В материале указаны станки относящиеся ко второй группе.Дана их классификация, назначение, устройство. Имеются иллюстрации
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Лекция по дисциплине Технологическое оборудование
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Лекция по дисциплине Технологическое оборудование»
Тема Станки сверлильно-расточной группы
Назначение и классификация. Сверлильные станки предназначены для сверления глухих и сквозных отверстий в сплошном материале, рассверливания, зенкерования, развертывания, нарезания внутренних резьб, вырезания дисков из листового материала. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты. Формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента по его оси.
Основной параметр станка — наибольший условный диаметр сверления отверстия (по стали). Кроме того, станок характеризуется вылетом и наибольшим ходом шпинделя, скоростными и другими показателями.
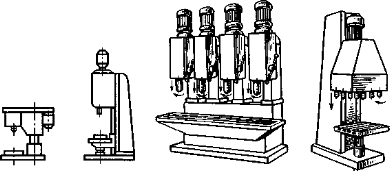
а б в г
Рисунок 1 Одношпиндельные (а, б) и многошпиндельные (в, г) вертикально-сверлильные станки:
а — настольный; б — среднего размера; в — на общей станине; г — с регулируемыми шпинделями
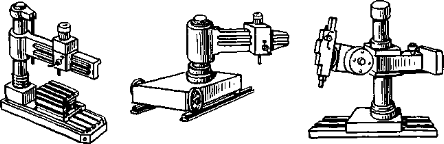
а б в
Рисунок 2. Радиально-сверлильные станки:
а — стационарный; б — передвижной по рельсам; в — переносной
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы. Приспособления, позволяющие использовать универсальные сверлильные станки в качестве специальных и специализированных, рассмотрены в учебнике.
Из достаточно большой номенклатуры сверлильных станков можно выделить следующие основные типы универсальных станков:
одно- и многошпиндельные вертикально-сверлильные;
радиально-сверлильные;
горизонтально-сверлильные для глубокого сверления
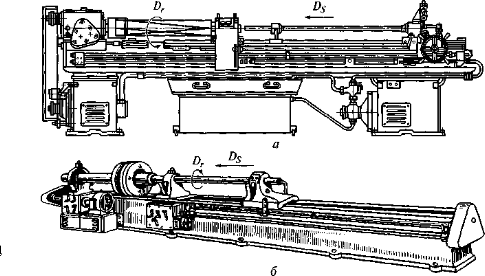
Рисунок 3. Горизонтально-сверлильные станки для глубокого сверления вращающихся (а) и неподвижных (б) заготовок:
Dn Ds — направления главного движения и подачи соответственно
Расточные станки подразделяются на универсальные горизонтально-расточные и координатно-расточные.
Горизонтально-расточные станки предназначены для растачивания, сверления, зенкерования и развертывания отверстии, нарезания резьбы и для обработки плоских поверхностей в деталях типа корпусов, кронштейнов и др. Эти станки используются в мелкосерийном и серийном производствах. В качестве инструмента в расточных станках используют резцы, фрезы, сверла, зенкеры, развертки, метчики. Инструменту сообщается главное вращательное движение. Движение подачи сообщается инструменту или заготовке.
Вертикально-сверлильные станки.
На станине 1 станка размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и электродвигатель 2. Заготовку или приспособление устанавливают на столе 9 станка, причем соосность отверстия заготовки и шпинделя достигается перемещением заготовки.
Управление коробками скоростей и подач осуществляется рукоятками 4, ручная подача — штурвалом 5. Глубину обработки контролируют по лимбу 6. Противовес размещают в нише, электрооборудование вынесено в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхняя плоскость используется для установки заготовок. Внутренние полости фундаментной плиты в отдельных конструкциях станков служат резервуаром для СОЖ. Стол 9 можно перемещать по вертикальным направляющим вручную с помощью ходового винта, вращая рукоятку 10. В некоторых моделях стол бывает неподвижным (съемным) или поворотным (откидным).
Охлаждающая жидкость подается электронасосом по шлангу 8. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы — вручную.
Сверлильная головка 3 представляет собой чугунную отливку, в которой смонтированы коробка скоростей, механизмы подачи и шпиндель. Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, переключениями которых с помощью одной из рукояток 4 шпиндель получает различные угловые скорости. Частота вращения шпинделя, как правило, изменяется ступенчато, что обеспечивается коробкой скоростей и двухскоростным электродвигателем 2.
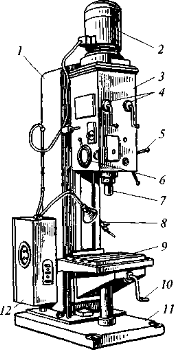
Рисунок 4. Вертикально-сверлильный станок:
1 — колонна (станина); 2 — электродвигатель; 3 — сверлильная головка; 4 — рукоятки переключения коробок скоростей и подач; 5 — штурвал ручной подачи; 6 — лимб контроля глубины обработки; 7— шпиндель; 8— шланг для подачи СОЖ; 9 — стол; 10 - рукоятка подъема стола; 11 — фундаментная плита; 12 — шкаф электрооборудования

Рисунок 5. Вертикально сверлильный станок 2С132
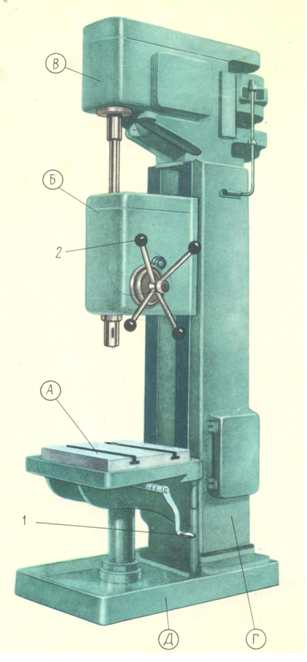
Рисунок 6. Общий вид вертикально-сверлильного станка модели 2А135
Радиально-сверлильный станок
В отличие от вертикально-сверлильного в радиально-сверлильном станке оси отверстия заготовки и шпинделя совмещают путем перемещения шпинделя относительно неподвижной заготовки в радиальном и круговом направлениях (в полярных координатах). По конструкции радиально-сверлильные станки подразделяют на станки общего назначения (рисунок 4.22), переносные для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках и закрепляемые при обработке с помощью башмаков.
На радиально-сверлильных станках общего назначения заготовку закрепляют на фундаментной плите 1 (см. рисунок 7) или приставном столе 9; очень крупные заготовки устанавливают на полу. В цоколе плиты смонтирована тумба 2, в которой может вращаться поворотная колонна 3. Зажим колонны — гидравлический.
Рукав 6 перемещается по колонне от механизма подъема 4 и ходового винта 5. Шпиндельная бабка 7смонтирована на рукаве и может перемещаться по нему вручную. В шпиндельной бабке размещены коробки скоростей, подач и органы управления. Шпиндель 8 с инструментом устанавливают относительно заготовки поворотом рукава и перемещением по нему шпиндельной бабки.
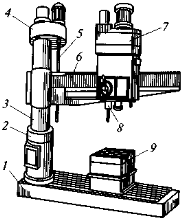
Рисунок 7. Радиально-сверлильный станок:
1 — плита; 2 — тумба; 3 — колонна; 4 — механизм подъема; 5 — ходовой винт; 6 — рукав; 7 — шпиндетьная бабка; 8 — шпиндель; 9 — приставной стол
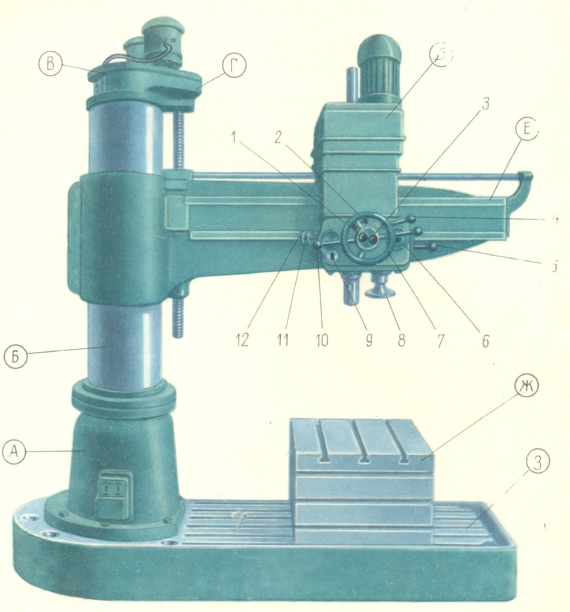
Рисунок 8. Общий вид радиально-сверлильного станка
Сверлильные станки с ЧПУ
Вертикально-сверлильный станок с ЧПУ. Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы и легкого прямолинейного фрезерования деталей из стали, чугуна и цветных металлов в условиях мелкосерийного и серийного производства. Револьверная головка 3 (рисунок 9) с автоматической сменой инструмента и крестовый стол 4 позволяют производить координатную обработку деталей типа крышек фланцев, панелей без предварительной разметки и применения кондукторов. Класс точности станка обычно П.
Станок оснащен замкнутой системой ЧПУ, в качестве датчиков обратной связи используются сельсины. Управление процессом позиционирования и обработки в прямоугольной системе координат осуществляет УЧПУ. Имеется цифровая индикация, предусмотрен ввод коррекции на длину инструмента. Точность позиционирования стола и салазок 0,05 мм, дискретность задания перемещений и цифровой индикации 0,01 мм. Число управляемых координат — 3/2 (всего/одновременно).
УЧПУ, смонтированное в шкафу 1, содержит считывающее устройство 10, кодовый преобразователь 9, блок технологических команд 6, блоки управления приводами салазок 8 и стола 7. Для удобства визуального наблюдения за работой механизмов предусмотрен блок 11 ручного управления и сигнализации. УЧПУ оснащают различными дополнительными блоками: устройствами коррекции радиуса, длины и положения инструмента, значений подачи, скорости резания; индикации перемещений, датчиками обратной связи при нарезании резьбы; блоками контроля останова на рабочих и вспомогательных ходах и т.п.
Получив информацию через считывающее устройство 10, УЧПУ выдает команды на автоматический привод перемещения рабочих органов станка, например на шаговый двигатель 5 привода салазок. Силовое электрооборудование размещено в шкафу 2, откуда команды передаются на станочное электрооборудование. Рабочий орган станка — револьверная головка 3 с набором инструментов — обеспечивает обработку различными инструментами (до шести) в заданной программой последовательности.
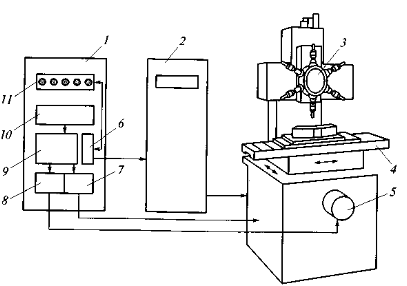
Рисунок 9. Вертикально-сверлильный станок с ЧПУ:
1 — автономная стойка УЧПУ; 2 — шкаф силового электрооборудования; 3 — револьверная головка; 4— стол; 5— шаговый электродвигатель; 6, 7, 8, 11 — блоки управления; 9 — кодовый преобразователь; 10 — считывающее устройство.

Рисунок 10 Вертикально-сверлильный станок с ЧПУ
Горизонтально-расточные станки
Универсальный горизонтально-расточный станок с ручным управлением. Станок предназначен для обработки заготовок больших размеров и массы. Станок (рисунок 11) имеет неподвижную переднюю стойку 3, установленную на основании 11. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем 6 и планшайбой 5. На направляющих основания расположены салазки 10, а на них стол 9, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя и совершать круговое движение. На основании установлена задняя стойка 1 с люнетом 2, предназначенным для дополнительной опоры конца борштанги при растачивании длинных отверстий. На планшайбе в радиальных направляющих смонтирован суппорт 4, обеспечивающий обработку резцом плоских поверхностей и выточек. Управление станком осуществляется с пульта 8. Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм). Главное движение — вращение — шпиндель и планшайба
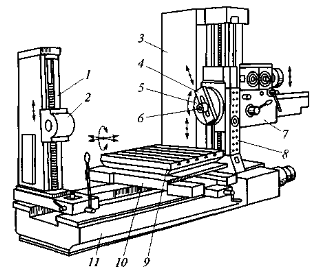
Рисунок 11. Универсальный горизонтально-расточный станок:
1,3 — стойки; 2 — люнет; 4 — суппорт; 5 — планшайба; 6 — шпиндель; 7 — шпиндельная бабка; 8 — пульт; 9 — стол; 10 — салазки; 11 — основание

Рисунок 12. Универсальный горизонтально-расточный станок модели W100A.
Координатно-расточные станки
Назначение и конструктивные особенности. Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве. На этих станках выполняют практически все операции, характерные для расточных станков. Кроме того, на координатно-расточных станках можно производить разметочные операции.
Для точного измерения координатных перемещений станки снабжены различными механическими, оптико-механическими, индуктивными и электронными устройствами отсчета, позволяющими измерять перемещения подвижных узлов с высокой точностью — 0,003...0,005 мм. Станки снабжены универсальными поворотными столами, дающими возможность обрабатывать отверстия в полярной системе координат и наклонные отверстия.
По компоновке станки выполняют одностоечными и двухстоечными. Главным движением является вращение шпинделя, а движением подачи — вертикальное перемещение шпинделя. Установочные движения в одностоечных станках — продольное и поперечное перемещение стола на заданные координаты и вертикальное перемещение шпиндельной бабки в зависимости от высоты детали; в двухстоечных станках — продольное перемещение стола, поперечное перемещение шпиндельной бабки по траверсе и вертикальное перемещение траверсы со шпиндельной бабкой.
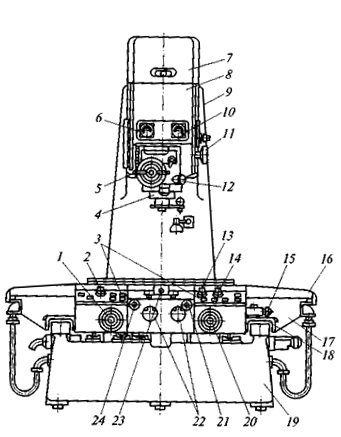
Рисунок 13. Одностоечный координатно-расточный станок с ручным управлением:
1 — маховик ручного перемещения стола; 2 — кнопка перемещения салазок; 3 — пульты управления; 4 — шпиндель; 5 — рукоятка для ручного ускоренного перемещения шпинделя; 6 — указатель частоты вращения шпинделя; 7- коробка скоростей; 8 — шпиндельная бабка; 9 — стойка; 10 — указатель скорости перемещения гильзы шпинделя; 11 — маховик для установки частоты вращения шпинделя; 12 — рукоятка для ручного точного перемещения шпинделя; 13 — кнопка перемещения гильзы шпинделя; 14 — кнопка перемещения стола; 15 — кнопка механизма набора координат салазок; 16 — стол; 17 — салазки; 18 — направляющие; 19 — станина; 20 — маховик ручного ускоренного перемещения стола; 21 — маховик ручного перемещения стола с микрометрической подачей; 22 — маховичок устройства приведения отсчета оптических систем к нулю; 23 — кнопка механизма набора координат стола; 24 — маховик ручного перемещения салазок с микрометрической подачей

Рисунок 14. Координатно-расточные станки модели 2Е450
Контрольные вопросы
1. В чем отличие узлов вертикально-сверлильного и координатно-расточного станков?
2. Какие движения выполняет режущий инструмент вертикально-сверлильного станка при обработке отверстий?
3. Назовите основные узлы радиально-сверлильного станка. Для обработки каких деталей он предназначен?
4. Чем отличается горизонтально-расточный станок от токарного, и есть ли в движениях их узлов что-то общее?
5. Какой режущий инструмент применяется при обработке изделий на горизонтально-расточном станке с ЧПУ?
6. Где крепится заготовка на горизонтально-расточном станке?
7. Каково назначение координатно-расточных станков? Назовите их основные узлы.








Полезное для учителя


Распродажа видеоуроков!

1770 руб.
2530 руб.

1730 руб.
2470 руб.
2220 руб.
3170 руб.

2050 руб.
2930 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства