Урок производственного обучения с использованием компьютера.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Открытый урок на конкурс "Мастер года"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Открытый урок на конкурс "Мастер года"»
Наплавка смежных параллельных валиков на пластины в нижнем положении шва с использованием информационных технологий
Лямкин В. В.
ГБОУ СПО "Благодарненский агротехнический техникум"
г. Благодарный
Цели занятия:
Дополнить и систематизировать знания и умения в выполнении наплавки смежных параллельных валиков в нижнем положении шва.
Развивать у обучающихся навыки и умения в выполнении основных операций в сварочных работах. Развитие глазомера при присоединении швов.
Воспитание точности, аккуратности в выполнении работ, экономии в отношении к используемому материалу.
Отработка навыков самоконтроля.
Учебно-производственные работы: электродуговая наплавка валиков на плоскую поверхность металла. Наплавка смежных параллельных валиков в нижнем положении шва на двух трансформаторах с различной выходной силой тока.
Материально-техническое оснащение: Сварочный трансформатор, электроды, личные защитные средства. Мультимедийное рабочее место мастера п\о.
Межпредметные связи: Основы теории сварки. Технология сварочных работ. Черчение. Охрана труда. Материаловедение.
Ход урока:
Организационная часть _5_ мин.
- проверка присутствующих; готовность рабочих мест к началу урока.
- выдать необходимые материалы, инструменты, документацию и т.п.
- объяснение хода и последовательности проведения урока, назначение дежурных (при необходимости).
Вводный инструктаж __15__ мин.
Сообщение темы и цели урока:
Провести повторение материала по предыдущим урокам: Слайд № 3,4.
– виды перемещения электрода. Слайд №5,6
– возможные ошибки при выполнении сварочных работ (длинная дуга, непровар, прожег, подрез, обрыв шва). Слайд №7
– ТБ при выполнении сварочных работ.
Нижние швы наиболее удобны для выполнения, так как расплавленный металл электрода под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны, а газы и шлак выходят на поверхность металла. [3].
При недостаточном сварочном токе дуга горит неустойчиво, а при чрезмерном токе электрод плавится слишком интенсивно. Вследствие чего возрастают потери металла на разбрызгивание, ухудшается качество формирование шва. [2]
Обратить внимание на чрезмерно быстрое перемещение электрода вдоль шва, что влияет на качество шва.
«Вести» дугу таким образом, чтобы кромки накладываемого валика проплавлялись с основным металлом, чтобы не было шарообразной формы (следствие малой силы тока дуги – необходимо добавить силу тока). [4]
Виды перемещения электрода:
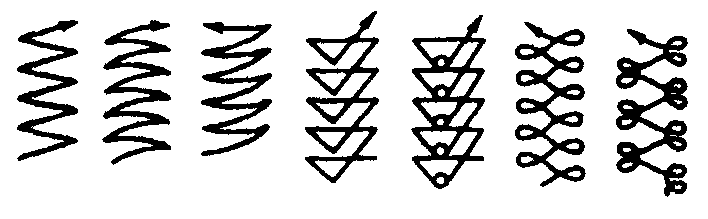
а б в г
рис. 1. Основные способы перемещения конца электрода при ручной дуговой сварке.
Вопросы учащимся:
1. Что влияет на качество шва: скорость перемещения электрода в продольном и поперечном направлении, сила тока.
2. Какой длины бывает дуга: короткая – для наплавки и длинная – для резки металла и их недостатки.
Объяснение нового материала. __25__ мин.
Рассказать о значении данной работы в освоении профессии.
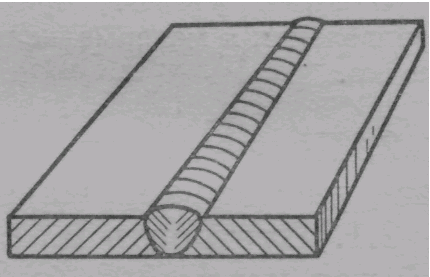
Показать образец готовой детали.
Разобрать технологическую последовательность процесса обработки, использую инструкционно - технологические карты. Слайд №9-14.
Рассмотреть применяемые инструменты, приспособления. [1]
Показать приемы работы при выполнении сварки в нижнем положении шва, предупредить о возможных ошибках.
Рассказать о передовых способах работы при выполнении сварочных работ.
Провести инструктаж по ТБ при выполнении сварочных работ.
Самостоятельная работа учащихся __300__ мин.
1. Выполнение обучающимися наплавка валиков в нижнем положении шва встык без скоса кромок:
- выбор, подготовка детали к сварке, установка заготовки на столе.
- выбор режима сварки
- сварка сплошным односторонним швом
- вырубка недоброкачественного шва
- очистка детали от шлаков.
2. Обход рабочих мест обучающихся с целью проверки:
– правильности выполнения трудовых приемов работы;
– выявления и устранения ошибок в выполнении работ;
– соблюдение правил безопасности труда.
VI. Заключительный инструктаж _15_ мин.
Закрепление материала, опрос обучающихся;
Анализ выявленных ошибок у обучающихся.
Выставление оценок с демонстрацией образцов швов на стенде.
VII. Задание на дом. Повторение по конспекту по основам теории сварки и спец. технологии.
Анкета-заявка на участие в проведении мастер-класса в рамках III Регионального фестиваля педагогических идей. Инновации. Внедрение. Современная практика в системе НПО-СПО.
| Направление деятельности секции | Секция мастеров производственного обучения, преподавателей специальных дисциплин |
| Название учреждения | ГБОУ СПО "Благодарненский агротехнический техникум" |
| ФИО | Лямкин Виктор Васильевич |
| Должность специалиста | Мастер производственного обучения |
| Тема мастер-класс | Наплавка смежных параллельных валиков на пластины в нижнем положении шва с использованием информационных технологий |
| Цель проведения мастер-класса | Дополнить и систематизировать знания и умения в выполнении наплавки смежных параллельных валиков в нижнем положении шва. Развивать у обучающихся навыки и умения в выполнении основных операций в сварочных работах. Развитие глазомера при присоединении швов. |
| Ожидаемые результаты мастер-класса | Приобретение обучающимися навыков в выполнении наплавки смежных параллельных валиков в нижнем положении шва. |
Инструкционная карта
к заданию: сварное соединение двух пластин встык без скоса кромок с расположением шва в нижнем положении.
| № опера ции | Технически неделимые операции | ТУ на выполнение | Оборудование и приспособления | Рисунок |
| 1 | Очистка пластины от грязи |
| Щетка по металлу, ветошь, защитная маска. |
|
| 2 | Установить пластины на столе |
| Стол сварщика. |
|
| 3 | Установить требуемую силу тока на сварочном аппарате. |
| Сварочный трансформатор | |
| 4 | Выполнить две прихватки на поверхности детали | Сварку производить электродами диаметром 3 мм. | Электроды АНО-21 и АНО -24, защитная маска, рукавицы, роба сварщика. | |
| 5 | Выполнить сварку деталей в нижнем положении шва. | См. рисунок | Электроды АНО-21 и АНО -24 | |
| 6 | Произвести очистку шва от шлака |
| Молоток, щетка по металлу, защитный щиток, щипцы. | |
| 7 | Выполнить полное охлаждение детали
|
| Щипцы, вода, рукавицы,защитная маска.
|
Список литературы
1. Виноградов В.С. Оборудование и технология дуговой автоматической сварки. – М.:Высшая школа;Изд.центр "Академия", 1999 – 319 с.
2. Кобзев В.А, Коваленко В.В. Сварочные трансформаторы.- Ставрополь, 1998 - 227 с.
3. Маслов В.И. Сварочные работы: Учеб. Для нач.проф.образования. –М.:ПрофОбрИздат, 2001.-240 с.:ил.
4. Чернышов Г.Г. Сварочное дело: Сварка и резка металлов: учебник для нач.про.образования/Г.Г. Чернышов. -3-е изд. -496 с.
| Ф.И.О. автора | Лямкин Виктор Васильевич |
| Название мет.разработки | Наплавка смежных параллельных валиков на пластины в нижнем положении шва. |
| Количество страниц | 5 |
| Учебное заведение | ГБОУ СПО "Благодарненский агротехнический техникум |
| Электронная почта | Техникум: [email protected] Автор: [email protected] |
| Контактный телефон | Техникум: 8(86549) 5-22-74 Автора: 8-906-462-26-14 |
| Адрес (с указанием индекса и фамилии) | Техникум: 356420 г. Благодарный ул. Первомайская, 22 директор Белозорев Василий Андреевич Автор: 356420 г. Благодарный ул. Чапаева, 115 Лямкин Виктор Васильевич |





Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

2160 руб.
3320 руб.

1860 руб.
2860 руб.

1830 руб.
2820 руб.

2040 руб.
3140 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства