В презентации представлены основные понятия способов заготовок.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Способы получения заготовок
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Способы получения заготовок»

Способы получения заготовок

Основные способы производства заготовок :
Литьё
Ковка
Штамповка
Сварка
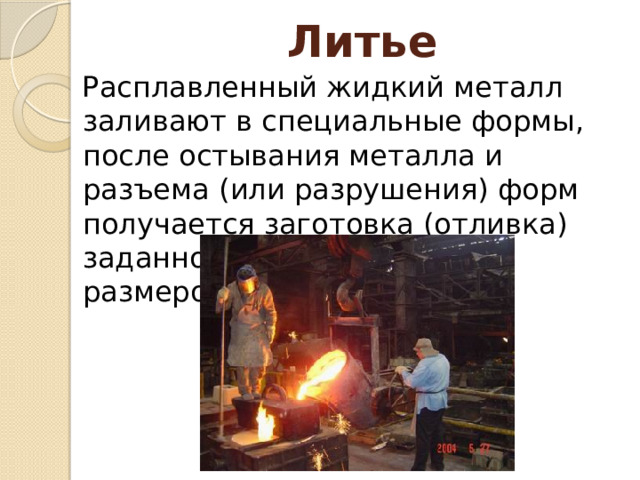
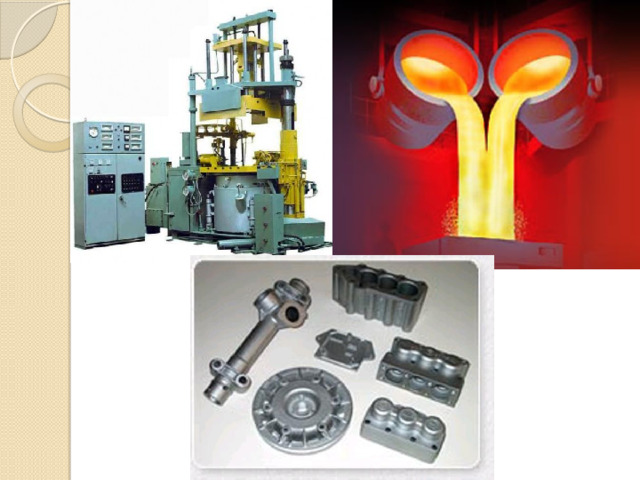
Литье
Расплавленный жидкий металл заливают в специальные формы, после остывания металла и разъема (или разрушения) форм получается заготовка (отливка) заданной конфигурации и размеров.
Литье в песчаные формы
Довольно распространено, так как стоимость таких форм значительно меньше, чем при других способах литья. Песчаные формы изготовляют из формовочной смеси, в состав которой входят песок, глина и специальные добавки. Металл в такую форму можно заливать только один раз, так как после получения отливки форму разрушают. Поэтому такой способ литья малопроизводителен и, кроме того, дает меньшую точность по сравнению с другими способами литья заготовок.


Литье в металлические формы
Более производительно, так как оно допускает многократную заливку металла в одну форму. При этом обеспечивается более высокий параметр шероховатости поверхности и более точные размеры заготовок.
Литье в оболочковые формы
Сравнительно новый способ литья заготовок и деталей из черных и цветных металлов, при котором форму изготовляют из смесей, содержащих термореактивные смолы. Формовочная смесь наносится на поверхность подогретой металлической модели, вследствие чего термореактивная смола оплавляется и на модели образуется предварительно отвердевшая форма (корка) толщиной 5—7 мм. Затем модель со слегка отвердевшей оболочкой помещают в электропечь, где происходит окончательное отвердение формы. После этого форму снимают с модели и направляют для заливки металлом.

Литье под давлением
распространено в производстве электро- и радиоаппаратуры и других подобных изделий. Сущность этого способа состоит в том, что жидкий металл подается в металлическую форму под давлением в специальных литьевых машинах, благодаря чему он хорошо заполняет все ее полости. Литье под давлением используют для получения из цветных сплавов литых заготовок сложной формы с различными выступами, приливами и отверстиями.
Литье по выплавляемым моделям
Основано на использовании моделей, которые изготовляют в металлических пресс-формах заполнением их парафиностеариновой смесью. Полученные таким образом модели покрывают тонким слоем специальной жидкой массы и мелким кварцевым песком, просушивают и прокаливают в электропечи. При этом парафиностеариновая смесь вытекает из формы, которая затем используется для получения точных металлических деталей.

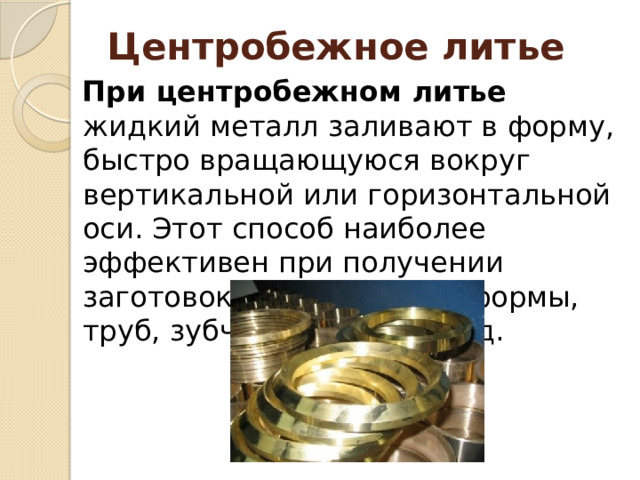
Центробежное литье
При центробежном литье жидкий металл заливают в форму, быстро вращающуюся вокруг вертикальной или горизонтальной оси. Этот способ наиболее эффективен при получении заготовок кольцевидной формы, труб, зубчатых колес и т. д.
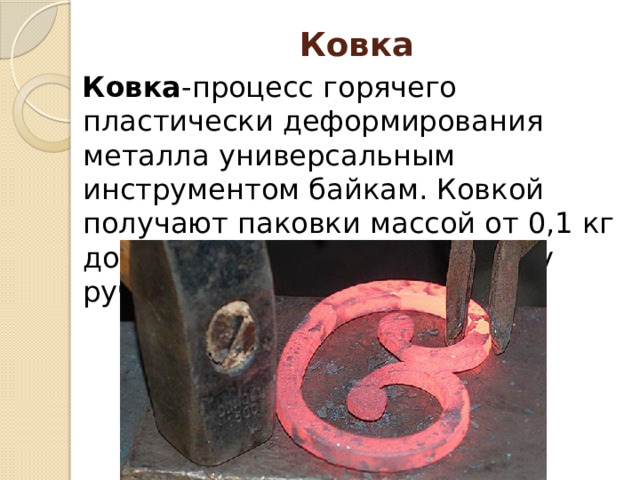
Ковка
Ковка -процесс горячего пластически деформирования металла универсальным инструментом байкам. Ковкой получают паковки массой от 0,1 кг до 400х тонн. Различают ковку ручную и машинную.
Процесс ковки состоит из следующих операций:
- -осадка (уменьшение высоты);
- -протяжка (увеличение длины заготовки);
- -гибка (придание заданной формы);
- -срубка (отделение части заготовки);
- -скручивание (поворот части заготовки);
- -проливка( получение отверстий полостей);
Виды ковки:
- Ковка лошадей
- Художественная Ковка может быть горячей и холодной.
- Горячая ковка создаётся методом нагревания металла и придания ему нужной формы.

Штамповка
Штамповка — процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы.
Холодная листовая штамповка
Листовая штамповка подразумевает в исходном виде тело, одно из измерений которого пренебрежимо мало по сравнению с двумя другими (лист-до 6 мм). Сущность способа заключается в процессе, где в качестве заготовки используют полученные прокаткой лист, полосу или ленту, свёрнутую в рулон. Листовой штамповкой изготовляют самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра (например, секундная стрелка ручных часов), и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолёта, ракеты).
К преимуществам листовой штамповки относятся:
- возможность получения деталей минимальной массы при заданной их прочности и жёсткости;
- достаточно высокие точность размеров и качество поверхности, позволяющие до минимума сократить отделочные операции обработки резанием;
- сравнительная простота механизации и автоматизации процессов штамповки, обеспечивающая высокую производительность (30—40 тыс. деталей в смену с одной машины);
- хорошая приспособляемость к масштабам производства, при которой листовая штамповка может быть экономически целесообразной и в массовом, и в мелкосерийном производстве.

Горячая объёмная штамповка
Горячая объёмная штамповка — это вид обработки металлов давлением, при которой формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа.
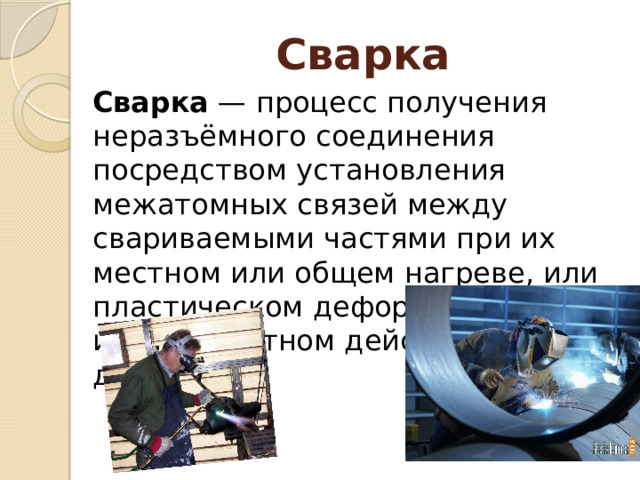
Сварка
Сварка — процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.







Полезное для учителя




Распродажа видеоуроков!
1640 руб.
2530 руб.
2000 руб.
3080 руб.

1810 руб.
2780 руб.

2070 руб.
3190 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства