Разработка содержит информацию о 3D принтере и выборе материалов для печати.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
3D принтер
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«3D принтер»
3D принтер
Выбор материалов для печати
ABS пластик
ABS пластик Самым популярным расходным материалом является ABS пластик. Особая структура это вида «расходника» позволяет выдерживать сильное механическое воздействие. Такой пластик относится к ударопрочной группе и если сравнить ABS с обыкновенным полистиролом, то он в значительной степени превосходит другие аналоги в плане механической прочности и жёсткости. Среди других достоинств можно отметить тот факт, что данный вид пластика выдерживает температурную нагрузку в 100 C°. Этот расходный материал также можно использовать для нанесения гальванического покрытия, в сфере вакуумной металлизации и даже для спайки контактов. Он отлично подходит для сварки или точного литья. Материал обладает высокой размерной стабильностью. Распечатанные объекты имеют блестящую поверхность (уровень блеска можно регулировать).
Среди огромного списка достоинств можно отметить стойкость к щелочи, смазке, кислоте, углеводороду, жиру и даже бензину. Однако он прекрасно растворяется в ацетоне, эфире, бензоле, этилхлориде, этиленхлориде, анилине и анизоле. Основной недостаток – чувствительность к воздействию ультрафиолетовых лучей и атмосферных осадков. Данный материал характеризуется низким уровнем электроизоляции.
Стоимость килограмма ABS пластика составляет около 2400 рублей.
Практически не поглощает влагу
Воспламеняется при температуре в 395 С°

рис. 2. Пластик материал ABS
Акрилонитрилбутадиенстирол. Название пластика образовано от начальных букв наименований мономеров. Для его производства используют примерно 2 кг нефти. Благодаря своим характеристикам, это самый востребованный пластик на сегодняшний день. Влагостойкий, теплостойкий, долговечный, нетоксичный, легко поддается обработки и физической и химической. Используется для производства авто деталей, корпусов техники, спортивного инвентаря, мебели, сантехники, канцелярских товаров, детских игрушек, музыкальных инструментов, настольных принадлежностей, выключателей, деталей медицинского оборудования, смарт-карт.
Плотность ABS 1,02-1,08 г/см³, температура размягчения от 90-105 градусов по Цельсию °C, температура плавления 220-260 °C, а температура эксплуатации от -40 до +90 градусов.
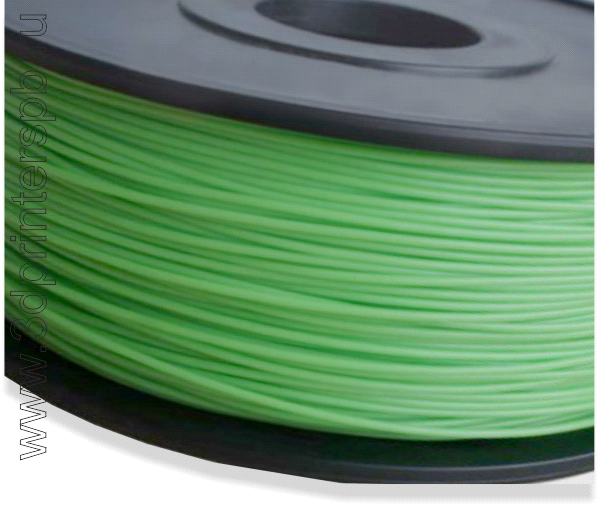
рис.3 пластик ABS
Важно приобретать расходные материалы именно в специализированном магазине, а не за «бугром». Только так Вы можете быть уверенны , что расходные материалы для 3D принтера, купленные Вами, безопасны для здоровья.
Характеристика пластика ABS
| характеристика | Ударостойкость Легко Подвергается хим.ифиз обработке. Растворяется в ацитоне. | Экологически безопасный. Биологически разлагаемый. Легко выдерживает нагрузки на изгиб. скользки | Биологически разлогаемый низки коэффициент усадки растворим в ваде | Мягки, растворимый в воде комнатной температуры растворяется в уксосной кислоте и других органичиских растворителях | Твердый жестки изностостойки звукопоглощающи, размероустойчив, гибки,имеет небольшую прозначность | Хорошие свойства скольжения и исноса , не образуют трещин вследствии внутренего наприжение высокая термостабильность, стойкость к химикатам | Прозрачный очень ударостойки твердый погодастойки |
выбор оборудования
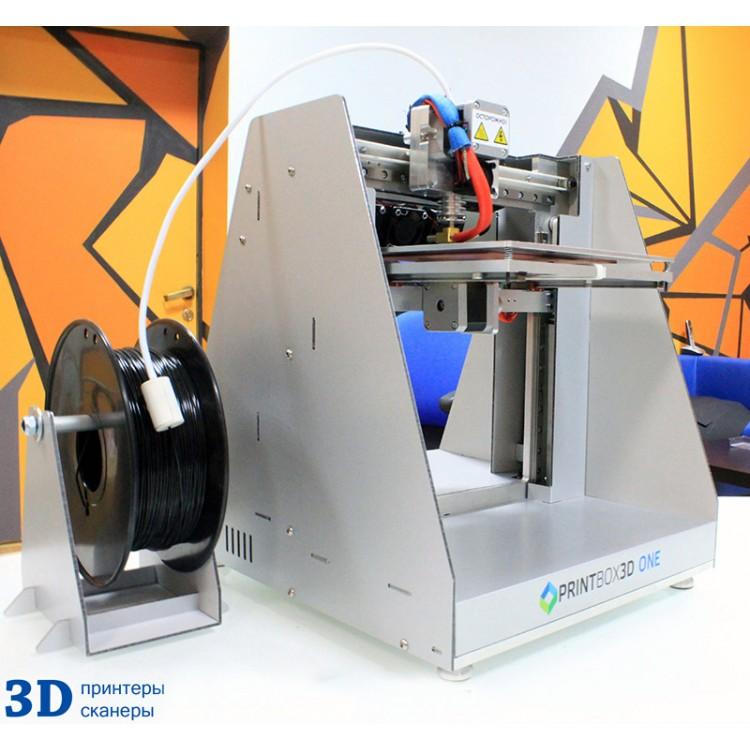
Для печати своего сувенира я выбрал 3d принтер PrintBox3D.
В новом 3d принтере PrintBox3D Сразу бросается в глаза количество металла, которое использовано в конструкции. 3D-принтер больше похож на станок, чем на печатающее устройство.
• нижняя платформа,
• 2 листа пошли на конструкцию стола плюс балка, на которой они крепятся, • П-образная несущая рама
• 2 детали из которых состоит «коробочка» экструдера
• Радиатор экструдера
Композит алюминий-пластик, используются только во внешней декоративной обшивке. Те, кто немного касался темы обработки металла, представляет сложность и стоимость этого процесса.
Дизайн можно отнести к недостаткам принтера. Линии угловаты, холодный металлик,PrintBox3D One больше похож на станок, чем на технику для широкого круга домашних пользователей. У этого принтера 5 линейных направляющих (две на высоту, две на ось Y и одна на Х), у принтера UP Plus 2 замечена одна такая направляющая. У остальных производителей направляющие цилиндрические, которые крепятся к корпусу только в 2 точках, в начале и конце, а в середине соответственно, дают некоторое искажение по высоте.
Принтер снабжен 3 вентиляторами, что в 3 раза больше, чем на остальных принтерах. Разницу можно ощутить при печати растущих от основания к верху моделей, когда верхний слой больше нижнего. Если он не успевает остыть, то наплавляется с боков на нижний слой и портится внешний вид модели. (Совет: При печати таких моделей снижайте скорость до минимума до 20-40 мм в мин, чтобы слои успевали охлаждаться). Преимущество 3 вентиляторов особенно заметно при печати таких моделей. Причем не столь важно, что вентиляторы дуют только с одной стороны, т.к. во время печати верхний слой еще не загорожен соседними стенками и хорошо охлаждается. У этого 3d принтера алюминиевый стол, с регулируемым до 150 градусов подогревом. Область печати – 185х160 мм.
В принципе, в большинстве случаев этих размеров хватает, т.к. модели больше 15х15х15 см. часто коробятся и отклеиваются, чем страдают Makerbot и Picaso. Вообще, по моему опыту оптимально печатать модели размером не более 13-15 см., а если возникает потребность в больших – то резать модель в 3д программе и печатать ее из нескольких частей, а затем их склеить.
Большим плюсом является отсутствие необходимости каждый раз мазать стол специальным составом, как у Cube или покрывать скотчем blue tape (800 руб. за моток) как в случае с Makerbot (на одной точке модель больше 2 раз не напечатаешь), все это приводит к дополнительным затратам. На стол 3d принтера Printbox3d клеится цветная прозрачная пленка, которую хватает на печать 15-20 моделей, после чего ей легко придать адгезии нулевой наждачной бумагой.
Дополнительным преимуществом является абсолютная ровность поверхности основания, после печати, чего, например, вы никогда не добьётесь у тех же Makerbot и UP Plus 2 у которых она будет шершавой и в пупырышках. В принтере используется программа Repetier-Host.
У нее очень большое количество настроек (около 50 опций) из-за чего она сначала кажется сложной. Но в инструкции производитель дает с программой настройки для печати разных типов моделей и описывает каждую опцию, чтобы не забивать новичку этим голову можно порекомендовать пользоваться 4-5 главными опциями. Repetier-Host является программой на открытом коде, и это так же отличает 3d принтер Printbox3d от основных конкурентов, предпочитающих делать свои интерфейсы из RepetierHost просто закрыв 90% функций или разработав собственные программы, которые, мне кажется не столько «френдли» сколько примитивны, например, при минимальных отрицательных углах они рекомендуют ставить поддержки, что приводит к дополнительным затратам времени на их последующее удаление.
PrintBox3D One
Технология печати FDM
Толщина нити 1,75 мм
Разрешение печати 50мкм
Максимальная скорость печати 30 см3/час
Точность позиционирования 50 мкм
Максимальные размеры макета 185х160х150мм
ПО для работы Repetier-Host
Габариты 320x360x390 мм
Вес 10,5 кг 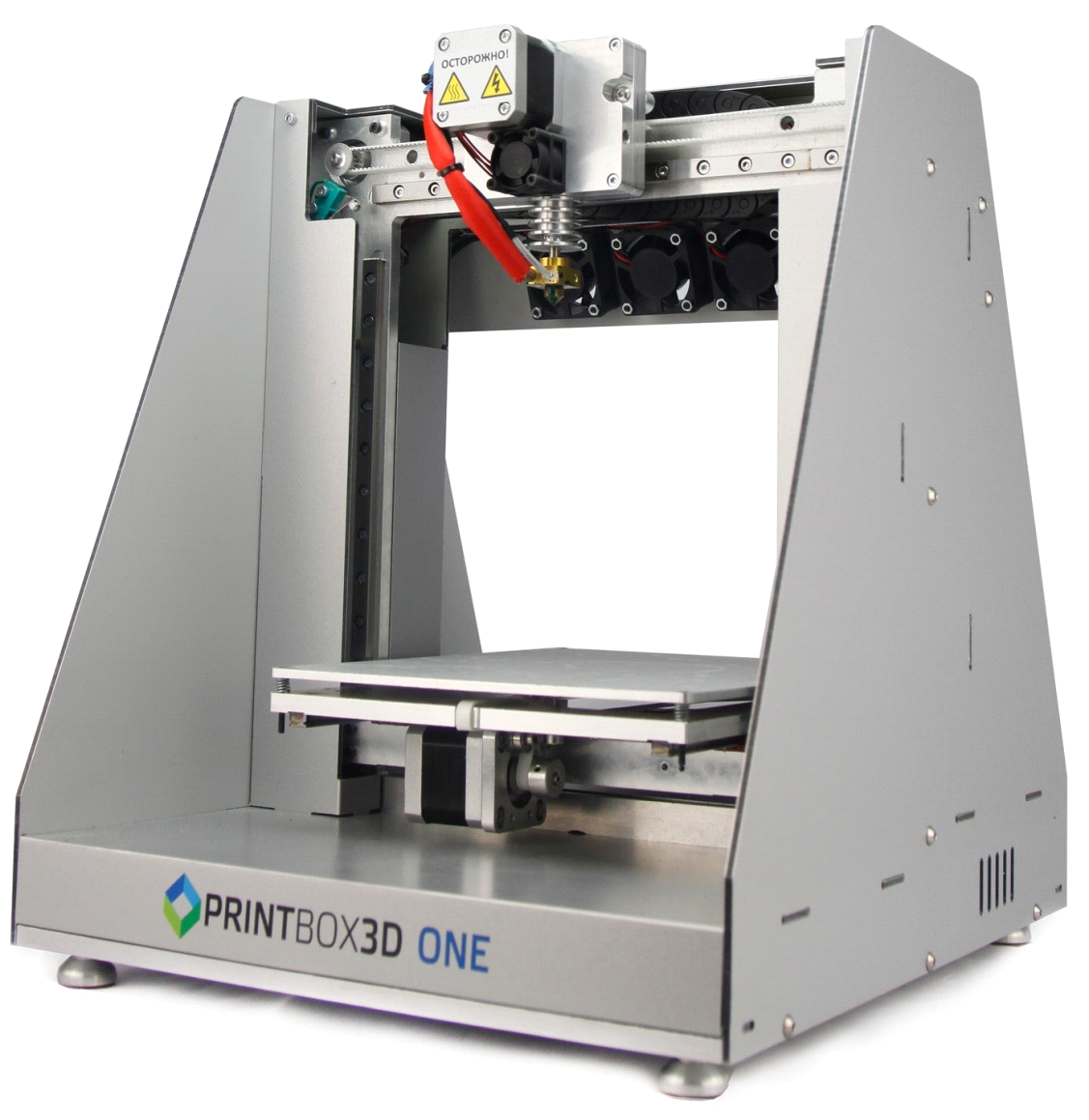
рис.4 3D принтер PrintBox3D One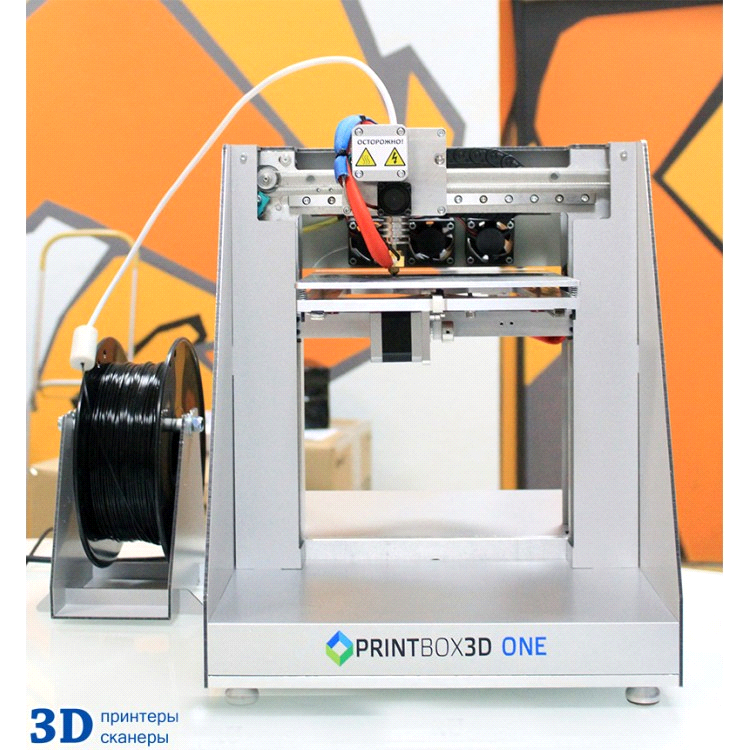
рис.5 3D принтер PrintBox3D One
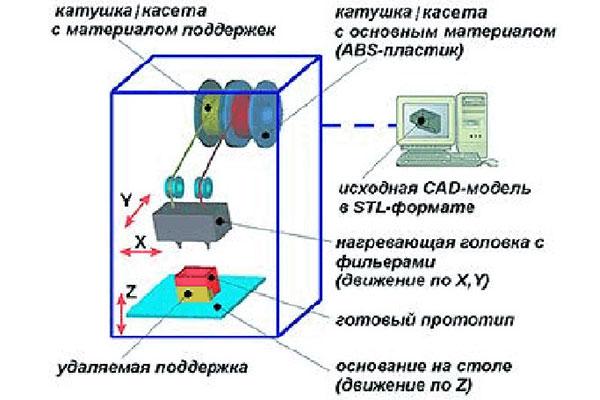
Технологическая схема
![]()
ТЕХНОЛОГИИ 3D ПЕЧАТИ
3D-печать может осуществляться разными способами и с использованием различных материалов, но в основе любого из них лежит принцип послойного создания (выращивания) твёрдого объекта.На данный момент времени существует две основных технологии выращивания слоев, это лазерная и струйная.
Струйная 3D-печать
Струйная 3D-печать очень схожа с работой обычного принтера, только вместо краски соплом выдавливается некоторое количество разогретого пластика на охлажденную платформу, это так называемая Fused Deposition Modeling (FDM) технология. Капли очень быстро застывают и образуют один из слоев будущей трехмерной модели (как и в лазерной печати, создание модели ведется послойно). NASA даже собирается интегрировать такой 3D-принтер в космический корабль, рассчитанный на длительные экспедиции. Ведь астронавтам наверняка понадобится какая-то деталь для ремонта или замены, и подобное печатающее устройство попросту нужно. Все-таки компактный 3D-принтер с несколькими десятками килограмм исходного материала куда компактнее полновесного механического цеха.
Рис 6 Технология 3д печати
Существует технология струйной 3D-печати и с использованием полимерного порошка. Компания Z Corporation активно ее продвигает, причем в последнее время весьма и весьма успешно. Специальная головка впрыскивает на гипсовый или крахмальный порошок клеящую основу, которая при застывании образует один из слоев будущей модели. Изюминка данной технологии состоит в том, что в клей можно добавлять красящие вещества и делать модель не только объемной, но и разноцветной. Принтеры, работающие по такому принципу, стоят относительно немного – от 8 до 30 тысяч долларов, что в десятки раз меньше стоимости лазерных аналогов. Компания ProMetal использует схожий принцип 3D-печати, что и Z Corporation, только вместо порошка на гипсовой основе используется металлическая крошка. Ну а дальше дело за малым – обжечь получившуюся модель в печи и получить готовую модель.
Объект формируется из жидкого фотополимера, затвердевающего под действием лазерного излучения. Лазерное излучение формирует на поверхности текущий слой разрабатываемого объекта, после чего, объект погружается в фотополимер на толщину одного слоя, чтобы лазер мог приступить к формированию следующего слоя

Рис 5. Формирование объекта
(SLS) Объект формируется из плавкого порошкового материала (пластик, металл) путем его плавления под действием лазерного излучения. Порошкообразный материал наносится на платформу тонким равномерным слоем, после чего лазерное излучение формирует на поверхности текущий слой разрабатываемого объекта. Затем платформа опускается на толщину одного слоя и на нее вновь наносится порошкообразный материал. анная технология не нуждается в поддерживающих структурах «висящих в воздухе» элементов разрабатываемого объекта, за счет заполнения пустот порошком Плавкий полимерный порошок Электронно-лучевая плавка(EBM) Аналогична технологии SLS, только здесь объект формируется путем плавления металлического порошка электронным лучом в вакууме. Металлический порошок Моделирование методом направления(FDM) Объект формируется путем послойной укладки расплавленной нити из плавкого рабочего материала (пластик, металл, воск). Рабочий материал подаётся в экструзионную головку, которая выдавливает на охлаждаемую платформу тонкую нить расплавленного материала, формируя текущий слой разрабатываемого объекта. Далее платформа опускается на толщину одного слоя, чтобы можно было нанести следующий слой Различные плавкие пластики(ABS,PLA),воск Изготовление объектов при помощи ламинирования(LOM) Объект формируется послойным склеиванием (нагревом, давлением) тонких плёнок рабочего материала, с вырезанием (с помощью лазерного луча или режущим инструмента) соответствующих контуров на каждом слое. Ламинирующие пленки-слои На основе струйной технологии FDM созданы и широко известные в среде энтузиастов 3D- печати так называемые «домашние» трехмерные принтеры , это open source проект Reprap и Capcake (более поздняя версия называется Replicator) компании MakerBot Industries, – сбывается мечта фантастов, – «репликаторы» идут в массы.
«ДОМАШНИЙ» 3D-ПРИНТЕР.
Репликатор – это прибор, который впервые был представлен в американском научно- фантастическом сериале Звездный путь (Стар трек/Star trek) и который позволяет создавать любые другие вещи/приборы. С конца 60-х годов, когда первые эпизоды сериала были сняты прошло немало времени, и в последнее время появились устройства, позволяющие реализовать фантастические , когда то, замыслы по материализации различных вещей путем 3D-печати.
RepRap Проект.
RepRap (от англ. Replicating Rapid Prototyper-самореплицирующийся механизм для быстрого изготовления прототипов) инициатива, направленная на создание самокопирующегося устройства, которое может быть использовано для быстрого прототипирования и производства. Устройство RepRap представляет собой 3D-принтер, способный создавать объемны артефакты на основе моделей, сгенерированных компьютером. Авторы проекта определяют «самокопирование
Принципы работы и области применения 3D-принтеров
3D принтер - устройство, которое применяют при создании физического объекта на основе виртуальной 3D модели. Это идеальное решение создания моделей дизайна, архитектурных концептов, а также изделий, необходимых в области образования, искусства, медицины и картографии и т.д. Система 3D создает объемные физические прототипы путем отверждения слоев рассыпчатого порошка при помощи жидкого связующего вещества. Система 3D чрезвычайно универсальна и быстра, позволяет получать прототипы сложной геометрии во множестве областей применения, а также из различных материалов которые используются ведущими производителями. 3D принтеры разработаны с использованием системы 3D, работающие с невероятной быстротой, с очень низкой себестоимостью. Программное обеспечение, управляющее 3D принтерами, принимает все основные форматы файлов, содержащих 3D геометрию, включая.stl,.wrl,.ply, and.sfx файлы, они могут экспортировать все основные пакеты 3D моделирования. В дополнение к основным применениям в архитектурном дизайне и машиностроении, 3D печать занимает новые места, в их числе: медицинское, молекулярное и пространственное моделирование. Дополнительными источниками данных являются: диагностические данные с CT/MRT аппаратов, база данных моделирования молекул протеина и оцифрованные поверхности с 3D сканеров. Так как конструирование и моделирования с использованием 3D технологий стало широко распространенным, было разработано множество специализированных программных средств. После экспортирования файла твердого тела из программы 3D моделирования, пользователь,открывает его в программе ZPrint™, которая обслуживает 3D принтер. Основной функцией программы ZPrint является рассечение твердого объекта на множество сечений (слоев), создавая 2D изображения каждого слоя толщиной около 0,1 мм в плоскости, перпендикулярной оси Z. Кроме разрезки моделей на слои, пользователь программы ZPrint использует дополнительный функционал, к примеру, меняет вид, масштабирует, вращает, красит, наносит метки, размножает модели. Когда пользователь решает напечатать подготовленные объекты, программа ZPrint начинает посылать 2D-изображения сечений на 3D принтер по стандартной сети. Подготовка занимает около 10 минут. Рабочие материалы 3D принтеров могут быть различными, к примеру, порошок на основе гипса, целлюлозы или гипсо-керамики, в зависимости от требуемых физических параметров. Если необходима дополнительная прочность, напечатанный прототип можно пропитать специальным суперклеем или эпоксидными смолами. Высококачественный композитный материал используют при создании прочных цветных деталей с высоким разрешением. Этот наиболее широко используемый материал вкупе с технологией HD3DP позволяет создавать прототипы с разрешением 600 dpi. Высокая детализация мелких элементов и отличная прочность делают материал пригодным в широком кругу применений: от создания концептуальных прототипов до мастер-моделей под литье. Он состоит из специально разработанного гипса с множеством добавок, улучшающих качество поверхности изделий, их детализацию и прочность. Он идеально подходит для деталей с требованиями высокой прочности, деликатных тонкостенных прототипов, цветной 3D печати, точного воспроизведения конструкции изделий. D-печать может осуществляться разными способами и с использованием различных материалов, но в основе любого из них лежит принцип послойного создания (выращивания) твёрдого объекта. Применяются две принципиальные технологии: .Лазерная: Лазерная печать - ультрафиолетовый лазер постепенно, пиксель за пикселем, засвечивает жидкий фотополимер, либо фотополимер засвечивается ультрафиолетовой лампой через фотошаблон, меняющийся с новым слоем. При этом он затвердевает и превращается в достаточно прочный пластик. Лазерное спекание - при этом лазер выжигает в порошке из легкосплавного пластика, слой за слоем, контур будущей детали. После этого лишний порошок стряхивается с готовой детали. Ламинирование - деталь создаётся из большого количества слоёв рабочего материала, которые постепенно накладываются друг на друга и склеиваются, при этом лазер вырезает в каждом контур сечения будущей детали. .Струйная: Застывание материала при охлаждении - раздаточная головка выдавливает на охлаждаемую платформу-основу капли разогретого термопластика. Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта.Полимеризация фотополимерного пластика под действием ультрафиолетовой лампы - способ похож на предыдущий, но пластик твердеет под действием ультрафиолета. Склеивание или спекание порошкообразного материала - то же самое что и лазерное спекание, только порошок склеивается клеящим веществом, поступающим из специальной струйной головки. При этом можно воспроизвести окраску детали, используя связующие вещества различных цветов. Применение 3D-технологии: ·Для быстрого прототипирования, то есть быстрого изготовления прототипов моделей и объектов для дальнейшей доводки. Уже на этапе проектирования можно кардинальным образом изменить конструкцию узла или объекта в целом. В инженерии такой подход способен существенно снизить затраты в производстве и освоении новой продукции. ·Для быстрого производства - изготовление готовых деталей из материалов, поддерживаемых 3D-принтерами. Это отличное решение для малосерийного производства. ·Изготовление моделей и форм для литейного производства. ·Конструкция из прозрачного материала позволяет увидеть работу механизма «изнутри», что в частности было использовано инженерами Porsche при изучении тока масла в трансмиссии автомобиля ещё при разработке. ·Производство различных мелочей в домашних условиях. ·Производство сложных, массивных, прочных и главное недорогих систем. Например беспилотный самолёт Polecat компании Lockheed, большая часть деталей которого была изготовлена методом скоростной трёхмерной печати. ·Перспективность данной технологии не может вызывать сомнений. К примеру разработки Университета Миссури, позволяющие наносить на специальный биогель сгустки клеток заданного типа. Развитие данной технологии - выращивание полноценных органов. ·В медицине при зубном протезировании. 2. Лазерные технологии 3D-печати принтер объемный струйный лазерный Первой использовавшейся на практике технологией для автоматического изготовления физических моделей из пластика по компьютерным чертежам была стереолитография (SLA), придуманная американским инженером Чарльзом Халлом еще в 1986 году. Халл основал компанию 3D Systems, которая и поныне является одним из главных производителей 3D- принтеров. Принцип стереолитографии заключается в использовании фотополимера в жидком состоянии, поверхность которого отверждается лучом УФ-лазера в соответствии с рисунком текущего слоя (подобные фотоотверждаемые полимеры издавна применяются дантистами для пломбирования зубов). Рисунок получается послойной нарезкой исходной компьютерной 3D- модели с помощью специального софта. После формирования текущего слоя стол с моделью опускается на толщину слоя, а поверхность с помощью специального выравнивателя опять заливается жидким полимером, из которого формируется следующий слой. Готовый образец промывается, дабы удалить остатки полимера, и некоторое время выдерживается под УФ- лампой для окончательного затвердевания. На SLA-принтерах можно печатать довольно крупные изделия (до 75 сантиметров по максимальному габариту). Такой принтер даже с не очень большим рабочим объёмом (например, 250х250х250мм) представляет собой внушительное устройство величиной со шкаф и весом полтонны. Современные SLA-принтеры имеют самую высокую точность среди своих собратьев (так, аппараты от 3D Systems позволяют выдержать толщину слоя в одну-две тысячные дюйма - 0,025-0,05 мм), в них получаются гладкие и прочные модели с отличной проработкой мелких деталей. Недостатки их - крайняя медлительность (скорость роста образца - несколько миллиметров в час по высоте заготовки), ограниченный ассортимент исходных материалов и дороговизна. Цена таких принтеров обычно не указывается (ибо продаются они поштучно), но, порывшись в Сети, можно узнать, что для модели Viper SLA (не самой дешёвой, правда) она начинается от 150 тысяч евро. Видимо, по этой причине SLA-продукты 3D Systems в нашей стране не очень популярны. Версия SLA-технологии под названием SGC (Solid Ground Curing) работает гораздо быстрее, но и с несколько меньшим разрешением. В первоначальном варианте, разработанном израильской фирмой Cubital еще в 1987 году, процесс напоминал ксерокопирование: на специальном стекле с помощью тонера формируется маска текущего слоя, через которую фотополимер засвечивается уже не лазером, а УФ-лампой сразу по всей поверхности. В современной модификации вместо маски используют DLP-матрицу, как в проекторах изображений. Такой SGC-аппарат (например, Perfactory от немецкой фирмы EnvisionTEC) может иметь скорость печати до 20 мм/час и разрешение по высоте (минимальную толщину слоя) 0,1 мм. Стоит Perfactory (за рубежом) около 55 тысяч евро. Недостатка, заключающегося в специфичности и дороговизне исходного материала, лишены лазерные 3D-принтеры, использующие технологию спекания (Selective Laser Sintering, SLS). Метод был запатентован в 1989 году выпускником Техасского университета Карлом Декардом. SLS-принтер устроен гораздо проще, чем SLA: луч лазера плавит предварительно подогретый почти до температуры плавления порошок, формируя рисунок слоя. После его застывания насыпается очередная порция порошка, и формируется следующий слой. Очевидное преимущество такого подхода - возможность использования почти любого термопластичного материала, от полимеров до воска. Кроме того, модели, изготовленные по такой технологии, считаются самыми прочными. Разрешение SLS меньше, чем у SLA, а скорость работы выше (например, для принтеров EOSINT немецкой фирмы EOS толщина слоя - 0,1-0,15 мм, скорость формирования слоев - до 35 мм/час). Недостатки - поверхность изделий получается шероховатой, и требуется относительно большое время подготовки к работе, то есть для нагрева исходного полимера и стабилизации температуры. Зато SLS-принтеры обладают одним очень полезным свойством: они позволяют печатать металлические изделия. Делается это при помощи специального порошка, представляющего собой стальные частицы, покрытые полимером. Модель, изготовленная на принтере из порошка, помещается в печь, где пластик выгорает, а поры заполняются легкоплавкой бронзой, в результате получается очень прочное композитное изделие. Есть также порошки на основе стекла или керамики, из них получают термостойкие и химически стойкие детали.
Традиционно в обзорах 3D-принтеров упоминается LOM-технология (Laminated Object Manufacturing), изобретенная Михаилом Фейгеном еще в 1985 году. Здесь лучом лазера раскраивают листовой материал, в качестве которого может выступать что угодно (бумага, ламинат, металлическая фольга и даже керамика), а затем нагреваемые валки склеивают полученные слои друг с другом. Недостатки метода понятны: грубая поверхность изделий, возможность расслоения и ошибок при не полностью прорезанном листе. Зато можно без проблем удалить испорченные слои и сделать их заново. Судя по результатам в поисковых системах (точнее, по их отсутствию), подобные принтеры уже не в моде, тем не менее на сайте фирмы Landfoam можно увидеть восхитительные образчики ландшафтов и архитектурных объектов, изготавливающихся по заказам с помощью подобной технологии. К сожалению, лазерные 3D-принтеры любого типа очень дороги: так, цена SLS-устройств фирмы EOS, которые даже трудно назвать принтерами из-за их размеров, вполне может достигать миллиона долларов. . Струйные 3D-принтеры Самый очевидный струйный способ 3D-печати: выдавливание жидкого полимера на поверхность заготовки. Таким образом работает технология FDM (Fused Deposition Modeling), идея которой принадлежит Скотту Крампу, основателю компании Stratasys. Первый принтер по технологии FDM был выпущен в 1991 году. Сейчас Stratasys выпускает несколько разновидностей FDM-принтеров, из которых наиболее известна у нас серия Dimension (по названию одноименного подразделения компании). Машины Dimension - одни из самых дешевых среди 3D-принтеров, цена моделей начального уровня опускается ниже $20 тысяч, а в январе 2009г. Dimension анонсировала персональный 3D-принтер uPrint дешевле $15 тысяч. Впрочем, более продвинутые FDM-устройства (вроде FDM Titan) могут стоить и вдесятеро больше. принтеры используют нить термопластичного пластика (в дешевых Dimension применяется менее прочный и стойкий полистирол АВС, в более дорогих - поликарбонат РС), которая расплавляется и через фильеру укладывается печатающей головкой на поверхность образца. Так как тонкие нависающие элементы могут деформироваться в процессе печати, в головке предусмотрена вторая фильера, при необходимости автоматически формирующая элементы поддержки. Из готового изделия эти элементы вымываются водным раствором в ультразвуковой ванне. Изделия получаются гладкими и прочными, однако точность изготовления невелика: лучшие FDM-модели имеют толщину слоя 0,127 мм, рядовые - 0,178 мм и более. Кроме того, процесс довольно медленный. В принципе FDM-принтеры позволяют получать многоцветные образцы (стандартно доступно до семи цветов пластика, или любой другой цвет по специальному заказу), но для этого нужно менять картридж с нитью по ходу работы. Заметное достоинство принтеров от Stratasys- способность работать по принципу plug&play, все операции предельно автоматизированы. Говорят, NASA рассматривает технологию FDM в качестве кандидата на космическую фабрику. Другой способ струйной печати под названием Polyjet разработан израильской фирмой Objet Geometries, чьи устройства с красивым названием Eden (Эдем) хорошо известны, в том числе и в нашей стране. Polyjet является родственником лазерной технологии SLA, только вместо ванны с жидким фотополимером используется струйная головка, выдавливающая его на поверхность детали. Затем, как в технологии SGC, полимер отверждается под ультрафиолетовой лампой. Цена Эдемов довольно велика - $60-100 тысяч для начальных офисных моделей, что, впрочем, в несколько раз ниже, чем у SLA-аналогов. Скорость работы - около 20 мм/час, толщина слоя - от 0,16 мм. На том же принципе основана технология Multi-Jet Modeling от знакомой нам 3D Systems. В 2008 Г. на выставке SolidWorks World эта фирма продемонстрировала 3D-принтер под названием ProJet HD 3000 3-D Production System. Точность работы ProJet HD 3000 3D Production System, судя по спецификациям, довольно высока: 0,001-0,002 дюйма, что характерно для продукции 3D Systems. А вот под высокой четкостью, видимо, подразумевается, что кроме стандартного режима (разрешение 328х328х606dpi, то есть 0,08 мм по горизонтали и 0,05 мм по вертикали) есть специальный режим ультравысокой четкости. В нем высота образца не превышает двух дюймов, зато на эту величину приходится 1600 точек (800 dpi). Тем не менее большинство 3D-принтеров имеют сходные и даже более высокие характеристики: например, разрешение отнюдь не hi-end-устройства Eden 250 от Objet, работающего по той же самой технологии, составляет 300х600 dpi в горизонтальной плоскости и 1600 dpi в вертикальной (что совпадает с упомянутыми в тексте 0,16 мм толщины слоя). Причем это действительно для любого размера образца, вплоть до максимальных 200 мм по высоте. Разница в цене девайсов минимальна, Eden 250 даже чуть дешевле, да и габаритами поменьше, при почти такой же максимальной величине образца. Наконец, ещё один популярный способ струйной 3D-печати под простым названием 3DP (Three-Dimensional Printing) был разработан в Массачусетском технологическом институте, и в настоящее время на этой ниве трудится в основном фирма Z Corporation. Способ состоит в склеивании порошка твердого материала (гипса, целлюлозы, керамики, крахмала) компаундом, выдавливаемым из печатающей головки. Уникальность способа в том, что это единственный из методов 3D-печати, позволяющий получать модели с 24-битным цветом. В цветных 3D-принтерах от Z Corporation (например, Spectrum Z5101), имеются четыре печатающие головки с компаундом основных CMYK-цветов. Разрешение обычное для подобных методов (толщина слоя 0,1 мм), скорость работы одна из самых высоких - 25-50 мм/час по высоте модели. Недостаток 3DP очевиден: модели получаются не слишком прочными и с зернистой поверхностью. Правда, их можно упрочнить закрепляющим составом или пропитать специальным резиноподобным полимером, получив гибкие модели, а с применением особого порошка можно делать готовые к применению литьевые формы (технология Zcast), что недоступно технологиям, использующим пластик. Причем принтеры Z Corporation дешевле других и в целом довольно популярны, в том числе и у нас.
Подготовка материала
Как у меня идет подготовка к печати:
1 Создаю/загружаю модель.
2 Учитывая нюансы FDM-печати (печатаю по этой технологии), редактирую модель в Blender 3D (Разрезаю на детали, устраняю дефекты, если нужно, также вношу коррективы в размеры модели для устранения погрешностей печати (например модель вала с шестерней, которые в 3Д-редакторе входят друг в друга идеально, после печати не зайдут в друг друга, то есть приходится на пол миллиметра увеличивать диаметры отверстий.).
3 Запускаю программу-хост (она и работает с принтером), там же загружаю 3Д-модель/модели, перемещаю/масштабирую/вращаю если надо по виртуальной поверхности печатного стола, если моделей несколько, то размещаю их порознь.
4 Затем запускаю программу-слайсер (эта программа преобразовывает вашу модель в команды для принтера), настраиваю параметры печати (например, толщина слоя печати, процент заполнения материалом каждого слоя, создание поддержки под нависающие элементы, настраиваю температуры и т.д., очень много настроек).
5 Полученный код от слайсера передается хост-программе, она же передает команды через драйвер прошивке принтера и начинается печать.
![]()
![]()
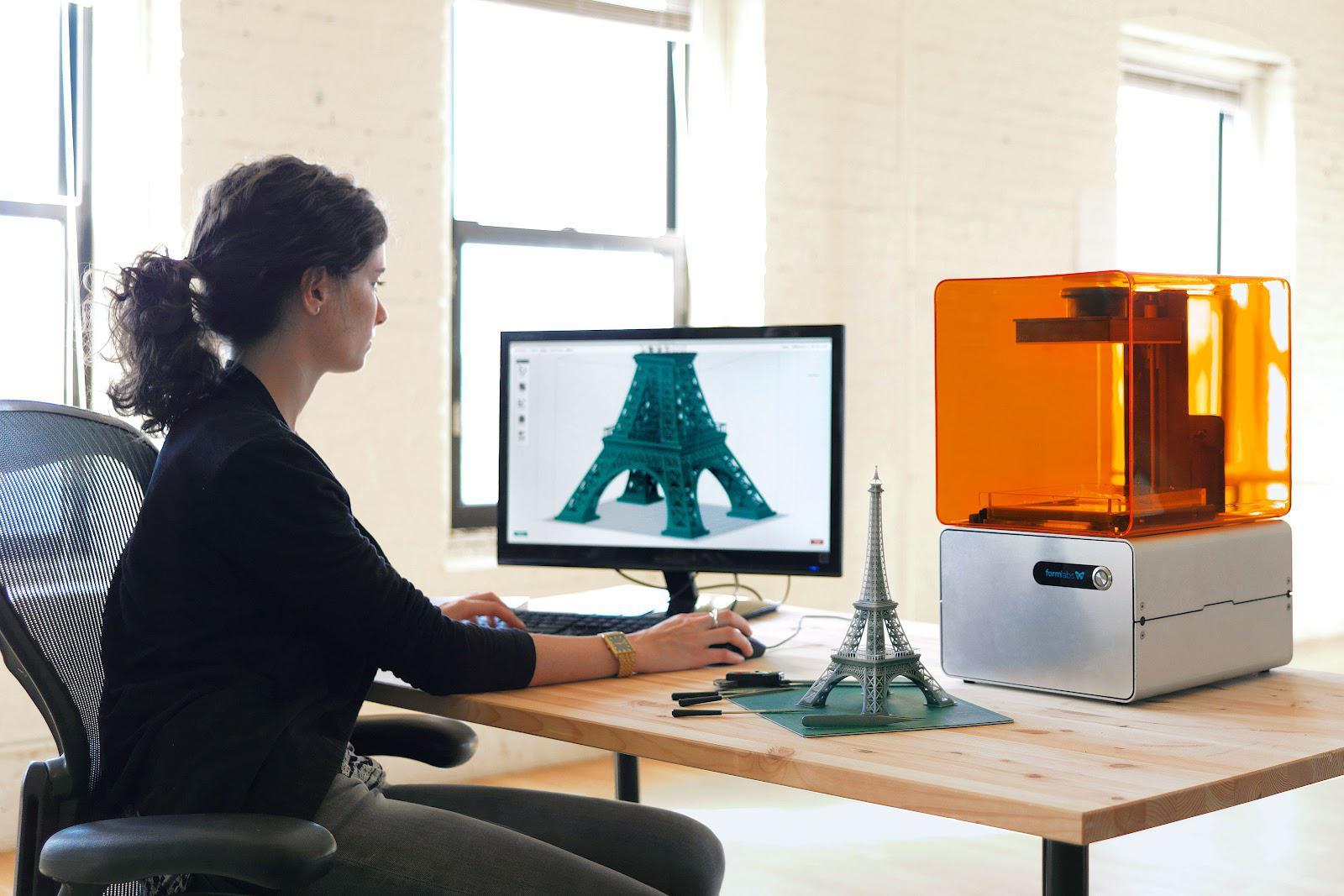
Рис 7. Создание 3д модели
Все процедуры очень подробно и с иллюстрациями описаны в руководстве, которое поставляется в электронном виде вместе с программным обеспечением, а по загрузке пластика есть даже видеоинструкция. Поэтому долго останавливаться на этом не будем, упомянем лишь, что принтер поставляется готовым к работе, надо лишь проделать минимальный набор несложных действий:
прикрутить ножки, собрать подставку для катушки с нитью,
подключить принтер к сети 220 В и к USB-порту компьютера,
установить драйвер и другое программное обеспечение с комплектного носителя,
проверить калибровку платформы и загрузить нить.
Эти операции занимают максимум полчаса (если, конечно, предварительно ознакомиться с инструкциями), после чего можно начинать печатать.
В качестве управляющей программы предлагается Repetier-Host версии 0.90C. Это открытое ПО, которое может работать на компьютерах с MS Windows, Mac OS X, Linux. Работа с Repetier-Host также подробно описана в инструкции, есть и видеоурок. Но, конечно, пользователь может использовать и другие подобные программы, если имеет опыт работы с ними и считает их более подходящими.
Программа Repetier-Host русифицирована (правда, не идеально: например, по окончании печати появляется сообщение «Заданее завершено»; есть и другие недочеты, однако это не упрек в адрес разработчиков принтера: русификация проводилась не ими).
При работе из MS Windows есть важный момент: имя текущего пользователя системы должно быть задано латиницей. Если это не так, нужно заранее создать такого пользователя, чтобы не пришлось переустанавливать программу.
Но Repetier-Host — это лишь управляющая программа, а в качестве задания на печать принтеру нужна программа на языке G-code. Большинство же моделей бывают представлены в виде файлов формата STL, который сначала следует преобразовать в G-code программой-слайсером. В качестве слайсеров в данном случае предлагаются Slic3r и Skeinforge, причем в инструкции подробно рассмотрены основные настройки только для Slic3r.
Для работы с принтером производитель рекомендует компьютер, имеющий процессор с тактовой частотой от 2 ГГц (желательно Intel Core i7) и не менее 4 ГБ ОЗУ, соответственно ОС должна быть 64-битной. Но это именно рекомендуемые требования, у нас принтер вполне нормально работал с ноутбуком, процессор в котором отнюдь не i7, а операционная система 32-разрядная, соответственно оперативная память всего 3 ГБ. Конечно, работа слайсера при создании G-кода для сложной модели порой занимала десятки минут, но это было, пожалуй, единственным неудобством. Правда, сложность модели — понятие относительное: наверняка есть образцы, генерация кода для которых на нашем компьютере заняла бы несколько часов, что уже вряд ли можно назвать приемлемым.
Построение модели с использованием современных технологий занимает от нескольких часов до нескольких дней в зависимости от используемого метода, а также размера и сложности модели. Промышленные аддитивные системы могут, как правило, сократить время до нескольких часов, но все зависит от типа установки, а также размера и количества одновременно изготавливаемых моделей.
Устройство выполнено на односторонней печатной плате (ОПП). ОПП имеет проводящий рисунок только на одной стороне основания. С противоположной стороны электрическая связь осуществляется с помощью перемычек в соответствии с электрической принципиальной схемой. Материалы, используемые в качестве оснований для ПП, должны обладать совокупностью определенных свойств. К их числу относятся высокие электроизоляционные свойства, достаточная механическая прочность и др. Все эти свойства должны быть стабильными при воздействии агрессивных сред и изменяющихся климатических условий. Кроме того, материал должен обеспечивать хорошую сцепляемость с токопроводящими покрытиями, минимальное коробление в процессе производства и эксплуатации. В качестве материалов оснований ПП используют фенопласты, листовые электротехнические и листовые фольгированные материалы, керамику и гибкую фторопластовую пленку (ленту). Для изготовления ПП преобразователя световых потоков используется стеклотекстолит. Он обладает более высокими физико-механическими свойствами и теплостойкостью.
Сущность печатного монтажа заключается в образовании на поверхности оснований, тонких электропроводящих покрытий, выполняющих функции монтажных проводов, разъемов и контактных деталей. Печатный монтаж обладает рядом существенных преимуществ по сравнению с объемным проводниковым монтажом. При использовании печатного монтажа создаются предпосылки механизации и автоматизации производственных процессов, особенно трудоемких сборочно-монтажных операций. Улучшается повторяемость выходных параметров готовых изделий. Повышается надежность аппаратуры, и снижаются производственные расходы.Застывание материала при охлаждении - раздаточная головка выдавливает на охлаждаемую платформу-основу капли разогретого термопластика. Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта.
Полимеризация фотополимерного пластика под действием ультрафиолетовой лампы - способ похож на предыдущий, но пластик твердеет под действием ультрафиолета.
Склеивание или спекание порошкообразного материала - то же самое что и лазерное спекание, только порошок склеивается клеящим веществом, поступающим из специальной струйной головки. При этом можно воспроизвести окраску детали, используя связующие вещества различных цветов.








Полезное для учителя




Распродажа видеоуроков!

1960 руб.
3010 руб.

1530 руб.
2350 руб.

2370 руб.
3650 руб.

2370 руб.
3650 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства