Рассмрирены назначение, инструменты и технология выполнения слесарной операции опиливание
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Слесарная операция: ОПИЛИВАНИЕ
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Слесарная операция: ОПИЛИВАНИЕ»
ОПИЛИВАНИЕ

Опиливанием
- называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.

Напильник
- представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина.
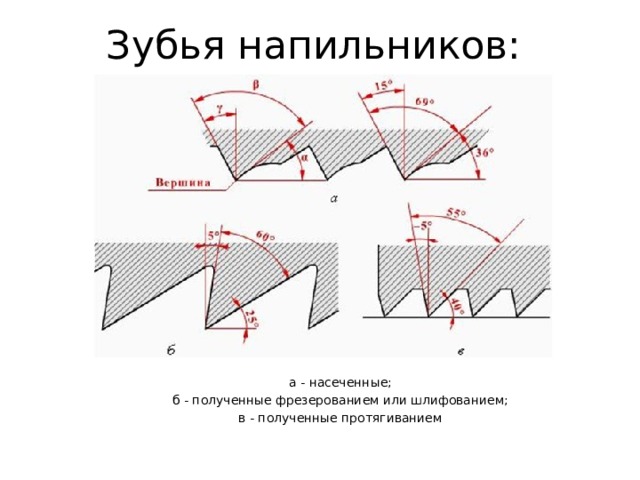
Зубья напильников:
а - насеченные;
б - полученные фрезерованием или шлифованием;
в - полученные протягиванием
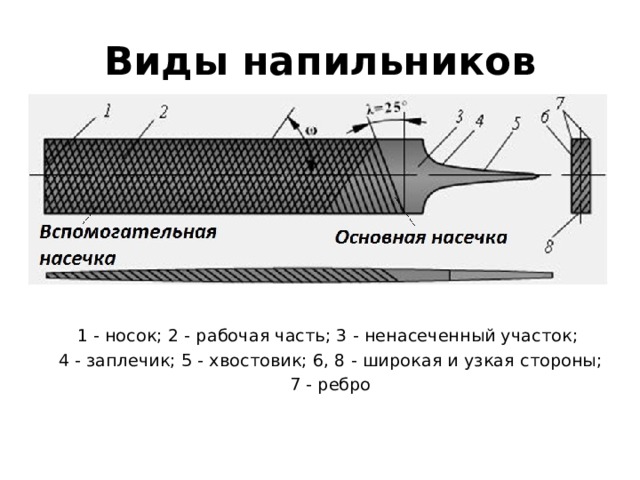
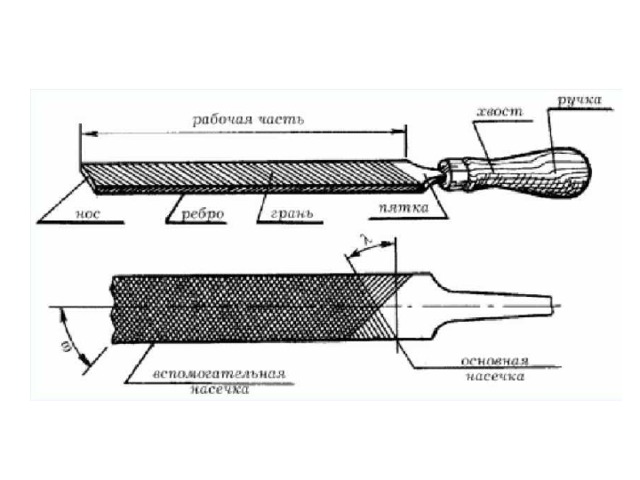
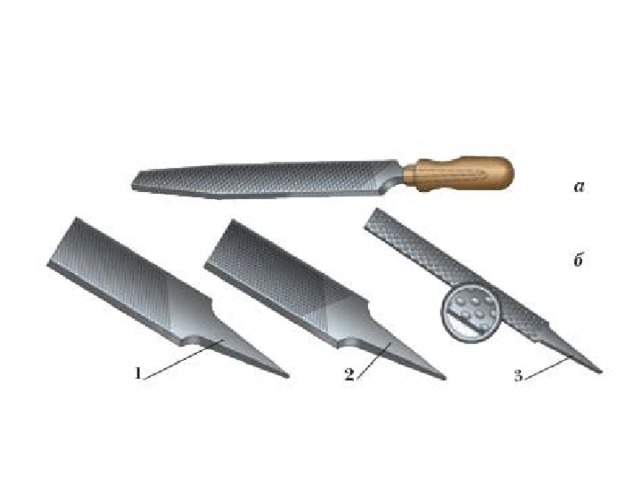
Виды напильников
1 - носок; 2 - рабочая часть; 3 - ненасеченный участок;
4 - заплечик; 5 - хвостовик; 6, 8 - широкая и узкая стороны;
7 - ребро
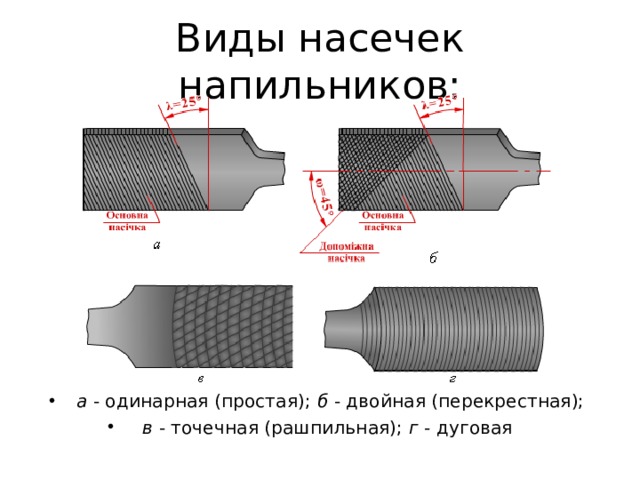
Виды насечек напильников:
- а - одинарная (простая); б - двойная (перекрестная);
- в - точечная (рашпильная); г - дуговая
 28 Назначение напильников 0,1 … 0,2 мм До 0,3 мм 0,02 …0, 05 мм грубое опиливание 0,01… 0,03мм чистовое опиливание 0,01…0,005 мм окончательная обработка и доводка поверхностей" width="640"
28 Назначение напильников 0,1 … 0,2 мм До 0,3 мм 0,02 …0, 05 мм грубое опиливание 0,01… 0,03мм чистовое опиливание 0,01…0,005 мм окончательная обработка и доводка поверхностей" width="640"
Назначение напильников
Вид напиль-ников
Класс напильника
драчёвые
№ насечки напильника
1
личные
Количество насечек на 10мм
2
бархатные
№ 0 и 1
n = 4… 12
Припуск на опилива-
ние
№ 2 и 3
3
n = 13...24
Точность опиливания
До 1 мм
№ 4 и 5
n 28
Назначение напильников
0,1 … 0,2 мм
До 0,3 мм
0,02 …0, 05 мм
грубое опиливание
0,01…
0,03мм
чистовое опиливание
0,01…0,005 мм
окончательная обработка и доводка поверхностей

Типы напильников:
а - плоский; б - плоский остроносый;
в - квадратный; г - трехгранный;
д - круглый; е - полукруглый;
ж - ромбический; и - ножовочный
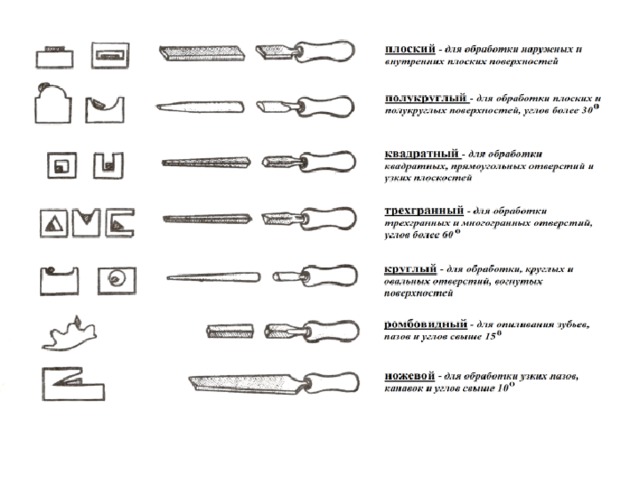

Типы напильников
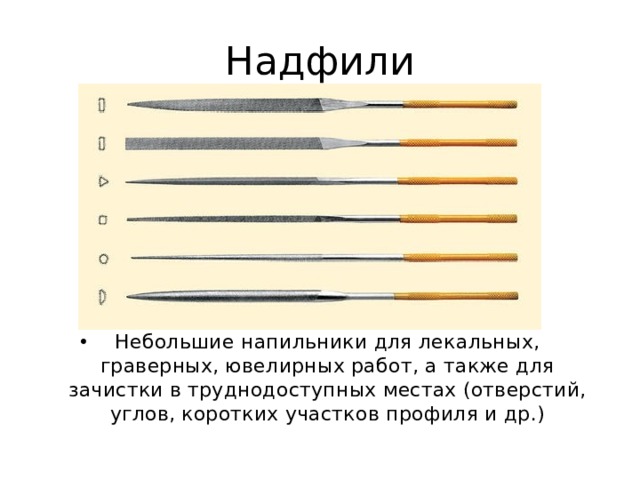
Надфили
- Небольшие напильники для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.)

Надфили:
- а - прямоугольный тупоносый;
- б - прямоугольный остроносый,
- в - квадратный тупоносый,
- г - трехгранный тупоносый,
- д - трехгранный остроносый,
- е - круглый тупоносый,
- ж - полукруглый тупоносый,
- з - овальный тупоносый,
- и - ромбический тупоносый,
- к - ножовочный,
- л - пазовый,
- м - элементы надфиля
- (L - рабочая часть, l- длина рукоятки, a - диаметр рукоятки, b - ширина профиля, h - толщина надфиля)

Машинные напильники
а - стержневые, б, в - вращающиеся напильники
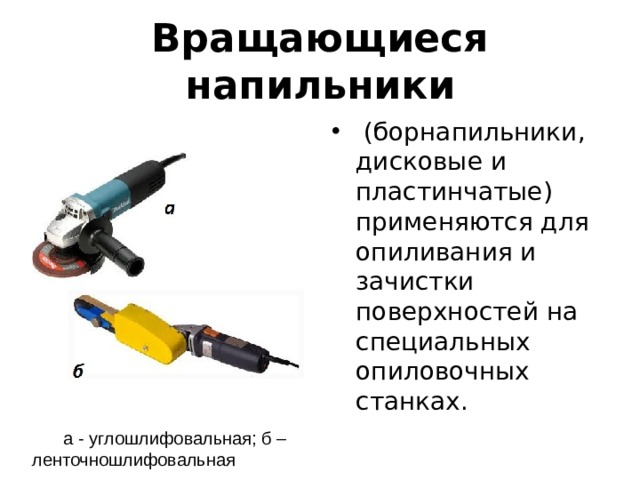
Вращающиеся напильники
- (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
а - углошлифовальная; б – ленточношлифовальная
Уход за напильниками
- предохранять напильники от ударов;
- хранить напильники в положении, исключающем соприкосновение их между собой;
- не допускать попадания на них влаги;
- оберегать напильники от попадания на них масла и наждачной пыли;
- не протирать напильники рукой;
- поверхности покрытые ржавчиной очистить механическим способом - металлической щеткой или шлифовальной машинкой;
- не обрабатывать напильником материалы, твердость которых равна и твёрдости или превышает ее;
- при обработке поверхностей с литейной коркой или с наклепом сначала срубить корку зубилом и только после этого начинать опиливание;
- применять напильники только по назначению;
- новым напильником лучше обрабатывать сначала мягкие металлы а после некоторого затупления твердые.
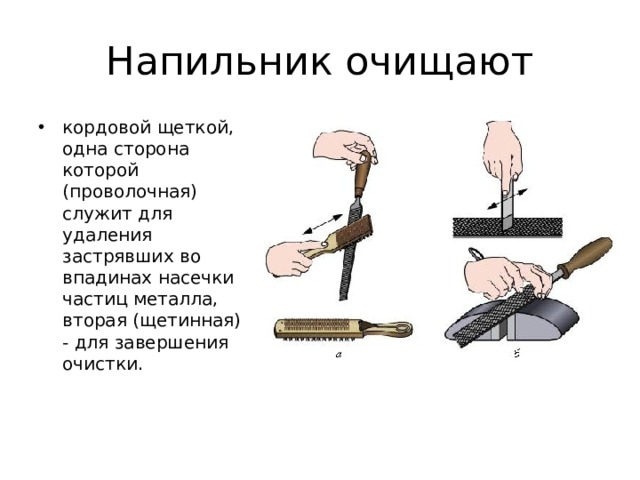
Напильник очищают
- кордовой щеткой, одна сторона которой (проволочная) служит для удаления застрявших во впадинах насечки частиц металла, вторая (щетинная) - для завершения очистки.

Приемы опиливания различных поверхностей
- подготовка поверхности к опиливанию;
- закрепление заготовки;
- опиливание;
- контроль качества

Координация усилий при опиливании

Опиливание:
- а - косым штрихом слева направо (под углом ном 30...40 0 к оси тисков);
- б - прямым штрихом поперек заготовки;
- в - прямым штрихом вдоль заготовки;
- г - косым штрихом справа налево (под углом ном 30...40 0 к оси тисков).

прикладыванием лекальной линейки
способ проверки на просвет
штангенциркулем
Проверка прямолинейности опиленных поверхностей:

Опиливание наружных плоских поверхностей
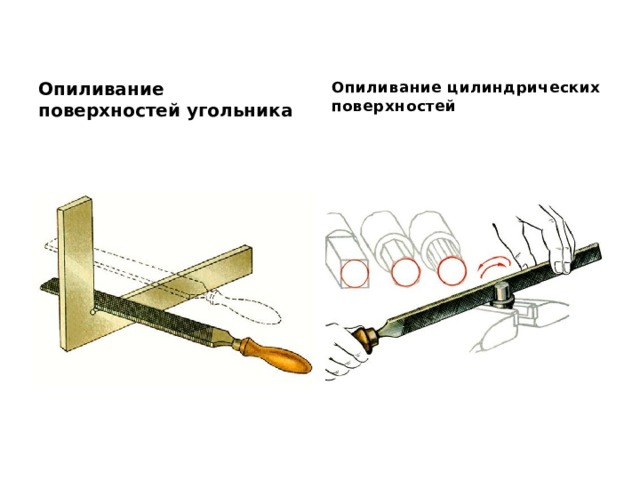
Опиливание поверхностей угольника
Опиливание цилиндрических поверхностей
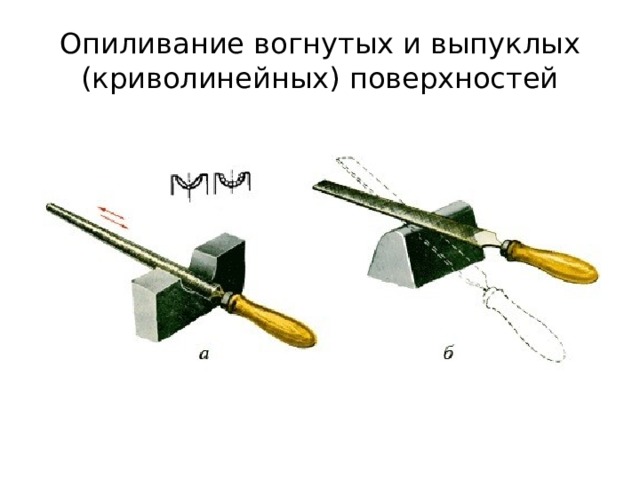
Опиливание вогнутых и выпуклых (криволинейных) поверхностей

Опиливание тонких пластинок
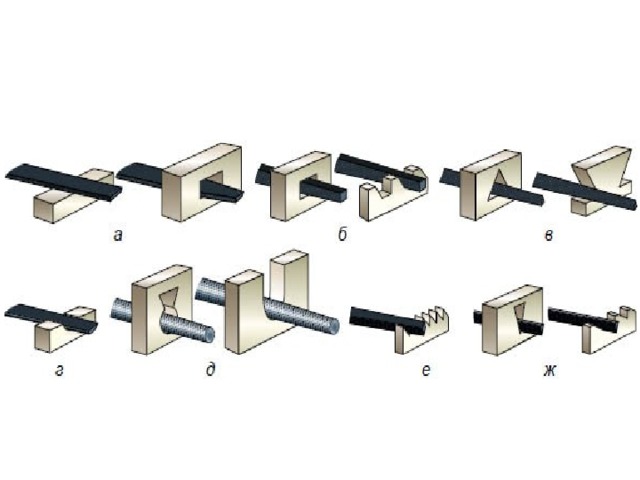
Опиливание в раздвижных рамках
Опиливание в универсальной наметке

Опиливание по копиру
Дефекты
- неровности поверхностей (горбы) и завалы краев заготовки как результат неумения пользоваться напильником;
- вмятины или повреждение поверхности заготовок в результате неправильного зажима ее в тисках;
- неточность размеров опиленной заготовки вследствие неправильной разметки, снятия очень большого или малого слоя металла, а также неправильности измерения или неточности измерительного инструмента;
- задиры, царапины на поверхности детали, возникающие в результате небрежной работы и применения неправильно выбранного напильника.
Безопасность при опиливании
- при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
- образовавшуюся в процессе опиливания стружку необходимо сметать с верстака волосяной щеткой; строго запрещается сбрасывать стружку обнаженными руками, сдувать ее или удалять сжатым воздухом;
- при работе следует пользоваться только напильниками с прочно насаженными рукоятками; запрещается работать напильниками без рукояток или напильниками с треснувшими, расколотыми рукоятками.






Предмет: Технология (мальчики)
Категория: Презентации
Целевая
аудитория: Прочее.
Урок соответствует ФГОС
Автор: Ольга Викторовна Константинова, Александр Викторович Похвальный
Дата: 12.09.2020
Номер свидетельства: 557370
Полезное для учителя




Распродажа видеоуроков!

1730 руб.
2660 руб.

2040 руб.
3140 руб.

1640 руб.
2530 руб.

2040 руб.
3140 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства