Желание иметь в своей мастерской 3D принтер встречается у многих, но возможность приобрести такой аппарат есть не у всех. В проекте рассказывается, как из подручных материалов собрать и настроить 3D принтер. Кроме того, самостоятельно собранный принтер можно совершенствовать практически бесконечно, улучшая качество и увеличивая скорость печати, или вообще - превратить его в сверлильный станок или гравёр с ЧПУ.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
"3D принтер"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«"3D принтер"»
Областной слет-конкурс
«Юные конструкторы Дона – третьему тысячелетию»
Раздел «Робототехника»
«3D принтер»
муниципальное бюджетное учреждение
дополнительного образования
Станция юных техников города Каменск-Шахтинский
Автор: Камков Богдан Викторович
учащийся 11 класса МБОУ СОШ № 8,
объединение «Робототехника»
Руководитель:
Барышев Евгений Валентинович
педагог дополнительного образования
МБУ ДО «СЮТ»
2017 год
Оглавление
|
| Введение | 3 |
| 1. | Исследование и анализ | 4 |
| 2. | Принцип работы принтера | 9 |
| 3. | Этапы изготовления принтера | 11 |
|
| Материалы и инструменты | 11 |
|
| Механическая начинка принтера | 11 |
|
| Электронная начинка принтера | 12 |
| 4. | Программное обеспечение для управления принтером | 15 |
| 5. | Заключение | 20 |
| 6. | Библиографический список | 21 |
| 7. | Приложение | 22 |
Введение
3D принтер это устройство для создания физического объекта на основе компьютерной 3D модели. 3D принтеры называют устройствами быстрого прототипирования (rapid prototyping), потому что с их помощью можно в кратчайшие сроки пройти путь от идеи до работающего прототипа.
3D принтеров, как и технологий печати - великое множество. И печатать принтеры могут разными материалами - от пластика до нержавеющей стали и биологических тканей. Конечно, дома иметь (а тем более - собрать самостоятельно) можно не любой 3D принтер. Больше всего для этого подходят принтеры использующие технологию FDM - Fused Deposition Modelling. Суть её в том, что трёхмерный объект создается путём последовательного нанесения слоев расплавленного материала (чаще всего - пластика).
Цель проекта – создание станка для 3D печати.
Задачи проекта:
- ознакомиться с существующими образцами 3D принтеров;
- создать простой и не дорогой 3D принтер для моделистов;
– разработать чертежи механизмов, схемы электроники для 3D принтера;
- разработать программу в среде программирования Arduino ID для управления 3D принтером;
Для выполнения поставленной цели и задач нашего проекта нам необходимо изучить в интернете виды 3D принтеров.
1. Исследование и анализ
Желание иметь в своей мастерской 3D принтер встречается у многих, но возможность приобрести такой аппарат есть не у всех. В интернете очень много статей по сборке, настройке и калибровке 3D принтера.
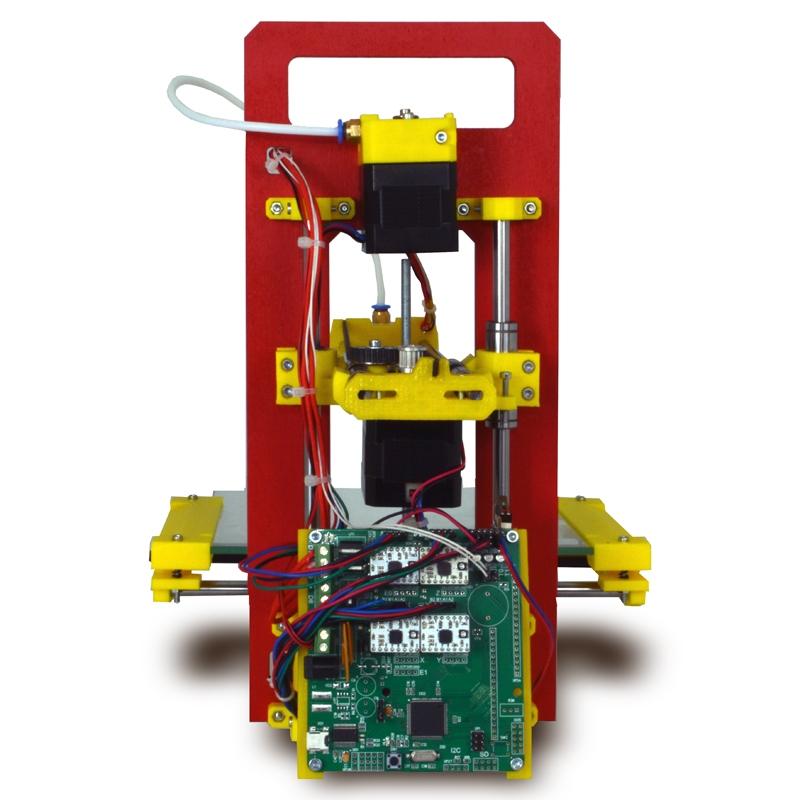
3D-принтер из набора для сборки Мастер-Кит MC7
Самый простой в сборке, компактный, быстрый, переносной - и самый привлекательный 3D-принтер конструктор от компании Мастер Кит. Конструкция этого принтера настолько проста и понятна, что позволяет даже начинающему пользователю быстро собрать домашний 3D-принтер.
Технические характеристики:
| Область печати ХYZ (мм) | 155 х 165 х 80 |
| Материал для печати | PLA, ВАТСОН (1,75 мм) |
| Диаметр сопла экструдера | 0,3 мм |
| Высота слоя | 0,1 - 0,3 мм |
| Рекомендованное ПО | RepetierHost |
| Источник питания | 12 В не менее 5 А |
| Вес | 2500 г |
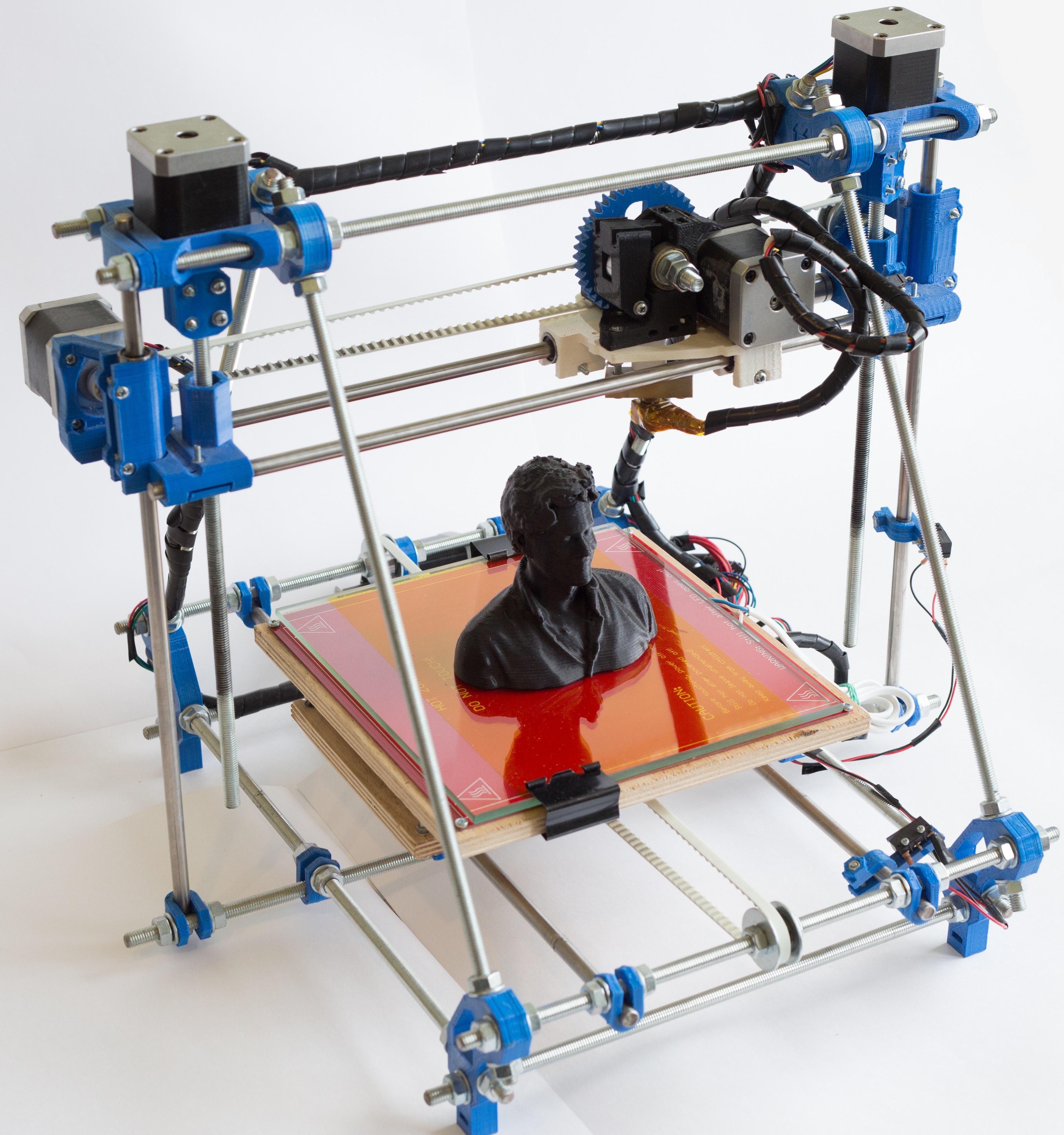
3D-принтер RepRap Prusa Mendel
RepRap Prusa Mendel это полноразмерный принтер с подвижным столом, при разработке которого фокусировались на простоте сборки и настройки, а также доступности запчастей.
Технические характеристики:
| Диаметр проволоки для печати | 3 мм |
| Размеры принтера | 500х400х360мм |
| Размеры области печати | 200x200x120мм |
| Скорость печати | 15 см.куб в час |
| Вес | 7кг |
| Диаметр печатающего сопла | 0.5мм |
| Толщина слоя | 0.3мм для сопла 0.5мм |
| Точность позиционирования печатающей головки | 0.1мм |

3D-принтер Ultimaker 3
Ultimaker 3 - 3D-принтер нового поколения от компании Ultimaker. Устройство оснащено двумя экструдерами, обеспечивающими возможность работы с широким ассортиментом инженерных материалов, включая нейлон и водорастворимый PVA-пластик, а также позволяющей печатать двумя цветами. Область построения составляет 215x215x200 - при печати одним соплом и 197x215x200 при печати двумя соплами. Ultimaker 3 оснащен системой распознавания расходных материалов, основанной на технологии ближней бесконтактной связи (NFC), системой автоматической калибровки, подогреваем столом и дисплеем.
Технические характеристики:
| Технология печати | Моделирование методом наплавления (FDM/FFF) |
| Количество печатающих головок | 2 |
| Диаметр сопла (мм) | 0,4 |
| Область построения, мм | 215x215x200 - 197x215x200 |
| Толщина слоя (мм) | 0.02-0.2 |
| Скорость печати | 30-300 мм/сек |
| Платформа | с подогревом |
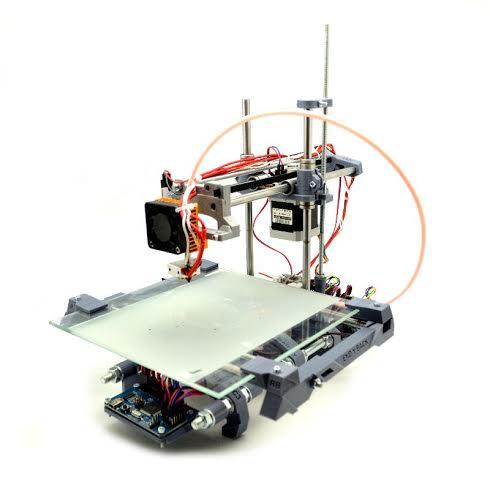
3D-принтер 3D MC3 МАСТЕР v1.1
3D MC3 Мастер - это третье поколение российского 3D принтера-конструктора, от компании «Мастер Кит». На сегодняшний день - это один из самых лёгких, компактных, готовых наборов для сборки 3D принтера из представленных на рынке. Набор для самостоятельной сборки в течение 10 часов. Стоимость такого набора составляет 25000 рублей
Технические характеристики:
| Материал печати | пластик PLA |
| Диаметр нити | 1.75 мм |
| Габариты рабочего поля (XYZ) | 140 x 140 x 90 мм |
| Количество печатающих головок | 1 |
| Поддерживаемые форматы | STL, GCODE |
| Толщина слоя | 0.1 - 0.45 мм |
| Рабочая температура | 200 - 230 °С |
| Подогрев рабочего стола | нет |
| Питание | 12 В |
| Минимальная толщина слоя | 0.1 мм |
| Вес | 5000 г |
Стоимость всех перечислимых принтеров составляет от 21000 рублей и выше.
Самостоятельная сборка 3D принтера требует много усилий, времени, инструментов, а в результате нам удастся сэкономить средства, качество печати, должно получиться не хуже, чем у заводского принтера. Кроме того, самостоятельно собранный принтер можно совершенствовать практически бесконечно, улучшая качество и увеличивая скорость печати, или вообще - превратить его в сверлильный станок или гравёр с ЧПУ.
2. Принцип работы принтера
Принцип работы 3D принтера достаточно прост - расходный материал (пластик) дозировано подается в экструдер, в котором он плавится и тонкой струйкой выходит через сопло экструдера. Первый слой пластика ложится на поверхность стола для печати. Последующие слои ложатся поверх предыдущего. Так как, горячий пластик хорошо склеивается с предыдущим слоем, в результате получается цельный объект.
В качестве расходного материала для принтера используются прутки из различных материалов. Использование прутка, а не гранул, обусловлено типичной конструкцией экструдера. Дело в том, что при печати необходимо уметь выдавливать точное количество пластика. В случае с пластиковым прутком это просто - т.к. диаметр прутка фиксирован и известен (1,75мм либо 3мм), достаточно просто подать нужное количество прутка в экструдер.
В большинстве случаев для печати используются прутки из ABS и PLA. Еще можно печатать водорастворимым PVA, полиэтиленом, нейлоном, поликарбонатом. Но наиболее отработанной, распространенной и безопасной является всё же печать из ABS и PLA.
ABS (aкрилонитрилбутадиенстирол) - прочный пластик с температурой плавления около 100C.
PLA - биоразлагаемый пластик с температурой плавления около 60C. В развитых странах используется для производства одноразовой посуды и пакетов.
Экструдер является одним из самых важных компонентов, и, наверное, больше всего влияет на качество печати. Условно его можно разделить на две части: холодную (cold-end) и горячую (hot-end) печать. Экструдеры в основном рассчитаны на использование пластикового прутка диаметром 3мм или 1,75мм.
Подогрев стола необходим по двум причинам:
Во первых, он повышает адгезию пластика к поверхности стола. Первый слой модели печатается прямо на поверхности стола, и необходимо что бы горячий пластик хорошо приставал к поверхности стола, а не тянулся за соплом экструдера. К нагретой поверхности пластик пристает существенно лучше чем к холодной.
Во вторых, подогрев стола позволяет уменьшить разницу температур в разных частях печатаемой модели, и, таким образом, предотвратить её деформацию. Дело в том, что при печати модели (особенно большой) на холодном столе, её нижние слои начинают остывать еще до завершения печати (когда верхние слои еще горячие), а это приводит к тепловой деформации и выгибанию модели.
При использовании подогрева стола температуру модели можно поддерживать высокой до завершения печати, после чего модель сама постепенно остынет, целиком.
Для питания принтера проще всего использовать обычный компьютерный блок питания 400 Вт (блока питания меньшей мощности может не хватить на нагрев экструдер и стола).
3. Этапы изготовления станка
Материалы и инструменты
Для изготовления принтера применялся следующий инструмент и материал:
Кровельная жесть толщиной 0,5 мм;
3 шаговых двигателя SY42STH47-1684B;
RAMPS v1.4 с установленными драйверами шаговых двигателей;
Экструдер Gregs accessible, сопло 0,8 мм;
Компьютерный блок питания;
Направляющие стержни, 8 мм;
Плата Arduino Mega 2560;
Подшипник LM8UU 12 штук;
Пластмасса толщиной 2…4 мм;
Крепежный материал различного диаметра и длины;
Припой ПОС – 40;
Паяльник 100Вт, слесарный инструмент, токарный и сверлильный станки, чертежные принадлежности.
Механическая начинка станка
Конструкция рамы позволяет собрать принтер без использования клея, части собраны с помощью механических соединений и винтов. Перед вырезанием элементов рамы, необходимо просверлить отверстия для двигателей в соответствии с направляющими. Проведите измерения и внесите необходимые изменения для отверстий двигателей в шаблоне CAD. Примерный чертеж показан в приложении.
Электронная начинка станка
Шаговые двигатели
В движение RepRap приводится с помощью шаговых двигателей. Их вращение дискретно, то есть вал двигателя, делая полный оборот, последовательно проходит некоторое количество фиксированных положений (шагов). Т.к. размер шага известен, то такой двигатель очень легко заставить повернуться на нужный угол - нужно просто подать ему команду повернуться на количество шагов соответствующее требуемому углу. Возможность точного позиционирования избавляет от необходимости в обратной связи и сложных алгоритмах управления, а это делает шаговые двигатели очень удобными для использования в машиностроении.
В RepRap Prusa Mendel используется четыре шаговых двигателя для позиционирования каретки (по одному на оси X и Y, и два на ось Z), и один для подачи прутка в экструдер. В типичном варианте все используемые двигатели имеют форм-фактор NEMA17.
Драйверы шаговых двигателей
Для управления шаговыми двигателями обычно используется специальный чип-драйвер шагового двигателя. Можно, конечно, попробовать обойтись и без него, и управлять двигателем напрямую с микроконтроллера, но такой способ потребует большого количества дополнительных деталей, и, в целом, не эффективен. Кроме того, в специализированных чипах-драйверах есть уже готовая поддержка микрошагового режима. В микрошаговом режиме ротор двигателя может не только дискретно переключаться между шагами, но и "зависать" в промежуточных положениях между двумя шагами. Такой режим работы существенно увеличивает точность позиционирования, и, кроме того, уменьшает шум и вибрацию, присущие шаговым двигателям.
Обычно для 3D принтеров используют популярные драйвера шаговых двигателей - Allegro A4988 и A4983. Чип A4988 поддерживает некоторые дополнительные возможности, такие как, например, встроенная система отключения при перегреве.
Концевики
В английском языке «концевик» это устройство называется endstop. В простейшей реализации концевик представляет собой обычную кнопку, которая нажимается при достижении кареткой крайнего положения. Необходимость в таком устройстве возникла, потому что шаговые двигатели лишены обратной связи - двигатель может повернуться ровно на N шагов (или микрошагов) по или против часовой стрелке, но сообщить свое текущее положение он не в силах. Поэтому перед каждой печатью принтер устанавливает каретку в начальное положение (условную точку с координатами (0, 0, 0)), а уже относительно неё рассчитываются остальные координаты. Для установки каретки в начальное положение принтер просто крутит двигатели в сторону уменьшения координат, пока не получит сигнал срабатывания от каждого концевика.
Блок питания
Обычно для питания принтера используют напряжение 12В. Для питания самого микроконтроллера нужно 5В, но он может питаться и от USB.
Самый простой и практичный вариант - обычный компьютерный блок питания. Его просто найти, он дешево стоит, и выдает нужные нам напряжения (12В и 5В), способный отдавать ток около 20А. Один только стол с подогревом требует 10-12 ампер, а еще двигатели, хотэнд, да и вентилятор для обдува модели рано или поздно установить придется.
Контроллер
Вот мы и добрались до самого интересного, "мозга" принтера. Здесь под контроллером я подразумеваю плату, которая непосредственно управляет работой принтера, а именно - крутит шаговые двигатели, управляет температурой хотэнда и стола, скоростью вращения вентиляторов.
На высоком уровне работа контроллера выглядит следующим образом - в его память загружается (обычно посредством USB-подключения к компьютеру, но можно использовать и SD-карты памяти) программа на языке G-code, описывающая все, что принтеру нужно сделать для печати модели, а контроллер эту программу выполняет, команда за командой.
Термисторы
RAMPS поддерживает три датчика температуры, разъемы для них подписаны - T0, T1, T2. В T0 обычно подключают термистор хотэнда. Полярность выводов отсутствует.
Нагреватели
Разъемы для подключения нагревательных элементов подписаны D8, D9, D10. Резистор хотэнда я подключил в D10, а резисторы подогревающие стол в D8. Обратите внимание, что провода, по которым идет ток подогрева стола, должны быть рассчитаны на ток минимум в 10А, в противном случае может оплавиться изоляция и произойти короткое замыкание.
Подключение
Теперь о том, как всё вышеперечисленное соединить воедино. Для начала советую заглянуть на описание подключения в статье о RAMPS 1.4.[6]
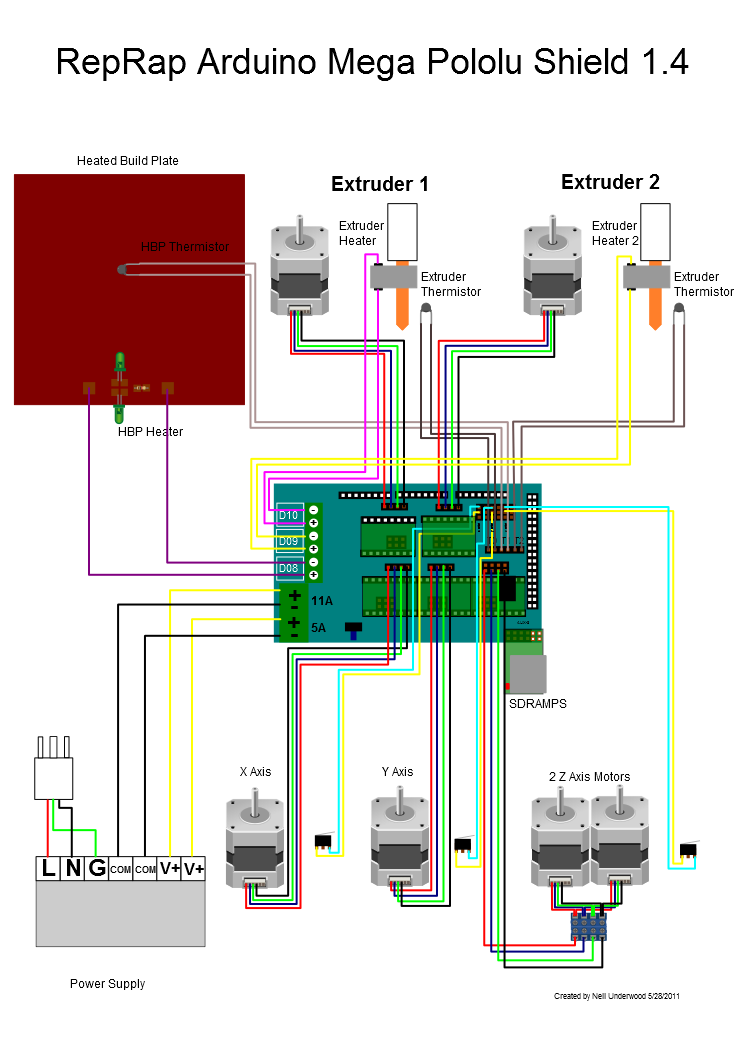
Схема подключения RAMPS 1.4
4. Программное обеспечение для управления принтером
Управление принтером осуществляется по средствам программного обеспечения. Существуют различные программы, что находятся в свободном доступе, позволяют взаимодействовать и управлять принтером (Pronterface, Repetier, …), в проекте использовался Repetier Host. Простая установка и интеграция slicer.Slicer — это часть программного обеспечения, что генерирует последовательные секции объекта, что мы хотим напечатать. После генерации происходит соединение секций в слои и генерация g-кода для принтера. Slicer можно настроить с помощью таких параметров как:
• высота секции;
• скорость печати;
• заполнение и т.д., что важны для качества печати.

Процесс создания модели
Хотя прошивка Marlin имеет стандартную калибровку регулирования осей. Вам придётся пройти этот шаг, если вы хотите настроить точность принтера.
Эти процедуры необходимо сделать для того, чтобы убедится в том, что движения принтера на самом деле соответствуют расстояниям, заданным в g-коде.
Слайсинг
С технической точки зрения это, наверное, самая сложная часть всего процесса 3D печати на FDM принтерах. Суть её в следующем: сначала модель объекта нарезается на тонкие слои (отсюда и название - slicing). Высота слоя, как и огромное количество других параметров, указывается в настройках программы выполняющей слайсинг (слайсера). Затем каждый слой анализируется, и для него генерируется маршрут, по которому будет перемещаться сопло экструдера, выдавливая пластик. И наконец, на основе информации обо всех маршрутах генерируется код программы на специальном языке - G-code, который, собственно, и описывает необходимые перемещения каретки, экструдера, температуры стола и экструдера и т.п. То есть на вход программе-слайсеру подается модель объекта в формате STL, а на выходе мы получаем программу на языке G-code, выполнив которую принтер должен напечатать этот самый объект.
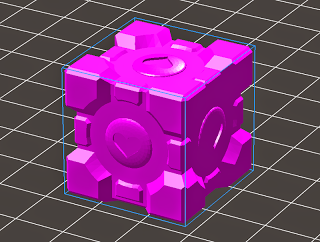
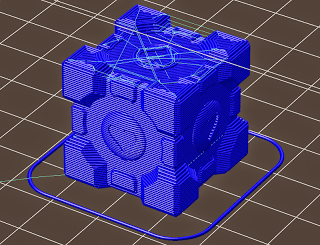
Куб-компаньон, модель в формате STL Визуализация G-code
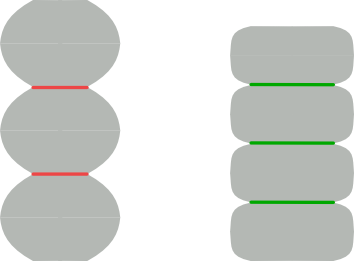
Большая высота слоя - слева, меньшая – справа
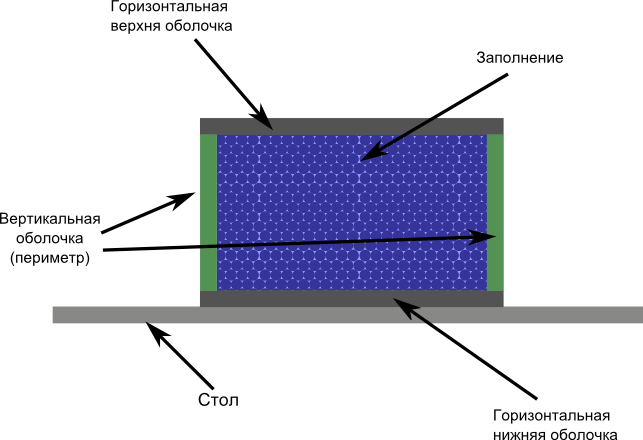
Структура печатаемого объекта
Печать
Последний этап, собственно печать, состоит в загрузке G-code в принтер, и его интерпретации прошивкой принтера.
Загрузка G-code в принтер может быть осуществлена двумя способами. Первый способ состоит в подключении принтера к компьютеру, и использовании специальной программы (host software) для работы с принтером и загрузке G-code. Второй способ состоит в загрузке G-code на карту памяти, с которой его будет читать принтер. Т.к. я использую первый способ, то далее речь пойдет только о нем.
Интерпретация и выполнение G-code выполняется прошивкой (firmware) принтера, которая загружена в память микроконтроллера (во флеш AVR, в случае RAMPS).
Прошивка
Первым делом, необходимо загрузить в контроллер принтера прошивку. Это позволит проверить работоспособность электронных компонентов, правильность подключения шаговых двигателей, откалибровать перемещение каретки и подачу прутка, и т.п.
Прошивок для RepRap существует несколько, список можно посмотреть здесь. На момент когда я собирал свой принтер, очень распространенной (и самой богатой по возможностям) была прошивка Marlin, поэтому далее речь пойдет о ней.
Исходные коды, а также описание и инструкция по сборке находятся здесь [4. 45]. Перепечатывать сюда инструкцию, думаю, не имеет смысла, поэтому опишу процесс вкратце. Для начала, нужно скачать и установить среду разработки для Arduino. Потом скачать исходные коды Marlin, открыть их в Arduino IDE, внести необходимые изменения для работы на вашем контроллере, откомпилировать, и загрузить в Arduino.
| #define HEATER_0_PIN 10 // EXTRUDER 1 #if MOTHERBOARD == 33 #define HEATER_1_PIN -1 #else #define HEATER_1_PIN -1 // EXTRUDER 2 (FAN On Sprinter) #endif #define HEATER_2_PIN -1 #define TEMP_0_PIN 13 // ANALOG NUMBERING #define TEMP_1_PIN -1 // ANALOG NUMBERING #define TEMP_2_PIN -1 // ANALOG NUMBERING #define HEATER_BED_PIN 8 // BED #define TEMP_BED_PIN 15 // ANALOG NUMBERING |
Участок программного кода со внесенными изменениями
5. Заключение
Этот проект расказывает о том, как сделать своими руками очень низкобюджетный принтер, что построенный в основном из переработанных электронных компонентов. В результате работы был построен мелко форматный принтер стоимостью меньше 3500 рублей.
Направлений для улучшения качества печати много, некоторые из них: модернизация конструкции принтера, использование более качественного прутка, более тонкая настройка параметров слайсера и прошивки (или использование более продвинутого слайсера). Но это все, по большей части, индивидуально, зависит от принтера, а результат часто оказывается хорошим.

Первый объект напечатанный на 3D принтере
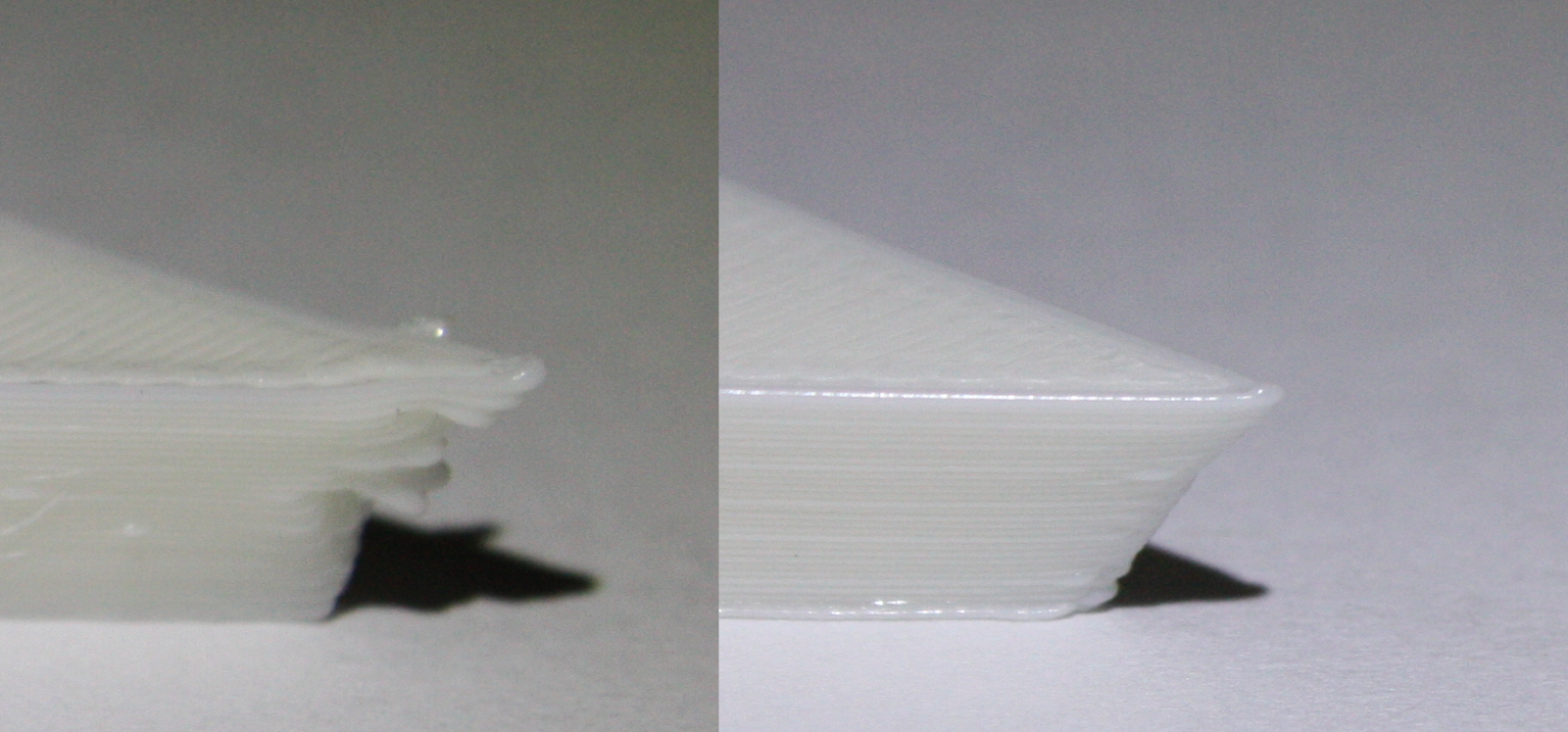
Левый - без охлаждения. Правый - с охлаждением
6. Библиографический список
http://edurobots.ru/gotovye-arduino-roboty/. - Готовые Arduino роботы.
http://energomir.net/alternativnaya-energetika/princip-raboty-solnechnoj-batarei. - Электроника 3D принтера.
http://reprap.org/wiki/Useful_Software_Packages - Процесс создания 3D моделей
http://usamodelkina.ru/6829-kak-sdelat-nedorogoy-3d-printer-s-pomoschyu-arduino.html - Как сделать недорогой принтер.
http://livelyminds.ru/content/ramps-elektronika-3d-printera - RAMPS-электроника 3D-принтера
http://mozgochiny.ru/podelki-iz-musora/3d-printer-svoimi-rukami-chast-1/ - Самодельные ЧПУ станки.
Приложение
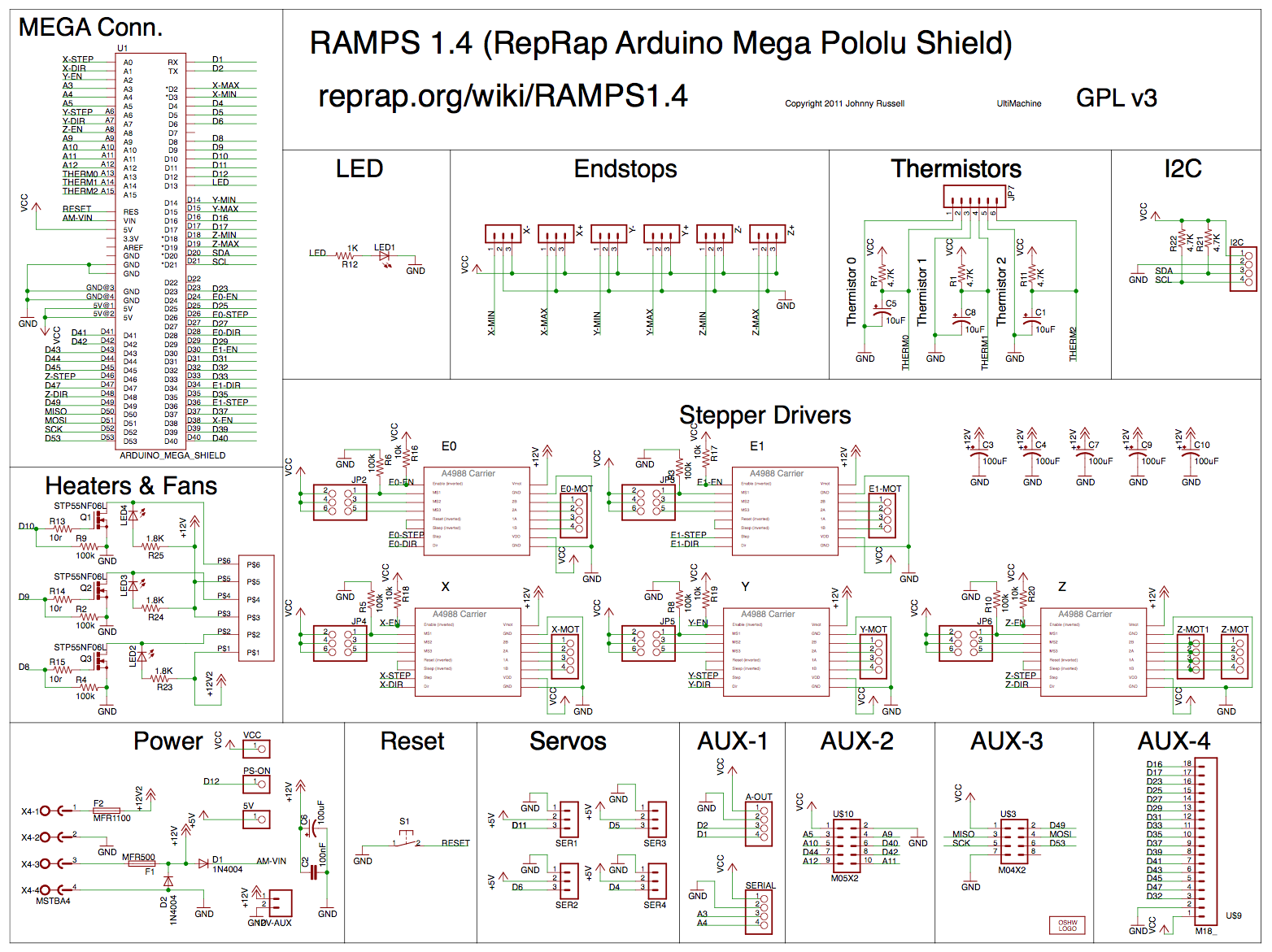
Принципиальная схема RAMPS для 3D-принтера
22








Полезное для учителя




Распродажа видеоуроков!

1530 руб.
2350 руб.

1530 руб.
2350 руб.

1960 руб.
3010 руб.

2370 руб.
3650 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства