В презентации представлены методы получения заготовок
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Методы получения заготовок
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Методы получения заготовок»
Методы получения заготовок
Производство заготовок литьем
- Литейное производство — отрасль машиностроения, занимающаяся изготовлением заготовок путем заливки расплавленного металла в форму, при охлаждении которой металл затвердевает, скопировав конфигурацию формы. В результате получается заготовка, называемая отливкой .
Литье в песчано-глинистые формы
Одним из распространенных методов получения заготовок является литье в песчано-глинистые формы.
Песчано-глинистые формы подразделяют на
три группы:
- разовые , изготавливаемые из песчано-глинистых смесей, служащие для получения одной отливки (при выбивке отливки форма разрушается). Их применяют при изготовлении заготовок из черных и цветных металлов любого размера и веса;
- полупостоянные , изготавливаемые из огнеупорных материалов (шамот, магнезит и др.) и служащие для получения нескольких десятков отливок;
- постоянные , изготавливаемые из металлов и сплавов.
Литье в оболочковые формы
- Литье в оболочковые формы обеспечивает точность размеров 13... 14 квалитета и величину параметра шероховатости Ra = 6,3 мкм.
Литейной формой является оболочка, состоящая из формовочных смесей с термопластичными и термореактивными связующими смолами, которые помещают в ящик с песком или дробью перед заливкой ее металлом. Для изготовления оболочковых форм требуется дорогостоящая оснастка, а сама форма используется один раз, поэтому данный метод целесообразно использовать в массовом, крупносерийном и среднесерийном производстве для изготовления заготовок массой до 100 кг (хотя имеется возможность получать заготовки до 300 кг) и размером до 100 мм.
Литье в кокиль
- В кокилях получают отливки (из чугуна и стали) с толщиной стенки 5 мм, 12-14 квалитета точности, значениями параметров шероховатости поверхности Ra = 12,5...3,2 мкм и массой до 200 кг.
Этот метод получения заготовок применяют в серийном и массовом производстве. Кокили изготавливают литыми из чугуна, стали, меди и алюминия. В зависимости конструкции кокили бывают разъемными или вытряхными. Широкое распространение получили многоместные кокили.
Литье по выплавляемым моделям
- Литьем по выплавляемым моделям получают отливки из сплавов цветных металлов, стали и чугуна. Отливки можно получить массой от нескольких грамм до 300 кг.
- Данный метод получения заготовок применяют в массовом, крупно- и среднесерийном производстве при изготовлении мелких и сложных по форме заготовок.
- Сущность процесса литья по выплавляемым моделям заключается в использовании точной неразъемной разовой модели, по которой изготавливается неразъемная керамическая оболочковая форма, куда и заливается расплавленный металл после удаления модели из формы путем выжигания, испарения или растворения
- Этим способом можно изготавливать точные отливки из различных сплавов толщиной от 0,8 мм и более с небольшими припусками на обработку.
Литье под давлением
- Литье под давлением — прогрессивный метод изготовления отливок заключающийся в заполнении расплавленным металлом металлической литейной формы под давлением сжатого воздуха или поршня, когда металл запрессовывается в форму и воспроизводит ее точную конфигурацию. Расплав металла заполняет форму с большой скоростью (до 35 м/с), что обеспечивает высокую плотность материала, точность и качество поверхности слоя отливки.
- Литьем под давлением получают отливки из стали, цветных металлов и/1 чугуна. Масса отливок может быть от нескольких граммов до 50 кг, толщина стенки 1,0...0,8 мм. Этот метод литья позволяет получить отливки высокой точности (8-12 квалитет) при Ra = 12,5...3,2 мкм. Метод литья под давлением применяют в массовом и крупносерийном производстве.
- Высокая производительность и возможность получения заготовок, имеющих мелкозернистую структуру и высокие механические свойства, являются важным преимуществом этого метода получения отливок.
Центробежное и другие виды литья
- Центробежным литьем получают отливки из чугуна, стали, цветных металлов и сплавов. Применяют данный метод в массовом и серийном производстве для получения пустотелых и тонкостенных отливок (тел вращения) сложной конфигурации, например, Гильз, втулок, вкладышей и т. д. Используют центробежное литье с горизонтальной и вертикальной осями вращения, реже с наклонной.
- Изготовление отливок центробежным методом осуществляют путем заливки металла во вращающуюся металлическую форму. Под действием центробежных сил частицы расплавленного металла отбрасываются к поверхности формы и, затвердевая, принимают ее очертания.
Производство заготовок пластическим деформированием
Ковка
- Ковка — метод обработки металлов давлением, при котором заготовке придается заданная форма из слитка с помощью инструмента, не ограничивающего течение металла в плоскости, перпендикулярной действию силы.
- Различают ковку ручную и машинную.
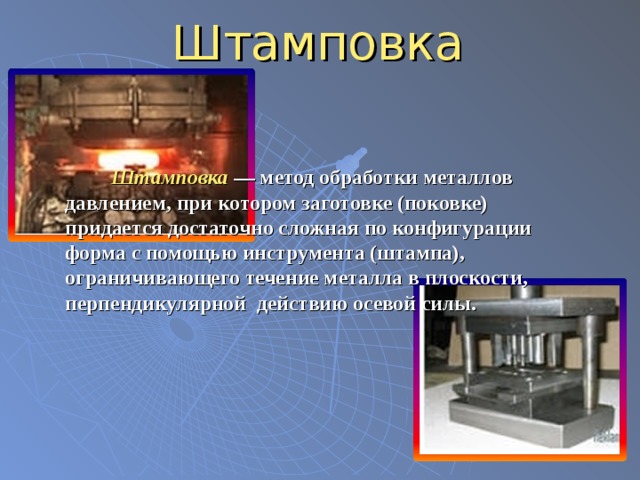
Штамповка
Штамповка — метод обработки металлов давлением, при котором заготовке (поковке) придается достаточно сложная по конфигурации форма с помощью инструмента (штампа), ограничивающего течение металла в плоскости, перпендикулярной действию осевой силы.
- Штамповка — метод обработки металлов давлением, при котором заготовке (поковке) придается достаточно сложная по конфигурации форма с помощью инструмента (штампа), ограничивающего течение металла в плоскости, перпендикулярной действию осевой силы.
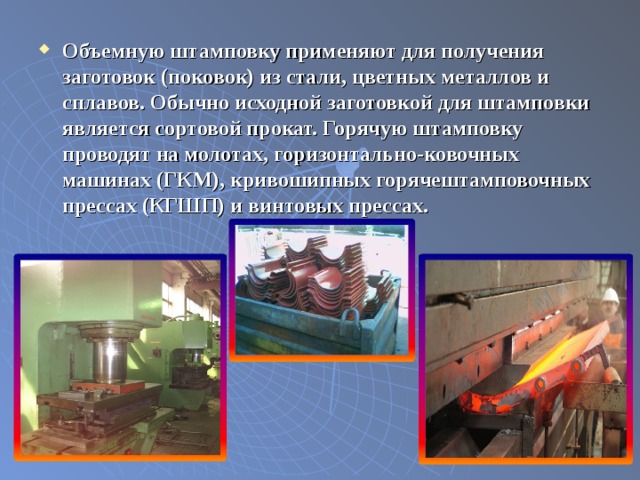
- Объемную штамповку применяют для получения заготовок (поковок) из стали, цветных металлов и сплавов. Обычно исходной заготовкой для штамповки является сортовой прокат. Горячую штамповку проводят на молотах, горизонтально-ковочных машинах (ГКМ), кривошипных горячештамповочных прессах (КГШП) и винтовых прессах.
Прокатка
- Прокатка — пластическое деформирование металла вращающимися валками. Различают три основных вида прокатки:
- продольную,
- поперечную;
- продольно- и поперечно-винтовую.
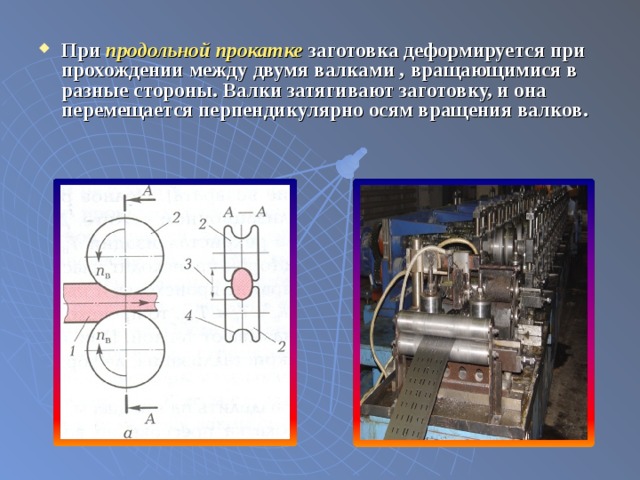
- При продольной прокатке заготовка деформируется при прохождении между двумя валками , вращающимися в разные стороны. Валки затягивают заготовку, и она перемещается перпендикулярно осям вращения валков.
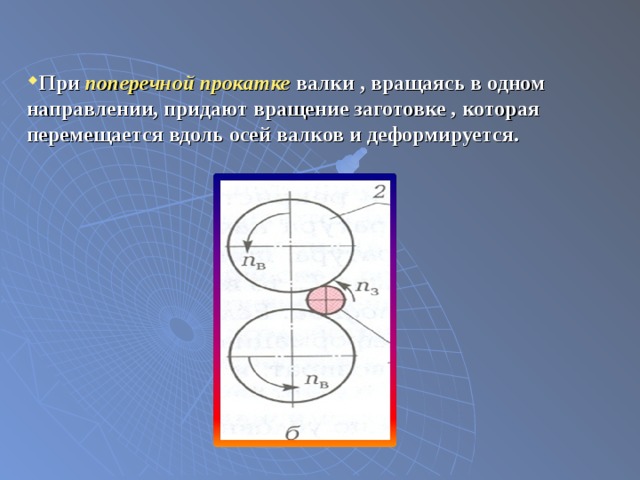
- При поперечной прокатке валки , вращаясь в одном направлении, придают вращение заготовке , которая перемещается вдоль осей валков и деформируется.
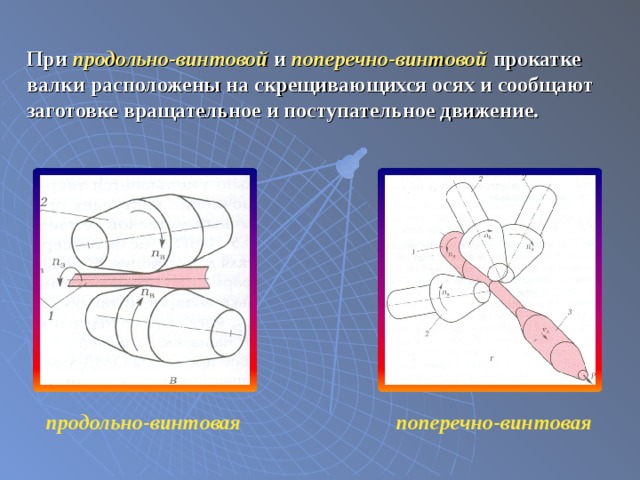
При продольно-винтовой и поперечно-винтовой прокатке валки расположены на скрещивающихся осях и сообщают заготовке вращательное и поступательное движение.
продольно-винтовая
поперечно-винтовая
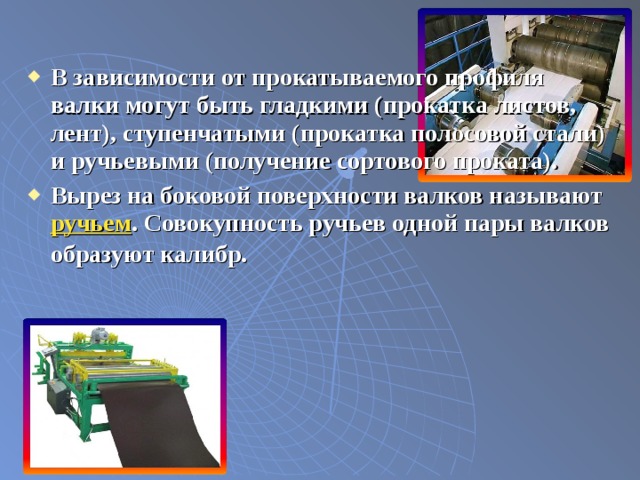
- В зависимости от прокатываемого профиля валки могут быть гладкими (прокатка листов, лент), ступенчатыми (прокатка полосовой стали) и ручьевыми (получение сортового проката).
- Вырез на боковой поверхности валков называют ручьем . Совокупность ручьев одной пары валков образуют калибр .
Презентацию подготовили:
студентки группы А-31-08д
Пономарева Л. и Кузнецова А.








Полезное для учителя




Распродажа видеоуроков!

1900 руб.
2930 руб.

1900 руб.
2930 руб.

1380 руб.
2120 руб.
1640 руб.
2530 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства