В целях желательного изменения структуры и получения более высоких или специально заданных свойств изделия из металлов и сплавов подвергают термической обработке. Такая обработка заключается в изменении структуры сплава путем его предварительного нагрева до заранее определенных температур, некоторой выдержке при этих температурах и последующего охлаждения по заданному режиму.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Основы термической обработки
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Основы термической обработки»
Основы термической обработки
Термическая обработка
В целях желательного изменения структуры и получения более высоких или специально заданных свойств изделия из металлов и сплавов подвергают термической обработке . Такая обработка заключается в изменении структуры сплава путем его предварительного нагрева до заранее определенных температур, некоторой выдержке при этих температурах и последующего охлаждения по заданному режиму.
При увеличении скорости нагревания или охлаждения процессы превращения в соответствии с диаграммой состояния железоуглеродистых сплавов не успевают завершиться полностью, вследствие чего образуются новые структуры (мартенсит, троостит, сорбит) со свойствами, отличающимися от свойств тех структур, которые получились ранее.
Виды термообработки стали
В зависимости от требований, предъявляемых к изделию, термическая обработка подразделяется на пять основных видов :
- отжиг без фазовых превращений в структуре металла, или рекристаллизация
- отжиг, и нормализация с перекристаллизацией, или структурными превращениями
- закалку
- отпуск
- химико-термическую обработку.
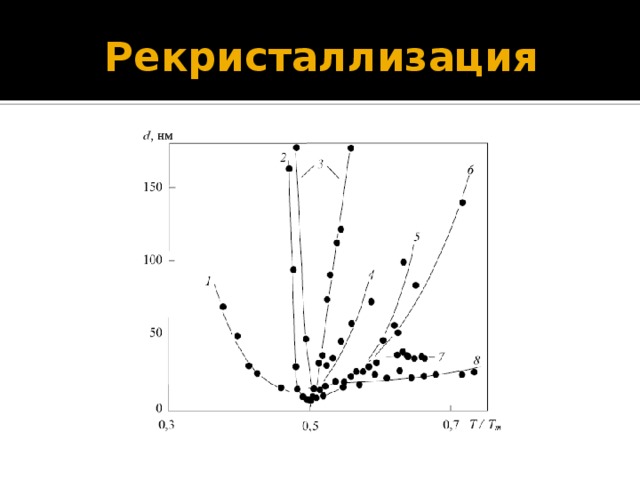
Рекристаллизация

Отжиг
Отжиг - процесс термообработки металла, при котором производится нагревание, затем медленное охлаждение металла. Переход структуры из неравновесного состояния до более равновесного. Отжиг первого рода , его виды: возврат (он же отдых металла), рекристаллизационный отжиг (он же называется рекристаллизация), отжиг для снятия внутренних напряжений , диффузионный отжиг (еще называется гомогенизация). Отжиг второго рода – изменение структуры сплава посредством перекристаллизации около критических точек с целью получения равновесных структур. Отжиг второго рода, его виды: полный, неполный, изотермический отжиги .
- Возврат (отдых) стали – нагрев до 200 – 400 o , отжиг для уменьшения или снятия наклепа. По результатам отжига наблюдается уменьшение искажений кристаллических решеток у кристаллитов и частичное восстановление физико-химических свойств стали.
- Рекристаллизационный отжиг стали (рекристаллизация) - нагрев до температур 500 – 550 o ; отжиг для снятия внутренних напряжений – нагрев до температур 600 – 700 o . Эти виды отжига снимают внутренние напряжения металла отливок от неравномерного охлаждения их частей, также в заготовках, обработанных давлением (прокаткой, волочением, штамповкой) с использованием температур ниже критических. В следствиии рекристаллизационного отжига из деформированных зерен вырастают новые кристаллы, ближе к равновесным, поэтому твердость стали снижается, а пластичность, ударная вязкость увеличиваются. Чтобы полностью снять внутренние напряжения стали нужна температура не менее 600 o .
- Диффузионный отжиг стали (гомогенизация) применяется тогда, когда сталь имеет внутрикристаллическую ликвацию. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. По результатам отжига, сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называет также гомогенизацией . Температура гомогенизации должна быть достаточно высокой, однако нельзя допускать пережога, оплавления зерен. Если допустить пережог, то кислород воздуха окисляет железо, проникая в толщу его, образуются кристаллиты, разобщенные окисными оболочками. Пережог устранить нельзя, поэтому пережженные заготовки являются окончательным браком. Диффузионный отжиг стали обычно приводит к слишком сильному укрупнению зерна, что следует исправлять последующим полным отжигом (на мелкое зерно).
- Полный отжиг стали связан с фазовой перекристаллизацией, измельчением зерна при температурах точек А С1 и А С2 . Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры готовой детали. Для полного отжига сталь нагревают на 30-50 o выше температуры линии GSK и медленно охлаждают.
Закалка
- Цель закалки стали – улучшение свойств стали.
- Процесс закалки необходим очень многим деталям, изделиям. Эта термобработка основана на перекристаллизации стали, нагретой до температуры выше критической; после достаточной выдержки - следует быстрое охлаждение. Таким путем предотвращают превращение аустенита до перлита.
- Закаленная сталь имеет неравновесную структуру мартенсита, троостита или сорбита.
Закаливаемость и прокаливаемость стали
Закаливаемость - способность стали повышать твердость в результате закалки.
Прокаливаемость - способность стали образовывать закаленный слой со структурой мартенсита и высокой твердостью. Прокаливаемость образца характеризуется максимально получаемой твердостью по сечению изделия (образца). При неполной прокаливаемости ее конкретная величина определяет возможность получения при закалке материала с установленным значением твердости на определенной глубине. Полная прокаливаемость, то есть наличие мартенситной структуры по всему сечению изделия, называется сквозной.
Стали с малым содержанием углерода закалить на мартенсит очень трудно, так как начало и конец процесса образования мартенсита происходит в области высоких температур, соответствующих образованию других, более устойчивых структур (троостит, сорбит). Прокаливаемость обыкновенной углеродистой стали распространяется на 5...7 мм.
Изотермическая закалка
Изотермическая закалка (закалка в горячих средах) основана на изотермическом распадении аустенита; охлаждение ведется не до комнатной температуры, а до температуры несколько выше начала мартенситного превращения (200-300 ° , зависит от марки стали). Как охладитель используют соляные расплавы или нагретое до 200-250 ° масло. При температуре горячей ванны деталь выдерживается продолжительное время, пока пойдут инкубационный период и распадение аустенита. В результате получается структура игольчатого троостита, по твердости близкого к мартенситу, но более вязкого, прочного. Последующее охлаждение производится на воздухе.
Чтобы провести процесс изотермической закалки, вначале требуется быстрое охлаждение со скоростью не менее критической, чтобы избежать распадения аустенита в условиях, отвечающих перегибу С-образной кривой. Следовательно, по этому методу можно закаливать только небольшие (примерно, диаметром до 8 мм) детали из углеродистой стали, так как запас энергии в более тяжелых деталях не позволит достаточно быстро их охладить. Это не относится, однако, к легированным сталям, большинство марок которых имеет значительно меньшие критические скорости закалки. Большим преимуществом изотермической закалки является возможность рихтовки (исправление искривлений) изделий во время инкубационного периода распадения аустенита (который длится несколько минут), когда сталь еще мягка и пластична. После изотермической закалки детали свободны от внутренних напряжений и не имеют трещин.
Поверхностная закалка
Поверхностная закалка применяется с целью получения высокой твердости в поверхностном слое детали с сохранением вязкой сердцевины.
Основные параметры при закалке — температура нагрева и скорость охлаждения. Температуру нагрева для сталей определяют по диаграммам состояния, скорость охлаждения — по диаграммам изотермического распада аустенита.
Продолжительность выдержки при температуре закалки выбирают такой, чтобы полностью произошла гомогенизация образовавшегося аустенита.

Отпуск
Отпуск и искусственное старение
Отпуск заключается в нагреве закаленной заготовки до определенной температуры и последующем охлаждении ее на воздухе, в воде, масле или других охлаждающих средах. Отпуском достигается понижение вредного действия внутренних напряжений, оставшихся после закалки, уменьшение хрупкости, повышение вязкости, улучшение обрабатываемости резанием.
Искусственное старение применяют для снятия оставшихся после низкотемпературного отпуска внутренних напряжении в металле. В отличие от естественного старения, протекающего при комнатной температуре длительное время, искусственное старение осуществляется при нагреве, поэтому процесс снятия внутренних напряжений идет быстрее, что обеспечивает стабильность формы и размеров деталей.

Химико-термическая
Химико-термическая обработка (ХТО) стали - совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.

Термомеханическая обработка стали
Термо-механическая обработка (ТМО) стали - совокупность операций термической обработки с пластической деформацией, которая проводится либо выше критических точек (ВТМО), либо при температуре переохлажденного (500 ... 700°С) аустенита (НТМО). Термо-механическая обработка позволяет получить сталь высокой прочности (до 270 МПа). Формирование структуры стали при ТМО происходит в условиях повышенной плотности и оптимального распределения дислокаций. Окончательными операциями ТМО являются немедленная закалка во избежании развития рекристаллизации и низкотемпературный (Т=100...300оС) отпуск.
Термо-механическая обработка с последующими закалкой и отпуском позволяют получить очень высокую прочность ( s= 2200...3000 МПа) при хорошей пластичности (d = 6...8%, y= 50...60%) и вязкости. В практических целях большее распространение получила ВТМО, обеспечивающая наряду с высокой прочностью хорошее сопротивление усталости, высокую работу распространения трещин, а также сниженные критическую температуру хрупкости, чувствительность к концентраторам напряжений и необратимую отпускную хрупкость.
ВТМО осуществляется в цехах прокатного производства на металлургических заводах, например, при упрочнении прутков для штанг, рессорных полос, труб и пружин.
В основе теории термической обработки лежат фазовые и структурные превращения , протекающие при нагреве и охлаждении металлов и сплавов. Эти превращения характеризуются определенными критическими точками.
Фазовые превращения
При медленном нагреве от комнатной температуры до 727°С в сплаве I фазовых изменений не происходит.
При температуре 727°С перлит превращается в аустенит.
Структурные превращения
Превращение перлита в аустенит происходит при температуре в 727°С. Это превращение состоит из двух одновременно протекающих процессов: полиморфного (аллотропического) - феррит переходит в аустенит и растворения перлитного цементита в образовавшемся аустените.
Для завершения процесса получения однородного (гомогенного) аустенита требуется длительная выдержка, что нецелесообразно, и поэтому нагрев производится с некоторым превышением (на 30 - 50°С) верхней критической точки. Чем выше температура, тем быстрее (за меньший отрезок времени) протекает превращение, и чем быстрее осуществляется нагрев, тем при более высокой температуре оно происходит.
Механизм процесса превращения перлита в аустенит состоит в зарождении зерен аустенита и их росте. Исходное состояние (структура) стали - перлит - эвтектоидная смесь феррита и цементита. При переходе через критическую точку на границах ферритной и цементитной фаз образуются зародыши (центры кристаллизации) аустенита. Образовавшиеся зерна аустенита растут, и в них растворяется цементит. В результате полиморфного альфа — гамма-превращения образование новых зерен аустенита продолжается. Процесс заканчивается заполнением объема бывшего перлитного зерна зернами аустенита.
Поскольку в каждом зерне перлита образуется несколько зерен аустенита, превращение перлита в аустенит сопровождается измельчением зерна стали.
Эта особенность фазовой перекристаллизации широко используется в практике термической обработки (отжиг, нормализация, закалка). Зерно аустенита в момент окончания перлитно-аустенитного превращения называется начальным зерном.
 400 C). В отожженном, нормализованном или отпущенном состоянии сталь состоит из пластинчатого феррита и включений карбидов. Феррит обладает низкой прочностью и высокой пластичностью, цементит при нулевых значениях пластичности имеет твердость около 800 НВ. При малом числе твердых включений пластическая деформация развивается беспрепятственно. Если после ТО частицы цементита измельчаются, тогда они начинают препятствовать движению дислокаций и сталь упрочняется. На твердость мартенсита оказывает влияние дисперсность его игольчатой структуры и содержание углерода. " width="640"
400 C). В отожженном, нормализованном или отпущенном состоянии сталь состоит из пластинчатого феррита и включений карбидов. Феррит обладает низкой прочностью и высокой пластичностью, цементит при нулевых значениях пластичности имеет твердость около 800 НВ. При малом числе твердых включений пластическая деформация развивается беспрепятственно. Если после ТО частицы цементита измельчаются, тогда они начинают препятствовать движению дислокаций и сталь упрочняется. На твердость мартенсита оказывает влияние дисперсность его игольчатой структуры и содержание углерода. " width="640"
Влияние термообработки на механические свойства стали
В результате термической обработки существенно изменяются свойства стали. Наибольшее значение имеют механические свойства. Большинство стальных изделий машиностроения подвергается нормализации или закалке с высоким и средним отпуском (t ОТП 400 C). В отожженном, нормализованном или отпущенном состоянии сталь состоит из пластинчатого феррита и включений карбидов. Феррит обладает низкой прочностью и высокой пластичностью, цементит при нулевых значениях пластичности имеет твердость около 800 НВ. При малом числе твердых включений пластическая деформация развивается беспрепятственно. Если после ТО частицы цементита измельчаются, тогда они начинают препятствовать движению дислокаций и сталь упрочняется. На твердость мартенсита оказывает влияние дисперсность его игольчатой структуры и содержание углерода.
Дефекты и брак при термообработке стали
От неправильного проведения закалки в деталях и инструменте могут возникнуть различные дефекты:
Перегрев получается в том случае, если сталь была нагрета до температуры намного выше критической или при оптимальной температуре была дана очень большая выдержка. При перегреве происходит рост зерна аустенита, а после закалки образуется крупноигольчатый мартенсит (рис. 69, б). Механические свойства перегретой стали низкие (чрезмерная хрупкость). Сталь, перегретую при закалке, отжигают (или нормализуют) и вновь закаливают.
Пережог получается в том случае, если сталь была нагрета до температуры, близкой к температуре начала плавления. Пережог характеризуется оплавлением и в связи с этим окислением металла по границам зерна (рис. 69, в), поэтому сталь становится очень хрупкой; пережог является неисправимым браком.
Закалочные трещины являются результатом резкого охлаждения или нагрева вследствие возникающих при этом внутренних напряжений как термических, так и структурных; перегрева; неравномерного охлаждения; наличия в деталях острых углов, глубоких рисок и т. п., в которых при закалке из-за концентрации внутренних напряжений создаются условия для образования трещин; вылеживания закаленных деталей, если в них отпуском не сняты (частично) внутренние напряжения; наличия в стали неметаллических включений, раковин и других дефектов.








Предмет: Внеурочная работа
Категория: Презентации
Целевая
аудитория: Прочее.
Урок соответствует ФГОС
Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

1140 руб.
1760 руб.

2370 руб.
3650 руб.

2370 руб.
3650 руб.

1530 руб.
2350 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства