Разделка кромок под сварку. Технолгический процесс
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Разделка кромок под сварку.
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Разделка кромок под сварку.»
Цели :
учебная: сформировать у студентов знания об углеродистых сталях, о свариваемости стали.
развивающая: развить навыки самостоятельной работы и их последующее применение на производственной практике.
воспитательная: формирование культуры восприятия учебного материала и организации учебной деятельности в ходе урока, формирование уважения к избранной профессии.
Задачи:
- с формировать у студентов знания о материалах, используемых в процессе сварки, об их свариваемости.
- научиться применять полученные знания на практике и в производственной деятельности.
Тема: Свариваемость стали .
План урока
1.Свариваемость стали.
2.Классификация стали по свариваемости.
3.Маркировка сталей.
Повторение пройденного материала
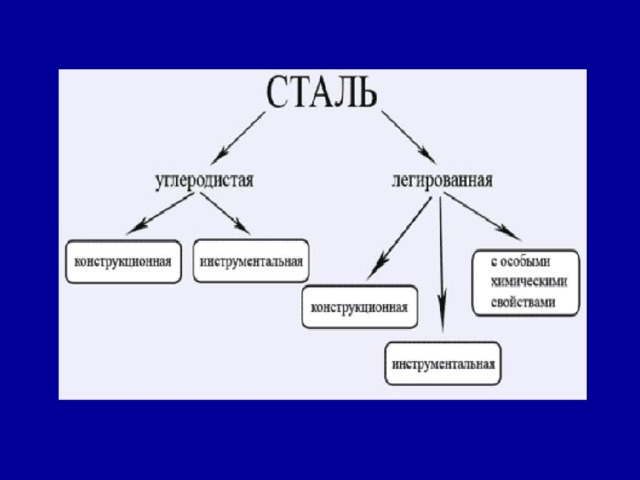
Классификация углеродистых сталей по назначению
Назовите марки сталей группы А
Назовите марки сталей группы Б
Назовите марки сталей группы В
Назовите достоинства углеродистых сталей различных марок :
-высокая пл--------------- ть;
-хорошая об-------------------------- ть (вне зависимости от температуры нагрева
металла);
-отличная с ----------------- ть;
-сохранение высокой пр-------------- ти даже при значительном нагреве (до 400°);
-хорошая пере---------------ть д-----------------х н--------------к.
Назовите недостатки углеродистых сталей:
-образованию и развитие к---------------ии
-слабые э----------------------------ие характеристики;
-склонность к теп---------------------му расширению.

Назовите технологию производства углеродистой стали

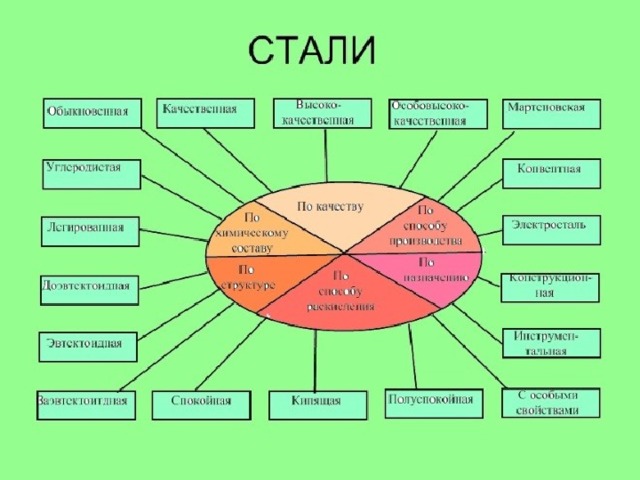
Назовите виды сплавов по качеству
Общие принципы классификации сталей
Расшифруйте сталь БСт2сп , ВСт3Гсп , БСт4кп .
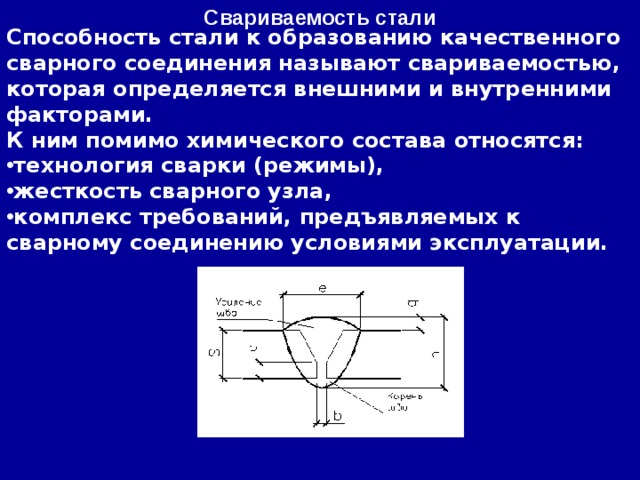
Свариваемость стали
Способность стали к образованию качественного сварного соединения называют свариваемостью, которая определяется внешними и внутренними факторами.
К ним помимо химического состава относятся:
- технология сварки (режимы),
- жесткость сварного узла,
- комплекс требований, предъявляемых к сварному соединению условиями эксплуатации.
Свариваемость является качественной характеристикой и для разных сталей не одинакова.
Стали подразделяют по свариваемости на четыре группы:
1.Стали с хорошей свариваемостью
2.Стали с удовлетворительной свариваемостью
3.Стали с ограниченной свариваемостью
4.Стали с плохой свариваемостью
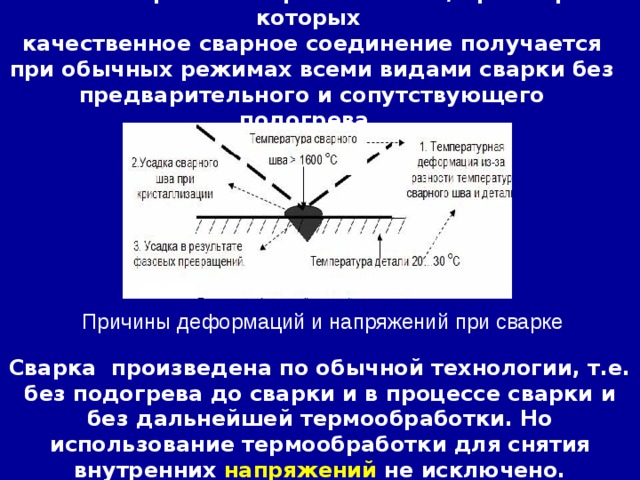
Стали с хорошей свариваемостью, при сварке которых
качественное сварное соединение получается при обычных режимах всеми видами сварки без предварительного и сопутствующего подогрева.
Причины деформаций и напряжений при сварке
Сварка произведена по обычной технологии, т.е. без подогрева до сварки и в процессе сварки и без дальнейшей термообработки. Но использование термообработки для снятия внутренних напряжений не исключено.
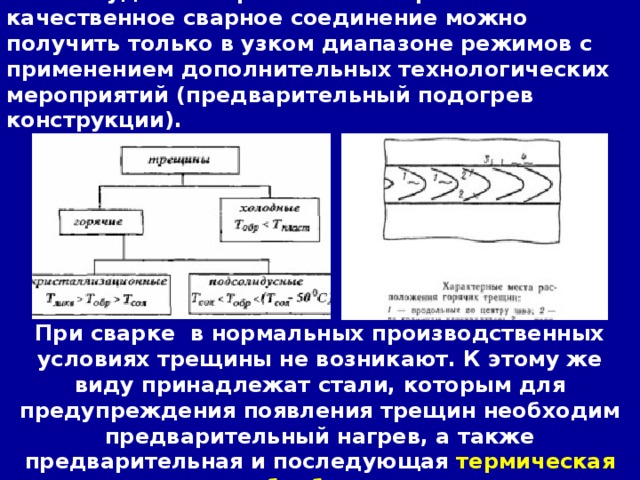
Стали с удовлетворительной свариваемостью - качественное сварное соединение можно получить только в узком диапазоне режимов с применением дополнительных технологических мероприятий (предварительный подогрев конструкции).
При сварке в нормальных производственных условиях трещины не возникают. К этому же виду принадлежат стали, которым для предупреждения появления трещин необходим предварительный нагрев, а также предварительная и последующая термическая обработка.
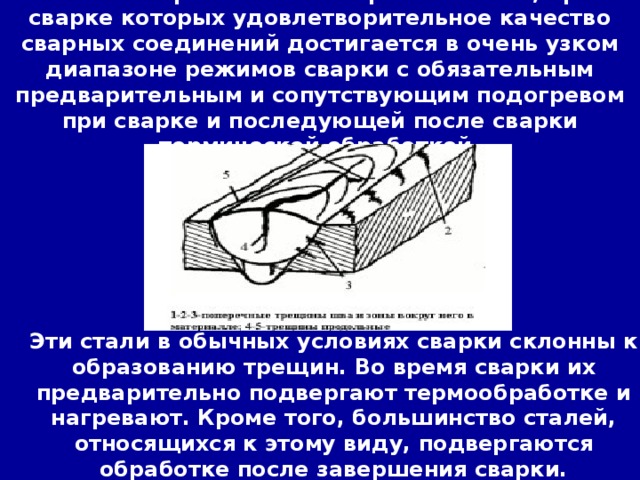
Стали с ограниченной свариваемостью, при сварке которых удовлетворительное качество сварных соединений достигается в очень узком диапазоне режимов сварки с обязательным предварительным и сопутствующим подогревом при сварке и последующей после сварки термической обработкой.
Эти стали в обычных условиях сварки склонны к образованию трещин. Во время сварки их предварительно подвергают термообработке и нагревают. Кроме того, большинство сталей, относящихся к этому виду, подвергаются обработке после завершения сварки.
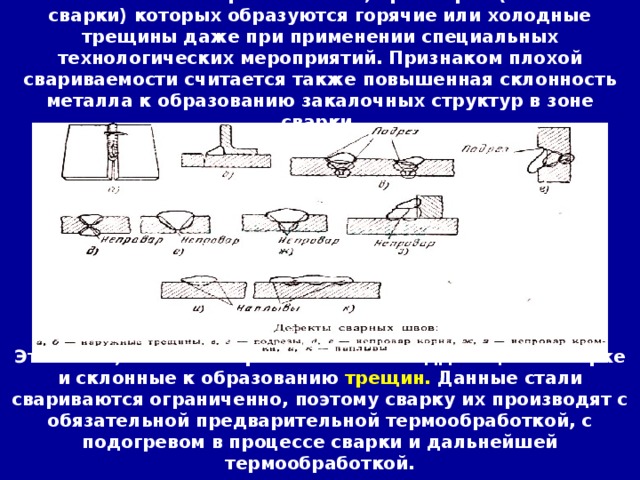
Стали с плохой свариваемостью, при сварке (или после сварки) которых образуются горячие или холодные трещины даже при применении специальных технологических мероприятий. Признаком плохой свариваемости считается также повышенная склонность металла к образованию закалочных структур в зоне сварки.
Это стали, наиболее проблематично поддающиеся сварке и склонные к образованию трещин. Данные стали свариваются ограниченно, поэтому сварку их производят с обязательной предварительной термообработкой, с подогревом в процессе сварки и дальнейшей термообработкой.
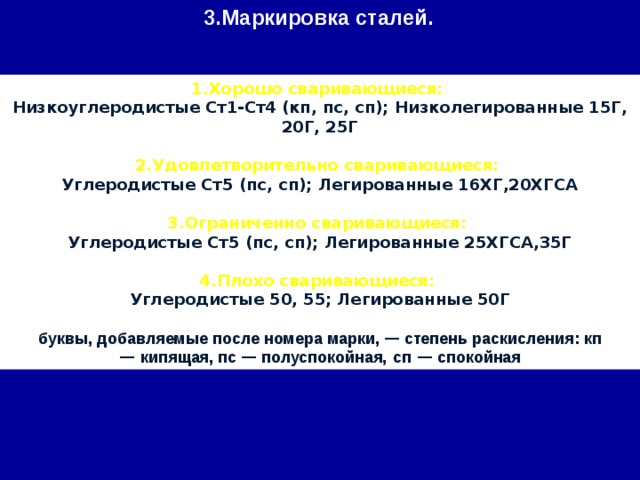
3.Маркировка сталей.
1.Хорошо сваривающиеся:
Низкоуглеродистые Ст1-Ст4 (кп, пс, сп); Низколегированные 15Г, 20Г, 25Г
2.Удовлетворительно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 16ХГ,20ХГСА
3.Ограниченно сваривающиеся:
Углеродистые Ст5 (пс, сп); Легированные 25ХГСА,35Г
4.Плохо сваривающиеся:
Углеродистые 50, 55; Легированные 50Г
буквы, добавляемые после номера марки, — степень раскиcления: кп — кипящая, пс — полуспокойная, сп — спокойная
Вопросы:
1.Что такое свариваемость?
2.На какие группы по свариваемости подразделяются стали?
3.К какой группе стали относятся марки сталей
25ХГ, 25ХГСА, 20Г, Ст3кп?
4.Расшифруйте сталь марки Ст3кп .







Предмет: Технология (мальчики)
Категория: Прочее
Целевая
аудитория: 6 класс.
Урок соответствует ФГОС
Полезное для учителя




Распродажа видеоуроков!

1810 руб.
2780 руб.

1800 руб.
2770 руб.

1680 руб.
2580 руб.

1640 руб.
2530 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства