в
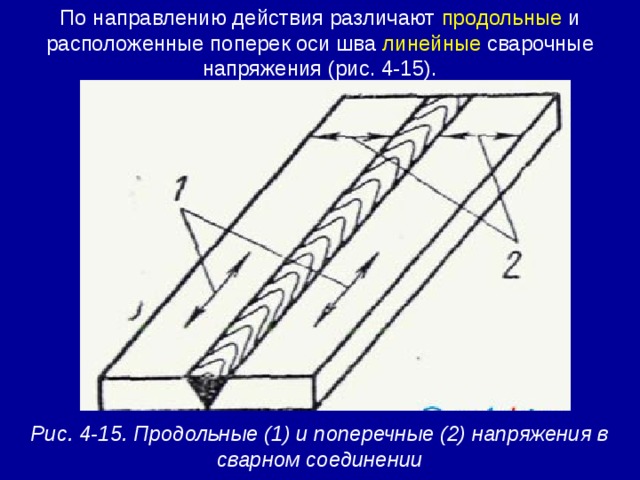
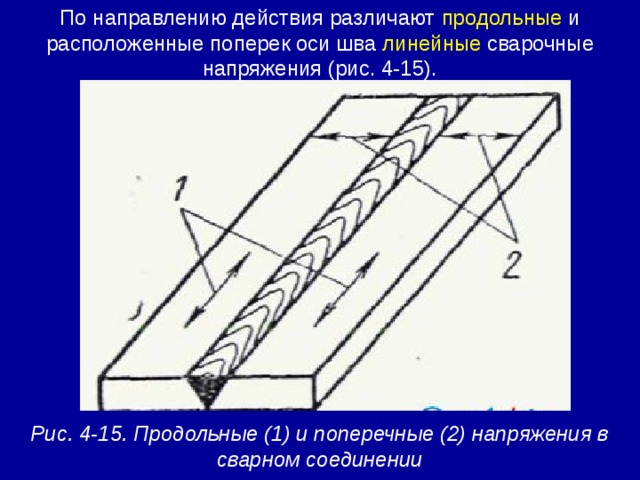
По направлению действия различают продольные и расположенные поперек оси шва линейные сварочные напряжения (рис. 4-15).
Рис. 4-15. Продольные (1) и поперечные (2) напряжения в сварном соединении
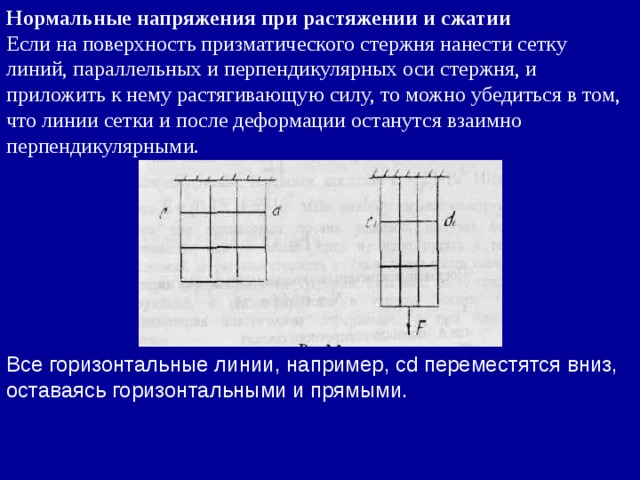
Нормальные напряжения при растяжении и сжатии
Если на поверхность призматического стержня нанести сетку линий, параллельных и перпендикулярных оси стержня, и приложить к нему растягивающую силу, то можно убедиться в том, что линии сетки и после деформации останутся взаимно перпендикулярными.
Все горизонтальные линии, например, cd переместятся вниз, оставаясь горизонтальными и прямыми.
Вопросы:
1.Что такое деформация?
2.Что такое литейная усадка?
3.Назовите виды деформаций.
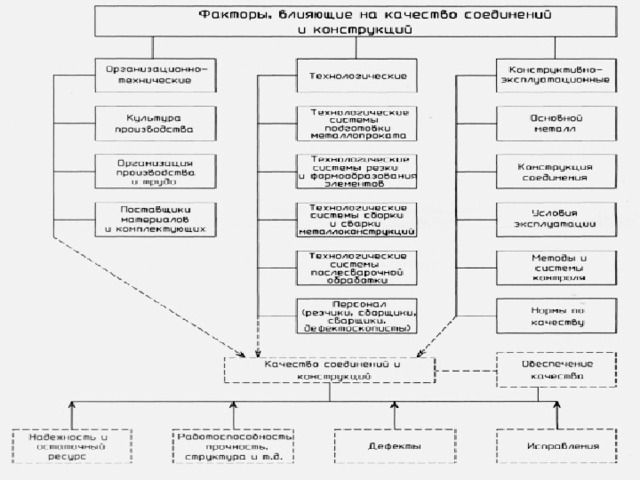
4.Назовите факторы, влияющие на качество сварного соединения.
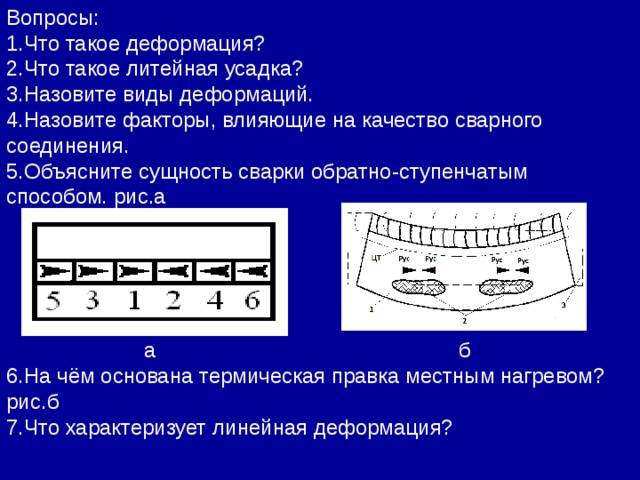
5.Объясните сущность сварки обратно-ступенчатым способом. рис.а
а б
6.На чём основана термическая правка местным нагревом? рис.б
7.Что характеризует линейная деформация?
Дефектами сварных швов и соединений называют различные отклонения от требований чертежа и условий выполнения сварочных работ, ухудшающих качество соединения:
эксплуатационные свойства,
герметичность,
сплошность.

Классификация сварочных швов.
ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ДЕФЕКТОВ СВАРОЧНЫХ СОЕДИНЕНИЙ
Основными причинами, которые приводят к образованию дефектов сварочных швов, являются:
* неправильная подготовка свариваемых поверхностей;
*несоответствие или неисправность сварочного инструмента;
*неправильный выбор защитных флюсов или газов и нарушение технологии их использования;
*недостаточная квалификация сварщика;
*несоблюдение в полной мере требуемых режимов сварки (мощность рабочего тока, длина дуги и др.).
РАЗНОВИДНОСТИ ДЕФЕКТОВ СВАРОЧНЫХ ШВОВ
Все дефекты таких соединений можно разделить на 2 основных типа:
*Внешние , которые можно обнаружить невооруженным глазом. Они могут проявляться в виде прожога, непровара и других признаков.
*Внутренние , которые проявляются в виде трещин, пор и других нежелательных образований.
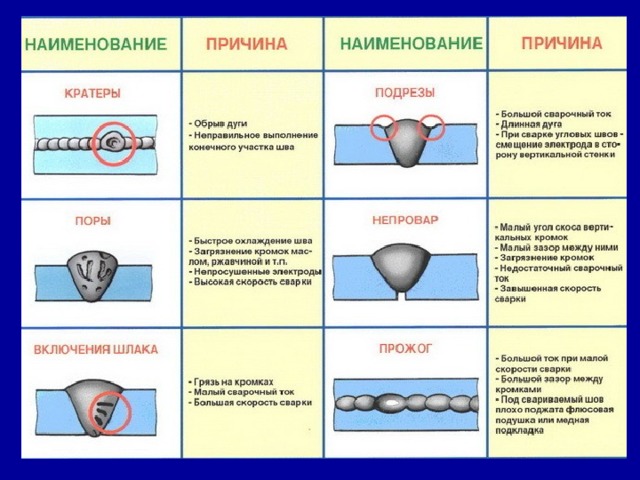
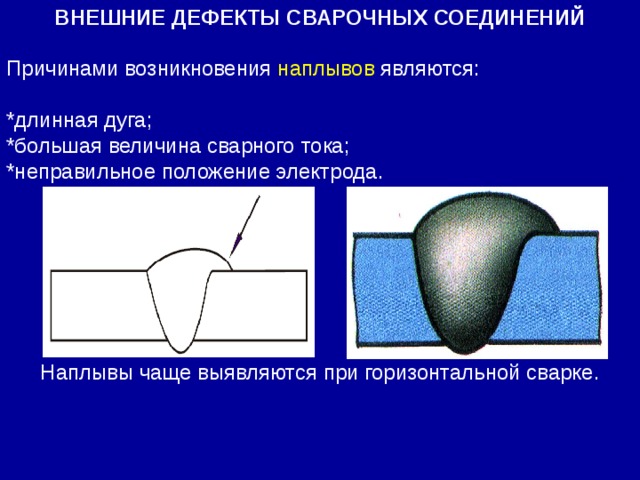
Причинами возникновения наплывов являются:
*длинная дуга;
*большая величина сварного тока;
*неправильное положение электрода.
ВНЕШНИЕ ДЕФЕКТЫ СВАРОЧНЫХ СОЕДИНЕНИЙ
Наплывы чаще выявляются при горизонтальной сварке.
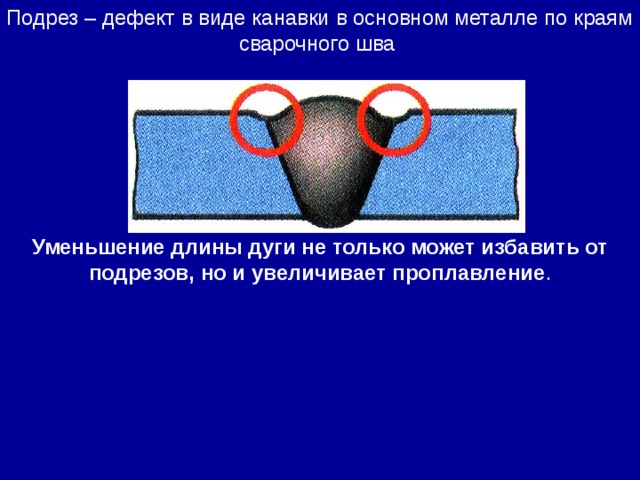
Подрез – дефект в виде канавки в основном металле по краям сварочного шва
Уменьшение длины дуги не только может избавить от подрезов, но и увеличивает проплавление .

Прожогами называются дефекты сварки, которые проявляются в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве.
Непровары – это локальные несплавления наплавленного металла с основным металлом или слоев шва между собой

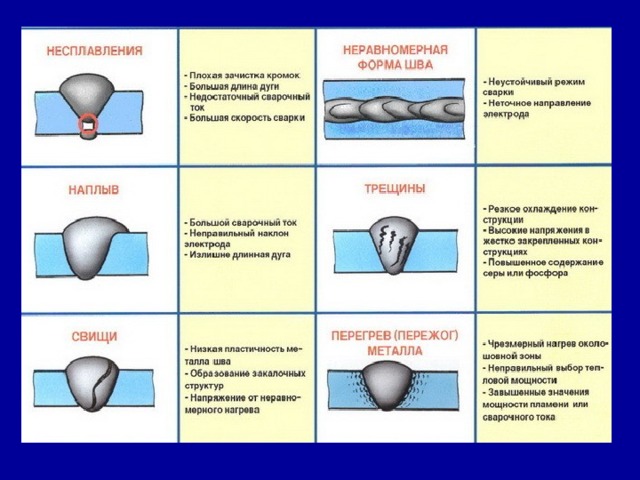
ВНУТРЕННИЕ ДЕФЕКТЫ СВАРОЧНЫХ СОЕДИНЕНИЙ
К самым распространенным внутренним дефектам относятся горячие, холодные трещины и поры.
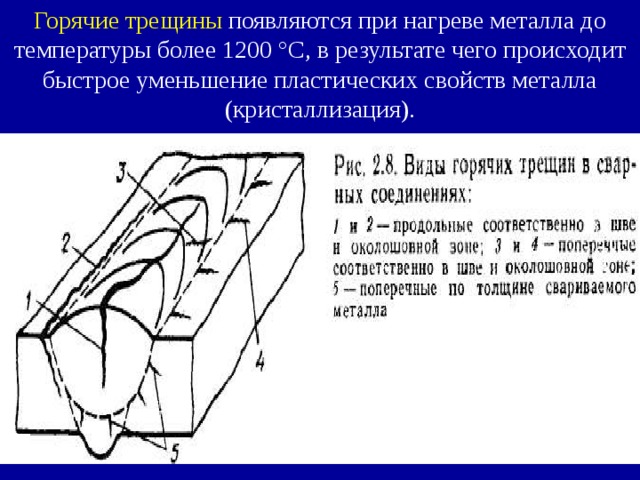
Горячие трещины появляются при нагреве металла до температуры более 1200 °С, в результате чего происходит быстрое уменьшение пластических свойств металла (кристаллизация).
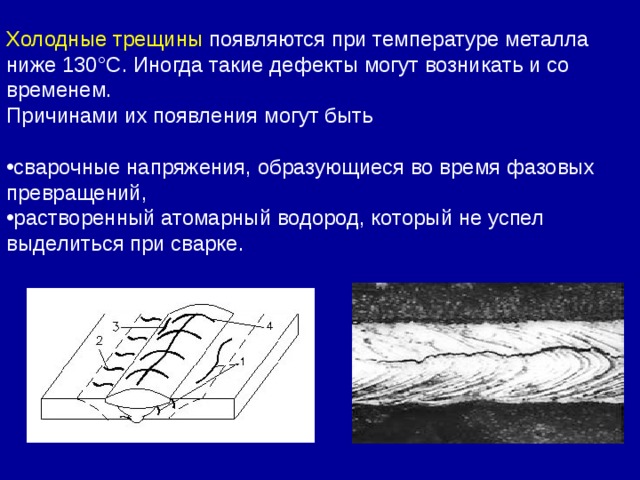
Холодные трещины появляются при температуре металла ниже 130°С. Иногда такие дефекты могут возникать и со временем.
Причинами их появления могут быть
- сварочные напряжения, образующиеся во время фазовых превращений,
- растворенный атомарный водород, который не успел выделиться при сварке.
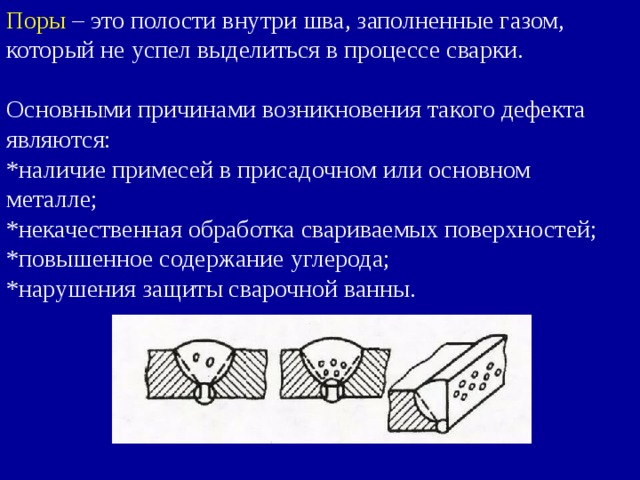
Поры – это полости внутри шва, заполненные газом, который не успел выделиться в процессе сварки.
Основными причинами возникновения такого дефекта являются:
*наличие примесей в присадочном или основном металле;
*некачественная обработка свариваемых поверхностей;
*повышенное содержание углерода;
*нарушения защиты сварочной ванны.

8.В результате чего возникают напряжения при сварке?
9.Какие различают сварочные напряжения в зависимости от пространственного расположения и взаимодействия?
10.Какие различают сварочные напряжения в зависимости от
направления действия?
Просмотр содержимого презентации
«Изучение поперечных линейных деформаций .»
Цели :
учебная: сформировать у студентов знания об деформациях и напряжениях, возникающих в процессе сварки.
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, подвергающихся деформации;
- научиться применять полученные знания на практике и в производственной деятельности.
16.02.17
Тема: линейные и угловые деформации .
План урока
1. СПОСОБЫ УМЕНЬШЕНИЯ ДЕФОРМАЦИЙ ПРИ СВАРКЕ.
2.ЛИНЕЙНАЯ ДЕФОРМАЦИЯ.
3.УГЛОВАЯ ДЕФОРМАЦИЯ.
4.НАПРЯЖЕНИЯ. ВИДЫ НАПРЯЖЕНИЙ.

Повторение пройденного материала
1.Что такое деформация?
2.Какие вам известны виды деформаций?
3.Приведите пример упругой и пластической деформации.
4.Назовите причины деформаций при сварке.
5.Чем можно охарактеризовать деформации при сваривании непосредственно самого металла?
Деформа́ция (от лат. deformatio — «искажение») — изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга.
Что из перечисленного относится к упругой , а что к пластической деформации:
резина, сталь, кость, сухожилие, олово, пластилин, замазка, воск, алюминий, медь, чугун, бревно, солидол.
чугун, бревно
олово, солидол, медь
Напряжением при сварочных работах принимают силу, которая имеет отношение к единичной площади элемента сварки. Данную характеристику металла можно разделить на процессы, которые вызваны растяжением, изгибом, кручением, сжатием и срезом.
-Когда соединение изменяет габариты или геометрические размеры в результате проведенной работы, то это деформация детали .
-Деформации бывают упругими или пластическими .
-Если форма и размеры способны вернуться в исходное состояние после прекращения работ, то подобная деформация носит названий упругой .
-Если геометрия изделия или его форма не возвращаются в изначальное положение, то такую характеристику называют пластической.
Если деформация приводит к серьезным геометрическим изменениям первоначального состояния изделия и его осей, то такую деформацию называют общей.
Деформации при сваривании непосредственно самого металла, которые возникают в процессе, можно охарактеризовать:
-прогибами свариваемых элементов;
-углом поворота в процессе работ;
-укорочениями, которые получаются в результате работы;
-величинами точек сварного шва;
-размерами выхода из плоскости, которая образует равновесие
Угловая деформация при сварке таврового соединения.
ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
В течение работ по сварке изделие подвергается действию критических высоких температур. Причинами образования напряжения и деформаций являются:
- нагрев материала на участке, где выполняется сварка, происходит неравномерно;
-литейная усадка;
-при остывании после нагрева в материале происходят структурные изменения в кристаллических решетках, что вызывает деформацию кристаллических зёрен и далее всего изделия .
Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объём наплавленного металла уменьшается
Усадка — свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Различают объемную и линейную усадки, выражаемые обычно в процентах.
НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА ПРИ СВАРКЕ
Все металлы, согласно своим характеристикам, расширяются в результате нагревания длительного или краткосрочного, а в процессе остывания происходит сжатие.

ЛИТЕЙНАЯ УСАДКА: ОСОБЕННОСТИ
Простейшие типы сварных стыковых соединений в элементах оболочек.
Усадка металла неизбежна, когда на него воздействует температура непосредственно при сварке и последующем охлаждении. Сама усадка определяется взаимосвязью между плотностью и объемом .
СПОСОБЫ УМЕНЬШЕНИЯ ДЕФОРМАЦИЙ ПРИ СВАРКЕ.
До выполнения сварочных швов .
На этапе проектирования металлической конструкции рассматриваются взаимодействия металлов, которые будут участвовать в сварке.
В процессе выполнения сварки.
На данном этапе необходимо правильно выбрать последовательность, с которой будут выполняться сварные швы

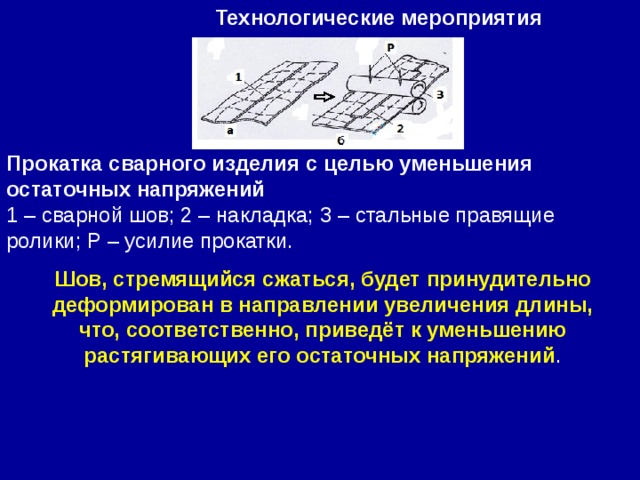
Технологические мероприятия
Прокатка сварного изделия с целью уменьшения остаточных напряжений
1 – сварной шов; 2 – накладка; 3 – стальные правящие ролики; Р – усилие прокатки.
Шов, стремящийся сжаться, будет принудительно деформирован в направлении увеличения длины, что, соответственно, приведёт к уменьшению растягивающих его остаточных напряжений .
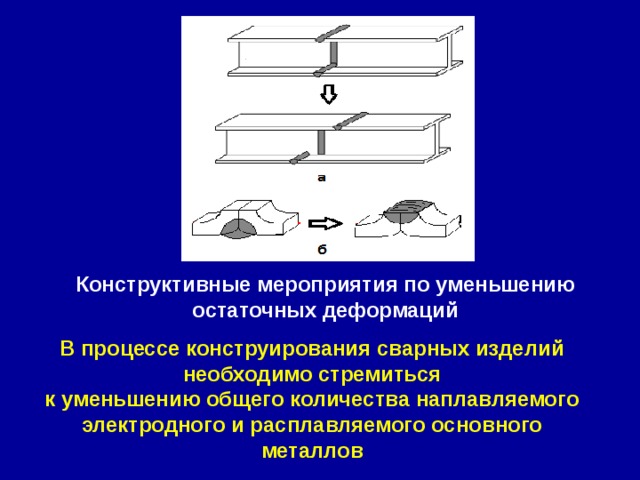
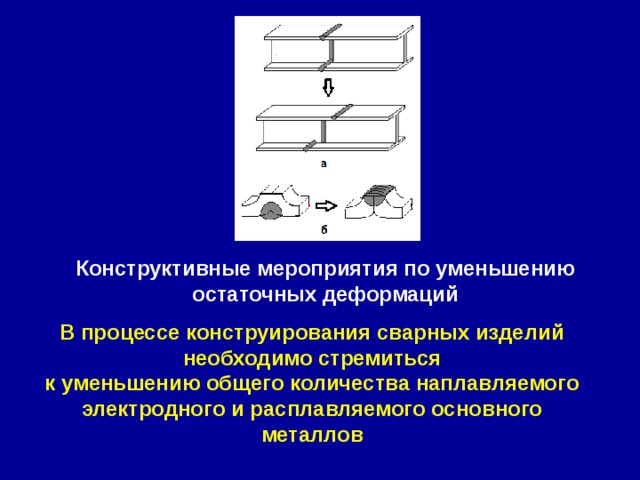
Конструктивные мероприятия по уменьшению остаточных деформаций
В процессе конструирования сварных изделий необходимо стремиться
к уменьшению общего количества наплавляемого электродного и расплавляемого основного металлов

Конструктивные мероприятия по уменьшению угловых деформаций.
При проектировании сварной конструкции необходимо предусматривать конструктивные элементы, снижающие угловые деформации .
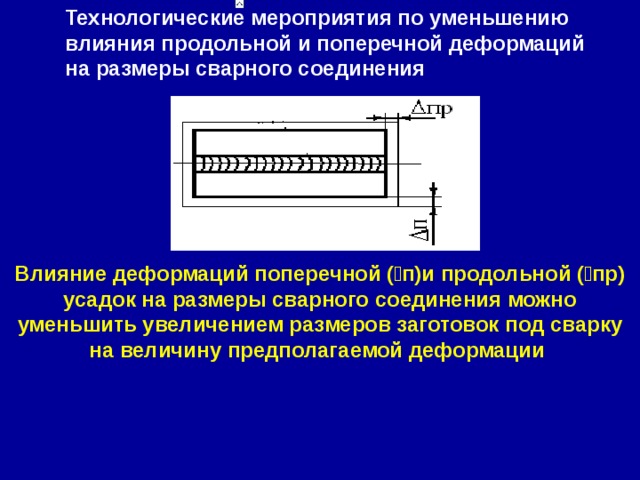
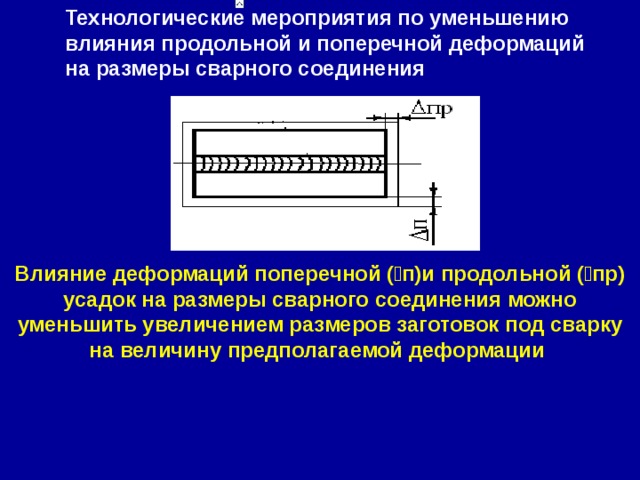
Технологические мероприятия по уменьшению влияния продольной и поперечной деформаций на размеры сварного соединения
Влияние деформаций поперечной (п)и продольной (пр) усадок на размеры сварного соединения можно уменьшить увеличением размеров заготовок под сварку на величину предполагаемой деформации
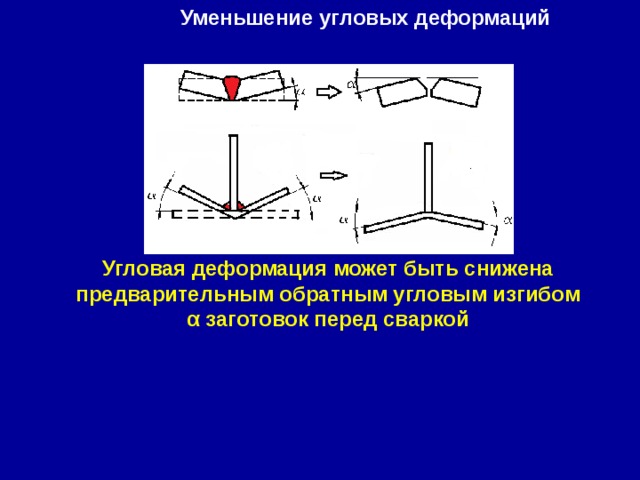
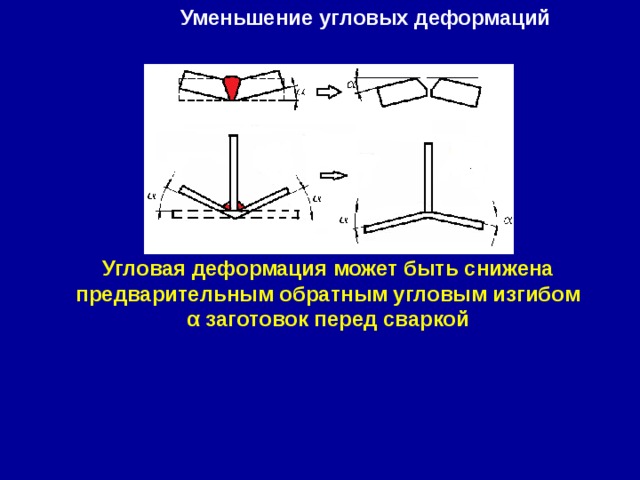
Уменьшение угловых деформаций
Угловая деформация может быть снижена предварительным обратным угловым изгибом α заготовок перед сваркой
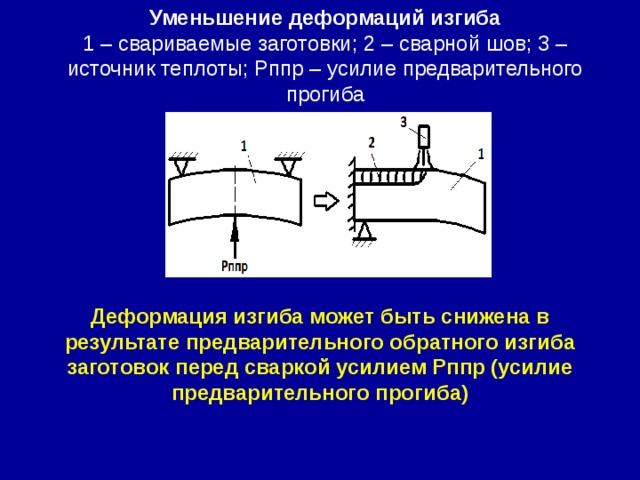
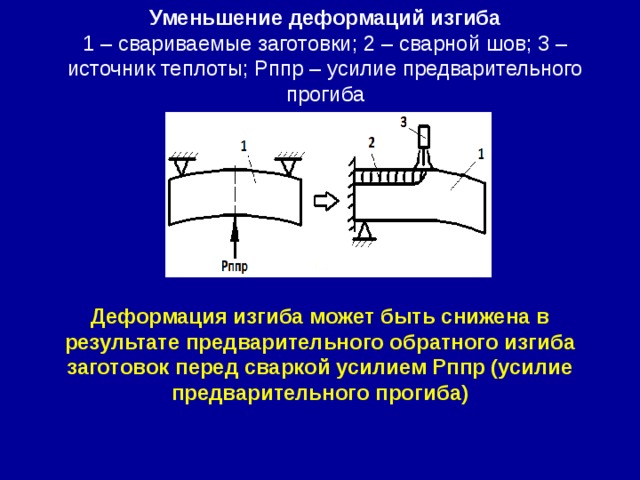
Уменьшение деформаций изгиба
1 – свариваемые заготовки; 2 – сварной шов; 3 – источник теплоты; Рппр – усилие предварительного прогиба
Деформация изгиба может быть снижена в результате предварительного обратного изгиба заготовок перед сваркой усилием Рппр (усилие предварительного прогиба)
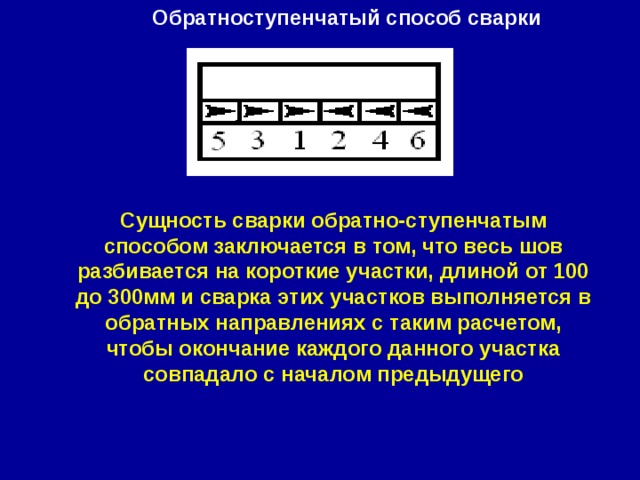
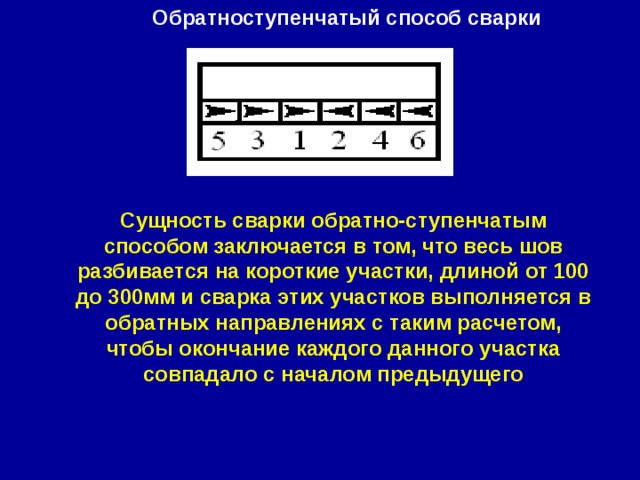
Обратноступенчатый способ сварки
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов разбивается на короткие участки, длиной от 100 до 300мм и сварка этих участков выполняется в обратных направлениях с таким расчетом, чтобы окончание каждого данного участка совпадало с началом предыдущего
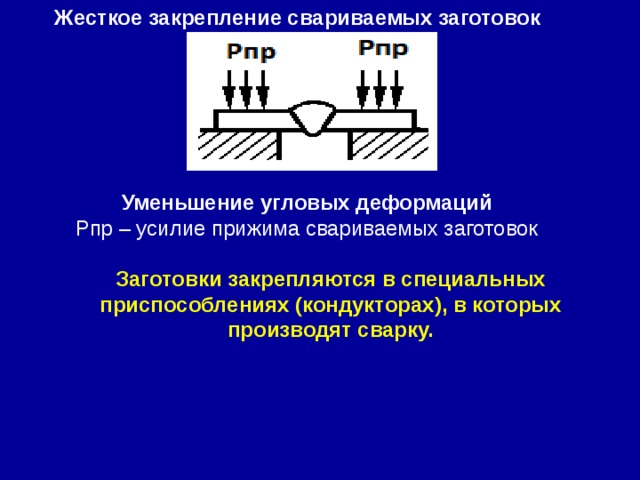
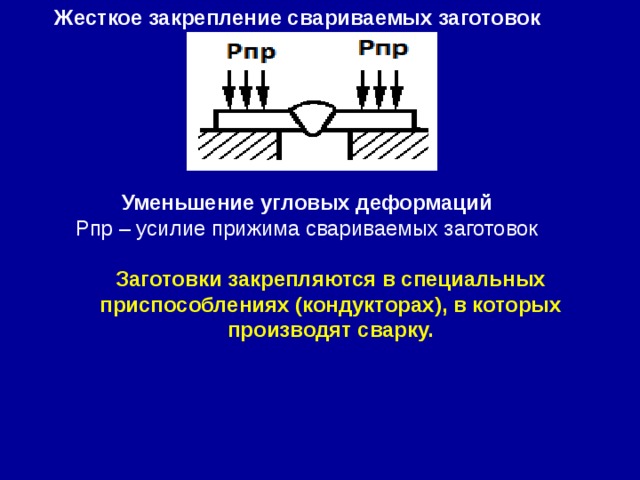
Жесткое закрепление свариваемых заготовок
Уменьшение угловых деформаций
Рпр – усилие прижима свариваемых заготовок
Заготовки закрепляются в специальных приспособлениях (кондукторах), в которых производят сварку.
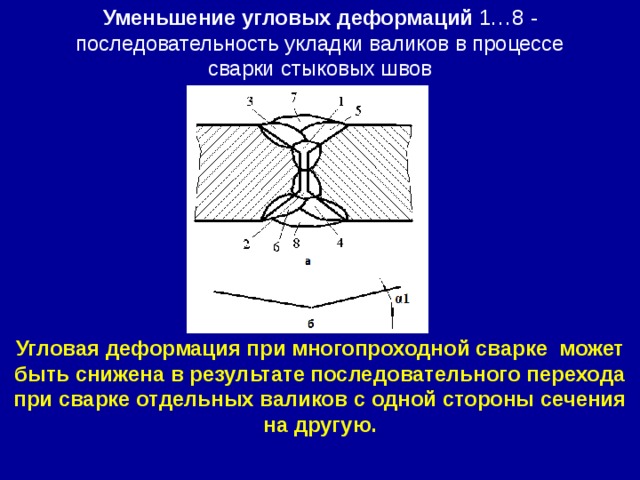
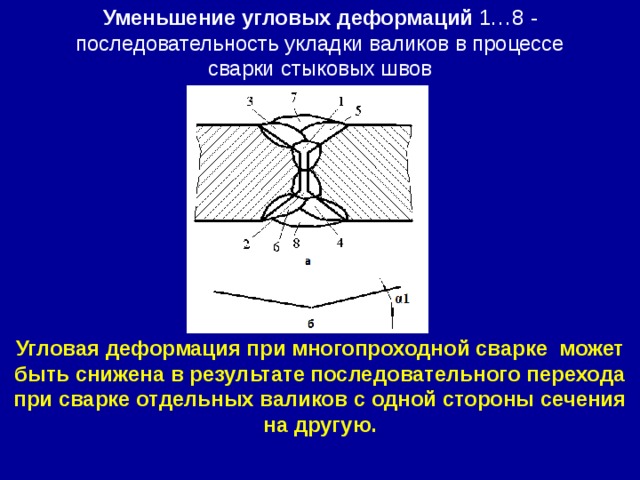
Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сварки стыковых швов
Угловая деформация при многопроходной сварке может быть снижена в результате последовательного перехода при сварке отдельных валиков с одной стороны сечения на другую.
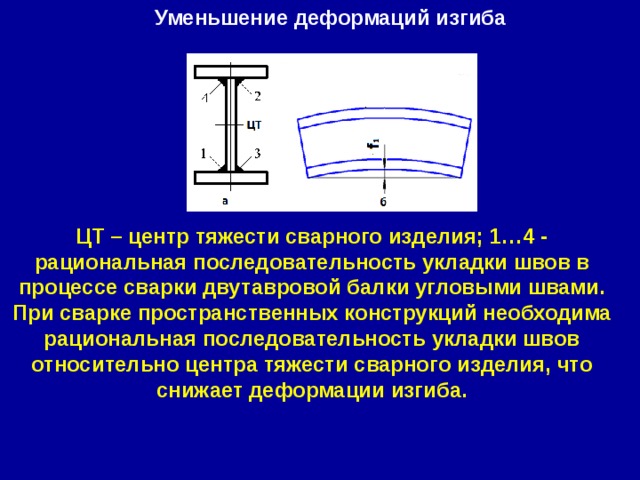
Уменьшение деформаций изгиба
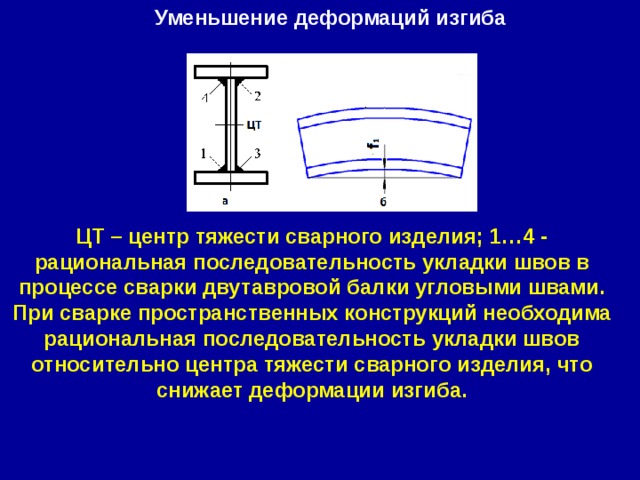
ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность укладки швов в процессе сварки двутавровой балки угловыми швами.
При сварке пространственных конструкций необходима рациональная последовательность укладки швов относительно центра тяжести сварного изделия, что снижает деформации изгиба.

Термическая правка местным нагревом
1- форма изделия после сварки; 2- зоны нагрева; 3 – форма изделия после термической правки; Рус –усадка нагретых зон в процессе охлаждения; ЦТ – центр тяжести сварного изделия
Термическая правка местным нагревом основана на пластическом сжатии растянутых участков изделия (выпуклой стороны изделия). При правке этим способом отдельные участки сварного соединения нагреваются до температур термопластического состояния (1000 – 1200 0 С).
Поперечные линейные деформации
Растяжение — это такой вид нагружения, когда в поперечном сечении растянутого тела действуют только продольные силы N.
Линейная деформация характеризует изменение размеров тела. Различают абсолютную деформацию ΔL и относительную деформацию
ε = ΔL/L .
Деформации могут быть угловые и линейные.
ε - относительное удлинение, линейная деформация
l — начальная длина, ∆ l — удлинение.
Угловая деформация характеризует изменение формы тела и чаще всего называется углом сдвига .
Угол сдвига — это изменение первоначально прямого угла.
γ = α + β .
Полная деформация — это сумма линейной и угловой деформации.
Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструктивными формами свариваемых деталей и формой шва.
Рис. 4-16. Угловая деформация при сварке стыкового соединения
Деформация из плоскости ( угловая деформация ) проявляется в образовании выпучин («хлопунов»), местном изгибе листов (рис. 4-16)
Деформация из плоскости ( угловая деформация ) проявляется в образовании выпучин («хлопунов»), в грибовидном изгибе пояса при сварке элементов тавровых и двутавровых сечений (рис. 4-17)
Если величина остаточных деформаций выходит за допускаемые пределы, следует проводить правку конструкции.
Рис. 4-17. Угловая деформация (грибовидность) при сварке таврового соединения
Напряжения при сварке
В результате местного (неравномерного) нагрева металла, обусловленного воздействием концентрированного источника теплоты, в сварной конструкции возникают временные и остаточные сварочные напряжения.

Виды напряжений
1. Временные сварочные напряжения наблюдаются только в определенный момент сварки в процессе изменения температуры.
2.Напряжения, существующие после окончания сварки конструкции и полного ее остывания, называют остаточными сварочными напряжениями или сварочными напряжениями
Они возникают в результате затруднений расширения и сжатия металла при его нагреве и остывании.
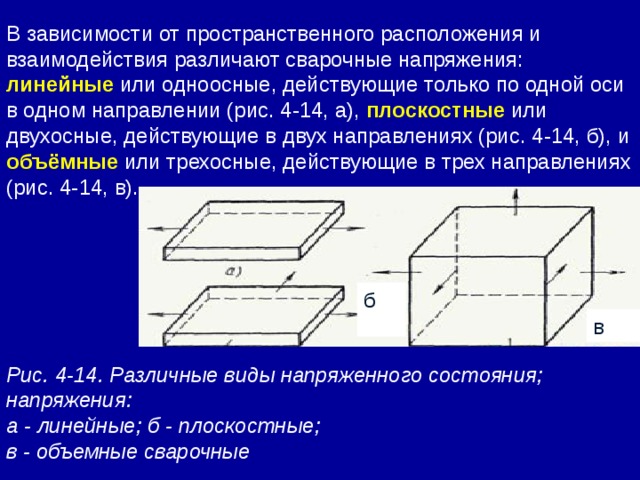
Рис. 4-14. Различные виды напряженного состояния; напряжения: а - линейные; б - плоскостные; в - объемные сварочные
В зависимости от пространственного расположения и взаимодействия различают сварочные напряжения: линейные или одноосные, действующие только по одной оси в одном направлении (рис. 4-14, а), плоскостные или двухосные, действующие в двух направлениях (рис. 4-14, б), и объёмные или трехосные, действующие в трех направлениях (рис. 4-14, в).
б
в
По направлению действия различают продольные и расположенные поперек оси шва линейные сварочные напряжения (рис. 4-15).
Рис. 4-15. Продольные (1) и поперечные (2) напряжения в сварном соединении

Вопросы:
1.Что такое деформация?
2.Что такое литейная усадка?
3.Назовите виды деформаций.
4.Назовите факторы, влияющие на качество сварного соединения.
5.Объясните сущность сварки обратно-ступенчатым способом. рис.а
а б
6.На чём основана термическая правка местным нагревом? рис.б
7.Что характеризует линейная деформация?
8.В результате чего возникают напряжения при сварке?
9.Какие различают сварочные напряжения в зависимости от пространственного расположения и взаимодействия?
10.Какие различают сварочные напряжения в зависимости от
направления действия?
Просмотр содержимого презентации
«деформации»
Цели :
учебная: сформировать у студентов знания об деформациях и напряжениях, возникающих в процессе сварки.
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, подвергающихся деформации;
- научиться применять полученные знания на практике и в производственной деятельности.
Тема: Деформации и напряжения при сварке.
План урока
1.ОПРЕДЕЛЕНИЯ И РАЗНОВИДНОСТИ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ 2.ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
3. НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА ПРИ СВАРКЕ
4. ЛИТЕЙНАЯ УСАДКА: ОСОБЕННОСТИ

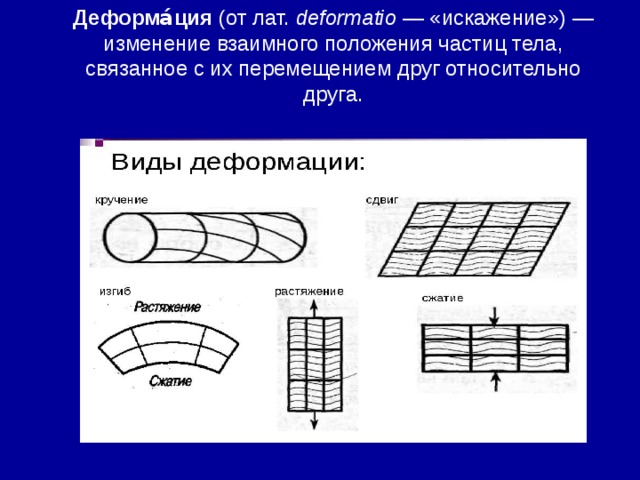
Деформа́ция (от лат. deformatio — «искажение») — изменение взаимного положения частиц тела, связанное с их перемещением друг относительно друга.
Напряжением при сварочных работах принимают силу, которая имеет отношение к единичной площади элемента сварки. Данную характеристику металла можно разделить на процессы, которые вызваны растяжением, изгибом, кручением, сжатием и срезом.
-Когда соединение изменяет габариты или геометрические размеры в результате проведенной работы, то это деформация детали .
-Деформации бывают упругими или пластическими .
-Если форма и размеры способны вернуться в исходное состояние после прекращения работ, то подобная деформация носит названий упругой .
-Если геометрия изделия или его форма не возвращаются в изначальное положение, то такую характеристику называют пластической.
Если деформация приводит к серьезным геометрическим изменениям первоначального состояния изделия и его осей, то такую деформацию называют общей.
Деформации при сваривании непосредственно самого металла, которые возникают в процессе, можно охарактеризовать:
-прогибами свариваемых элементов;
-углом поворота в процессе работ;
-укорочениями, которые получаются в результате работы;
-величинами точек сварного шва;
-размерами выхода из плоскости, которая образует равновесие
Угловая деформация при сварке таврового соединения.
ОСНОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
В течение работ по сварке изделие подвергается действию критических высоких температур. Причинами образования напряжения и деформаций являются:
- нагрев материала на участке, где выполняется сварка, происходит неравномерно;
-литейная усадка;
-при остывании после нагрева в материале происходят структурные изменения в кристаллических решетках, что вызывает деформацию кристаллических зерен и далее всего изделия .
Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объём наплавленного металла уменьшается
Усадка — свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Различают объемную и линейную усадки, выражаемые обычно в процентах.
НЕРАВНОМЕРНОЕ НАГРЕВАНИЕ МЕТАЛА ПРИ СВАРКЕ
Все металлы, согласно своим характеристикам, расширяются в результате нагревания длительного или краткосрочного, а в процессе остывания происходит сжатие.
ЛИТЕЙНАЯ УСАДКА: ОСОБЕННОСТИ
Простейшие типы сварных стыковых соединений в элементах оболочек.
Усадка металла неизбежна, когда на него воздействует температура непосредственно при сварке и последующем охлаждении. Сама усадка определяется взаимосвязью между плотностью и объемом .
МЕРЫ, КОТОРЫЕ СНИЖАЮТ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ МЕТАЛЛА ПРИ СВАРКЕ
До выполнения сварочных швов .
На этапе проектирования металлической конструкции рассматриваются взаимодействия металлов, которые будут участвовать в сварке.
В процессе выполнения сварки.
На данном этапе необходимо правильно выбрать последовательность, с которой будут выполняться сварные швы
Технологические мероприятия
Прокатка сварного изделия с целью уменьшения остаточных напряжений
1 – сварной шов; 2 – накладка; 3 – стальные правящие ролики; Р – усилие прокатки.
Шов, стремящийся сжаться, будет принудительно деформирован в направлении увеличения длины, что, соответственно, приведёт к уменьшению растягивающих его остаточных напряжений .
Конструктивные мероприятия по уменьшению остаточных деформаций
В процессе конструирования сварных изделий необходимо стремиться
к уменьшению общего количества наплавляемого электродного и расплавляемого основного металлов

Конструктивные мероприятия по уменьшению угловых деформаций.
При проектировании сварной конструкции необходимо предусматривать конструктивные элементы, снижающие угловые деформации .
Технологические мероприятия по уменьшению влияния продольной и поперечной деформаций на размеры сварного соединения
Влияние деформаций поперечной (п)и продольной (пр) усадок на размеры сварного соединения можно уменьшить увеличением размеров заготовок под сварку на величину предполагаемой деформации
Уменьшение угловых деформаций
Угловая деформация может быть снижена предварительным обратным угловым изгибом α заготовок перед сваркой
Уменьшение деформаций изгиба
1 – свариваемые заготовки; 2 – сварной шов; 3 – источник теплоты; Рппр – усилие предварительного прогиба
Деформация изгиба может быть снижена в результате предварительного обратного изгиба заготовок перед сваркой усилием Рппр (усилие предварительного прогиба)
Обратноступенчатый способ сварки
Сущность сварки обратно-ступенчатым способом заключается в том, что весь шов разбивается на короткие участки, длиной от 100 до 300мм и сварка этих участков выполняется в обратных направлениях с таким расчетом, чтобы окончание каждого данного участка совпадало с началом предыдущего
Жесткое закрепление свариваемых заготовок
Уменьшение угловых деформаций
Рпр – усилие прижима свариваемых заготовок
Заготовки закрепляются в специальных приспособлениях (кондукторах), в которых производят сварку.
Уменьшение угловых деформаций 1…8 - последовательность укладки валиков в процессе сварки стыковых швов
Угловая деформация при многопроходной сварке может быть снижена в результате последовательного перехода при сварке отдельных валиков с одной стороны сечения на другую.
Уменьшение деформаций изгиба
ЦТ – центр тяжести сварного изделия; 1…4 - рациональная последовательность укладки швов в процессе сварки двутавровой балки угловыми швами.
При сварке пространственных конструкций необходима рациональная последовательность укладки швов относительно центра тяжести сварного изделия, что снижает деформации изгиба.

Термическая правка местным нагревом
1- форма изделия после сварки; 2- зоны нагрева; 3 – форма изделия после термической правки; Рус –усадка нагретых зон в процессе охлаждения; ЦТ – центр тяжести сварного изделия
Термическая правка местным нагревом основана на пластическом сжатии растянутых участков изделия (выпуклой стороны изделия). При правке этим способом отдельные участки сварного соединения нагреваются до температур термопластического состояния (1000 – 1200 0 С).
Вопросы:
1.Что такое деформация?
2.Что такое литейная усадка?
3.Назовите виды деформаций.
4.Назовите факторы, влияющие на качество сварного соединения.








Предмет: Технология (мальчики)
Категория: Презентации
Целевая
аудитория: 1 класс.
Урок соответствует ФГОС
Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

2040 руб.
3140 руб.

2060 руб.
3170 руб.

1980 руб.
3040 руб.

1730 руб.
2660 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства