Презентация для практического занятия по ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
Презентация для практического занятия по ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
Цель работы:установить зависимость между силой сварочного тока и коэффициентами расплавления, наплавки, потерь на угар и разбрызгивание.
Материалы и оборудование: электроды МР-3, пластины из низкоуглеродистой стали размером 150 ´ 50 ´ 3 мм; сварочный выпрямитель ВД-306, весы лабораторные, секундомер.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Презентация для практического занятия по ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций »
Лабораторная работа № 15
Исследование влияния силы сварочного тока на производительность ручной дуговой сварки.
диаметр электрода, мм.
Цель работы:установить зависимость между силой сварочного тока и коэффициентами расплавления, наплавки, потерь на угар и разбрызгивание.
Материалы и оборудование: электроды МР-3, пластины из низкоуглеродистой стали размером 150 ´ 50 ´ 3 мм; сварочный выпрямитель ВД-306, весы лабораторные, секундомер.
Краткие сведения из теории
Электроды предназначены для ………
Покрытые электроды для ручной сварки представляют ……….
Сварочные электроды должны обеспечивать:
.
.
.
.
.
Условное обозначение электродов по ГОСТ 9466-75
Э46-МР-3-3-УД
Е 430 –Р10
Характеристика электрода маркиМР-3
МР-3
Источник питания ВД-306
Коэффициент расправления
где
Gр – масса расплавленного электродного металла, г;
Iсв — сварочный ток, А;
t – основное время сварки (время чистого горения дуги),ч
Коэффициент наплавки
где
Gн – масса расплавленного электродного металла, г;
Iсв — сварочный ток, А;
t – основное время сварки (время чистого горения дуги), ч
Производительность сварки
a н
Коэффициент потерь
Ψ =
Значение коэффициента составляет примерно для покрытых электродов 2—10%.
100 %
Порядок выполнения работы
Отработать навыки ручной дуговой сварки виртуально на сварочном тренажере.
Техника безопасности при сварке
Порядок выполнения работы
2. Произвести настройку режима работы сварочного выпрямителя ВД-306
в зависимости от выбранного диаметра электрода.
Iсв= k ·dэл,
где I св — сварочный ток, А;
k — коэффициент, для углеродистых сталей k = 35 — 50 А/мм;
d эл — диаметр электрода, мм.
dэл = 3 мм Iсв = 105 — 150 А.
Порядок выполнения работы
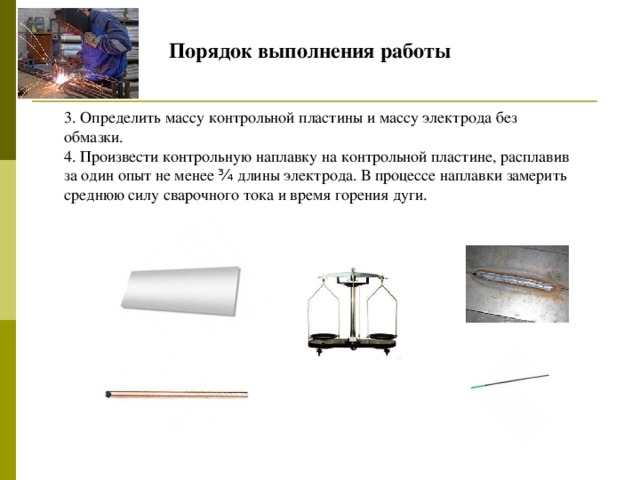
3. Определить массу контрольной пластины и массу электрода без обмазки.
4. Произвести контрольную наплавку на контрольной пластине, расплавив за один опыт не менее ¾ длины электрода. В процессе наплавки замерить среднюю силу сварочного тока и время горения дуги.
Порядок выполнения работы
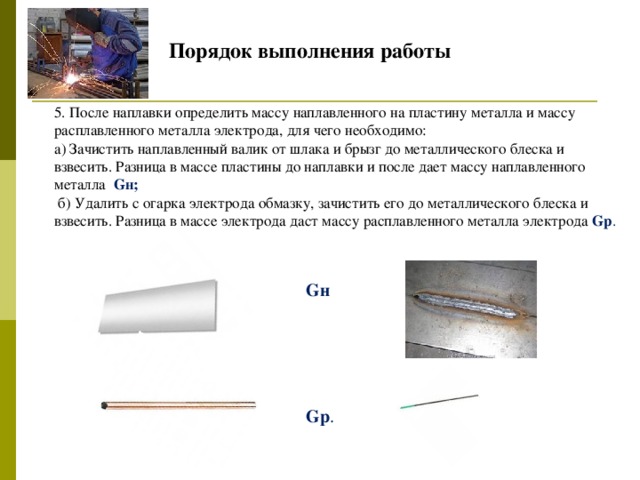
5. После наплавки определить массу наплавленного на пластину металла и массу расплавленного металла электрода, для чего необходимо:
а) Зачистить наплавленный валик от шлака и брызг до металлического блеска и взвесить. Разница в массе пластины до наплавки и после дает массу наплавленного металла Gн;
б) Удалить с огарка электрода обмазку, зачистить его до металлического блеска и взвесить. Разница в массе электрода даст массу расплавленного металла электрода Gр .
Gн
Gр .
Порядок выполнения работы
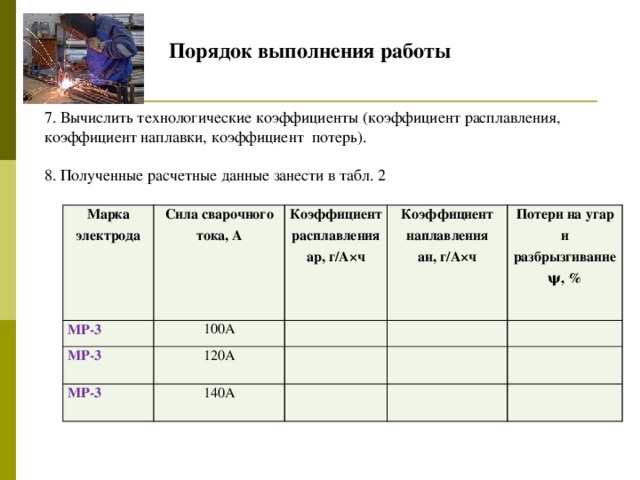
6. Данные свести в таблицу 1 .
Таблица 1 Исходные данные для расчета технологических коэффициентов
Сварка при значениях тока выше оптимального приводит к снижению производительности процесса, так как увеличиваются потери на окисление и испарение электродного металла вследствие повышения температуры в зоне горения дуги.