Виды термической обработки: отпуск, закалка, отжиг.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Презентация на тему: "Виды термической обработки"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Презентация на тему: "Виды термической обработки"»
 участок диаграммы Fe - Fe3C. В соответствии со сказанным выше и основываясь на приведенном на рис. 11 стальном участке диаграммы Fe - С видами термической обработки стали будут отжиг I и II рода; закалка, отпуск." width="640"
участок диаграммы Fe - Fe3C. В соответствии со сказанным выше и основываясь на приведенном на рис. 11 стальном участке диаграммы Fe - С видами термической обработки стали будут отжиг I и II рода; закалка, отпуск." width="640"
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
Термическая обработка имеет главное значение именно для стали. Это обусловлено, с одной стороны, необыкновенно широким распространением стали как конструкционного (и инструментального) материала, а с другой стороны, ни для одного сплава термическая обработка не дает такого эффекта по изменению свойств, как для стали.
Стальной участок диаграммы Fe - Fe3C.
В соответствии со сказанным выше и основываясь на приведенном на рис. 11 стальном участке диаграммы Fe - С видами термической обработки стали будут отжиг I и II рода; закалка, отпуск.
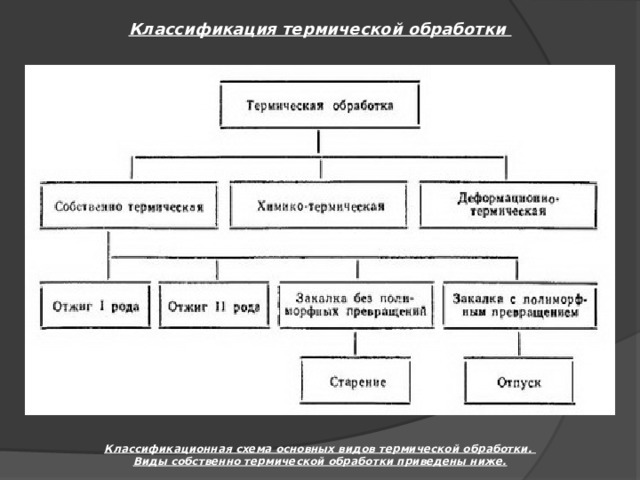
Классификация термической обработки
Классификационная схема основных видов термической обработки.
Виды собственно термической обработки приведены ниже.
Отжиг I рода - нагрев металла, который имеет неустойчивое состояние в результате предшествовавшей обработки (кроме закалки), приводящий металл в более устойчивое состояние. Основные подвиды: гомогенизационный отжиг, рекристаллизационный отжиг, отжиг для снятия внутренних напряжений. Отжиг II рода - нагрев выше температуры превращения с последующим медленным охлаждением для получения стабильного структурного состояния сплава.
Отжиг II рода (или фазовая перекристаллизация) - нагрев выше Ас3 (или /Ас1) с последующим медленным непрерывным или ступенчатым ( (изотермическим) охлаждением. Частный случай отжига II рода - нормализация (охлаждение на спокойном воздухе).
Закалка с полиморфным превращением - нагрев выше температуры полиморфного превращения с последующим достаточно быстрым охлаждением для получения структурно-неустойчивого состояния (в пределе - фиксирования устойчивого состояния при высокой температуре). Отпуск - нагрев закаленного (с полиморфным превращением) сплава для получения более стабильного состояния. . Отпуск - нагрев закаленной стали до температуры не выше Ас,. Закалка без полиморфного превращения - нагрев до температур, вызывающих структурные изменения (чаще всего для растворения избыточной фазы) с последующим быстрым охлаждением для получения структурно-неустойчивого состояния - пересыщенного твердого раствора).
Старение - нагрев (или длительная выдержка при комнатной температуре), вызывающий превращения в закаленном (без полиморфного превращения) сплаве и приближающий его состояние к более устойчивому. Химико-термическая обработка классифицируется по насыщающему элементу - углероду (цементация), азоту (азотирование) и т. д. Разные виды деформационно-термической обработки разделяются в зависимости от характера фазовых превращений и способа деформации, причем существенное значение имеет, до или после деформации происходит превращение (ТЛЮ и МТО соответственно), а также выше или ниже температуры рекристаллизации производилась деформация (ВТМО и НТМО соответственно).
Термообработка
Термическая обработка - самый распространенный в технике способ изменения свойств металлов и сплавов. На металлургических и машиностроительных═ заводах термическая обработка является одним из важнейших звеньев технологического процесса производства полуфабрикатов и деталей машин. Термообработку п 212i81bc 088;именяют как промежуточную операцию для придания металлу или сплаву такого комплекса механических, физических и химических свойств, который обеспечивает необходимые эксплуатационные характеристики изделия. Чем ответственней конструкция, тем, как правило, больше в ней термически обработанных деталей.
Любой процесс термической обработки деталей можно описать графиком, показывающим изменение температуры во времени. По такому графику можно определить температуру нагревания, время нагревания и охлаждения, средние и истинные═ скорости нагревания и охлаждения, время выдержки при температуре нагревания и═ общую продолжительность производственного цикла. Но по форме этого графика ничего нельзя сказать о том, с каким видом термообработки мы имеем дело. Вид термообработки определяется не характером изменения температуры во времени,═ а типом фазовых и структурных изменений в металле.
Термическая обработка подразделяется на собственно термическую, термомеханическую и химико-термическую. Собственно термическая обработка═ заключается только в термическом воздействии на металл или сплав, термомеханическая - в сочетании термического воздействия═ и пластической деформации, химико-термическая - в сочетании термического и химического воздействия.
Отжиг.
Отжиг заключается в нагревании стальных деталей до определенной температуры (обычно 750 - 900╟С в зависимости от содержания в стали углерода) и выдержке при этой температуре с последующим медленным охлаждением вместе с печью. Отжиг производится для повышения ударной вязкости стали, получения однородности структуры, улучшения обрабатываемости, а также для снятия внутренних напряжений в изделиях после различных видов обработки.
Нормализация . Нагрев стали до определенной температуры (800 - 1000╟С в зависимости от содержания углерода в стали) с выдержкой при этой температуре и последующим охлаждением на воздухе называется нормализацией. Нормализации подвергаются отливки и поковки для устранения в них внутренних напряжений, наклепа и повышения механических свойств стали.
Закалка . Операция термической обработки, состоящая из нагрева до определенной температуры (обычно 750 - 900╟С в зависимости от содержания углерода в стали), выдержки при этой температуре и последующего быстрого охлаждения в воде, масле, водных растворах солей и т. д., называется закалкой. При закалке повышаются прочность, твердость, износостойкость конструкционных сталей и придается режущая способность инструментальной стали. Закалка применяется для сталей с содержанием углерода не менее 0,3%.
Существуют следующие способы закалки сталей:
1. Закалка в одной среде. Эта закалка, простая по исполнению, не пригодна для любой стали или изделия, так как быстрое охлаждение изделий переменного сечения при большой разности температур способствует образованию значительных внутренних термических и структурных напряжений. Эти напряжения могут привести к короблению изделия и трещинам. В одной среде закаливаются только детали простой формы (ролики, пальцы и др.).
2. Закалка в двух средах . Применяется для инструментов из высокоуглеродистых сталей и состоит в том, что изделие сначала охлаждают в воде (до 550 - 500╟С), а затем в масле для полного охлаждения.
3. Ступенчатая закалка . Производится путем быстрого охлаждения изделия в соляной ванне с температурой 240 - 250╟С с последующим охлаждением до обычной температуры в масле или на воздухе. При такой закалке уменьшаются внутренние напряжения, а также возможность коробления и образования трещин.
4. Изотермическая закалка . Производится так же, как и ступенчатая, но с более длительной выдержкой при температуре ванны. В═ этом случае исключается возможность образования трещин и в значительной степени уменьшается коробление.
5. Светлая закалка. Осуществляется в специальных печах с защитной средой методом ступенчатой закалки с охлаждением в расплавленной едкой щелочи. После такой закалки изделия имеют светлую поверхность и не требуется пескоструйная очистка.
6. Закалка с самоотпуском. Эта закалка состоит в том, что изделие выдерживают в охлаждающей среде не до полного охлаждения, чтобы сохранить в нем достаточное количество тепла для отпуска. Применяется для зубил, кернеров и другого инструмента, которые должны иметь высокую твердость поверхности и вязкую сердцевину.
Поверхностная закалка. Для многих деталей машин требуется, чтобы они имели высокую твердость, хорошо сопротивлялись истиранию и одновременно не были хрупкими, т. е. имели бы твердый поверхностный слой и вязкую сердцевину. Для таких деталей применяется поверхностная закалка, которая производится при нагреве т. в. ч. (токами высокой частоты), в электролите или электроконтактным методом.
Отпуск. Нагрев закаленной стали до определенной температуры, выдержка при этой температуре и последующее охлаждение называются отпуском. Целью отпуска является устранение или уменьшение напряжений в стали, понижение ее твердости и повышение вязкости.
Различают следующие виды отпуска изделий:
низкий отпуск - нагрев до температуры 150 - 300╟С, выдержка и охлаждение на воздухе;
средний отпуск - производимый при температурах 300 - 500╟С и применяемый для пружин, рессор, и инструментов, которые должны иметь значительную прочность и упругость при средней твердости;
высокий отпуск - осуществляемый при температурах 500 - 600╟С, для получения наибольшей вязкости при достаточной прочности и упругости стали. Высокий отпуск применяют для изделий из конструкционных сталей, подвергающихся высоким напряжениям в случае ударных нагрузок (шатуны, шатунные болты и т. п.).
Для изменения структуры и свойств закаленного сплава его нагревают - подвергают старению или отпуску.
Сравнительно недавно было предложено термин отпуск применять только к тем сплавам, которые были подвергнуты закалке с полиморфным превращением, а термин старение - в случае закалки без полиморфного превращения.
Главным процессом при старении и отпуске большинства закаленных промышленных сплавов является распад метастабильного твердого раствора. При этом сплав переходит в более стабильное состояние, хотя обычно и далекое от истинного равновесия, для которого характерен абсолютный минимум свободной энергии.
Основные параметры старения и отпуска - температура и время выдержки. Скорости нагрева и охлаждения обычно играют подчиненную роль. Исключение составляет специфическое явление отпускной хрупкости легированных сталей при замедленном охлаждении с температуры отпуска.
Старение - это термическая обработка, при которой в сплаве, подвергнутом закалке без полиморфного превращения, главным процессом является распад пересыщенного твердого раствора.
Старение закаленных деталей проводится с целью повышения их прочности.
Старение подразделяют на естественное, происходящее при комнатной температуре, и искусственное, требующее нагрева до определенной температуры.
В зависимости от режима, структурных изменений и получаемого комплекса свойств искусственное старение можно подразделить на полное, неполное, перестаривание и стабилизирующее старение.
Полное искусственное старение проводят при такой температуре и продолжительности, которые обеспечивают достижение максимальной прочности.
Неполное искусственное старение - это старение с более короткой выдержкой или при более низкой температуре, чем полное, с целью повысить прочность при сохранении достаточной пластичности.
Перестаривание - это старение при более высокой температуре или большей выдержке, чем полное, с целью получить сочетание повышенных прочности, пластичности, коррозионной стойкости, электропроводности и других свойств.
Стабилизирующее старение - это разновидность перестаривания, целью которого является стабилизация свойств и размеров изделия.
Термомеханическая обработка (ТМО) - это термическая обработка, включающая пластическую деформацию, которая благодаря повышенной плотности дефектов влияет на формирование структуры при фазовых превращениях, происходящих во время термического воздействия. В настоящее время в промышленности используют разнообразные схемы ТМО, включающие горячую и (или) холодную пластическую деформацию, которая оказывает определяющее влияние на формирование структуры сплава при старении, при перлитных, бейнитных и мартенситных превращениях.
Химико-термическая обработка (ХТО) - это термическая обработка, сочетающая тепловое воздействие с химическим, в результате чего изменяются состав и структура в поверхностных слоях, а иногда и по всему объему изделия. Этой обработке подвергаются изделия, которые должны иметь твердую и износостойкую поверхность при сохранении вязкой сердцевины и высокого сопротивления усталости.
Для изменения химического состава изделие нагревают в активной среде. Во время выдержки изделие диффузионное обогащается элементами из внешней среды. Кроме того, химико - термическую обработку можно использовать для диффузионного удаления из изделия примесей, а в отдельных случаях и основных компонентов.
В промышленности применяют множество способов ХТО, различающихся диффундирующими элементами, типом и составом внешней среды, химизмом процессов в ней, техникой исполнения и другими признаками.
В зависимости от агрегатного состояния внешней среды, в которую помещают обрабатываемое изделие, различают ХТО в твердой, жидкой и газовой средах. Ниже, в качестве примеров, рассмотрены некоторые типовые разновидности ХТО. Эти примеры относятся, главным образом, к сталям, так как ХТО чугунов и цветных металлов и сплавов в промышленности применяют гораздо реже.
Цементация - процесс насыщения поверхностного слоя стальных изделий углеродом. Цементация осуществляется с целью получения высокой твердости на поверхности изделия при сохранении вязкой сердцевины; она способствует повышению износостойкости и предела выносливости.
Цементации подвергаются детали из низкоуглеродистых сталей (с содержанием углерода до 0,25%), работающие в условиях контактного износа и знакопеременных нагрузках (шестерни, втулки, поршневые пальцы, кулачки, колонки и т.д.)
Для цементации детали поступают после механической обработки с припуском под шлифование 0,05-0,10 мм. Участки не подлежащие цементации защищают тонким слоем меди (0,02-0,04 мм), наносимым электролитическим методом, или специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, и др. Цементация осуществляется при температурах 850-950╟С. Чем меньше углерода в стали, тем выше температура нагрева для цементации. Глубина цементации в зависимости от назначения изделия и состава обычно находится в пределах 0,5-2,0 мм. При этом изделия, уложенные в железные ящики с карбюризатором (древесный уголь и различные добавки - соли углекислого бария, кокс и др.), нагревают до 850 - 950╟С (в течение 5 - 15 ч) . Для мелких изделий применяется жидкостная цементация в расплавленных соляных ваннах. В случае газовой цементации в среде окиси углерода СО процесс сокращается в 2 - 2,5 раза. После цементации изделия закаливают обычным способом. При твердой цементации поверхностный слой содержит 0,9 - 1,2% углерода и имеет глубину 0,5 - 2 мм , в зависимости от времени выдержки в печи. При жидкостной цементации для получения науглероженного слоя глубиной 0,20 - 0,25 мм требуется выдержка 50 - 60 мин . При газовой цементации для получения цементованного слоя глубиной 1,0≈1,2 мм необходима выдержка в течение 4 -5 ч
Газовая цементация - основной процесс при массовом производстве, а цементацию в твердом карбюризаторе используют в мелкосерийном производстве. Среду, в которой проводят цементацию, называют карбюризатором.
Цементации подвергают качественные стали 08, 10, 15 и 20 и легированные стали 12ХН3А, 18ХГТ и др. Основное назначение легирования здесь - повышение прокаливаемости и, соответственно, механических свойств сердцевины изделий из цементуемой стали.
Азотированием (цетрированием) называется процесс насыщения поверхности стали азотом. Процесс осуществляется в среде аммиака при температуре 480-650╟С. При этих температурах по реакции 2NН 3 ╝ 2N ╝ 3Н 2
выделяется атомарный азот, который диффундирует в поверхностные слои детали.
Для азотирования изделия закаливают, отпускают и шлифуют, после чего при температуре 480-650╟С нагревают в течение 20 - 50 ч в закрытой печи, через которую проходит струя аммиака, насыщающая поверхность деталей азотом. После азотирования изделия медленно охлаждаются, а затем их полируют. При азотировании поверхности детали не коробятся и она сохраняет точные размеры. Азотированные детали сохраняют поверхностную твердость при нагреве до 500╟С.
Для азотирования применяют среднеуглеродистые легированные стали, содержащие С, W, М о , V, Аl . При азотировании легированных сталей азот образует с легирующими элементами устойчивые нитриды, которые придают азотированному слою высокую твердость. Твердость поверхностного слоя деталей после азотирования достигает 1100-1200НV. Типичная марка стали для азотирования 38ХМЮА.
Участки, не подлежащие азотированию, защищают тонким слоем (0,01-0,015 мм) олова, нанесенным электролитическим методом, или жидким стеклом.
Азотированием повышают твердость. Износостойкость. Предел выносливости, а также коррозионную стойкость сталей.
Некоторое применение нашло азотирование деталей из высокопрочных чугунов и титановых сплавов.
Цианированием называется процесс одновременного насыщения поверхности деталей углеродом и азотом. На состав и свойства цианированного слоя особое влияние оказывает температура процесса. Поэтому, Цианирование может быть высоко- и низкотемпературным. Высокотемпературное цианирование, применяемое для изделий из углеродистой и легированной сталей с содержанием углерода 0,3-0,4% (шестерни и различные мелкие детали), производится при температуре 780-930╟С. Низкотемпературному цианированию подвергается инструмент из быстрорежущей стали. Оно производится при температуре 500-600╟С. Различают жидкое и газовое цианирование. Газовое цианирование называется также нитроцементацией.
Жидкое цианирование производится путем нагрева изделий в течение 10 - 60 мин в цианистой ванне, представляющей собой смесь расплавленных солей. Содержание углерода в планированной поверхности колеблется от 0,5 до 0,7%, а содержание азота достигает 0,6 - 0,8%.
Повышение температуры цианирования ведет к повышению содержания углерода в слое, снижение температуры - к увеличению содержания азота.
Преимущества цианирования по сравнению с цементацией - значительно меньшая продолжительность процесса и более высокая износостойкость и коррозионная стойкость (благодаря азоту в поверхностном слое). Недостаток процесса - использование ядовитых цианистых солей. По сравнению с газовой цементацией нитроцементация имеет следующие преимущества: ниже температура процесса и, следовательно, меньше рост зерна, выше износостойкость, меньше коробление деталей.
Диффузионная металлизация - это процесс диффузионного насыщения поверхностных слоев стали различными металлами. Она может осуществляться в твердых, жидких и газообразных средах. Поверхностное насыщение стали металлами проводится при температурах 900-1200╟С.
Алитированием называется процесс насыщения поверхности стали алюминием. В результате алитирования сталь приобретает высокую окалиностойкость (до 850-900╟С) и коррозионную стойкость в атмосфере и в ряде сред. Глубина алитирования в зависимости от метода и режима составляет 0,02-0,8 мм. Алитированию подвергают трубы, инструмент для литья цветных сплавов, детали газогенераторов и т.д.
Хромирование (поверхностное насыщение хромом) проводят для повышения коррозионной стойкости, кислотостойкости, окалиностойкости (до 850╟С) и т.д. Хромирование средне- и высокоуглеродистых сталей повышает твердость и износостойкость. Толщина хромированного слоя обычно не превышает 0,2 мм. Хромирование применяют для пароводяной арматуры, клапанов, вентилей, а также деталей, работающих в агрессивных средах.
Борированием называется процесс насыщения стали бором. Борирование проводят с целью повышения стойкости против абразивного износа. Толщина борированных слоев не превышает 0,3 мм, а твердость равна 1800-2000НV. Борированию подвергают втулки грязевых нефтяных насосов, штамповый инструмент и т.д.
В технических условиях по термообработке назначается интервал твердости. Этот интервал может обозначаться следующим образом: 35,5┘40,5 HRC (ИУС № 4 2000 г. [54]; s В = 1080┘1270 МПа (110-130 кг/см 2 ).
Назначается вид контроля после проведенной термообработки.
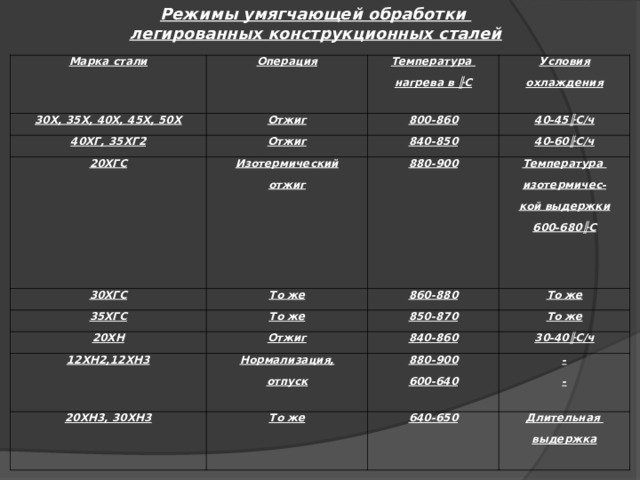
Режимы умягчающей обработки
легированных конструкционных сталей
Марка стали
30Х, 35Х, 40Х, 45Х, 50Х
Операция
Температура
нагрева в ╟ С
40ХГ, 35ХГ2
Отжиг
20ХГС
Условия
охлаждения
Отжиг
800-860
840-850
40-45 ╟ С/ч
Изотермический
отжиг
30ХГС
35ХГС
880-900
То же
40-60 ╟ С/ч
То же
860-880
Температура
изотермичес-
кой выдержки
600-680 ╟ С
20ХН
850-870
То же
Отжиг
12ХН2,12ХН3
То же
840-860
Нормализация,
отпуск
20ХН3, 30ХН3
30-40 ╟ С/ч
880-900
600-640
То же
-
-
640-650
Длительная
выдержка
 200 200 Масло 49-43 180-200 480-520 220 - - - - 45-50 28-31 40Х 45Х 825-860 50Х 820-850 Масло 200-300 300-400 400-500 500-600 600-650 Масло 815-845 18ХГТ - - - - - 200-220 500-580 580-650 Масло 40ХГ 800-820 - 280-302 230-280 12ХН3А 500 860-880 54-52 52-45 45-36 36-30 30-27 Масло 30ХГСА 300 55-52 - - 180-220 Масло 780-800 35ХГСА Масло 890-910 200-250 - - Масло - 180-200 - 860-880 260 225-250 480-520 53-45 Масло - 337-390 - 200-250 640-660 50-46 - - Ё235 53-46 -" width="640"
200 200 Масло 49-43 180-200 480-520 220 - - - - 45-50 28-31 40Х 45Х 825-860 50Х 820-850 Масло 200-300 300-400 400-500 500-600 600-650 Масло 815-845 18ХГТ - - - - - 200-220 500-580 580-650 Масло 40ХГ 800-820 - 280-302 230-280 12ХН3А 500 860-880 54-52 52-45 45-36 36-30 30-27 Масло 30ХГСА 300 55-52 - - 180-220 Масло 780-800 35ХГСА Масло 890-910 200-250 - - Масло - 180-200 - 860-880 260 225-250 480-520 53-45 Масло - 337-390 - 200-250 640-660 50-46 - - Ё235 53-46 -" width="640"
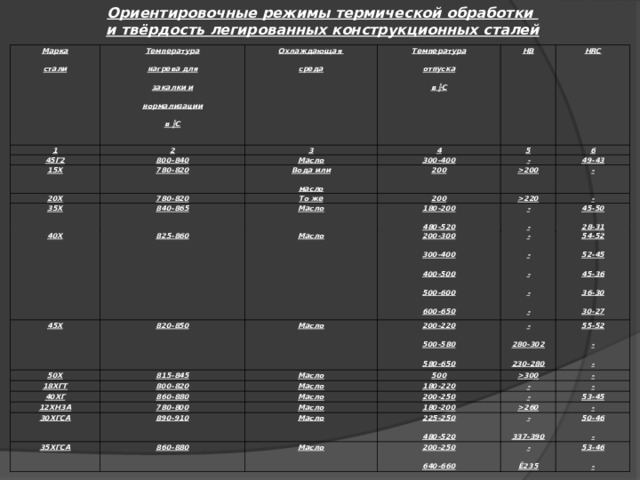
Ориентировочные режимы термической обработки
и твёрдость легированных конструкционных сталей
Марка
стали
1
Температура
нагрева для
закалки и
нормализации
в ╟ С
Охлаждающая
среда
2
45Г2
800-840
Температура
отпуска
в ╟ С
15Х
3
780-820
Масло
20Х
4
НВ
5
300-400
Вода или
масло
780-820
35Х
НRС
То же
-
200
840-865
6
200
200
Масло
49-43
180-200
480-520
220
-
-
-
-
45-50
28-31
40Х
45Х
825-860
50Х
820-850
Масло
200-300
300-400
400-500
500-600
600-650
Масло
815-845
18ХГТ
-
-
-
-
-
200-220
500-580
580-650
Масло
40ХГ
800-820
-
280-302
230-280
12ХН3А
500
860-880
54-52
52-45
45-36
36-30
30-27
Масло
30ХГСА
300
55-52
-
-
180-220
Масло
780-800
35ХГСА
Масло
890-910
200-250
-
-
Масло
-
180-200
-
860-880
260
225-250
480-520
53-45
Масло
-
337-390
-
200-250
640-660
50-46
-
-
Ё235
53-46
-
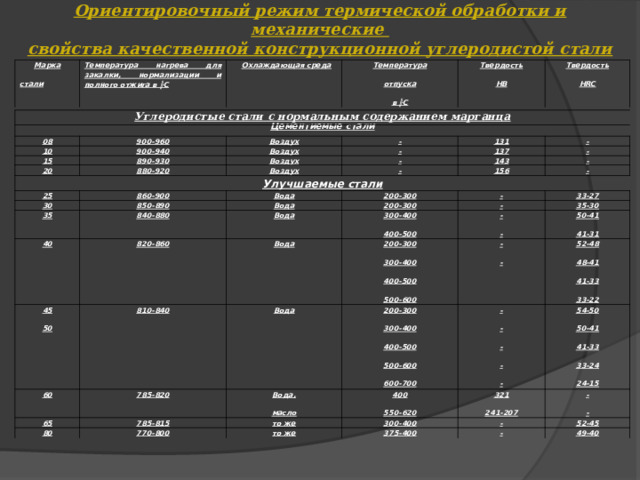
Ориентировочный режим термической обработки и механические
свойства качественной конструкционной углеродистой стали
Марка
стали
Температура нагрева для закалки, нормализации и полного отжига в ╟ С
Охлаждающая среда
Температура
отпуска
в ╟ С
Твердость
НВ
Твердость
НRС
Углеродистые стали с нормальным содержанием марганца
Цементиемые стали
08
900-960
10
900-940
Воздух
15
890-930
Воздух
-
-
131
Воздух
137
-
-
-
143
-
20
880-920
Улучшаемые стали
25
Воздух
-
30
860-900
850-890
Вода
156
35
40
-
Вода
200-300
840-880
200-300
820-860
-
45
50
Вода
60
Вода
810-840
300-400
400-500
-
33-27
200-300
300-400
400-500
500-600
35-30
785-820
65
Вода
-
-
50-41
41-31
-
-
200-300
300-400
400-500
500-600
600-700
80
785-815
Вода,
масло
770-800
400
550-620
52-48
48-41
41-33
33-22
то же
-
-
-
-
-
321
241-207
54-50
50-41
41-33
33-24
24-15
300-400
то же
-
-
375-400
-
52-45
-
49-40
Углеродистые стали с повышенным содержанием марганца
Цементуемые стали
15Г
880-920
20Г
25Г
860-900
Воздух
Улучшаемые стали
850-890
-
то же
163
-
то же
30Г
40Г
840-880
-
197
-
197
-
820-860
50Г
Вода
-
800-840
60Г
200-220
400-500
то же
65Г
790-820
Вода,
масло
600
-
-
790-815
200
550-600
235
54-52
38-33
то же
-
то же
200-220
500-600
-
295-246
-
302-269
50
-
150-200
200-300
300-400
60-56
-
-
-
-
60-58
58-54
54-57
Вид термической
обработки
1
Обозначе-ние вида термообра-ботки
Назначение
2
Искусственное старение без предварительной закалки
Искусственное старение без предварительной закалки
Отжиг
Закалка
Закалка (сокращенная)
Закалка и кратковременное (неполное) искусственное старение
Закалка (сокращенная) и кратковременное (неполное) искусственное старение
3
Т1
Т2-1
Т2
Т4
Т4-1
Т5
Т5-1
1. Для улучшения обрабатываемости резанием литых деталей с целью уменьшения шероховатости поверхности.
2. Для повышения прочности.
Для уменьшения литейных остаточных напряжений при сохранении значений механических свойств на уровне литого состояния
Для уменьшения литейных остаточных напряжений, устранения наклепа, вызванного механической обработкой и повышения пластичности
Для повышения прочностных характеристик
Для повышения прочностных характеристик отливок, полученных литьем под давлением.
Для получения достаточно высоких значений прочности и пластичности.
Для получения достаточно высоких значений прочности и пластичности отливок, полученных литьем под давлением.
1
2
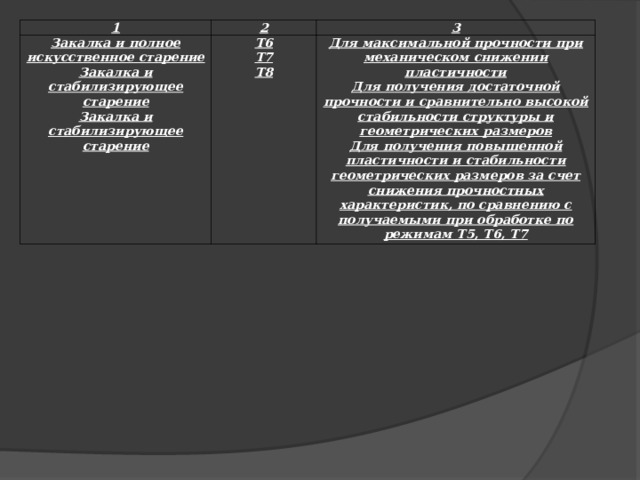
Закалка и полное искусственное старение
Закалка и стабилизирующее старение
Закалка и стабилизирующее старение
Т6
Т7
Т8
3
Для максимальной прочности при механическом снижении пластичности
Для получения достаточной прочности и сравнительно высокой стабильности структуры и геометрических размеров
Для получения повышенной пластичности и стабильности геометрических размеров за счет снижения прочностных характеристик, по сравнению с получаемыми при обработке по режимам Т5, Т6, Т7







Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

1900 руб.
2930 руб.

1640 руб.
2530 руб.

1830 руб.
2820 руб.

1860 руб.
2860 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства