воспитательные – прививать интерес к профессии сварщика,
ответственность за свой труд, бережное отношение к оборудованию.
Межпредметные связи:
Обеспечивающие: Физика, химия, материаловедение.
Обеспечиваемые: МДК.02.04 Технология электродуговой сварки и резки металла. МДК.02.05.Технология производства сварных конструкций. ПМ.03.Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление
ПМ.04.Дефектация сварных швов и контроль качества сварных соединений
Изучив данный учебный элемент, обучающиеся будут знать:
основные дефекты сварных соединений;
причины возникновения дефектов в сварных соединениях.
Сопутствующие учебные элементы и пособия, презентация для повторения и закрепления изученного материала:
Просмотр содержимого документа
««Наружные и внутренние дефекты»»
Министерство ОБРАЗОВАНИЯ, НАУКИ и молодёжной политики КРАСНОДАРСКОГО КРАЯ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ КРАСНОДАРСКОГО КРАЯ «ЛАБИНСКИЙ СОЦИАЛЬНО-ТЕХНИЧЕСКИЙ ТЕХНИКУМ»
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
ОТКРЫТОГО УРОКА
По теме «Наружные и внутренние дефекты»
ПМ. 04. «Дефектация сварных швов и контроль качества сварных соединений»
МДК 04.01. «Дефекты и способы испытания сварных швов»
Разработал преподаватель
Бельтюков В.В.
2016 г.
Введение.
Урок усвоения новых знаний является стандартной, наиболее распространённой формой проведения теоретических занятий в средних профессиональных учебных заведениях. Существенным недостатком таких профессиональных теоретических уроков является малая наглядность и иллюстративность.
В данной методической разработке предлагается урок в котором наглядность достигается с помощью презентационного ряда, созданного с использованием простейших средств мультимедиа (компьютер, видеопроектор и т.п.).
Доступность и эффективность этой методики помогут использовать её преподавателям с минимальными навыками работы с визуальными средствами как матрицу при подготовке уроков разной тематики и сложности.
Учебно - методическая карта занятия № 9
Тема занятия: Наружные и внутренние дефекты
Дата: 14.01.2017г. Группа: № 391г.
Предмет: «ПМ.04. Дефектация сварных швов и контроль качества сварных соединений»
МДК.04.01. Дефекты и способы испытания сварных швов.
Время: 45 минут
Тип урока: урок усвоения новых знаний, комбинированный
Форма урока: метод беседы с использованием объяснения
Цели урока:
обучающие – познакомить обучающихся с дефектами сварных соединений,
воспитательные– прививать интерес к профессии сварщика,
ответственность за свой труд, бережное отношение к оборудованию.
Межпредметные связи:
Обеспечивающие: Физика, химия, материаловедение.
Обеспечиваемые: МДК.02.04 Технология электродуговой сварки и резки металла. МДК.02.05.Технология производства сварных конструкций. ПМ.03.Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление
ПМ.04.Дефектация сварных швов и контроль качества сварных соединений
Изучив данный учебный элемент, обучающиеся будут знать:
основные дефекты сварных соединений;
причины возникновения дефектов в сварных соединениях.
Сопутствующие учебные элементы и пособия, презентация для повторения и закрепления изученного материала:
1. Организационный этап – 2 мин: проверка наличия обучающихся на уроке, сообщение им темы и целей урока
2. Актуализация опорных знаний обучающихся: проверка изученного материала - 10 мин
3. Формирование новых знаний – 20 мин
4. Закрепление изученного материала – 10 мин
5. Подведение итогов урока – 2 мин
6. Домашнее задание – 1 мин
Ход урока
Организационный этап – 2 мин
Проверка внешнего вида и готовности учащихся
Отметка отсутствующих учащихся на уроке
Сообщение темы урока и разъяснение целей
Актуализация опорных знаний – 10 мин
На экран проецируются виды швов, а учащимся предлагается дать им название и характеристику.
Задание №1. Слайд №1 (приложение 1)
Задание №2. Слайд №2 (приложение 2)
Задание №3. Слайд №3 (приложение 3)
Возможен сплошной контроль в виде индивидуальных карточек, в которых учащиеся ставят варианты правильных ответов
Формирование новых знаний – 20 мин
Предлагается примерный материал, излагаемый преподавателем, с проецируемыми рисунками (в виде презентации).
Общие сведения
Данный учебный элемент охватывает основные дефекты сварных соединений и причины, вызывающие их появление в процессе ручной дуговой сварки (сварка покрытыми металлическими электродами).
Учебный элемент содержит используемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов, которые применяются в документации всех видов научно-технической, учебной и справочной литературе.
Основные понятия
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований к размерам, форме и свойствам сварных соединений, которые уменьшают прочность и эксплуатационную надежность и могут привести к разрушению сварного соединения и всей конструкции.
В процессе изготовления сварного соединения в металле шва и околошовной зоне могут быть получены сварочные дефекты.
По характеру залегания дефекты в сварных соединениях делятся на внешние и внутренние.
Внешние дефекты — это дефекты, выявленные при внешнем осмотре и измерительном контроле сварного соединения.
Внешние дефекты:
-несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или) высоты шва);
Внутренние дефекты — это дефекты, выявленные при использовании неразрушающих методов контроля таких, как радиографический контроль, ультразвуковой контроль.
Внутренние дефекты;
- непровары между свариваемыми кромками;
- непровары в корне шва;
- внутренние трещины;
- поры и шлаковые включения (одиночные, скопления, цепочки), не выходящие на поверхность.
Основные дефекты сварных швов и причины их возникновения
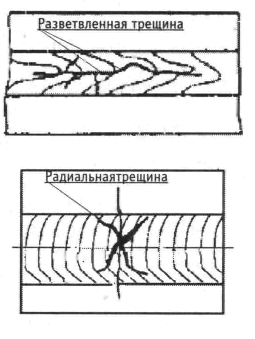
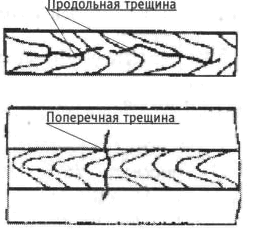
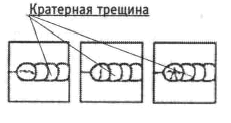
Трещина сварного соединения. Слайд №1 — дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к нему зонах.
К трещинам сварного соединения относятся:
продольная трещина - трещина, ориентированная вдоль оси сварного шва;
поперечная трещине — трещина, ориентированная поперек оси сварного шва.
Слайд №1
— разветвленная трещина — трещина, имеющая ответвления в различных направлениях;
— радиальная трещина — несколько трещин разного направления, исходящих из одной точки, они могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле;
Причина появления кратерной трещины — резкий обрыв сварочной дуги.
Категория дефекта: недопустимый дефект.
Исправление: вырезка, вышлифовка до полного удаления дефекта с последующей заваркой.
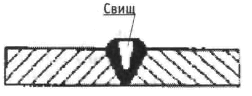
Свищи. Слайд №2
Слайд №2
Свищ в сварном шве — дефект в виде воронкообразного углубления в сварном шве.
Причины появления свища:
— плохая подготовка сварных кромок под сварку (наличие ржавчины, масла и т. д.) и как результат обильное местное выделение из металла сварочной ванны газов в момент его затвердевания.
Категория дефекта: недопустимый дефект.
Исправление: высверловка, вышлифовка до полного удаления с последующей заваркой.
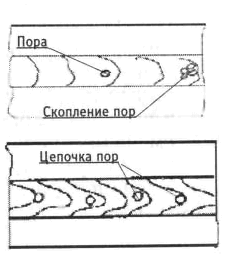
Поры. Слайд №3
Слайд №3
Пора в сварном шве — дефект сварного шва в виде полости округлой формы, заполненной газом.
Цепочка пор в сварном шве — группа пор в сварном шве, расположенных в линию.
Скопление пор в сварном шве – группа близко расположенных пор.
— плохая подготовка кромок под сварку (наличие ржавчины, масла, краски и др. загрязнений);
— завышение скорости сварки.
Категория дефекта: цепочка пор, отдельно стоящая пора (поры) — допускаются при выполнении требований «Нормативно-технического документа» (НТД) на данное изделие.
Скопление пор — недопустимый дефект.
Исправление: для плоских элементов — вышлифовка, механическая строжка или фрезеровка, воздушно-дуговая строжка (ВДС) угольными электродами с последующей заваркой.
Для трубных элементов — выборка дефектов на токарном станке с последующей заваркой.
Слайд №4
Непровар кромок и несплавления между кромками и валиками или между валиками сварного соединения. Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины непровара свариваемых между собой кромок:
заниженный зазор между свариваемыми кромками;
завышенное притупление кромок;
малый угол скоса кромок;
завышение скорости сварки;
смещение электрода с оси стыка;
недостаточная сила сварочного тока;
неравномерная величина притупления кромок по длине стыка;
новые валики (или слои) выполняются по слою предыдущего металла с неудаленным сварочным шлаком при многослойной сварке;
недостаточно точное направление электрода относительно предыдущего валика (или слоя) при многослойной сварке;
блуждание сварочной дуги (магнитное дутье).
Категория дефекта: недопустимый дефект, кроме случая, когда чертежом разрешается непровар корня шва.
Исправление: при небольших объемах работ — вышлифовка, при больших объемах работ — механическая строжка, фрезеровка на станке или воздушно-дуговой сторожкой, выплавка газовой резкой с последующей заваркой.
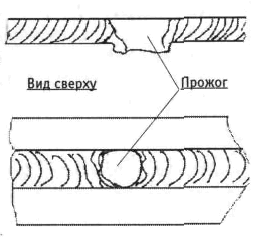
Прожог Слайд №5
Прожог сварного шва — дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины прожога:
завышенный сварочный ток;
малое притупление свариваемых кромок;
неравномерный зазор по длине между свариваемых кромок;
малая скорость сварки;
неравномерная величина притупления кромок по длине стыка.
Категория дефекта: недопустимый дефект.
Исправление: зашлифовка с двух сторон с последующей заваркой.
Шлаковые включения Слайд №6
Шлаковые включения сварного шва — дефект в виде вкрапления шлака в сварном шве.
Причины появления шлаковых включений:
завышение скорости сварки;
плохая подготовка кромок под сварку;
плохо отбита шлаковая корка предыдущего (нижнего) слоя,
Исправление: для плоских элементов — вышлифовка (отдельно стоящий и скопление шлака) механическая и воздушно-дуговая строжка (ВДС) (цепочки шлака) с последующей заваркой.
Для трубных элементов — вышлифовка (отдельно стоящий или скопление шлака), выборка на токарном станке (цепочки шлака) с последующей заваркой.
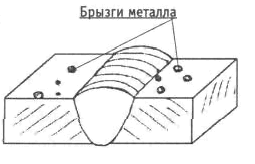
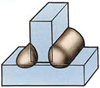
Брызги электродного металла Слайд №7
Брызги металла — дефект в виде капель на поверхности сварного соединения.
Исправление: срубить зубилом и молотком, с последующей зашлифовкой мест удаления.
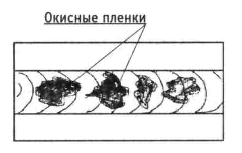
Поверхностное окисление Слайд №8
Поверхностное окисление сварного соединения — дефект в виде окалины или пленки окислов на поверхности сварного соединения.
Причины появления окисной пленки:
плохая защита металла от воздуха;
преждевременное удаление слоя шлаковой корки со сварного шва;
перегрев металла.
Категория дефекта: условно допустимый дефект.
Исправление: если нет особых требований к окисной пленке на чертеже, допускается не удалять. В противном случае — зачистка вручную металлической щеткой или с помощью шлифовальной машины.
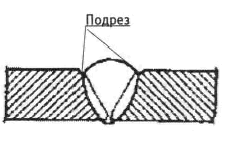
Подрез Слайд №9
Подрез зоны сплавления — дефект в виде углубления по линии сплавления сварного шва с основным металлом
Подрезы зоны сплавления: как правило — двусторонний при сварке стыкового шва, и односторонний на вертикальной плоскости при сварке углового шва.
Причины появления подреза:
низкая квалификация сварщика (неправильные поперечные движения концом электрода);
смещение электрода в сторону вертикальной стенки при сварке углового шва (подрез вертикальной стенки);
завышение сварочной дуги;
завышенная скорость сварки;
эксцентричность покрытия электрода.
Категория дефекта: недопустимый дефект.
Исправление: расшлифовка (сглаживание) подрезов или их подварка.
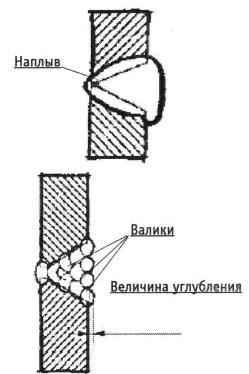
Дефекты формирования сварного шва Слайд №11
К дефектам формирования сварного шва относятся:
наплыв в сварном соединении — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним;
углубление между валиками — это продольная впадина между двумя соседними валиками шва;
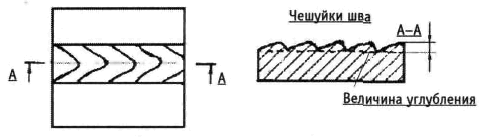
—грубая чешуйчатость — поперечные или округлые углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны;
Слайд №12
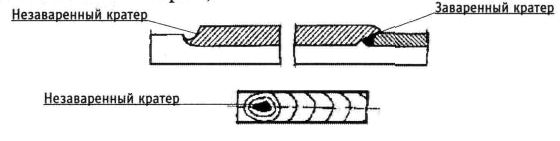
— кратер — дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании, располагается в местах резкого обрыва дуги или окончания сварки;
Слайд №13
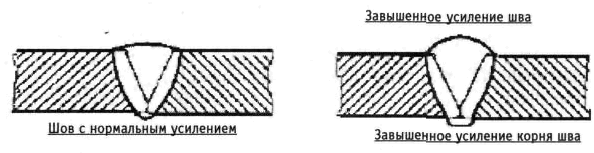
— превышение усиления сварного шва — избыток наплавленного металла на лицевой стороне (сторонах) стыкового шва;
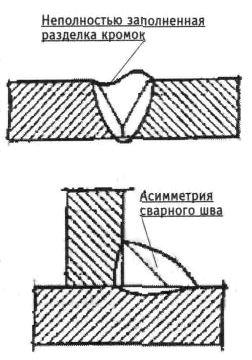
— неполностью заполненная разделка кромок — продольная непрерывная или прерывистая вогнутость на поверхности сварного шва из-за недостаточного количества присадочного металла;
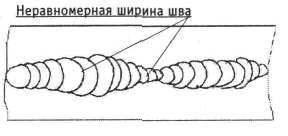
местное превышение проплавления сварного шва – местный избыточный проплав (с внутренней стороны одностороннего шва);
— протёк сварного шва — стекание металла вследствие действия силы тяжести
Слайд №15
неравномерная ширина шва — чрезмерное колебание ширины шва
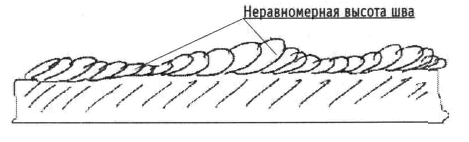
неравномерная высота шва — чрезмерная неровность наружной поверхности шва;
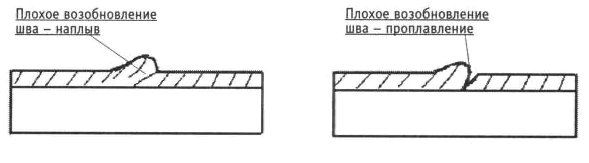
плохое возобновление шва — местная неровность поверхности в месте возобновления сварки.
Причины появления дефектов формирования сварного шва: такие дефекты формирования сварного шва, как неплавные сопряжения сварных швов и сварного шва с основным металлом, неравномерность высоты (катета) и ширины шва, наплывы, неравномерная чешуйчатость получаются при:
неправильном выборе режима сварки;
в результате низкой квалификации сварщика;
из-за низкого качества сборки узла.
Причины появления незаверенного кратера:
низкая квалификация сварщика;
резкий обрыв сварочной дуги.
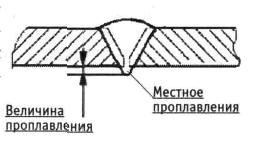
Категория дефекта: наплыв (натекание), превышение усиления сварного шва, местное превышение проплавления, асимметрия углового шва, неравномерная ширина и высота шва, плохое возобновление шва, углубление между валиками, грубая чешуйчатость — допускаются при выполнении требований нормативно-технической документации на данное изделие.
Исправления: подшлифовка.
Углубления и грубую чушуйчатость подшлифовать (сгладить) и (или) подварить.
Усадочная раковина сварного шва: дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металом.
Причины появления усадочной раковины: местное засорение металла сварочной ванны легкоплавкими веществами на основе серы, фосфора и др.
Категория дефекта: недопустимый дефект.
Исправление: подшлифовка.
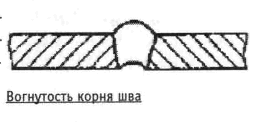
Вогнутость корня шва.
Вогнутость корня шва — дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
Причины появления вогнутости корня шва:
завышенный зазор между свариваемыми кромками;
недостаточная величина сварочного тока;
завышенная скорость сварки.
Категория дефекта: допускается при выполнении требований нормативно-технической документации на данное изделие.
Исправление: подшлифовка и подварка.
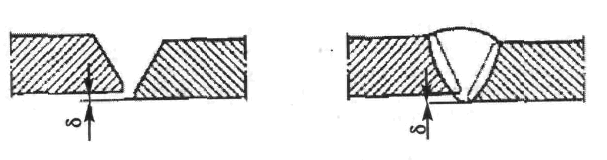
Смещение кромок Слайд №17
Смещение сваренных кромок () — неправильное положение сваренных кромок друг относительно друга.
Причины появления смещения кромок:
неправильная (некачественная) сборка деталей под сварку;
некачественная прихватка;
недостаточное количество прихваток;
неравномерное распределение прихваток.
Слайд №18
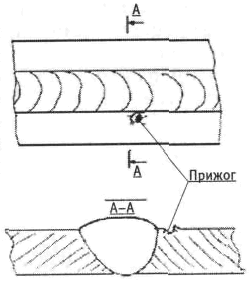
Случайное оплавление основного металла в результате зажигания дуги или гашения (прижог) — дефект в виде повреждения поверхности основного металла, примыкающего к сварному шву; возникает в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
Причина появления прижогов:
— низкая квалификация сварщика.
Категория дефекта: недопустимый дефект.
Исправление: зачистка мест прижога до «здорового» металла
Закрепление изученного
Индивидуальные карточки для сплошного контроля с заданием для закрепления материала (приложение №3) - 10 мин
Для повышенного уровня индивидуальные карточки приложение № 4.Заполнить названия элементов дефектов шва
5.Подведение итогов урока – 2 мин
6.Домашнее задание – 1 мин
Преподаватель В.В.Бельтюков
Приложение №1
ЗАДАНИЕ №1
СВАРНЫЕ ШВЫ
Эталон ответов
Стыковое
сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями.
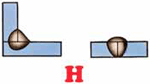
Угловое
сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания краев.
Нахлесточное
сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
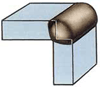
Торцовое
сварное соединение двух элементов, в котором боковые поверхности сваренных элементов примыкают друг к другу.
Тавровое
сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
Приложение №2
ЗАДАНИЕ №2
ВИДЫ ШВОВ И ИХ КРАТКОЕ ОБОЗНАЧЕНИЕ
Эталон ответов
В лодочку
Нижнее
Потолочные
Полугоризонтальные
Горизонтальное
Полувертикальное
Вертикальные
Полупотолочные
Приложение №3
ЗАДАНИЕ №3
КЛАССИФИКАЦИЯ ПО ФОРМЕ НАРУЖНОЙ ПОВЕРХНОСТИ
Эталон ответов
Швы подразделяются:
нормальные
выпуклые (усиленные)
вогнутые (ослабленные)
Приложение №3
Контрольные вопросы
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
1.Что называется трещиной?
а) Дефект сварного соединения в виде разрыва металла в сварном шве и (или) прилегающих к зонах.
б) Дефект в виде внутренней полости.
в) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
2. Что называется порой?
а) Дефект в виде полости или впадины, образованной при усадке металла шва.
б) Дефект, имеющий ответвления в различных направлениях.
в) Дефект сварного шва в виде полости округлой формы, заполненной газом.
3. Что называется непроваром кромок?
а) Дефект, ориентированный вдоль сварного шва в виде разрыва.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде скопления шлака в сварном шве.
4. Что называется прожогом?
а) Дефект в виде воронкообразного углубления в сварном шве.
б) Дефект в виде полости или впадины в сварном шве.
в) Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
5. Что такое шлаковое включение?
а) Дефект сварного шва в виде полости округлой формы, заполненной газом.
б) Дефект в виде шлака в сварном шве.
в) Дефект в виде углубления по линии сплавления шва с основным металлом.
6. Что называется подрезом?
а) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
б) Дефект в виде несплавления в сварном соединении, вследствие неполного расплавления кромок.
в) Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва.
7. Что такое кратер?
а) Дефект в виде воронкообразного углубления в середине сварного шва.
б) Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
в) Дефект в виде полости или впадины, образовавшийся при усадке расплавленного металла при затвердевании в конце сварного шва.
8. Что называется прижогом?
а) Дефект в виде окалины или пленки окислов на поверхности сварного соединения.
б) Дефект в виде затвердевших капель на поверхности сварного .соединения.
в) Дефект в виде местного повреждения поверхности основного металла, возникшее в результате случайного или преднамеренного возбуждения дуги вне разделки соединения.
9. Каковы причины появления пор?
а) Хорошо прокаленные электроды.
б) Влажные электроды.
в) Наличие ржавчины или масла на сварочных кромках.
10. Каковы причины появления брызг электродного металла?









 Непровар кромок и несплавления между кромками и валиками или между валиками сварного соединения. Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Непровар кромок и несплавления между кромками и валиками или между валиками сварного соединения. Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.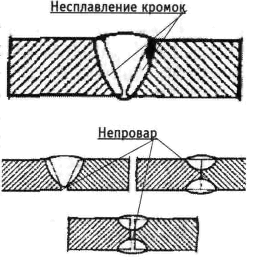


 Причины появления шлаковых включений:
Причины появления шлаковых включений: