Урок производственного обучения "Обработка конических поверхностей".
Урок производственного обучения "Обработка конических поверхностей".
Урок производственного обучения - занятие в учебных мастерских. Его спецификой является формирование первоначальных профессиональных навыков, необходимых для производительного труда в условиях производства.
В зависимости от целей и содержания изучаемого материала различают следующие типы уроков производственного обучения:
- уроки по изучению трудовых приемов и операций;
- уроки по выполнению комплексных работ;
- контрольно-проверочный урок.
Цель урока по изучению трудовых приемов и операций - дать учащимся производственно-технические знания, первоначальные умения и навыки для выполнения изучаемых приемов и операций.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Урок производственного обучения "Обработка конических поверхностей".»
Разработка проведения урока на тему "Обработка конических отверстий комплектом конических разверток" по дисциплине "Производственное обучение".
по специальности 1109000 «Токарное дело и металлообработка»; квалификации 1109012 «Токарь».
Тема программы "Обработка конических поверхностей". На изучение этой темы отведено 36 часов. Продолжительность урока производственного обучения - полный учебный день (шесть учебных часов). Тему "Обработка конических отверстий комплектом конических разверток" изучают на одном уроке.
Целью данной методической разработки является сформировать у обучающихся первоначальные умения и навыки с высокой результативностью.
1. ОБОСНОВАНИЕ ДИДАКТИЧЕСКОЙ ЦЕЛЕСООБРАЗНОСТИ ПРЕДЛАГАЕМОЙ МЕТОДИЧЕСКОЙ РАЗРАБОТКИ
Процесс производственного обучения реализуется в различных формах.
Основные формы организации производственного обучения:
- урок, занятие в учебных мастерских ;
- занятие в цехе предприятия;
- производственная практика.
Урок производственного обучения - занятие в учебных мастерских. Его спецификой является формирование первоначальных профессиональных навыков, необходимых для производительного труда в условиях производства.
В зависимости от целей и содержания изучаемого материала различают следующие типы уроков производственного обучения:
- уроки по изучению трудовых приемов и операций;
- уроки по выполнению комплексных работ;
- контрольно-проверочный урок.
Цель урока по изучению трудовых приемов и операций - дать учащимся производственно-технические знания, первоначальные умения и навыки для выполнения изучаемых приемов и операций .
Эффективность и результативность урока во многом определяется его структурой, под которой понимается дидактически обусловленная внутренняя упорядоченность и взаимодействие.
"Естественно, что инновационные уроки больше нравятся обучающимся в силу их необычности по замыслу, методике организации и проведения, отсутствия жесткой структуры, наличия условий для самореализации и т.д. Поэтому такие уроки должны быть в арсенале каждого преподавателя.
Вместе с тем следует учитывать, что на подобных уроках, как правило, отсутствует серьезный познавательный труд обучающихся, невысока их результативность. В силу этого они не должны преобладать в общей структуре обучения, мастера необходимо определить место нетрадиционных уроков в своей работе.
Поэтому целесообразна предлагаемая разработка методики проведения урока производственного обучения по теме "Обработка конических отверстий комплектом конических разверток". На этом уроке обучающиеся сформируют первоначальные профессиональные умения и навыки обработки конических отверстий комплектом конических разверток.
* порядок выполнения упражнений учащимися и самоконтроль;
* техника безопасности организации рабочего места при развертывании;
- закрепление материала вводного инструктажа:
* рассказать, как определить диаметр отверстия под развертывание;
* рассказать и показать порядок установки и закрепления развертки и приемы развертывания;
* рассказать о порядке подготовки отверстия под развертывание;
* рассказать о технологическом процессе изготовляемой детали;
* рассказать о технике безопасности при развертывании.
Упражнения учащихся и текущий инструктаж(5 часов):
- упражнения учащихся при развертывании конических отверстий:
* установить заготовку в патроне, сверло - в пиноли, наладить станок на требуемое число оборотов;
* определить диаметр отверстия под развертывание;
* просверлить отверстие до требуемого диаметра (внутренний диаметр детали, длинна детали, длина отверстия);
* проверить диаметр отверстия;
* установить черновую развертку в пиноль;
* наладить станок на такое число оборотов, которое требуется при развертывании;
* установить и закрепить заднюю бабку на таком расстоянии от торца детали, чтобы развертывание можно было производить на требуемую длину при минимальном выдвижении пиноли из корпуса задней бабки;
* развертку плавно (без удара) подвести к торцу заготовки;
*включить станок и выполнить черновое развертывание;
* переустановить черновую развертку на получистовую;
* выполнить получистовое развертывание;
* переустановить получистовую развертку на чистовую;
* выполнить чистовое развертывание;
* снять заготовку, выключить станок;
- целевые обходы рабочих мест учащихся:
* проверить организацию рабочих мест и своевременность начала работ;
* проверить правильность выполнения приемов сверления отверстий под развертывание и приемов контроля;
* в случае необходимости при обходе рабочих мест оказывать помощь учащимся;
* проверить правильность выполнения приемов развертывания;
* проверить правильность приемов владения контрольно-измерительными инструментами;
* проверить использование учащимися в процессе работы инструкционной карты и чертежа;
* проверить соблюдение учащимися правил техники безопасности при развертывании;
* оказать индивидуальную помощь учащимся;
* проверить качество изготовленных деталей.
Заключительный инструктаж (15 мин.):
- сообщить о достижении целей урока;
- проанализировать ход выполнения упражнений;
- провести сравнительный анализ работ учащихся и сделать вывод;
- отметить отличные показатели в работе учащихся;
- выявить и указать причины брака;
- сообщить учащимся оценки выполненных работ;
- сообщить учащимся тему следующего урока;
- выдать задание на дом: составить технологический процесс изготовления детали.
3. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ К ПРОВЕДЕНИЮ УРОКА
Этап вводного инструктажа
Вводный инструктаж решает следующие задачи:
а) ознакомление учащихся с содержанием предстоящей работы и теми средствами, с помощью которых ее можно выполнить (оборудование, инструменты, приспособления и т.д.);
б) ознакомление с технической документацией и требованиями к конечному результату (продукту) труда;
в) объяснение правил и последовательности выполнения работ в целом и отдельных ее частей (приемов, операций и т.д.);
г) предупреждение учащихся о возможных затруднениях, ошибках;
д) при необходимости показ способов самоконтроля за выполнение операций.
Активизации познавательной деятельности в ходе вводного инструктажа способствуют актуализации ранее полученных знаний, практических навыков и умений, показ практической значимости изучаемого материала для профессиональной деятельности.
При подготовке к уроку производственного обучения мастер определяет организацию и методику своей деятельности, продумывает деятельность учащихся на этапе урока.
Организация к проведению вводного инструктажа включает следующее.
Необходимо проверить исправность и работоспособность оборудования и инструмента, наличие необходимой документации и наглядных пособий, заготовок и материалов для выполнения учебно-производственных работ. Расположить все подготовленное в порядке использования так, чтобы оно всегда находилось под рукой, чтобы не требовалось тратить время на поиски.
Основа вводного инструктажа - показ и объяснение приемов и способов выполнения изучаемой операции. На этом этапе вводного инструктажа, когда формируется теоретическая основа предстоящей трудовой деятельности, применяется метод показа трудовых действий. Правило применения этого метода даны в таблице 1.
Таблица 1 Правила применения метода показа трудовых действий
Деятельность мастера
Деятельность обучающихся
Объяснение назначения формируемых умений
Показ всего трудового процесса в нормальном темпе
Выделение операций, приемов и основных действий в трудовом процессе
Показ отдельных операций, приемов и способов их выполнения по инструкционной карте
Постановка вопросов для анализа инструкционной карты
Показ всей изучаемой деятельности в замедленном темпе
Вызов одного или двух учащихся для воспроизведения показанных операций
Уяснение значимости трудового процесса в профессиональной деятельности
Наблюдение, целостное восприятие трудового процесса
Анализ состава и структуры трудовой деятельности
Уяснение способов выполнения каждой операции, приемов работы с инструкционной картой
Ответы на вопросы
Мысленное восприятие
Наблюдение, анализ
Деятельность мастера
Деятельность обучающихся
Анализ ошибок обучающихся
Повторение всего трудового процесса в нормальном темпе
Анализ приемов работы
Мысленное воспроизведение трудовой деятельности
Показывая трудовые приемы, нужно умело сочетать практический показ и словесные пояснения. Нельзя показывать приемы молча, но не следует при этом быть и многословным. При помощи слов даются попутные пояснения, обращается внимание учащихся на наиболее существенное, на "невидимую" часть приема, подводятся итоги показа.
Вводный инструктаж может быть закончен только тогда, когда мастер убежден, что большинство учащихся смогут достаточно успешно начать работу. Если такой уверенности нет - инструктаж нужно продолжать до достижения цели.
Этап текущего инструктажа
Текущий инструктаж проводится по ходу выполнения обучающимися практической работы. На этом этапе урока мастер организует систему упражнений обучающихся; руководя работой обучающихся, он соблюдает следующие основные правила:
1) наблюдать за обучающимися в процессе упражнений незаметно для них;
2) вникать в работу каждого обучающегося, не упуская из поля зрения работу всей группы;
3) помощь обучающимся оказывать своевременно, приучая их к самостоятельному преодолению трудностей, но не допуская закрепления ошибок;
4) не доделывать работу за обучающихся - это приучает их к безответственности
5) постоянно приучать обучающихся к планированию и систематическому самоконтролю своего труда;
6) проявлять строгость в требованиях к выполнению правил безопасности труда и организации рабочих мест;
7) не вмешиваться в работу обучающихся без особой необходимости;
8) добиваться, чтобы обучающиеся сами поняли свои ошибки, осознали их и нашли способы исправления и предупреждения;
9) если допускаемые ошибки типичны для большинства учащихся - проводить коллективное текущее инструктирование всей группы.
В ходе текущего инструктажа мастер акцентирует внимание всей учебной группы на наиболее эффективных приемах и способах выполнения изучаемой операции.
Активизация группы достигается введением поэтапной оценки выполнения отдельных операций, результатов труда в целом.
Этап заключительного инструктажа
Для повышения эффективности заключительного инструктажа можно рекомендовать следующее:
1) Всегда на первый план ставить подведение итогов выполнения учебных задач урока;
3) вовлекать учащихся в активное обсуждение итогов прошедшего урока;
4) умело использовать анализ лучших учебно-производственных работ учащихся;
5) анализ итогов урока производить всесторонне и объективно, выставляемые оценки - аргументировать;
6) при выдаче домашних заданий обязательно инструктировать учащихся о способах их выполнения.
4. КОНСПЕКТ ИЗЛОЖЕНИЯ НОВОГО МАТЕРИАЛА И ЛИЧНОГО ПОКАЗА ПРИЕМОВ
Значение развертывания конических отверстий комплектом конических разверток для токарных работ
На токарных станках можно обрабатывать конические отверстия с небольшим углом уклона набором конических разверток.
Развертыванием получают точную и чистовую коническую поверхность.
Комплект конических разверток включает три развертки (черновую, получистовую, чистовую), которыми последовательно обрабатывается предварительно просверленное отверстие. Развертки имеют разную конструкцию режущих кромок. Черновая развертка имеет четыре режущих кромки, получистовая - шесть, чистовая - восемь .
Определение диаметра отверстия и подготовка отверстия под развертывание
Отверстие под развертывание в заготовке сверлят диаметром на 0,5 - 1,0мм меньше диаметра направляющего конуса развертки.
Отверстие под развертывание диаметром до 25мм сверлят одним сверлом, а если диаметр отверстия более 25мм рекомендуется сверлить последовательно несколькими сверлами различного диаметра.
Подготовка отверстия под развертывание. Перед началом работы проверить совпадения вершин переднего и заднего центров станка. Затем установить заготовку в патрон и проверить, чтобы ее биение (эксцентричность) относительно оси вращения не превышала припуска, снимаемого при наружном обтачивании. Проверить также биение торца заготовки, в котором будет обрабатываться отверстие (выверить заготовку по торцу). Далее установить сверло в пиноль задней бабки; произвести сверление; снять сверло, удалить стружку.
Порядок закрепления развертки
Закрепить черновую развертку в конусное отверстие пиноли задней бабки: разжать пиноль вращением рукоятки, установить развертку, зажать пиноль.
Приемы развертывания конических отверстий
- заднюю бабку переместить по станине на такое расстояние от обрабатываемой заготовки, чтобы развертывание можно было производить на требуемую длину при минимальном выдвижении пиноли из корпуса задней бабки;
- включить вращение шпинделя с заготовкой;
- подвести развертку плавно (без удара) к торцу заготовки;
- произвести развертывание, удаляя стружку с детали крючком;
Техника безопасности и организация рабочего места при развертывании
Травмоопасные факторы, которые могут проявляться в процессе развертывания следующие: режущие инструменты; приспособления для закрепления заготовки; стружка.
Предупреждение травм. Порезы рук острыми кромками режущего инструмента могут иметь место при спешке и неправильных приемах установки развертки. Учащимся в процессе выполнения приемов развертывания необходимо пользоваться инструкционными картами.
Специальная одежда предохраняет тело учащегося от травм. Рукава спецодежды должны облегать руки и застегиваться на пуговицы. Завязки на рукавах не допустимы, так как их концы могут быть захвачены шпинделем станка или выступающим из торца патрона кулачками. Работать следует в головных уборах с тем, чтобы избежать захвата волос.
При развертывании периодически развертку выводят из отверстия и очищают ее канавки и отверстие заготовки от накопившейся стружки с помощью крючков и щеток. Спецодежда, специальная обувь предохраняет от ранения частей тела стружкой. Применение очков, щитков и защитных экранов предупреждает ранение глаз отлетающей стружкой, ожоги глаз раскаленными частями металлов.
Правила техники безопасности запрещают производить измерение деталей на ходу станка, так как это связано с опасностью травмирования рабочих режущим инструментом, обрабатываемой деталью или приспособлением.
Выводы
Организация рабочего места должна обеспечивать полную безопасность работы. На рабочем месте не должно быть ничего лишнего, ненужного, неиспользуемого в работе. Все применяемые в работе предметы (комплект разверток, сверла, измерительные инструменты и др.) должны иметь постоянные места хранения.
Обработка конических отверстий
6. Обработка конических отверстий.
Способы обработки конических отверстий.Обработка конических отверстий может производиться установленным резцом, при повернутых верхних салазках суппорта, с помощью конусной линейки и развертыванием. Сущность трех первых из этих способов, связанные с ними подсчеты и приемы их выполнения такие же, как иу соответственных способов обработки наружных конусов. Поэтому ниже рассматриваются некоторые особенности обработки конических отверстий в сплошном материале и развертывание конических отверстий.
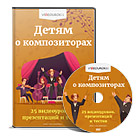
Особенности обработки конических отверстий в сплошном материале.Такие отверстия предварительно сверлятся. Диаметр используемого при этом сверла должен быть на 2—3 мм меньше меньшего диаметра конуса. Если угол уклона конуса велик, то полученное таким образом отверстие перед растачиванием рассверливается или растачивается уступами. Для этого желательно иметь деталь (или образцовый конус) с наружным конусом, одинаковым с обрабатываемым. Например, если обрабатываемое коническое отверстие (рис. 155, а)должно иметь диаметры D и d при длине l и имеется образцовый конус (рис. 156) с такими же размерами, то отверстие предварительно обрабатывают следующим образом.
Разделив длину образцового конуса, например, на три части, измеряют диаметры d2 и d1 и расстояния /2 и 11 от правого торца до сечений, в которых измерены эти диаметры. После того как обрабатываемое отверстие просверлено (рис. 155, 6) сверлом, диаметр которого на 2—3 мм меньше d, рассверливают (рис. 155, в) его сначала на глубину немного меньшую /1 сверлом диаметром меньшим dlt а затем (рис. 155, г) на глубину немного меньшую 4 сверлом, диаметр которого меньше d2. Затем растачивают отверстие, которое может быть выполнено много быстрее, чем в том случае, если бы растачивание конуса выполнялось сразу же после первого сверления (рис. 155, б), когда припуск на обработку был гораздо больше. При предварительной обработке сверлением больших конических отверстий на мощных станках надо начинать с большего сверла и сверлить им на глубину меньшую /2, затем сверлом меньшего диаметра обрабатывать второй уступ и т. д.
При отсутствии образцового конуса размеры d1 ,d2 ,l1 и /2 могут быть определены непосредственным их измерением на чертеже детали с учетом масштаба, в котором он выполнен, или соответствующими вычислениями.
Задний угол резца, применяемого при растачивании конического отверстия, следует выбирать с учетом меньшего диаметра отверстия. Этот угол, достаточный в начале резания, может оказаться малым, когда резец подойдет к концу растачиваемого отверстия. В результате между поверхностью отверстия и задней гранью резца возникнет трение, недопустимое для его работы.
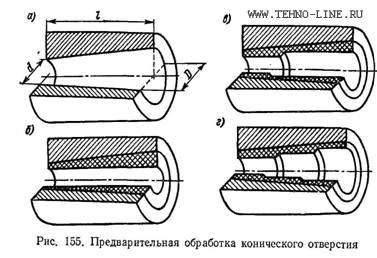
Развертывание конических отверстий. Конические отверстия нормализованных размеров (внутренние конусы в переходных втулках, в насадных развертках, зенкерах и т. д.) следует обрабатывать развертками (рис. 157), комплект которых для определенного типа и размера обрабатываемого конического отверстия (например, конус Морзе № 4) состоит из 3 шт. Каждая из таких разверток имеет коническую часть, соответствующую размерам отверстия, для обработки которого она предназначается, и цилиндрический хвостовик, заканчивающийся квадратом. На конической части профрезерованы канавки, образующие зубья. У первой (обдирочной) развертки (рис. 157,a) число зубьев обычно невелико (в развертке для конуса Морзе № 4 имеется шесть зубьев). Они сделаны ступенчатыми с расположением ступеней по винтовой линии. Вторая развертка (рис. 157, б) имеет значительно большее число зубьев, чем первая, но также ступенчатых (для разделения снимаемой стружки на части). Третья (чистовая) развертка (рис. 157, в) имеет прямые ровные зубья; их делается несколько больше, чем во второй развертке.
Сверление отверстия производится сверлом диаметром на 0,5— 1,0 мм меньше меньшего диаметра первой развертки. Благодаря ступенчатой форме зубьев этой развертки и расположению их по винтовой линии развернутое отверстие получается ступенчатым. После прохода второй развертки ступени уменьшаются по величине, но количество их возрастает. Последняя (чистовая) развертка снимает ступени, и обрабатываемое отверстие получается с гладкими стенками. Комплект, предназначенный для обработки конических отверстий с малыми уклонами конуса, иногда состоит из двух разверток. Очень пологие конусы часто обрабатываются сразу чистовой разверткой.
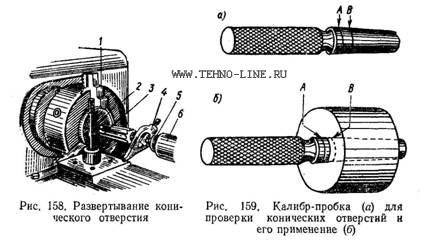
Установка развертки во время работы показана на рис. 158. Рабочий конец 3 развертки вводится в обрабатываемое отверстие детали 2, закрепленной в патроне 1, а правый поддерживается центром 5, вставленным в пиноль 6 задней бабки станка. На квадратный конец развертки надет хомутик 4, конец которого опирается на верхнюю площадку суппорта. По мере перемещения развертки влево пиноль задней бабки подается также влево непрерывным вращением ее маховика. Если конец хомутика приближается к левой кромке площадки, следует переместить влево весь суппорт. При обработке стальных деталей развертывание конических отверстий надо производить с применением смазочно-охлаждающей жидкости — эмульсии, сульфофрезола или растительного масла в смеси с керосином и скипидаром.
Проверка конических отверстий.Для проверки конических отверстий применяют калибры-пробки (рис. 159, с). При использовании такого калибра на боковой поверхности его можно наносить меловые или карандашные пометки. Если после того, как калибр введен в проверяемое отверстие и несколько раз повернут, пометки сотрутся по всей длине, — угол конуса отверстия правилен. Если они сотрутся только у меньшего диаметра калибра, это означает, что угол конуса велик. При слишком малом угле конуса меловые или карандашные линии окажутся стертыми только у большого диаметра калибра. Диаметры конического отверстия проверяются предельным калибром-пробкой. При правильно обработанном отверстии риска В, нанесенная при изготовлении на калибре-пробке, должна быть закрыта деталью, а риску А торец детали не должен закрывать (рис. 159, б). Если риска В на калибре не дойдет до торца детали, отверстие следует обработать дополнительно, а если риска А проходит в глубь детали, последняя является браком. Иногда вместо рисок делается уступ на конце калибра-пробки. Два торца уступа соответствуют проходному и непроходному размерам, между которыми должен находиться торец правильно расточенного конусного отверстия.
Литература
1. Профессиональная педагогика: Учебник для студентов, обучающихся по педагогическим специальностям и направлениям. - М.: Ассоциация "Профессиональное образование", 1997. - 512 с.
2. Скакун В.А. Введение в профессию мастера производственного обучения: метод. пособие. - 2-е изд. перераб. и доп. - М.: Высш.шк., 1988. - 239 с.
3.Эрганова Н.Е. Методика профессионального обучения: Учебное пособие. - Екатеринбург.6 Изд-во Рос. гос. проф.-пед. ун-та., 2003. - 150 с.
4. Скакун В.А. Методика производственного обучения в схемах и таблицах. Методическое пособие. - М.: Изд. отдел НОУ ИСОМ, 2004. - 175с.
5. Фещенко В.Н., Махмутов Р.К. Токарная обработка / Учебник для проф. тех. учеб. заведений. - 3-е изд. центр "Академия", 1997. - 303 с.
Ключевые слова: ПРОИЗВОДСТВЕННОЕ ОБУЧЕНИЕ, ТРУДОВЫЕ ПРИЕМЫ И ОПЕРАЦИИ, ПРОФЕССИОНАЛЬНЫЕ УМЕНИЯ И НАВЫКИ, ОБРАБОТКА КОНИЧЕСКИХ ОТВЕРСТИЙ, ИНСТРУКТАЖ.
В практическом задании разработана методика проведения урока производственного обучения на тему "Обработка конических отверстий комплектом конических разверток" для подготовки учащихся Екатеринбургского профессионального лицея по профессии "Токарь".






 Разделив длину образцового конуса, например, на три части, измеряют диаметры d2 и d1 и расстояния /2 и 11 от правого торца до сечений, в которых измерены эти диаметры. После того как обрабатываемое отверстие просверлено (рис. 155, 6) сверлом, диаметр которого на 2—3 мм меньше d, рассверливают (рис. 155, в) его сначала на глубину немного меньшую /1 сверлом диаметром меньшим dlt а затем (рис. 155, г) на глубину немного меньшую 4 сверлом, диаметр которого меньше d2. Затем растачивают отверстие, которое может быть выполнено много быстрее, чем в том случае, если бы растачивание конуса выполнялось сразу же после первого сверления (рис. 155, б), когда припуск на обработку был гораздо больше. При предварительной обработке сверлением больших конических отверстий на мощных станках надо начинать с большего сверла и сверлить им на глубину меньшую /2, затем сверлом меньшего диаметра обрабатывать второй уступ и т. д.
Разделив длину образцового конуса, например, на три части, измеряют диаметры d2 и d1 и расстояния /2 и 11 от правого торца до сечений, в которых измерены эти диаметры. После того как обрабатываемое отверстие просверлено (рис. 155, 6) сверлом, диаметр которого на 2—3 мм меньше d, рассверливают (рис. 155, в) его сначала на глубину немного меньшую /1 сверлом диаметром меньшим dlt а затем (рис. 155, г) на глубину немного меньшую 4 сверлом, диаметр которого меньше d2. Затем растачивают отверстие, которое может быть выполнено много быстрее, чем в том случае, если бы растачивание конуса выполнялось сразу же после первого сверления (рис. 155, б), когда припуск на обработку был гораздо больше. При предварительной обработке сверлением больших конических отверстий на мощных станках надо начинать с большего сверла и сверлить им на глубину меньшую /2, затем сверлом меньшего диаметра обрабатывать второй уступ и т. д. выбирать с учетом меньшего диаметра отверстия. Этот угол, достаточный в начале резания, может оказаться малым, когда резец подойдет к концу растачиваемого отверстия. В результате между поверхностью отверстия и задней гранью резца возникнет трение, недопустимое для его работы.
выбирать с учетом меньшего диаметра отверстия. Этот угол, достаточный в начале резания, может оказаться малым, когда резец подойдет к концу растачиваемого отверстия. В результате между поверхностью отверстия и задней гранью резца возникнет трение, недопустимое для его работы.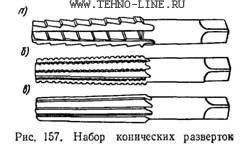 Они сделаны ступенчатыми с расположением ступеней по винтовой линии. Вторая развертка (рис. 157, б) имеет значительно большее число зубьев, чем первая, но также ступенчатых (для разделения снимаемой стружки на части). Третья (чистовая) развертка (рис. 157, в) имеет прямые ровные зубья; их делается несколько больше, чем во второй развертке.
Они сделаны ступенчатыми с расположением ступеней по винтовой линии. Вторая развертка (рис. 157, б) имеет значительно большее число зубьев, чем первая, но также ступенчатых (для разделения снимаемой стружки на части). Третья (чистовая) развертка (рис. 157, в) имеет прямые ровные зубья; их делается несколько больше, чем во второй развертке.