Комплект педагогических измерительных материалов по профессиональному модулю ПМ.05. « Контроль количества и качества сырья, полуфабрикатов и готовой продукции" предназначен для проверки уровня обученности студентов, обучающихся по профессии "Мастер-изготовитель деталей и изделий из стекла". квалификация Контролер стекольного производства
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Комплект педагогических измерительных материалов
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Комплект педагогических измерительных материалов »
 ГАОУ СПО Владимирской области
ГАОУ СПО Владимирской области
«Гусь-Хрустальный технологический техникум»
Комплект педагогических измерительных материалов
по профессиональному модулю ПМ.05.
« Контроль количества и качества сырья, полуфабрикатов и готовой продукции»
по профессии 240107.04 Мастер-изготовитель деталей и изделий из стекла
Выполнил преподаватель:
Мосалова И.И.
г. Гусь-Хрустальный
2014 г.
Содержание
Учебная нагрузка по плану 152 часов.
Комплект ПИМ содержит 3 варианта по вопросов 30 вопросов
Вариант 1
1. Какие параметры не контролируют при входном контроле кварцевого песка?
1. Массовая доля двуокиси кремния;
2. Массовая доля оксида железа;
3. Массовая доля оксидов натрия и алюминия;
4. Массовая доля углекислого натрия.
2. Объем выборки точечной пробы для входного контроля партии доломита должен составлять:
1. 0,5 кг;
2. 1 кг;
3. 0,25 кг;
4. 6 кг.
3. При приемке партии глинозема необходимо произвести сплошной контроль по внешнему виду и выборочный по химическому составу – 10 точечных проб.
1. Да;
2. Нет.
4. Каким документам должны соответствовать организация и порядок проведения входного контроля сырьевых материалов?
1. ГОСТ;
2. Технологическому регламенту;
3. СТП;
4. Инструкции.
5. Последовательность основных этапов контроля технологического процесса приготовления шихты:
Автоматическое увлажнение сырья в смесителе;
Взвешивание сырьевых материалов;
Смешивание сырьевых материалов;
Транспортирование готовой шихты;
Транспортирование отвешенных материалов к смесителю.
6. Что не относится к контролируемым параметрам приемочного контроля качества стекла:
1. Химический состав стекла;
2. Водостойкость;
3. Инородные включения;
4. Плотность.
7. Для чего на стеклотару наносится защитное покрытия?
1. Для придания блеска;
2. Для снятия внутренних напряжений;
3. Для эстетического вида;
4. Для рекламы.
8. Заполните таблицу:
Карта контроля процесса формования стеклотары.
| Контролируемые параметры | Значение контролируемых параметров | Место контроля | Периодичность контроля | Методы и средства контроля | Персонал осуществляющий контроль |
| Масса стеклотары |
|
|
|
|
|
9. Какой документ устанавливает порядок контроля и испытаний стеклоизделий?
1. Технологический регламент;
2. СТП;
3. ГОСТ;
4. Инструкции.
10. Какую цель преследует контроль готовой продукции после печи отжига:
1. С целью контроля эффективности работы контролеров цеха выработки;
2. Для оперативного принятия мер по устранению брака;
3. Для выявления на самой ранней стадии дефектов;
4. Для предотвращения попадания на склад и к потребителю продукции не соответствующего качества.
11. Соответствие между местом контроля и методами испытания стеклотары.
А- Визуальный контроль;
Б – Контроль веса;
В – Контроль отжига;
Г - Контроль упаковки;
Д – Контроль качества на всех. стадиях
1. Место производства;
2. Место сортировки;
3. Участок паллетизации;
4. Летучий контроль;
5. Отдел технического контроля;
12. Браковочное число – это
…………………………………………………………………………………………………..
13. Выберите верный ответ.
Значительные дефекты:
1. Дефекты, которые могут повлечь разрушение стеклотары и быть опасными для потребителя;
2. Дефекты, которые влияют на техническую прочность изделия, но не влекут за собой травмирование потребителя;
3. Дефекты, которые делают стеклотару непригодной для использования и могут повлечь за собой повреждение оборудования или травмирование потребителя.
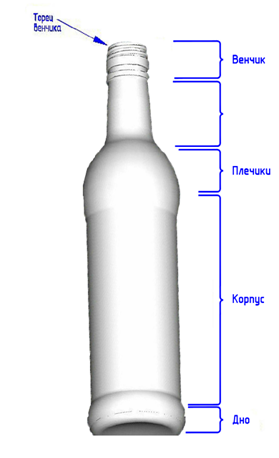
14. Укажите отсутствующий элемент стеклоизделия.
15. Критические дефекты:
1. Выступ на поверхности венчика (не острый);
2. Трещина по венчику;
3. Шов с незакругленной поверхностью;
4. Кривое горло.
16. Соответствие между наименованиями дефектов и наглядными изображениями:


1. Грубый шов на дне; ![]()
![]()
2. Грязь внутри изделия;
3. Инородное тело;
4. Овальность венчика.
В
Г
Б
А
17. Складка – это
…………………………………………………………………………………………………
18. Для чего служит этот прибор?

1. Для определения сопротивления внутреннему гидростатическому давлению;
2. Для определения толщины горячего напыления;
3. Для определения качества напыления холодного напыления;
4. Для измерения остаточного напряжения после отжига.
19. Для чего определяют угол скольжения?
Для определения толщины покрытия;
Для определения качества покрытия;
Найти угол скольжения.
20. Для проведения контроля качества нанесения холодного напыления изделие берут за….
За дно;
За корпус;
в. За горловину.
21. Что относится к средствам контроля при измерении остаточного напряжения после отжига:
1. Стенкомер;
2. Щуп;
3. Полярископ;
4. Поверочная плита.
22. Какой группе относятся стеклотара, в которую разливают шампанское, вина игристые:
1. №2;
2. №5;
3. №1;
4. №3;
5. №4.
23. Толщина стенок и дна группы №3 должна быть не менее:
1. стенки-1,8; дна- 3,0;
2. стенки-3,0; дна- 5,0;
3. стенки-1,4; дна- 3,0;
4. стенки-1,8; дна- 4,0.
24. Поверхностные посечки в сосредоточенном виде не допускаются длиной более:
1. 3 мм;
2. 4 мм;
3. 5 мм;
4. 6 мм.
25. Стеклотара группы№1 должна выдерживать в течение 60 сек без разрушения внутреннее гидростатическое давление не менее
1. 1,57 МПа;
2. 1.67 МПа;
3. 0,67 МПа;
4. 0,39 МПа.
26. Последовательность проведения испытания на сопротивление внутреннему гидростатическому давлению:
Перед испытанием изделия выдерживают не менее 30 мин в помещении при температуре не ниже 18ºС;
Помещают в зажимную головку прибора за венчик;
Образец наполняют до краев горловины водой с температурой от 5ºС до 27ºС;
Для испытания отбирают образцы;
Выдерживают без разрушения в течение 60±2с без разрушения.
27. Что послужило причиной брака - смещение дна:
1. Холодная черновая форма;
2. Низкая температура стекломассы;
3. Большой диаметр горла чистовой формы;
4. Смещение по высоте держателя черновой формы.
28. Технический контроль, выполняемый в испытательной лаборатории не включает проверку следующих параметров:
Геометрические размеры;
Вес;
Емкость;
Упаковка;
Термостойкость.
29. Погрешность штангенрейсмуса по ГОСТ 164 при измерении отклонении от параллельности торца венчика горловины и плоскости дна должна быть не более:
1. 0,4;
2. 0,6;
3. 0,1;
4. 0,2.
30. На рабочем месте оператора не должно находиться следующей документации:
1. Бланк контроля;
2. Технологическая карта;
3. Журнал контроля веса;
4. Маршрутная карта.
Эталон ответов на тест по ПМ.05.
Вариант №1
Вопрос
Ответ
1
3
2
1
3
1
4
1; 3
5
1 – Взвешивание сырьевых материалов; 2 – Транспортирование отвешенных материалов к смесителю; 3 – Автоматическое увлажнение сырья в смесителе; 4 – Смешивание сырьевых материалов; 5 – Транспортирование готовой шихты.
6
3
7
1
8
| Контролируемые параметры | Значение контролируемых параметров | Место контроля | Периодичность контроля | Методы и средства контроля | Персонал осуществляющий контроль | |||||
| Масса стеклотары | Согласно технологических карт | Машинный участок | Три раз в час | весы | Оператор 3 разряда | |||||
9
2
10
2
11
1 – Б; 2 – А; 3 – Г; 4 – Д; 5 – В
12
Наименьшее недопустимое число дефектных изделий в выработке
13
3
14
горло
15
3
16
1 – Г; 2 – В; 3 – А; 4 – Г
17
Дефект стеклянного изделия в виде грубой, выступающей на его поверхности неровности различной формы
18
2
19
б
20
в
21
1,3
22
3
23
1
24
3
25
2
26
1 – Для испытания отбирают образцы; 2 – Перед испытанием изделия выдерживают не менее 30 мин в помещении при температуре не ниже 18ºС; 3 – Образец наполняют до краев горловины водой с температурой от 5ºС до 27ºС; 4 – Помещают в зажимную головку прибора за венчик; 5 – Выдерживают без разрушения в течение 60±2с без разрушения.
27
3
28
г
29
3
30
4
Вариант 2
1. Какие параметры не контролируют при входном контроле сульфата натрия?
1. Массовая доля хлоридов;
2. Массовая доля оксида железа;
3. Массовая доля оксидов натрия и алюминия;
4. Массовая доля воды.
2. Объем выборки точечной пробы для входного контроля партии кварцевого песка должен составлять:
1. 5,5 кг;
2. 1 кг;
3. 0,25 кг;
4. 0,5кг.
3. При приемке партии соды необходимо произвести сплошной контроль по внешнему виду и выборочный по химическому составу – 3 точечных проб.
1. Да;
2. Нет.
4. Входной контроль сырьевых материалов осуществляет:
1. Контролер ОТК;
2. Грузчик;
3. Мастер по отгрузке;
4. Кладовщик склада сырья.
5. Последовательность основных этапов входного контроля сырьевых материалов:
Проверка качественных характеристик продукции;
Наличие сопроводительных документов;
Разрешение на использования сырья;
Внешний осмотр продукции (упаковка, маркировка);
Отбор проб и передача на анализ;
6. Что относится к контролируемым параметрам приемочного контроля качества стеклобоя:
1. Химический состав;
2. Водостойкость;
3. Инородные включения;
4. Плотность.
7. Для чего на стеклотару отжигают?
1. Для придания блеска;
2. Для снятия внутренних напряжений;
3. Для эстетического вида;
4. Для рекламы.
8. Заполните таблицу:
Карта контроля процесса отжига стеклотары.
| Контролируемые параметры | Значение контролируемых параметров | Место контроля | Периодичность контроля | Методы и средства контроля | Персонал осуществляющий контроль |
| Температура Т1 °С |
|
|
|
|
|
9. Организация контроля качества продукции в цехе выработке не включает следующие этапы:
1. Проверка качества продукции на месте производства;
2. Контроль готовой продукции после печи отжига;
3. Контроль готовой продукции при отгрузке;
4. Контроль качества упаковке на участке паллетизации.
10. Какую цель преследует контроль готовой продукции после сортировки:
1. С целью контроля эффективности работы контролеров цеха выработки;
2. Для оперативного принятия мер по устранению брака;
3. Для выявления на самой ранней стадии дефектов;
4. Для предотвращения попадания на склад и к потребителю продукции не соответствующего качества.
11. Соответствие между местом контроля и средствами контроля.
А- Весы;
Б – Контрольный стол;
В – Световой экран;
Г - Оборудование испытательной лаборатории;
1. Место производства;
2. Место сортировки;
3. Участок паллетизации;
4. Отдел технического контроля;
12. Выборка – это
…………………………………………………………………………………………………..
13. Выберите верный ответ.
Геометрические дефекты:
1. Дефекты, которые могут повлечь разрушение стеклотары и быть опасными для потребителя;
2. Дефекты, которые влияют на техническую прочность изделия, но не влекут за собой травмирование потребителя;
3. Дефекты, которые делают стеклотару непригодной для использования и могут повлечь за собой повреждение оборудования или травмирование потребителя.
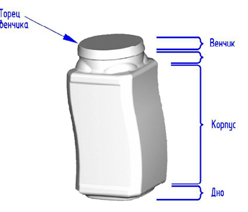
14. Укажите отсутствующий элемент стеклоизделия.
15. Опасные дефекты:
1. Выступ на поверхности венчика (не острый);
2. Трещина по венчику;
3. Острый выступ на поверхности венчика;
4. Отклонение наружной поверхности венчика относительно корпуса стеклоизделия.
16. Соответствие между наименованиями дефектов и наглядными изображениями:
![]()
1. Прилеп стекла; ![]()
![]()
![]()
2. Посечка по торцу венчика
3. Выступ на венчике;
4
4. Складка.
Д
Г
Б
А
17. Кованость – это
…………………………………………………………………………………………………
18. Для чего служит этот прибор?

1. Для определения сопротивления внутреннему гидростатическому давлению;
2. Для определения толщины горячего напыления;
3. Для определения качества напыления холодного напыления;
4. Для испытания на ударную прочность.
19. Для чего наносится покрытие на поверхность изделия?
Для повышения надежности;
Для улучшения внешнего вида;
Просто так.
20. Для проведения контроля качества нанесения холодного напыления
Три изделия;
Шесть изделий;
в. Одно изделие.
21. Что относится к средствам контроля при испытании на ударную прочность:
1. Маятниковый копер;
2. Тестер;
3. Полярископ;
4. Поверочная плита.
22. Какой группе относятся стеклотара, в которую разливают пищевые жидкости, не содержащие СО2:
1. №2;
2. №5;
3. №1;
4. №3;
5. №4.
23. Толщина стенок и дна группы №4 должна быть не менее:
1. стенки-1,8; дна- 3,0;
2. стенки-3,0; дна- 5,0;
3. стенки-1,4; дна- 3,0;
4. стенки-1,8; дна- 4,0.
24. Защитно-упрочняющие покрытия на поверхности изделий должны обеспечить угол скольжения:
1. не более 10°;
2. не более 20°;
3. не более 5°;
4. не более 15°.
25. Стеклотара группы№3 должна выдерживать в течение 60 сек без разрушения внутреннее гидростатическое давление не менее
1. 1,57 МПа;
2. 1.67 МПа;
3. 0,67 МПа;
4. 0,39 МПа.
26. Последовательность проведения испытания на термостойкость стеклоизделия:
Выдерживают не менее 30 мин в помещении при температуре не ниже 18ºС;
Образцы укладывают в корзину горловинами вверх;
Отбирают образцы;
Образцы вынимают из корзины, выливают воду и осматривают;
Погружают в резервуар для нагревания;
По истечении времени выдержки корзину с образцами, наполненными горячей водой, переносят в резервуар для охлаждения и выдерживают там;
27. Что послужило причиной брака - недопрессованное горло:
1. Холодная черновая форма;
2. Низкая температура стекломассы;
3. Недостаточная температура горловых колец ;
4. Смещение по высоте держателя черновой формы.
28. Контроль стеклотары на месте сортировки включает:
Сплошной визуальный контроль продукции, вышедшей из лера, осуществляют контролеры-сортировщицы в течение смены, отбраковывая брачные изделия;
Сплошной автоматический контроль продукции осуществляет автомат, который позволяет определить: высоту, посечку венчика, горла, дна, толщину стенки и др;
Сплошной визуальный контроль упаковки готовой продукции;
Контроль веса изделия.
29. Погрешность весов по ГОСТ 29329 для измерения номинальной вместимости по уровню заполнения должны быть не более:
1. ± 0,6;
2. ± 0,5;
3. ± 0,3;
4. ± 0,1.
30. Контроль качества продукции на участке сортировки осуществляют:
1. Наладчик 6-го разряда;
2. Оператор 3-го разряда;
3. Мастер смены;
4. Технолог.
Эталон ответов на тест по ПМ.05.
Вариант №2
| Вопрос | Ответ | ||||||||||||
| 1 | 3 | ||||||||||||
| 2 | 4 | ||||||||||||
| 3 | 1 | ||||||||||||
| 4 | 1; 3 | ||||||||||||
| 5 | 1 – Внешний осмотр продукции (упаковка, маркировка); 2 –Наличие сопроводительных документов; 3 – Внешний осмотр продукции (упаковка, маркировка); 4- Проверка качественных характеристик продукции; 5 – Разрешение на использования сырья; | ||||||||||||
| 6 | 1; 3 | ||||||||||||
| 7 | 2 | ||||||||||||
| 8 |
| ||||||||||||
| 9 | 3 | ||||||||||||
| 10 | 1 | ||||||||||||
| 11 | 1 – А; 2 – В; 3 – Б; 4 – Г | ||||||||||||
| 12 | Выборка из партии по случайному признаку, состоящая из одной или более единиц продукции независимо от их качества | ||||||||||||
| 13 | 3 | ||||||||||||
| 14 | Плечики | ||||||||||||
| 15 | 2 | ||||||||||||
| 16 | 1 – Б; 2 – В; 3 – Г; 4 – А | ||||||||||||
| 17 | Дефект в виде мелкой волнистости, образующейся в результате контакта с формующими поверхностями с пониженной температурой | ||||||||||||
| 18 | 4 | ||||||||||||
| 19 | а | ||||||||||||
| 20 | а | ||||||||||||
| 21 | 1 | ||||||||||||
| 22 | 2 | ||||||||||||
| 23 | 3 | ||||||||||||
| 24 | 4 | ||||||||||||
| 25 | 1 | ||||||||||||
| 26 | 1 – Отбирают образцы; 2 – Выдерживают не менее 30 мин в помещении при температуре не ниже 18ºС; 3 – Образцы укладывают в корзину горловинами вверх; 4 – Погружают в резервуар для нагревания; 5 – По истечении времени выдержки корзину с образцами, наполненными горячей водой, переносят в резервуар для охлаждения и выдерживают там; 6 – Образцы вынимают из корзины, выливают воду и осматривают. | ||||||||||||
| 27 | 2 | ||||||||||||
| 28 | 1; 2 | ||||||||||||
| 29 | 2 | ||||||||||||
| 30 | 1;3 |
Вариант 3
1. Какие параметры контролируют при входном контроле стеклобоя?
1. Массовая доля хлоридов;
2. Массовая доля оксида железа;
3. Массовая доля оксидов натрия и алюминия;
4. Химический состав.
2. Объем выборки точечной пробы для входного контроля партии глинозема должен составлять:
1. 5,5 кг;
2. 1 кг;
3. 0,25 кг;
4. 6 кг.
3. При приемке партии кварцевый песок необходимо произвести сплошной контроль по внешнему виду и выборочный по химическому составу – 3 точечных проб.
1. Да;
2. Нет.
4. При поступлении сырья в ночное и вечернее время производят отбор проб:
1. Мастер смены составного цеха;
2. Лаборанты хим. анализа;
3. Пробы не берутся;
4. Сообщают начальнику ОТК.
5. Соответствие между сырьевыми материалами и номером сетки для их просева:
1. Песок;
А.- 10;
Б. – 10;
В. – 1,6;
Г. – 1,6;
Д. – 0,8.
2. Доломит;
3. Сода;
4. Глинозем;
5. Сульфат натрия.
6. Что относится к контролируемым параметрам приемочного контроля качества процесса подготовки стекломассы:
1. Химический состав;
2. Температура капли;
3. Инородные включения;
4. Плотность.
7. На каких этапах технологического процесса на стеклотару наносится защитное покрытия?
1. На участке паллетизации;
2. До печи отжига;
3. После печи отжига;
4. До печи отжига и после печи отжига.
8. Заполните таблицу:
Карта контроля процесса отжига стеклотары.
| Контролируемые параметры | Значение контролируемых параметров | Место контроля | Периодичность контроля | Методы и средства контроля | Персонал осуществляющий контроль |
| Температура охлаждения Т4 °С |
|
|
|
|
|
9. Организация контроля качества продукции в цехе выработке включает следующие этапы:
1. Проверка качества продукции на месте производства;
2. Контроль готовой продукции после печи отжига;
3. Контроль готовой продукции при отгрузке;
4. Контроль качества продукции перед печью отжига.
10. Какую цель преследует контроль готовой продукции на участке паллетизации:
1. С целью контроля эффективности работы контролеров цеха выработки;
2. Для оперативного принятия мер по устранению брака;
3. Для выявления на самой ранней стадии дефектов;
4. Для предотвращения попадания на склад и к потребителю продукции не соответствующего качества.
11. Соответствие между местом контроля и персоналом, осуществляющим этот контроль.
А- Контролер- техник;
Б – Оператор СФМ;
В – Контролер цеха выработки;
Г - Контролер смены;
1. Место производства;
2. Место сортировки;
3. Участок паллетизации;
4. Отдел технического контроля;
12. Испытание – это
…………………………………………………………………………………………………..
13. Выберите верный ответ.
Критические дефекты:
1. Дефекты, которые могут повлечь разрушение стеклотары и быть опасными для потребителя;
2. Дефекты, которые влияют на техническую прочность изделия, но не влекут за собой травмирование потребителя;
3. Дефекты, которые делают стеклотару непригодной для использования и могут повлечь за собой повреждение оборудования или травмирование потребителя.
14. Укажите отсутствующий элемент стеклоизделия.
15. Значительные дефекты:
1. Выступ на поверхности венчика (не острый);
2. Трещина по венчику;
3. Шов с незакругленной поверхностью;
4. Кривое горло.
16. Соответствие между наименованиями дефектов и наглядными изображениями:
1. Стеклянная нить; ![]()
![]()
![]()
![]()
2. Недопрессовка;
3. Шероховатость;
4. Посечка по корпусу.
Г
![]() А
А
Б
В
17. Стеклянная нить – это
…………………………………………………………………………………………………
18. Для чего служит этот прибор?

1. Для определения сопротивления внутреннему гидростатическому давлению;
2. Для определения толщины горячего напыления;
3. Для определения качества напыления холодного напыления;
4. Для испытания на ударную прочность.
19. Как называется прибор для проведения этого испытания?
Станок для определения угла скольжения;
Наклонный стол;
Наклонная тумба.
20. Как правильно уложить изделия?
Конусом;
Призмой;
в. Пирамидой.
21. Что относится к средствам контроля при контроле качества нанесения холодного напыления:
1. Подъемно-качающийся стол;
2. Щуп;
3. Полярископ;
4. Поверочная плита.
22. Какой группе относятся стеклотара, в которую разливают безалкогольные напитки сильногазированные:
1. №2;
2. №5;
3. №1;
4. №3;
5. №4.
23. Толщина стенок и дна группы №1 должна быть не менее:
1. стенки-1,8; дна- 3,0;
2. стенки-3,0; дна- 5,0;
3. стенки-1,4; дна- 3,0;
4. стенки-1,8; дна- 4,0.
24. Вогнутость венчика горловины стеклотары для детского питания:
1. 0,5;
2. 0,3;
3. 0,25;
4. 0,4.
25. Стеклотара группы№3 должна выдерживать в течение 60 сек без разрушения внутреннее гидростатическое давление не менее
1. 1,57 МПа;
2. 1.67 МПа;
3. 0,67 МПа;
4. 0,39 МПа.
26. Последовательность измерения полной вместимости тары:
Мениск срезают, накрывая образец ограничительной пластины путем надвигания ее сбоку на торец горловины;
Заполняют водой до образования выпуклого мениска над торцом горловины образца;
Высчитывают разность между массой образца, наполненного водой, накрытого пластиной и массой порожнего образца и стеклянной пластины (в граммах) соответствует вместимости образца в см3.
Наружную поверхность образца вытирают, не сдвигая пластины, затем взвешивают;
Сухой образец взвешивают на весах;
27. Что послужило причиной брака - тонкие стенки:
1. Холодна черновая форма;
2. Низкая температура стекломассы;
3. Слишком сильное охлаждение черновых форм;
4. Высокая температура капли.
28. Контроль стеклотары на месте производства включает:
Контроль визуально наблюдаемых браков;
Контроль качества нанесения защитного покрытия;
Контроль отклонения от вертикальной оси;
Контроль геометрических размеров, согласно чертежу бутылки;
29. Погрешность индикатора часового типа по ГОСТ 577 для измерения высоты шва торца венчика горловины стеклотары должны быть не более:
1. 0,02;
2. 0,01;
3. 0,03;
4. 0,05.
30. Наладчик 5-го разряда осуществляет контроль качества стеклоизделий:
1. 1 раз в 2 часа;
2. 1 раз в часа;
3. 1 раз в день;
4. 1раз в 20 мин.
Эталон ответов на тест по ПМ.05.
Вариант №3
| Вопрос | Ответ | ||||||||||||
| 1 | 4 | ||||||||||||
| 2 | 4 | ||||||||||||
| 3 | 1 | ||||||||||||
| 4 | 2 | ||||||||||||
| 5 | 1-В; 2 – Г; 3 – А; 4 – Д; 5 – 1,6. | ||||||||||||
| 6 | 2 | ||||||||||||
| 7 | 4 | ||||||||||||
| 8 |
| ||||||||||||
| 9 | 1,4 | ||||||||||||
| 10 | 4 | ||||||||||||
| 11 | 1 – Б; 2 – В; 3 – Г; 4 – А | ||||||||||||
| 12 | Определение одной или нескольких характеристик изделия | ||||||||||||
| 13 | 1 | ||||||||||||
| 14 | Укупорочное кольцо | ||||||||||||
| 15 | 1 | ||||||||||||
| 16 | 1 – Г; 2 – Д; 3 – Б; 4 – А | ||||||||||||
| 17 | Дефект в виде нити во внутренней поверхности стеклоизделия соединяющей (не соединяющей) противоположные стенки) | ||||||||||||
| 18 | 1 | ||||||||||||
| 19 | б | ||||||||||||
| 20 | в | ||||||||||||
| 21 | 1 | ||||||||||||
| 22 | 4 | ||||||||||||
| 23 | 2 | ||||||||||||
| 24 | 3 | ||||||||||||
| 25 | 3 | ||||||||||||
| 26 |
| ||||||||||||
| 27 | 4 | ||||||||||||
| 28 | 2 | ||||||||||||
| 29 | 2 | ||||||||||||
| 30 | 2 |






Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

2060 руб.
3170 руб.

1980 руб.
3040 руб.

1640 руб.
2530 руб.

1980 руб.
3040 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства