В презентации даны основные понятия зенкерования и рзвертывания
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Зенкерование и развертывание
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Зенкерование и развертывание»
ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
.
План презентации:
- 1. Особенности зенкерования и развертывания.
- 2. Износ и стойкость зенкеров и разверток. Скорость резания.
- 3. Силы резания, крутящий момент и мощность при зенкеровании и развертывании.
- 4. Назначение режимов резания при зенкеровании и развертывании.
- 5. Типы, конструктивные элементы и геометрические параметры зенкеров и разверток.
- 6. Совершенствование конструкций зенкеров и разверток.
1. ОСОБЕННОСТИ ЗЕНКЕРОВАНИЯ И РАЗВЕРТЫВАНИЯ
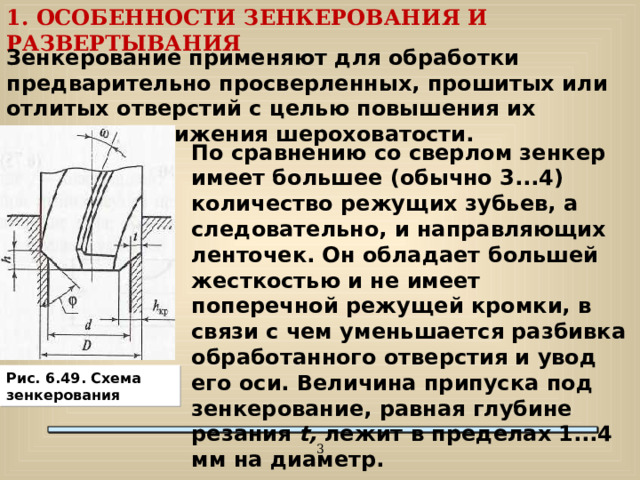
Зенкерование применяют для обработки предварительно просверленных, прошитых или отлитых отверстий с целью повышения их точности и снижения шероховатости.
По сравнению со сверлом зенкер имеет большее (обычно 3...4) количество режущих зубьев, а следовательно, и направляющих ленточек. Он обладает большей жесткостью и не имеет поперечной режущей кромки, в связи с чем уменьшается разбивка обработанного отверстия и увод его оси. Величина припуска под зенкерование, равная глубине резания t , лежит в пределах 1...4 мм на диаметр.
Рис. 6.49. Схема зенкерования
 6), длинная калибрующая часть с цилиндрическим участком и углом α 1 = 0, малая величина заборного конуса и другие, что позволяет получать развертыванием отверстия 8-го квалитета точности и шероховатость обработанной поверхности Ra = 0,16...0,32 мкм. Припуск на развертывание обычно не превышает 0,4...0,5 мм на диаметр. Схема развертывания аналогична схеме зенкерования." width="640"
6), длинная калибрующая часть с цилиндрическим участком и углом α 1 = 0, малая величина заборного конуса и другие, что позволяет получать развертыванием отверстия 8-го квалитета точности и шероховатость обработанной поверхности Ra = 0,16...0,32 мкм. Припуск на развертывание обычно не превышает 0,4...0,5 мм на диаметр. Схема развертывания аналогична схеме зенкерования." width="640"
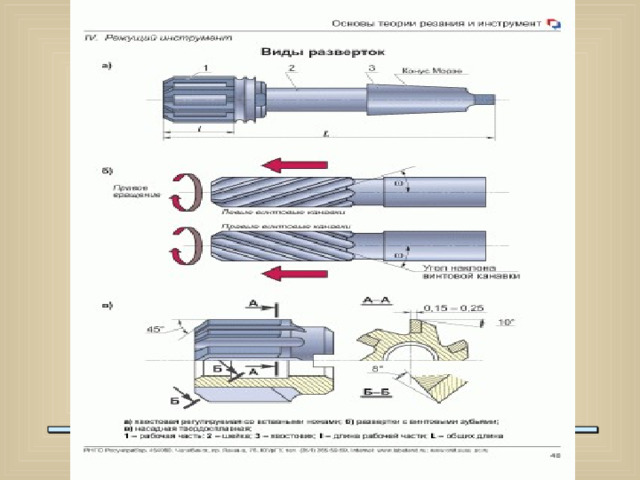
Развертывание является окончательной операцией при обработке отверстий, прошедших предварительную обработку сверлом, резцом или зенкером.
Основными отличительными особенностями конструктивных и геометрических параметров разверток являются: большое количество режущих зубьев и направляющих ленточек ( 6), длинная калибрующая часть с цилиндрическим участком и углом α 1 = 0, малая величина заборного конуса и другие, что позволяет получать развертыванием отверстия 8-го квалитета точности и шероховатость обработанной поверхности Ra = 0,16...0,32 мкм. Припуск на развертывание обычно не превышает 0,4...0,5 мм на диаметр.
Схема развертывания аналогична схеме зенкерования.
2. ИЗНОС И СТОЙКОСТЬ ЗЕНКЕРОВ И РАЗВЕРТОК. СКОРОСТЬ РЕЗАНИЯ
Зенкеры в основном изнашиваются по задним поверхностям зубьев и уголкам. Допустимый износ по задним поверхностям зубьев для зенкеров из инструментальных сталей при обработке сталей составляет h з = 0,5...1,2 мм, а при обработке чугунов износ по уголкам h у = 0,8... 1,5 мм. Для зенкеров, оснащенных твердым сплавом, при обработке незакаленной стали с охлаждением и чугуна с охлаждением и без охлаждения допустимый износ составляет h з = 1,0... 1,6 мм, а при обработке закаленной стали h з = 0,7 мм.
Период стойкости зенкеров находится в пределах 15...80 мин. Верхние значения стойкости принимаются для зенкеров большего диаметра, а низшие — для меньших диаметров.
Скорость резания (м/мин) определяют так:
Для твердосплавных зенкеров диаметрами 20...80 мм скорость резания в зависимости от свойств обрабатываемого материала, глубины резания и подачи находится в пределах: при обработке незакаленных сталей с охлаждением 40...50 м/мин, а чугунов без охлаждения 50-175 м/мин
Вопрос о стойкости разверток связан с уменьшением точности обработки вследствие потери размера диаметра зубьев развертки в результате их износа и разбивки отверстия. Разбивкой отверстия называется разница между фактическим диаметром развертки и диаметром развернутого отверстия. По мере затупления зубьев развертки, а также при развертывании всухую величина разбивки увеличивается.
Поскольку развертка срезает слои металла малой толщины, она изнашивается чаще всего по задним поверхностям.
Средний период стойкости разверток, соответствующий технологическому критерию износа, колеблется в пределах 18...84 мин при обработке сталей и 36... 150 мин при обработке чугунов. Развертки больших диаметров имеют период стойкости больший, чем малых.
Скорость резания определяется по той же формуле, что и при зенкеровании. Значения коэффициента C v и показателей степени при D , Т, t и S приведены в нормативах режимов резания и в справочниках
Для твердосплавных разверток диаметрами 10...80 мм скорость резания в зависимости от свойств обрабатываемого материала, глубины резания и подачи находится в пределах: при обработке незакаленных сталей с охлаждением 11... 110 м/мин, а чугунов без охлаждения 10...18 м/мин.
3. СИЛЫ РЕЗАНИЯ, КРУТЯЩИЙ МОМЕНТ И МОЩНОСТЬ ПРИ ЗЕНКЕРОВАНИИ И РАЗВЕРТЫВАНИИ
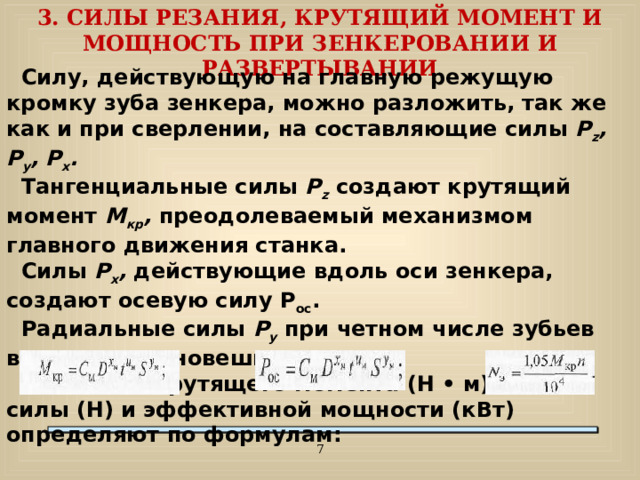
Силу, действующую на главную режущую кромку зуба зенкера, можно разложить, так же как и при сверлении, на составляющие силы P z , Р у , Р х .
Тангенциальные силы P z создают крутящий момент М кр , преодолеваемый механизмом главного движения станка.
Силы Р х , действующие вдоль оси зенкера, создают осевую силу Р ос .
Радиальные силы Р у при четном числе зубьев взаимно уравновешиваются.
Величины крутящего момента (Н • м), осевой силы (Н) и эффективной мощности (кВт) определяют по формулам:
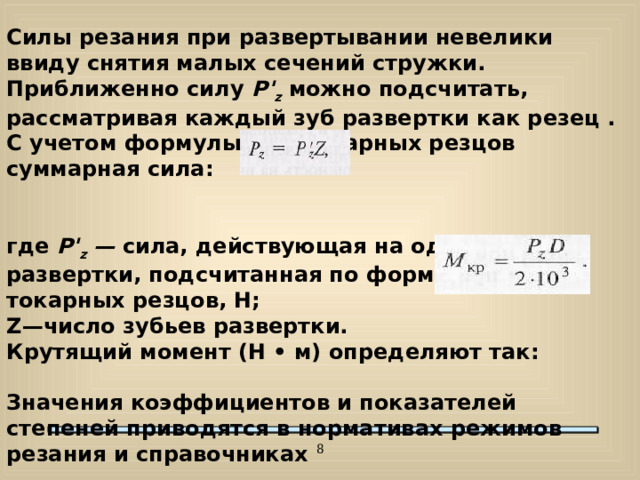
Силы резания при развертывании невелики ввиду снятия малых сечений стружки. Приближенно силу P ' z можно подсчитать, рассматривая каждый зуб развертки как резец . С учетом формулы для токарных резцов суммарная сила:
где P ' z — сила, действующая на один зуб развертки, подсчитанная по формуле для токарных резцов, Н;
Z —число зубьев развертки.
Крутящий момент (Н • м) определяют так:
Значения коэффициентов и показателей степеней приводятся в нормативах режимов резания и справочниках
4. НАЗНАЧЕНИЕ РЕЖИМОВ РЕЗАНИЯ ПРИ ЗЕНКЕРОВАНИИ И РАЗВЕРТЫВАНИИ
Наивыгоднейшие режимы резания при зенкеровании назначают в таком порядке:
- Выбирают геометрические параметры зенкера и материал его режущей части.
- Определяют глубину резания, которая обычно равна величине припуска на сторону.
- Находят подачу. Зенкерование производится с большими подачами на один оборот, чем при сверлении. Величина подачи назначается с учетом диаметра зенкера, свойств обрабатываемого материала, условий зенкерования, требований к точности и шероховатости обработанного отверстия, жесткости станка. Выбранная подача корректируется по паспортным данным станка.
- По известным значениям глубины резания и подачи, задавшись периодом стойкости, определяют скорость резания, допускаемую режущими свойствами зенкера.
5. По найденной скорости резания подсчитывают частоту вращения шпинделя, которая корректируется по кинематическим данным станка. По скорректированной частоте вращения находится действительная скорость резания.
6.Определяют М кр и N 3 и сравнивают с паспортными данными этих параметров станка. Если расчетные значения М кр и N 3 превышают крутящий момент и мощность на шпинделе станка, необходимо снизить режимы резания. При этом в первую очередь следует уменьшить скорость резания, а затем подачу. Прочность механизма подачи станка обычно не проверяется, так как осевая сила при зенкеровании не достигает больших значений.
Назначение режимов резания при развертывании производится в той же последовательности, что и при зенкеровании, и в основном сводится к следующему.
1. Производят выбор материала режущей части развертки и ее геометрических параметров в зависимости от свойств обрабатываемого материала и условий резания (глухое или сквозное отверстие), требуемой шероховатости обработанной поверхности и т. д.
2. Глубину резания принимают равной припуску на сторону. При чистовом развертывании величина припуска должна быть минимальной, но не меньше радиуса округления зуба развертки.
3.Определяют подачу. Ее величина зависит от диаметра и материала режущей части развертки, свойств обрабатываемого материала, заданных квалитета точности и шероховатости обработанного отверстия.
4. По известным значениям t и S , задавшись периодом стойкости, находят скорость резания и частоту вращения.
Найденные подача и частота вращения корректируются по станку. Прочность механизма подачи и мощность станка обычно не лимитируют установленный режим резания, так как осевая сила и мощность, потребная на резание, не достигают больших значений.
5. Машинное время при обработке зенкером или разверткой сквозного отверстия подсчитывают по аналогии с рассверливанием:
Где l 1 =( D - d /2) ctgφ ; l 2 = 1...3 мм при зенкеровании и l 2 = (0,2...0,5) l к при развертывании; l к — длина калибрующей части развертки.
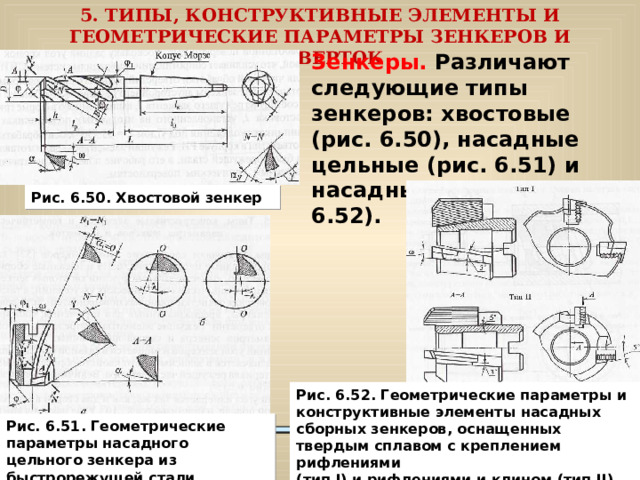
5. ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗЕНКЕРОВ И РАЗВЕРТОК
Зенкеры. Различают следующие типы зенкеров: хвостовые (рис. 6.50), насадные цельные (рис. 6.51) и насадные сборные (рис. 6.52).
Рис. 6.50. Хвостовой зенкер
Рис. 6.52. Геометрические параметры и конструктивные элементы насадных
сборных зенкеров, оснащенных твердым сплавом с креплением рифлениями
(тип I ) и рифлениями и клином (тип II )
Рис. 6.51. Геометрические параметры насадного цельного зенкера из быстрорежущей стали
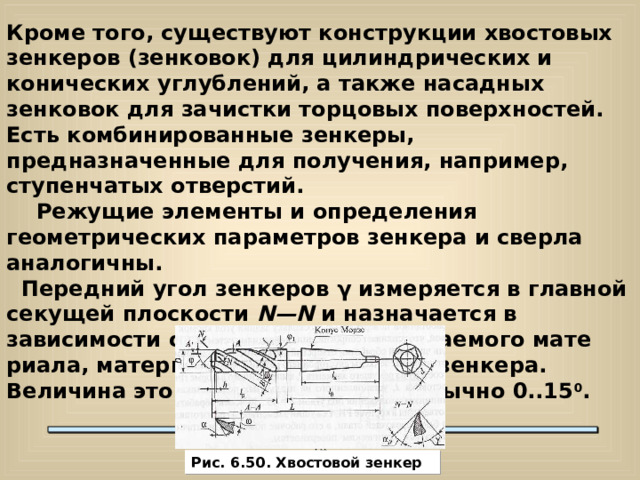
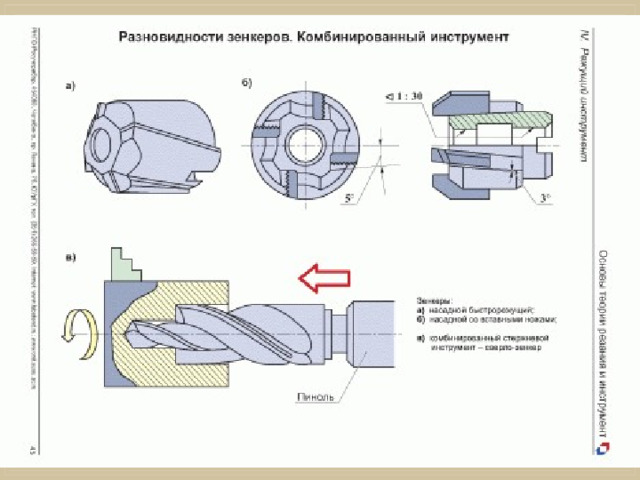
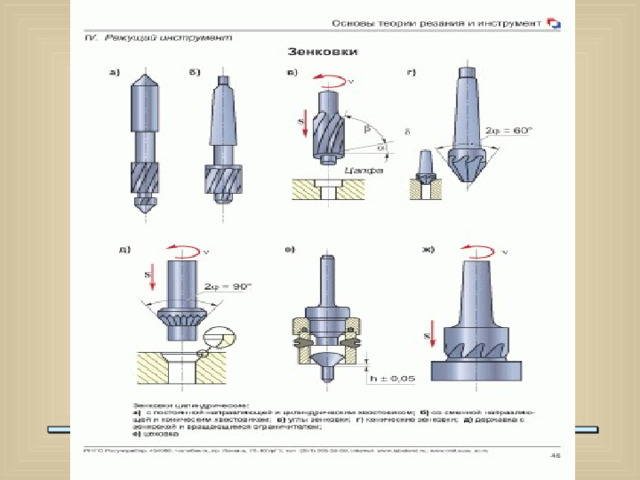
Кроме того, существуют конструкции хвостовых зенкеров (зенковок) для цилиндрических и конических углублений, а также насадных зенковок для зачистки торцовых поверхностей. Есть комбинированные зенкеры, предназначенные для получения, например, ступенчатых отверстий.
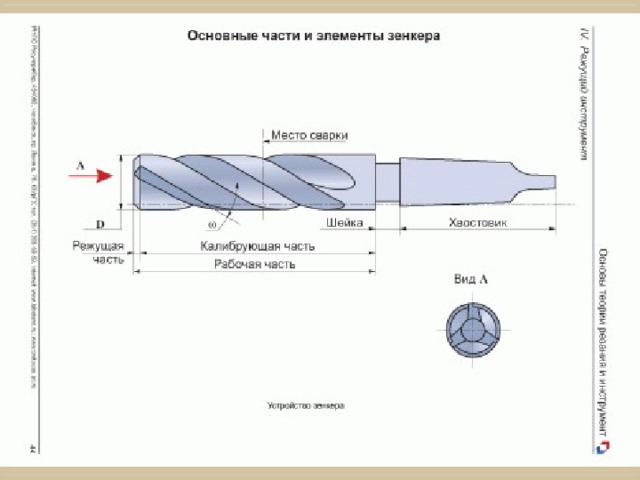
Режущие элементы и определения геометрических параметров зенкера и сверла аналогичны.
Передний угол зенкеров γ измеряется в главной секущей плоскости N — N и назначается в зависимости от свойств обрабатываемого материала, материала режущей части зенкера. Величина этого угла составляет обычно 0..15 0 .
Рис. 6.50. Хвостовой зенкер
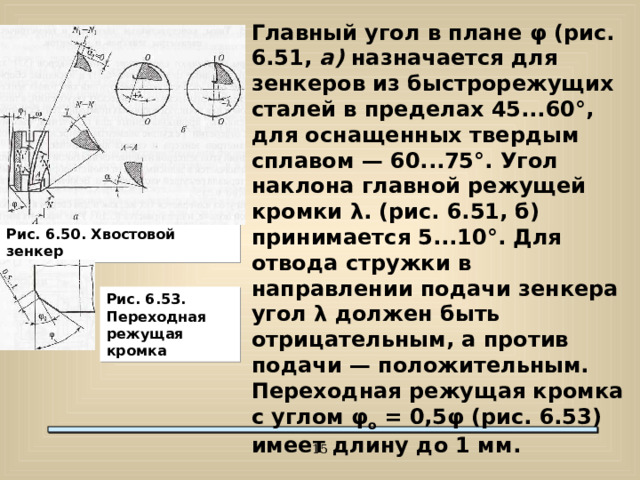
Главный угол в плане φ (рис. 6.51, а) назначается для зенкеров из быстрорежущих сталей в пределах 45...60°, для оснащенных твердым сплавом — 60...75°. Угол наклона главной режущей кромки λ. (рис. 6.51, б) принимается 5...10°. Для отвода стружки в направлении подачи зенкера угол λ должен быть отрицательным, а против подачи — положительным. Переходная режущая кромка с углом φ о = 0,5φ (рис. 6.53) имеет длину до 1 мм.
Рис. 6.50. Хвостовой зенкер
Рис. 6.53. Переходная режущая кромка
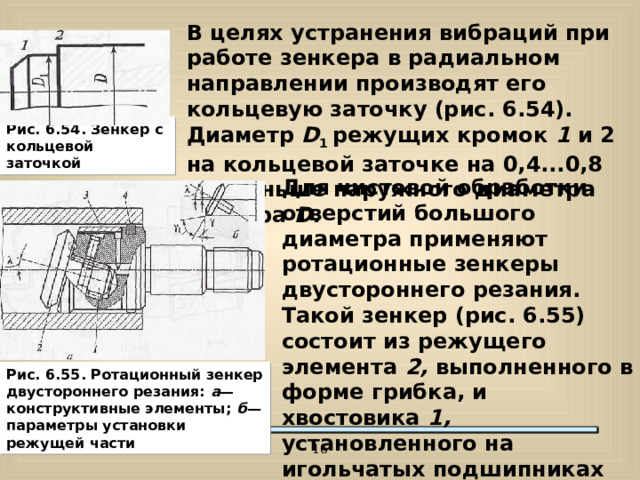
В целях устранения вибраций при работе зенкера в радиальном направлении производят его кольцевую заточку (рис. 6.54). Диаметр D 1 режущих кромок 1 и 2 на кольцевой заточке на 0,4...0,8 мм меньше наружного диаметра зенкера D .
Рис. 6.54. Зенкер с кольцевой заточкой
Для чистовой обработки отверстий большого диаметра применяют ротационные зенкеры двустороннего резания. Такой зенкер (рис. 6.55) состоит из режущего элемента 2, выполненного в форме грибка, и хвостовика 1, установленного на игольчатых подшипниках или подшипниках скольжения под углом к = 15...30° к оси обрабатываемого отверстия.
Рис. 6.55. Ротационный зенкер двустороннего резания: а —конструктивные элементы; б— параметры установки режущей части
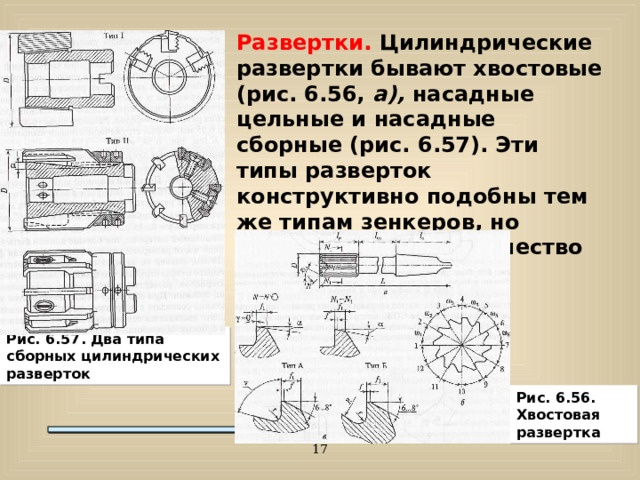
Развертки. Цилиндрические развертки бывают хвостовые (рис. 6.56, а), насадные цельные и насадные сборные (рис. 6.57). Эти типы разверток конструктивно подобны тем же типам зенкеров, но имеют большее количество зубьев, малый угол заборного конуса φ,
Рис. 6.57. Два типа сборных цилиндрических разверток
Рис. 6.56. Хвостовая развертка
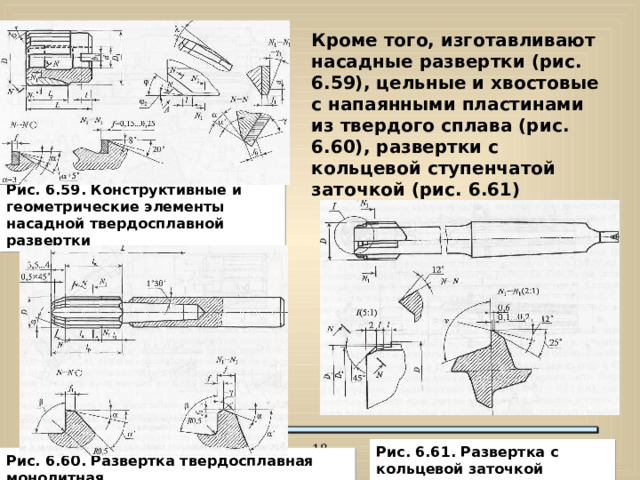
Кроме того, изготавливают насадные развертки (рис. 6.59), цельные и хвостовые с напаянными пластинами из твердого сплава (рис. 6.60), развертки с кольцевой ступенчатой заточкой (рис. 6.61)
Рис. 6.59. Конструктивные и геометрические элементы насадной твердосплавной развертки
Рис. 6.61. Развертка с кольцевой заточкой
Рис. 6.60. Развертка твердосплавная монолитная
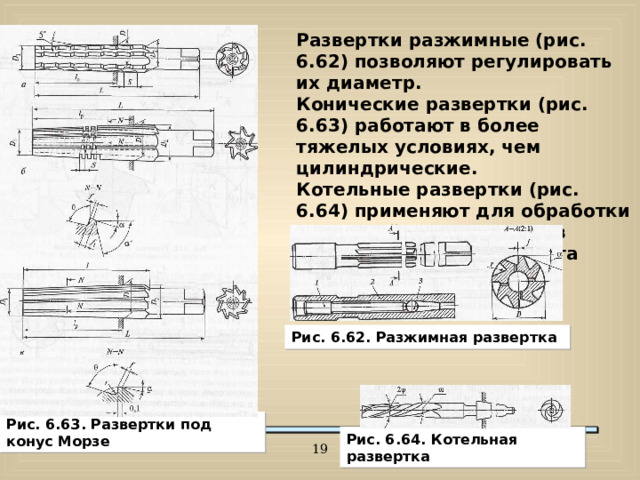
Развертки разжимные (рис. 6.62) позволяют регулировать их диаметр.
Конические развертки (рис. 6.63) работают в более тяжелых условиях, чем цилиндрические.
Котельные развертки (рис. 6.64) применяют для обработки отверстий под заклепки в наложенных друг на друга металлических листах.
Рис. 6.62. Разжимная развертка
Рис. 6.63. Развертки под конус Морзе
Рис. 6.64. Котельная развертка


6. СОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИЙ ЗЕНКЕРОВ И РАЗВЕРТОК
Основными направлениями совершенствования конструкций зенкеров и разверток являются:
1)более широкое применение твердосплавного РИ с одновременным повышением его точности по радиальному биению направляющей его части (ленточек), заборного конуса относительно оси посадочного места, обязательная доводка и т. д.;
2) применение двухлезвийных плавающих разверток с микрометрическим регулированием, обеспечивающим настройку на размер с точностью до 0,01 мм на диаметр, а также многозубых регулируемых разверток диаметром свыше 10 мм, оснащенных твердым сплавом, позволяющих регулировать размер в пределах до 0,2...0,3 мм;
3) расширение применения однолезвийных разверток диаметром 10... 18 мм для обработки особо точных отверстий по геометрической форме и прямолинейности образующей, а также дисковых разверток при обработке отверстий больших диаметров с уменьшенной длиной рабочей части и увеличенными ленточками на направляющей части.







Полезное для учителя




Распродажа видеоуроков!

1870 руб.
2880 руб.

1830 руб.
2820 руб.

1760 руб.
2710 руб.

2060 руб.
3170 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства