Рассмртрены назначение, виды гибки металла, Инструменты и приспособленмзия для слесарной опперации
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Слесарная операция: ГИБКА МЕТАЛЛА
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Слесарная операция: ГИБКА МЕТАЛЛА»

ГИБКА
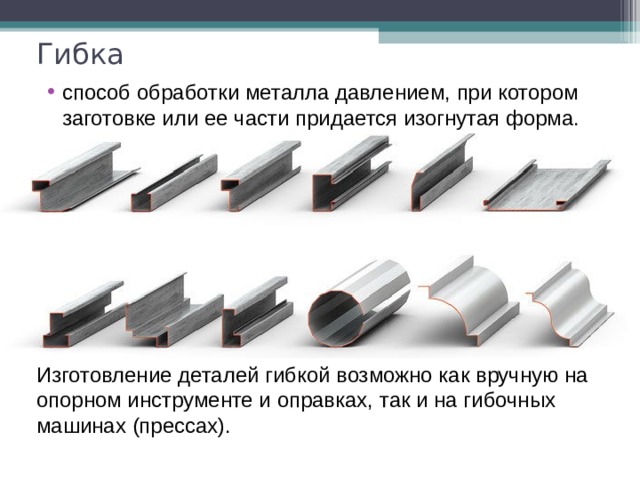
Гибка
- способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).
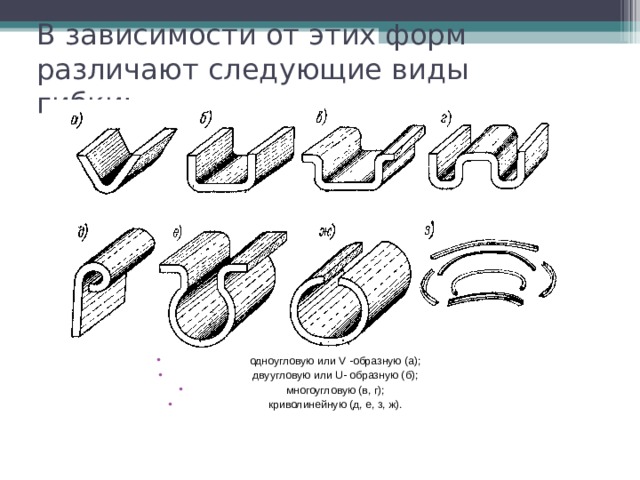
В зависимости от этих форм различают следующие виды гибки:
- одноугловую или V -образную (а);
- двуугловую или U- образную (б);
- многоугловую (в, г);
- криволинейную (д, е, з, ж).

ИНСТРУМЕНТЫ
- Гибка проволоки, листового металла, полос, прутков и др.
- Гибка тонколистового металла (жести) - киянки
- Гибка тонкой проволоки и узких полос тонколистового металла
- Гибка заготовок различной формы
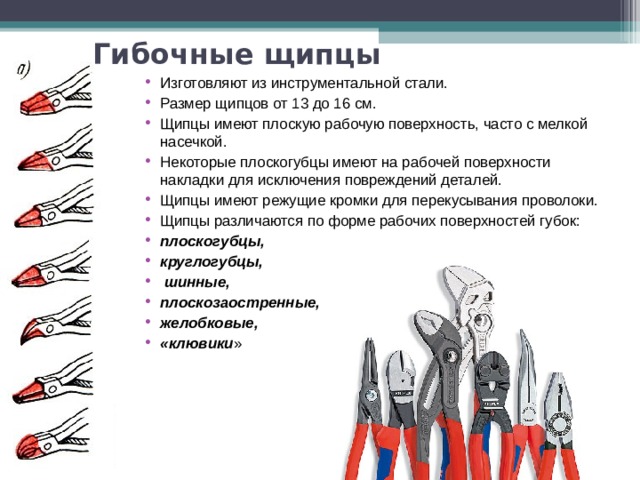
Гибочные щипцы
- Изготовляют из инструментальной стали.
- Размер щипцов от 13 до 16 см.
- Щипцы имеют плоскую рабочую поверхность, часто с мелкой насечкой.
- Некоторые плоскогубцы имеют на рабочей поверхности накладки для исключения повреждений деталей.
- Щипцы имеют режущие кромки для перекусывания проволоки.
- Щипцы различаются по форме рабочих поверхностей губок:
- плоскогубцы,
- круглогубцы,
- шинные,
- плоскозаостренные,
- желобковые,
- «клювики »

Вспомогательные средства для гибки
- Оправки
- Ригели
- Ручные тиски
- Металлические и деревянные опорные плиты с формообразующим желобком.

Вспомогательные средства для гибки
- наковальня-шперак
- стальные правочные (рихтовальные) плиты-флакейзены
- волочильные доски
- специальные пуансоны
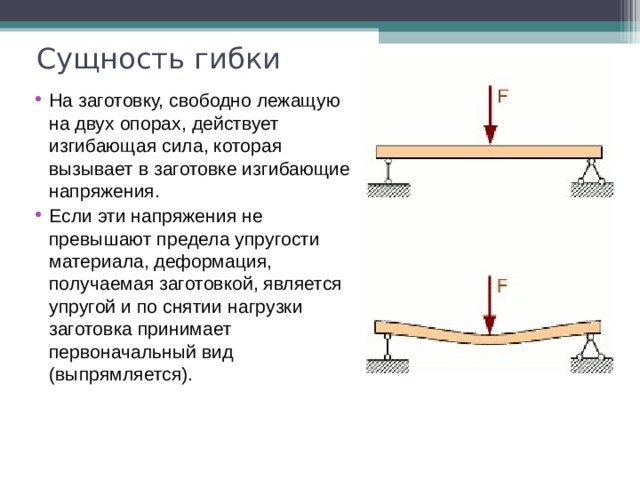
Сущность гибки
- На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения.
- Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
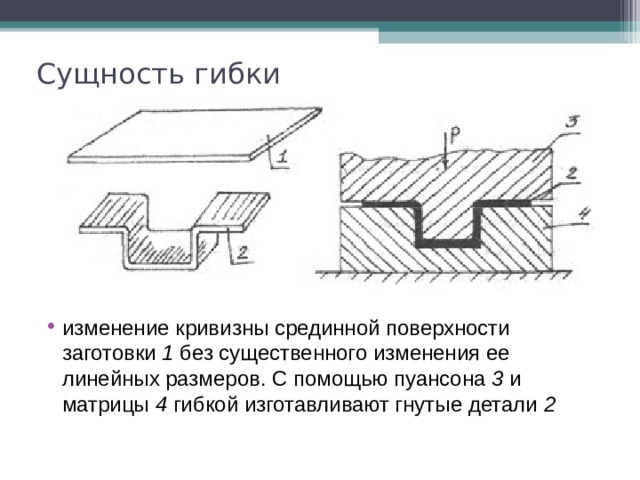
Сущность гибки
- изменение кривизны срединной поверхности заготовки 1 без существенного изменения ее линейных размеров. С помощью пуансона 3 и матрицы 4 гибкой изготавливают гнутые детали 2
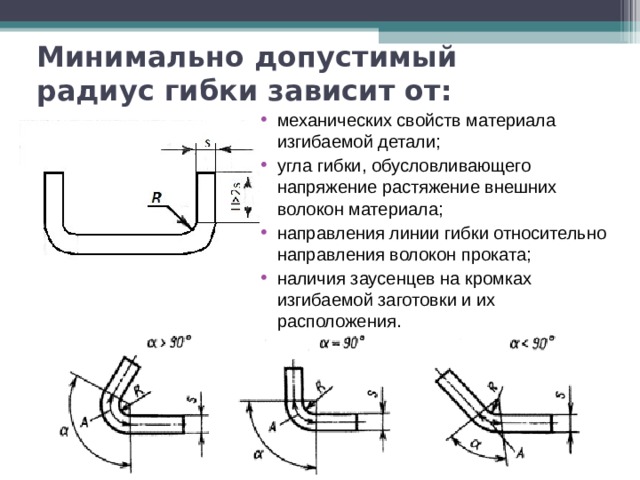
Минимально допустимый радиус гибки зависит от:
- механических свойств материала изгибаемой детали;
- угла гибки, обусловливающего напряжение растяжение внешних волокон материала;
- направления линии гибки относительно направления волокон проката;
- наличия заусенцев на кромках изгибаемой заготовки и их расположения.
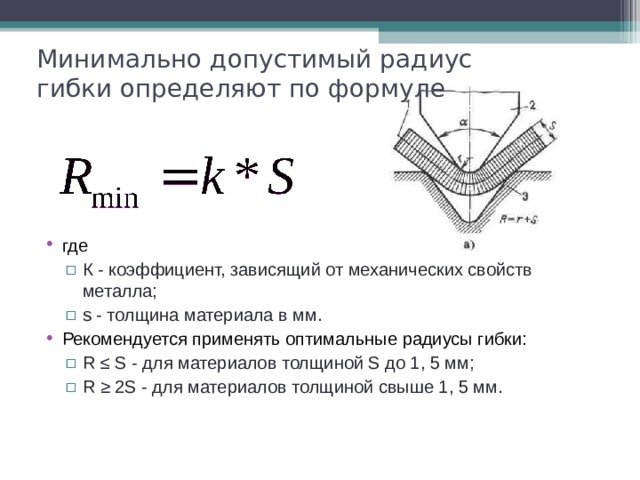
Минимально допустимый радиус гибки определяют по формуле
- где
- К - коэффициент, зависящий от механических свойств металла; s - толщина материала в мм.
- К - коэффициент, зависящий от механических свойств металла;
- s - толщина материала в мм.
- Рекомендуется применять оптимальные радиусы гибки:
- R ≤ S - для материалов толщиной S до 1, 5 мм; R ≥ 2S - для материалов толщиной свыше 1, 5 мм.
- R ≤ S - для материалов толщиной S до 1, 5 мм;
- R ≥ 2S - для материалов толщиной свыше 1, 5 мм.
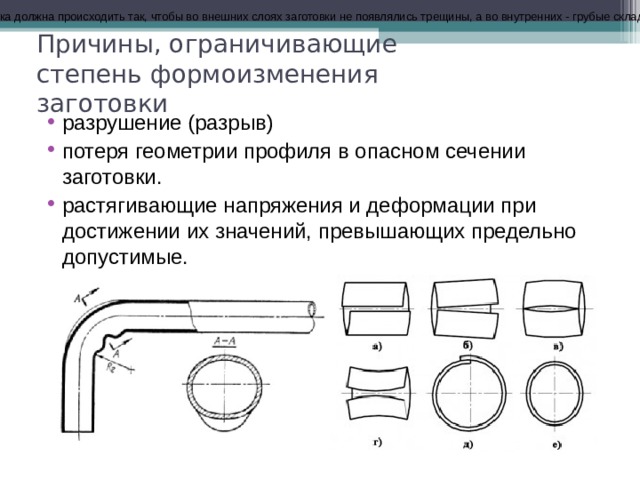
Гибка должна происходить так, чтобы во внешних слоях заготовки не появлялись трещины, а во внутренних - грубые складки.
Причины, ограничивающие степень формоизменения заготовки
- разрушение (разрыв)
- потеря геометрии профиля в опасном сечении заготовки.
- растягивающие напряжения и деформации при достижении их значений, превышающих предельно допустимые.
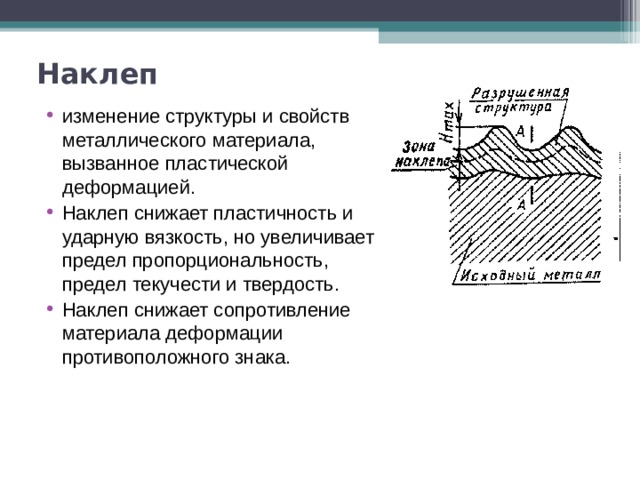
Наклеп
- изменение структуры и свойств металлического материала, вызванное пластической деформацией.
- Наклеп снижает пластичность и ударную вязкость, но увеличивает предел пропорциональность, предел текучести и твердость.
- Наклеп снижает сопротивление материала деформации противоположного знака.
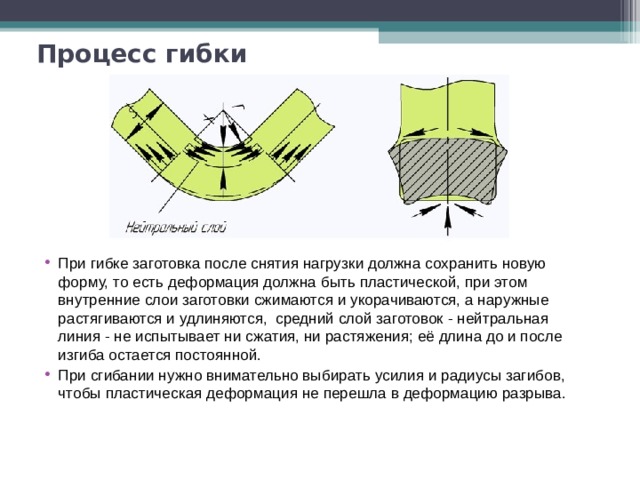
Процесс гибки
- При гибке заготовка после снятия нагрузки должна сохранить новую форму, то есть деформация должна быть пластической, при этом внутренние слои заготовки сжимаются и укорачиваются, а наружные растягиваются и удлиняются, средний слой заготовок - нейтральная линия - не испытывает ни сжатия, ни растяжения; её длина до и после изгиба остается постоянной.
- При сгибании нужно внимательно выбирать усилия и радиусы загибов, чтобы пластическая деформация не перешла в деформацию разрыва.
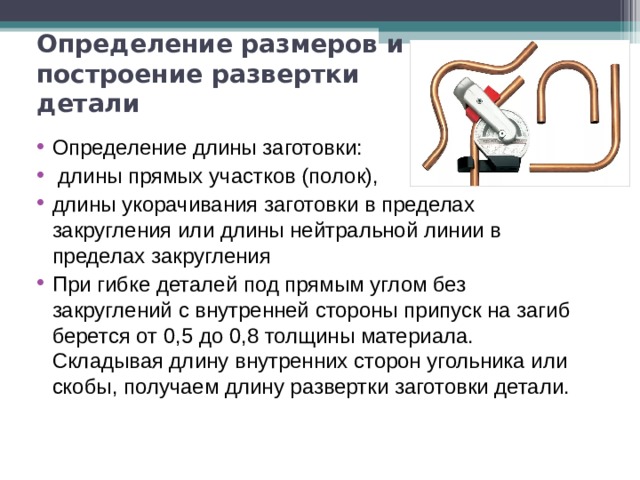
Определение размеров и построение развертки детали
- Определение длины заготовки:
- длины прямых участков (полок),
- длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления
- При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Складывая длину внутренних сторон угольника или скобы, получаем длину развертки заготовки детали.

Определение размеров заготовки при гибке
где
- xS ─ расстояние нейтрального слоя от внутреннего радиуса,
- x ─ коэффициент зависящий от отношения r/S
r/S
0,5
x
0,8
0,25
1,2
0,30
2,0
0,35
0,40
3,0
4,0
0,46
5,0
0,475
0,50
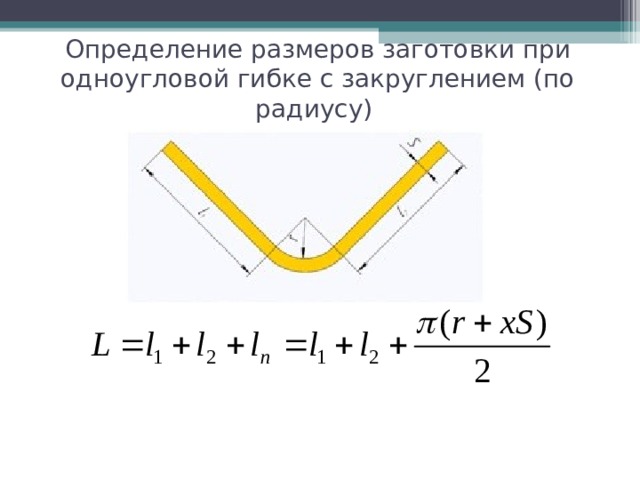
Определение размеров заготовки при одноугловой гибке с закруглением (по радиусу)

Определение размеров заготовки при двухугловой гибке с закруглением (по радиусу)
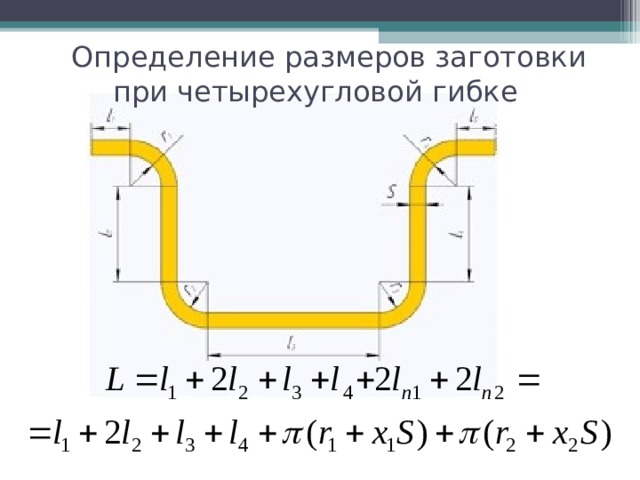
Определение размеров заготовки при четырехугловой гибке
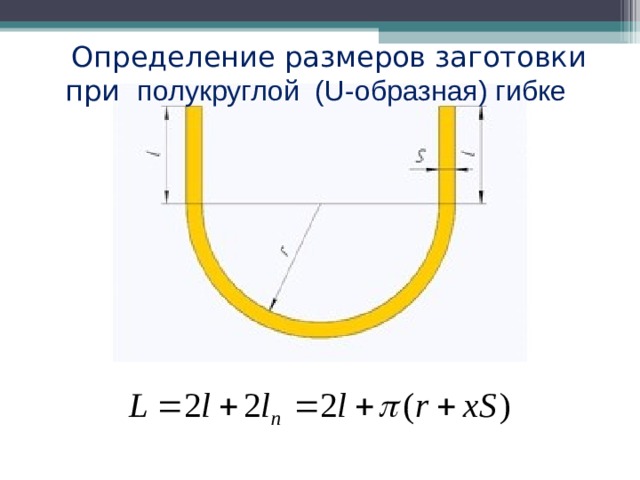
Определение размеров заготовки при полукруглой (U-образная) гибке
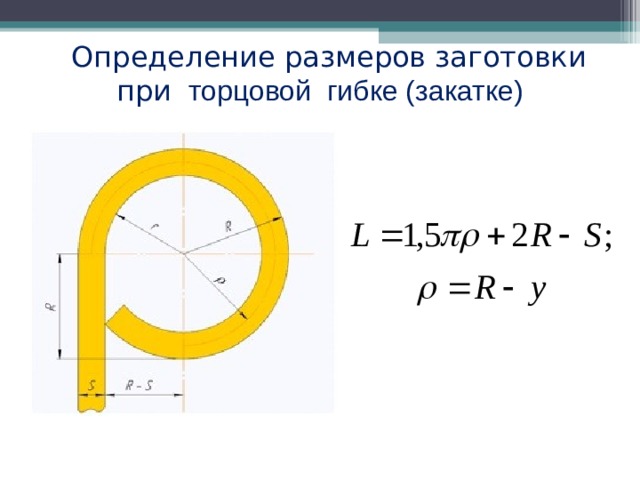
Определение размеров заготовки при торцовой гибке (закатке)
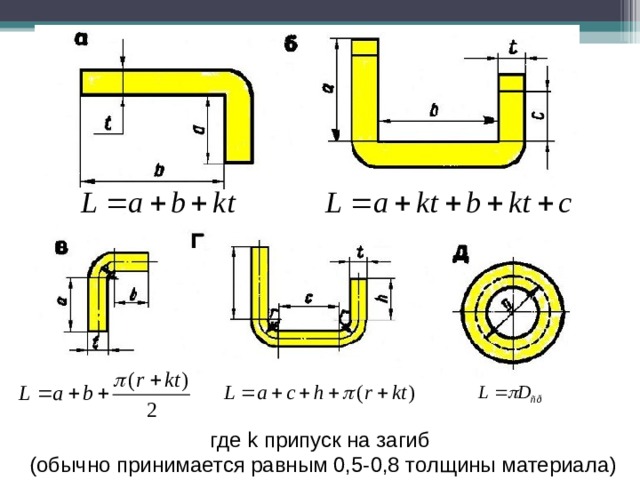
где k припуск на загиб
(обычно принимается равным 0,5-0,8 толщины материала )
При гибки деталей вручную и на оборудовании помни:
- Не следует выбирать радиус загиба меньше, чем толщина заготовки, так как на металле могут появится трещины или он сомнется на внутренней стороне загиба.
- Не стоит вручную гнуть заготовки из стального прутка диаметром больше 10 мм. Полосовую сталь для такой операции лучше выбрать толщиной до 7 мм, а стальные листы - до 5 мм.
- Листовой металл легче гнуть, если его предварительно подогреть.
- Если на внешнюю поверхность в зоне сгиба нужно нанести поперечные риски - лист согнется значительно легче.
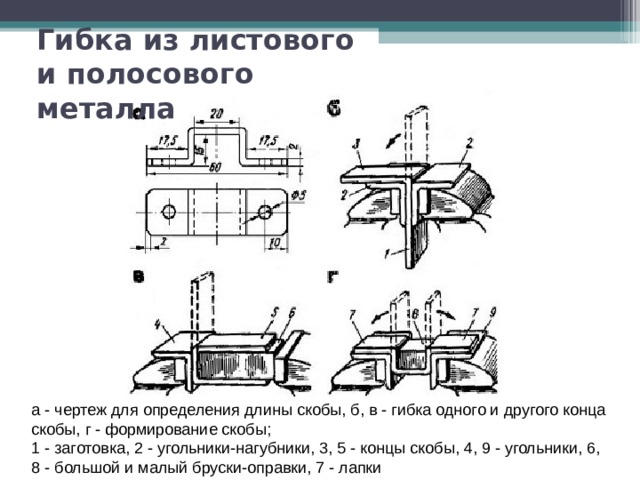
Гибка из листового и полосового металла
а - чертеж для определения длины скобы, б, в - гибка одного и другого конца скобы, г - формирование скобы;
1 - заготовка, 2 - угольники-нагубники, 3, 5 - концы скобы, 4, 9 - угольники, 6, 8 - большой и малый бруски-оправки, 7 - лапки
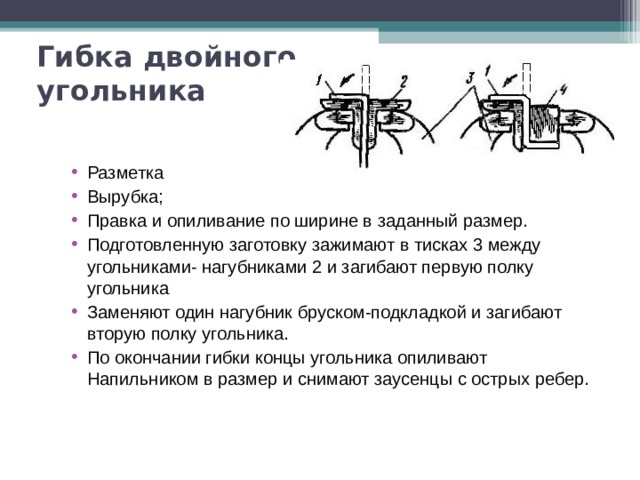
Гибка двойного угольника
- Разметка
- Вырубка;
- Правка и опиливание по ширине в заданный размер.
- Подготовленную заготовку зажимают в тисках 3 между угольниками- нагубниками 2 и загибают первую полку угольника
- Заменяют один нагубник бруском-подкладкой и загибают вторую полку угольника.
- По окончании гибки концы угольника опиливают Напильником в размер и снимают заусенцы с острых ребер.
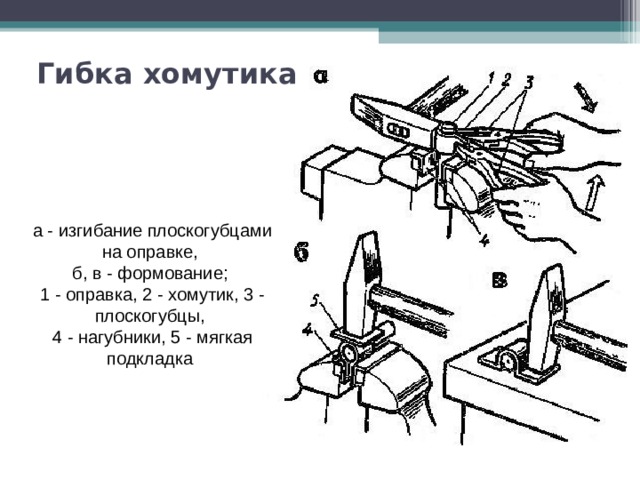
Гибка хомутика
а - изгибание плоскогубцами на оправке,
б, в - формование;
1 - оправка, 2 - хомутик, 3 - плоскогубцы,
4 - нагубники, 5 - мягкая подкладка
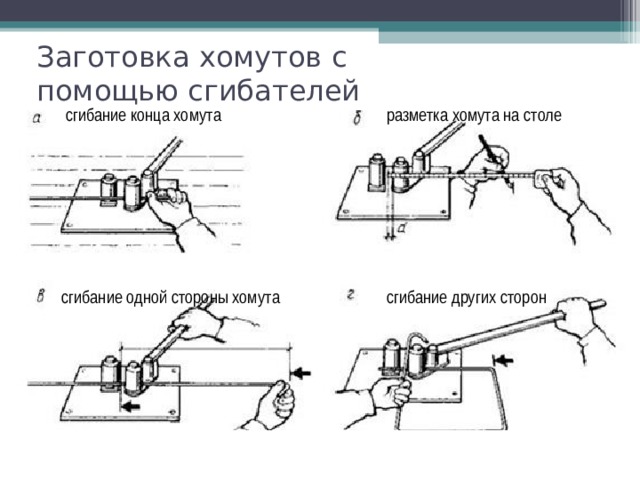
Заготовка хомутов с помощью сгибателей
сгибание конца хомута
разметка хомута на столе
сгибание одной стороны хомута
сгибание других сторон

Приспособление для гибки рамки ножовочного станка:
а, б - схемы применения приспособления; в - готовая рамка; 1 - рычаг; 2 - ролик; 3 -заготовка; 4 - оправка; А, Б - соответственно верхнее и нижнее положения рычага
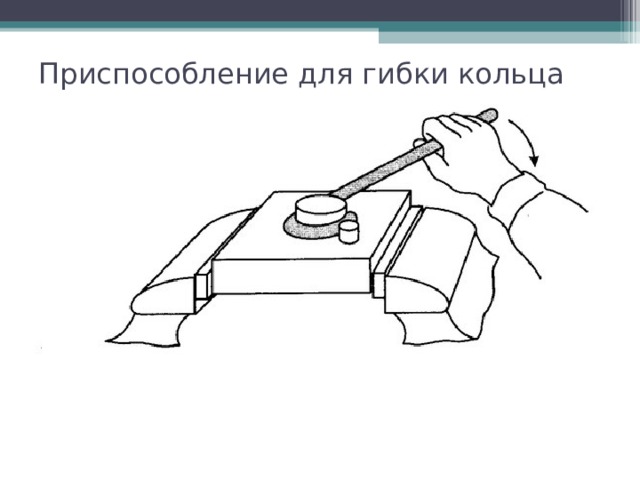
Приспособление для гибки кольца



Гибка втулки
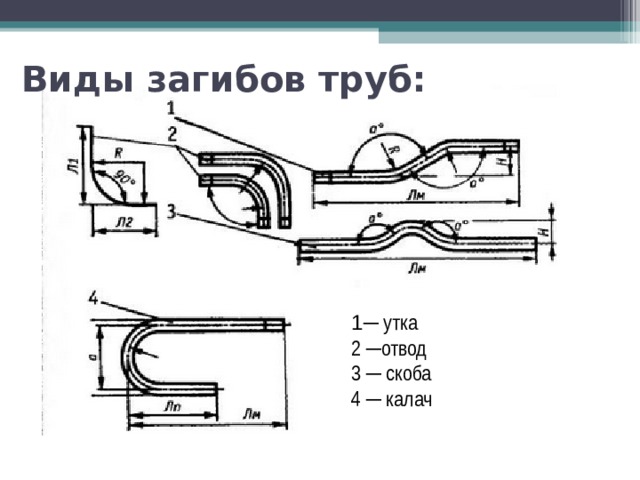
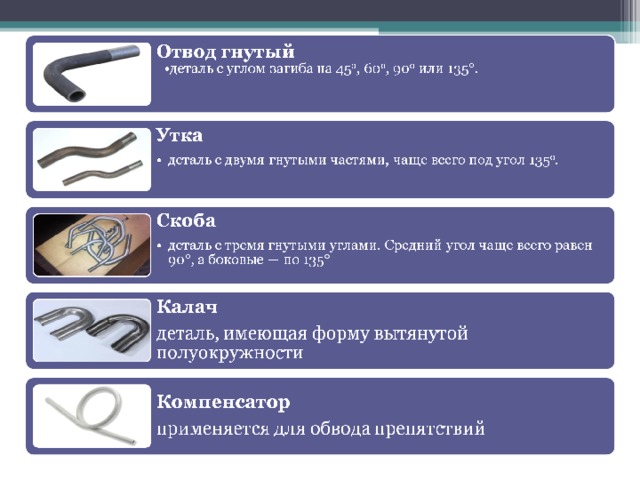
Виды загибов труб:
1 ─ утка
2 ─отвод
3 ─ скоба
4 ─ калач
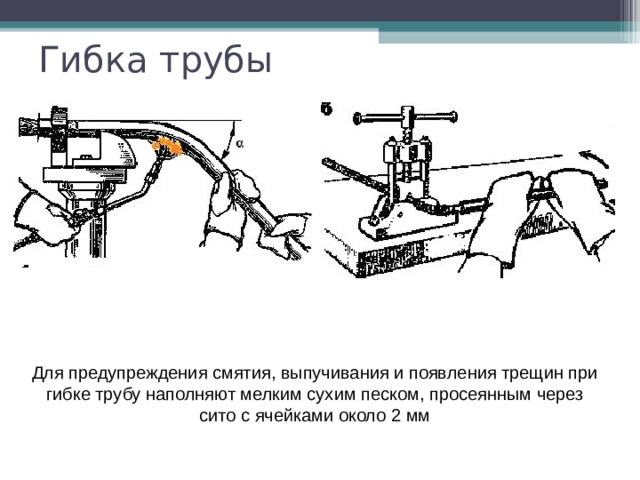
Гибка трубы
Для предупреждения смятия, выпучивания и появления трещин при гибке трубу наполняют мелким сухим песком, просеянным через сито с ячейками около 2 мм
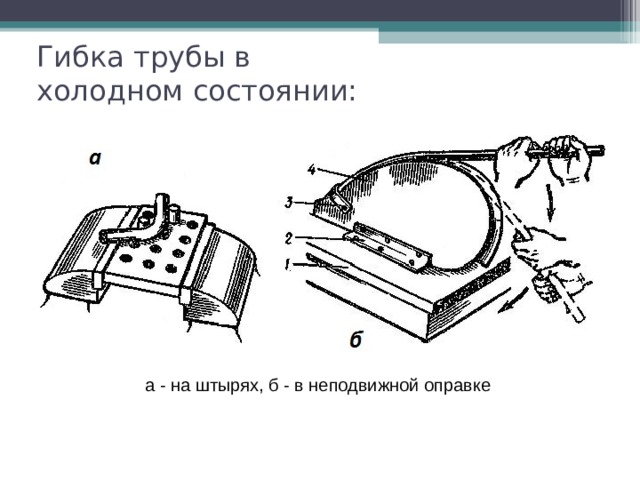
Гибка трубы в холодном состоянии:
а - на штырях, б - в неподвижной оправке

Промышленные приспособления для гибки металла

Трубогибы
: а - гидравлический; б - ручной

Листогибочные станки
- Вальцы - листогибочный станок предназначенный для выполнения операций гибки металлических листов с целью получения круглых и конических деталей.

Сегментные ручные кромкогибы
- предназначены:
- для сгибания листового металла под заданным углом.
- l ля изготовления форм, "закрытых" с четырех сторон - коробок, корпусов, ящиков, поддонов, фасадных кассет и т.п.
Кромкогиб сегментный Корвет-504
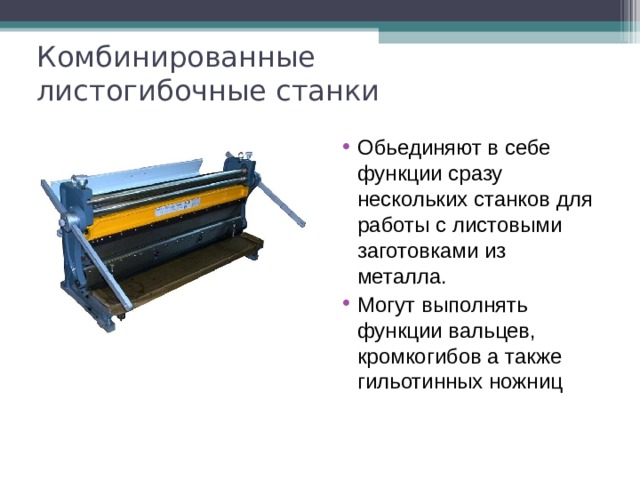
Комбинированные листогибочные станки
- Обьединяют в себе функции сразу нескольких станков для работы с листовыми заготовками из металла.
- Могут выполнять функции вальцев, кромкогибов а также гильотинных ножниц

Роликовые гибочные станки
Трехроликовый станок для гибки профильного проката
- 1, 5 ─ нижний ролик, 2 ─ прижим, 3 ─ рукоятка, 4 ─ верхний ролик

Четырехроликовый станок
- 1 ─ станина
- 2, 9 ─ рукоятки
- 3, 5 ─ ведущие ролики
- 4, 8 ─ нажимные ролики
- 7 ─ заготовка

Листогибочные прессы
- применяют для выполнения самых разных работ - от гибки кромок до гибки профилей в одной или нескольких плоскостях под разными углами.
- 2 ─ пуансон
- 3 ─ матрица
- 4 ─ подкладка
- 5 ─ плита
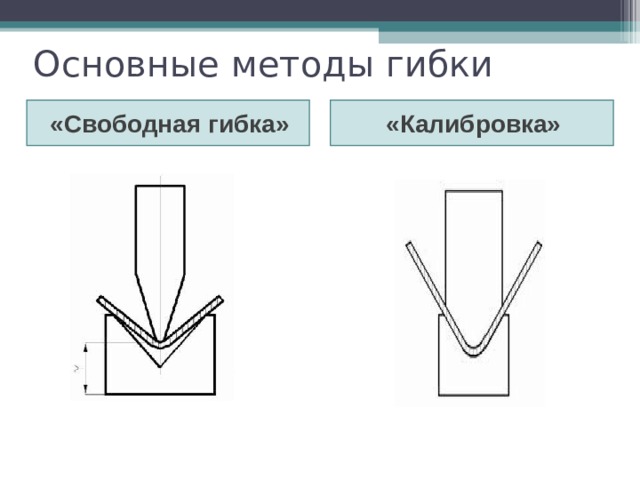
Основные методы гибки
«Свободная гибка»
«Калибровка»
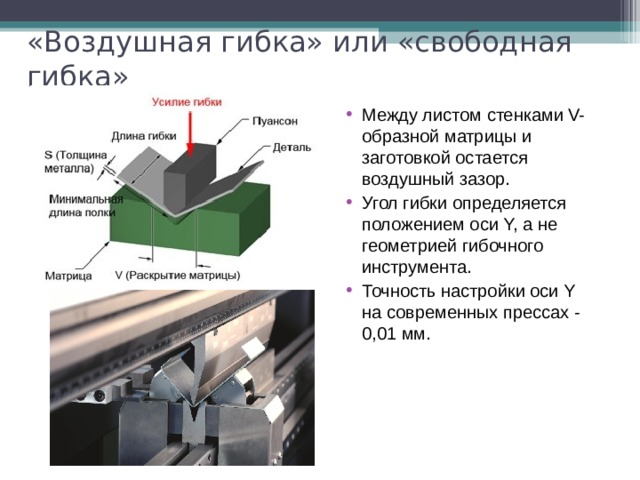
«Воздушная гибка» или «свободная гибка»
- Между листом стенками V-образной матрицы и заготовкой остается воздушный зазор.
- Угол гибки определяется положением оси Y, а не геометрией гибочного инструмента.
- Точность настройки оси Y на современных прессах - 0,01 мм.
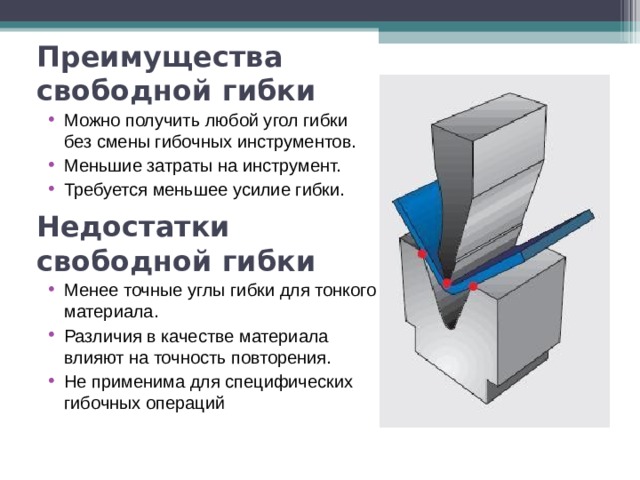
Преимущества свободной гибки
- Можно получить любой угол гибки без смены гибочных инструментов.
- Меньшие затраты на инструмент.
- Требуется меньшее усилие гибки.
Недостатки свободной гибки
- Менее точные углы гибки для тонкого материала.
- Различия в качестве материала влияют на точность повторения.
- Не применима для специфических гибочных операций
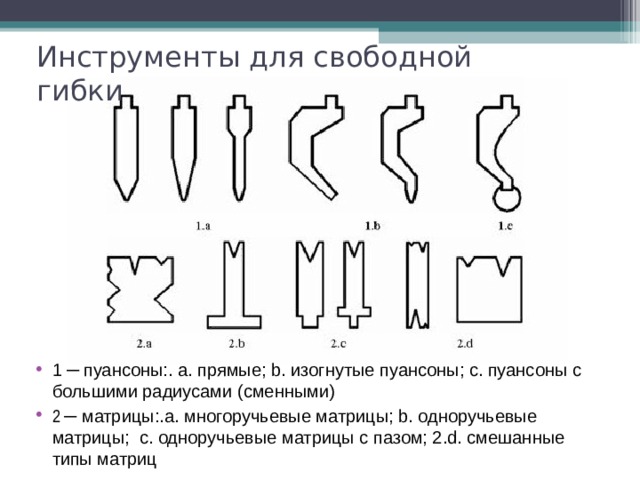
Инструменты для свободной гибки
- 1 ─ пуансоны:. a. прямые; b. изогнутые пуансоны; c. пуансоны с большими радиусами (сменными)
- 2 ─ матрицы:.a. многоручьевые матрицы; b. одноручьевые матрицы; c. одноручьевые матрицы с пазом; 2.d. смешанные типы матриц

Калибровка
- Точный метод.
- Материал зажат полностью между пуансоном и стенками V-образной матрицы.
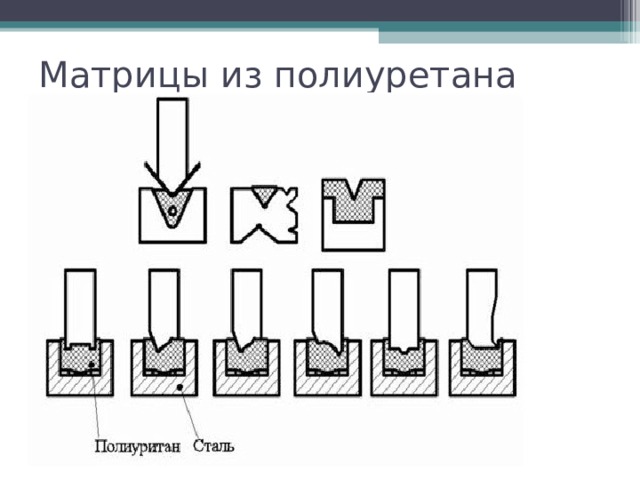
Матрицы из полиуретана

Преимущества калибровки
- точность углов гиба;
- маленький внутренний радиус;
- большой внешний радиус;
- Z-образные профили;
- глубокие U-образные каналы;
- возможно выполнение всех специальных форм.
Недостатки калибровки
- Большие усилия.
- нет гибкости: специальный инструмент для каждой формы;
- частая смена инструмента (кроме больших серий).
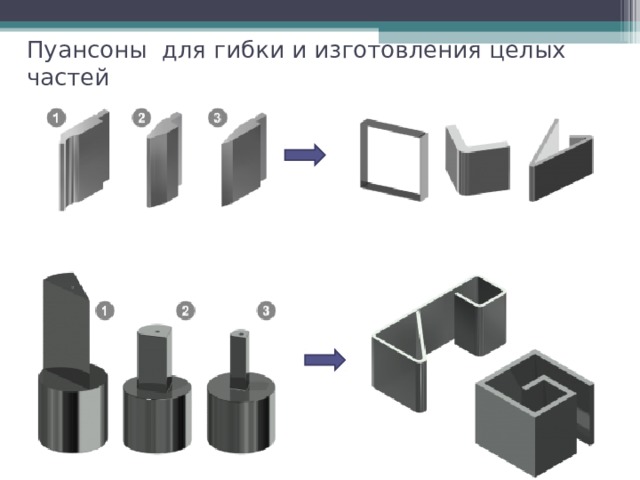
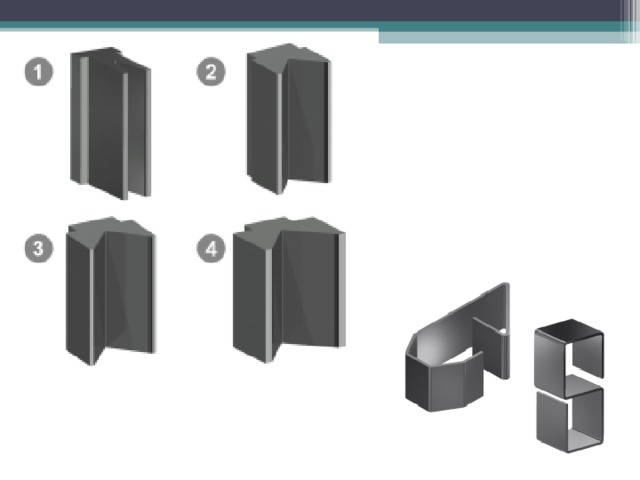
Пуансоны для гибки и изготовления целых частей
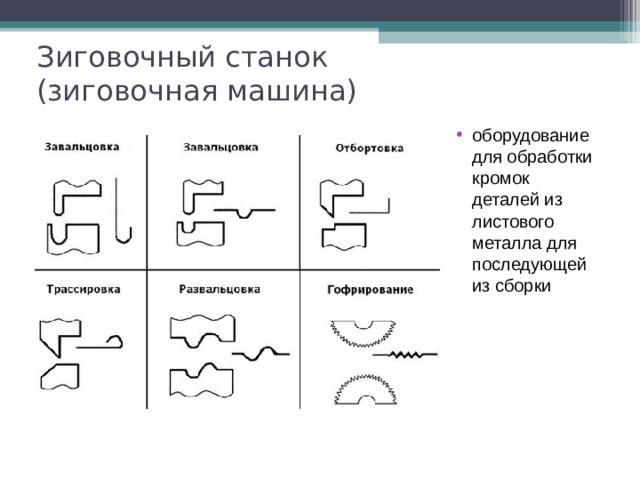
Зиговочный станок (зиговочная машина)
- оборудование для обработки кромок деталей из листового металла для последующей из сборки
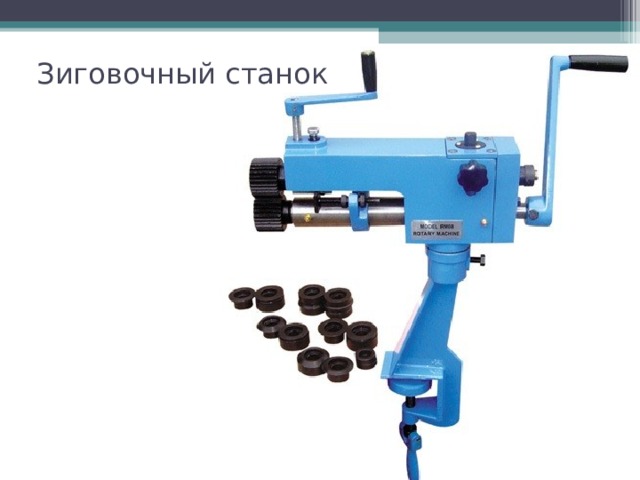
Зиговочный станок

Безопасность при гибке
- заготовку закреплять в тисках или других приспособлениях прочно;
- работать только на исправном оборудовании;
- перед началом работы на гибочных станках ознакомиться с инструкцией;
- работу выполнять осторожно, чтобы не повредить пальцы рук;
- работать в рукавицах и застегнутых халатах.








Предмет: Технология (мальчики)
Категория: Презентации
Целевая
аудитория: Прочее.
Урок соответствует ФГОС
Автор: Ольга Викторовна Константинова, Александр Викторович Похвальный
Дата: 12.09.2020
Номер свидетельства: 557367
Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

1750 руб.
2690 руб.
1730 руб.
2660 руб.

1640 руб.
2530 руб.

1900 руб.
2920 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства