Тип урока:Урок совершенствования умений и навыков.
Саба?ты? ма?саты
Цель урока
Білімдік
Образовательная: Закрепить навыки по наплавки электрической дугой. Разобрать распространенные дефекты при наплавке электрической дугой.
Т?рбиелік
Воспитывающая: Ответственного отношения к учебному труду.
Дамытышулы?
Развивающая: развивать технологическое мышление и профессиональную интуицию;
Саба? ?ткізу орны
Место проведения занятия: Учебная мастерская сварщиков.
Саба?та орындалаты? о?у-?ндірістік ж?мыстар
Учебно-производственные работы, выполняемые на уроке:
1. Подготовка металла к наплавке;
2. Наплавка на плоскую поверхность;
3. Наплавка тел вращения тремя способами (по образующей, по окружности, по спирали).
Саба?ты? жабды?талыуы:
Материально-техническое оснащение урока: Ручной слесарный инструмент, листовая сталь Ст-3, толщиной 4 мм, электросварочное оборудование, электроды диаметром 3мм, заготовки цилиндрической формы, раздаточный материал.
О?у ?дісі
Методы обучения: Объяснение, показ трудовых приемов.
Саба?ты? барысы
Ход урока
I. ?йымдастыру кезені
Организационная часть: Проверить по журналу явку учащихся.
II. Кіріспе н?с?ау
1. Сообщение темы урока, постановка цели.
2. Объяснение материала.
Общие сведения о наплавке
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости. Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах - от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
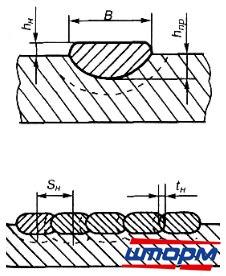
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3 - 0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис. 1).
Рис. 1. Схема наплавки слоев:
В, hн, hпр - соответственно ширина валика, а - по образующей, б - по окружности. в - высота наплавки, глубина проплавления, Sн - по винтовой линии шаг наплавки.
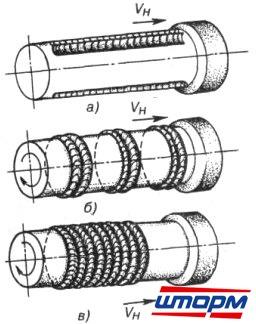
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис. 2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии.
Рис. 2. Наплавка тел вращения:
В, hн, hпр - соответственно ширина валика, а - по образующей, б - по окружности, в - высота наплавки, глубина проплавления, Sн - по винтовой линии шаг наплавки.
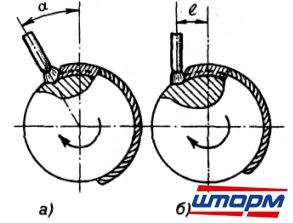
Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стека-ния расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис. 3).
Рис. 3. Смещение электрода при наплавке тел вращения: а - наклонно расположенным электродом, б - с вертикальным расположением электрода
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений. Нередко термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
3. Проведение инструктажа по ТБ, ПБ и охране труда при проведении электросварочных работ.
4. Выдать спец. одежду, материал и инструменты необходимые для выполнения задания.
III. О?ушыларды? ?здік ж?мысы
Самостоятельная работа учащихся:
Подготовка металла к сварке;
2. Наплавка на плоскую поверхность;
3. Наплавка тел вращения тремя способами (по образующей, по окружности, по спирали).
IV.К?нделікті н?с?ау
Текущий инструктаж:
1. Проверка правильности подготовки газосварочного оборудования к работе с соблюдением всех требований;
2. Проверка правильности выполнения трудовых приемов;
3. Проверка соблюдений правил техники безопасности всеми учащимися.
V.Ж?мыс орындары? жинау
Уборка рабочих мест:
1. Принять рабочие места учащихся;
2. Принять инструменты и приспособления;
VI. ?орытынды н?с?ау
Заключительный инструктаж:
Указать на допущенные ошибки, и нарушения правил техники безопасности. Прокоментировать каждую работу. Разобрать типичные ошибки. Выстовить оценки.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Наплавка электрической дугой»
Оқу өндірістік сабақтың жоспары (6 сағат)
План урока производственного обучения (6 часов)
Сабақтың тақырыбы
Тема урока: Наплавка электрической дугой.
Сабақтың түрі
Тип урока:Урок совершенствования умений и навыков.
Сабақтың мақсаты
Цель урока
Білімдік
Образовательная: Закрепить навыки по наплавки электрической дугой. Разобрать распространенные дефекты при наплавке электрической дугой.
Тәрбиелік
Воспитывающая: Ответственного отношения к учебному труду.
Дамытышулық
Развивающая: развивать технологическое мышление и профессиональную интуицию;
Сабақ өткізу орны
Место проведения занятия: Учебная мастерская сварщиков.
Сабақта орындалатың оқу-өндірістік жұмыстар
Учебно-производственные работы, выполняемые на уроке:
1. Подготовка металла к наплавке;
2. Наплавка на плоскую поверхность;
3. Наплавка тел вращения тремя способами (по образующей, по окружности, по спирали).
Сабақтың жабдықталыуы:
Материально-техническое оснащение урока: Ручной слесарный инструмент, листовая сталь Ст-3, толщиной 4 мм, электросварочное оборудование, электроды диаметром 3мм, заготовки цилиндрической формы, раздаточный материал.
Оқу әдісі
Методы обучения: Объяснение, показ трудовых приемов.
Сабақтың барысы
Ход урока
I. Ұйымдастыру кезені
Организационная часть: Проверить по журналу явку учащихся.
II. Кіріспе нұсқау
1. Сообщение темы урока, постановка цели.
2. Объяснение материала.
Общие сведения о наплавке
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости. Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах - от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3 - 0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др. Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис. 1).
Рис. 1. Схема наплавки слоев:
В, hн, hпр - соответственно ширина валика, а - по образующей, б - по окружности. в - высота наплавки, глубина проплавления, Sн - по винтовой линии шаг наплавки.
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис. 2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии.
Рис. 2. Наплавка тел вращения:
В, hн, hпр - соответственно ширина валика, а - по образующей, б - по окружности, в - высота наплавки, глубина проплавления, Sн - по винтовой линии шаг наплавки.
Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стека-ния расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис. 3).
Рис. 3. Смещение электрода при наплавке тел вращения:а - наклонно расположенным электродом, б - с вертикальным расположением электрода
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений. Нередко термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.
3. Проведение инструктажа по ТБ, ПБ и охране труда при проведении электросварочных работ.
4. Выдать спец. одежду, материал и инструменты необходимые для выполнения задания.
III. Оқушылардың өздік жұмысы
Самостоятельная работа учащихся:
Подготовка металла к сварке;
2. Наплавка на плоскую поверхность;
3. Наплавка тел вращения тремя способами (по образующей, по окружности, по спирали).
IV.Күнделікті нұсқау
Текущий инструктаж:
1. Проверка правильности подготовки газосварочного оборудования к работе с соблюдением всех требований;
2. Проверка правильности выполнения трудовых приемов;
3. Проверка соблюдений правил техники безопасности всеми учащимися.
V.Жұмыс орындарың жинау
Уборка рабочих мест:
1. Принять рабочие места учащихся;
2. Принять инструменты и приспособления;
VI. Қорытынды нұсқау
Заключительный инструктаж:
Указать на допущенные ошибки, и нарушения правил техники безопасности. Прокоментировать каждую работу. Разобрать типичные ошибки. Выстовить оценки.