Методическая разработка урока учебной практики "Наплавка ниточных валиков" позволяет формировать у обучающихся следующие навыки: поддерживать устойчивое горение дуги, совершать возвратно-поступательные движения на оси свариваемых кромок металла и т.д.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Конспект урока учебной практики по профессии "Сварщик"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Конспект урока учебной практики по профессии "Сварщик"»
Министерство образования Республики Башкортостан
Государственное бюджетное профессиональное
образовательное учреждение
Мелеузовский индустриальный колледж

МЕТОДИЧЕСКАЯ
РАЗРАБОТКА
УРОКА УЧЕБНОЙ ПРАКТИКИ
«Наплавка ниточных
валиков»
(профессия «Сварщик»)
г. Мелеуз, 2016 г.
Рассмотрено на заседании Утверждаю
предметной (цикловой) комиссии Заместитель директора ГБПОУ
электротехнических и технических Мелеузовский индустриальный колледждисциплин _______________________Ф. М. Сангишева
Протокол № __ от ________ 2016 г. «____»________2016 г.
Председатель __________ Ю.М.Караськин
Автор __________ Р. Ш. Баширов
Мастер производственного обучения
Цели урока:
Обучающие - научить обучающихся равномерно подавать электрод вниз по мере его плавления, перемещать его вдоль оси шва в различных направлениях и совершать колебательные движения электродом поперек шва, соблюдая при этом правильный угол наклона электрода.
Развивающие - формировать логику поиска научного открытия, развивать умения выделять общие и конкретные признаки новых понятий.
Воспитательные - воспитывать интерес к профессии на примере выполнения упражнений.
Объект работы
Пластины из низкоуглеродистой стали.
Материально-техническое оснащение урока
30 пластин 250x150x8мм из низкоуглеродистой стали,
электроды УОНИ 13/55 диаметром 4мм,
инструмент электросварщика на каждом рабочем месте и спецодежда,
источники питания РДС.
Наглядные пособия
Плакаты с изображением правильного положения обучающегося в кабине,
схемы колебательных движений электродом,
образцы пластин с наплавленными валиками.
План урока.
1. Организационная часть
2. Повторение пройденного материала
3. Изложение нового материала
4. Самостоятельная работа
5. Текущий инструктаж
6. Заключительный инструктаж
7. Домашнее задание
ХОД УРОКА
1. Организационная часть
1.Проверка посещаемости обучающихся
2.Назначение дежурных.
3.Сообщение темы и цели урока
2. Повторение пройденного материала.
1. Как регулируется сила сварочного тока у трансформаторов, выпрямителей?
Трансформатор имеет два диапазона регулирования токов: грубая и плавная. При грубой регулировке тока катушки I и II обмоток соединены последовательно, то получаем малые сварочные токи, а при параллельном соединении - большие.
Плавная регулировка тока осуществляется изменением расстояния между I и II обмотки. При вращении рукоятки по часовой стрелки вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшается, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается.
Выпрямитель ВДМ-1001. Регулируется при помощи баласного реостата - путем переключения панелей.
2. Техника выполнения швов.
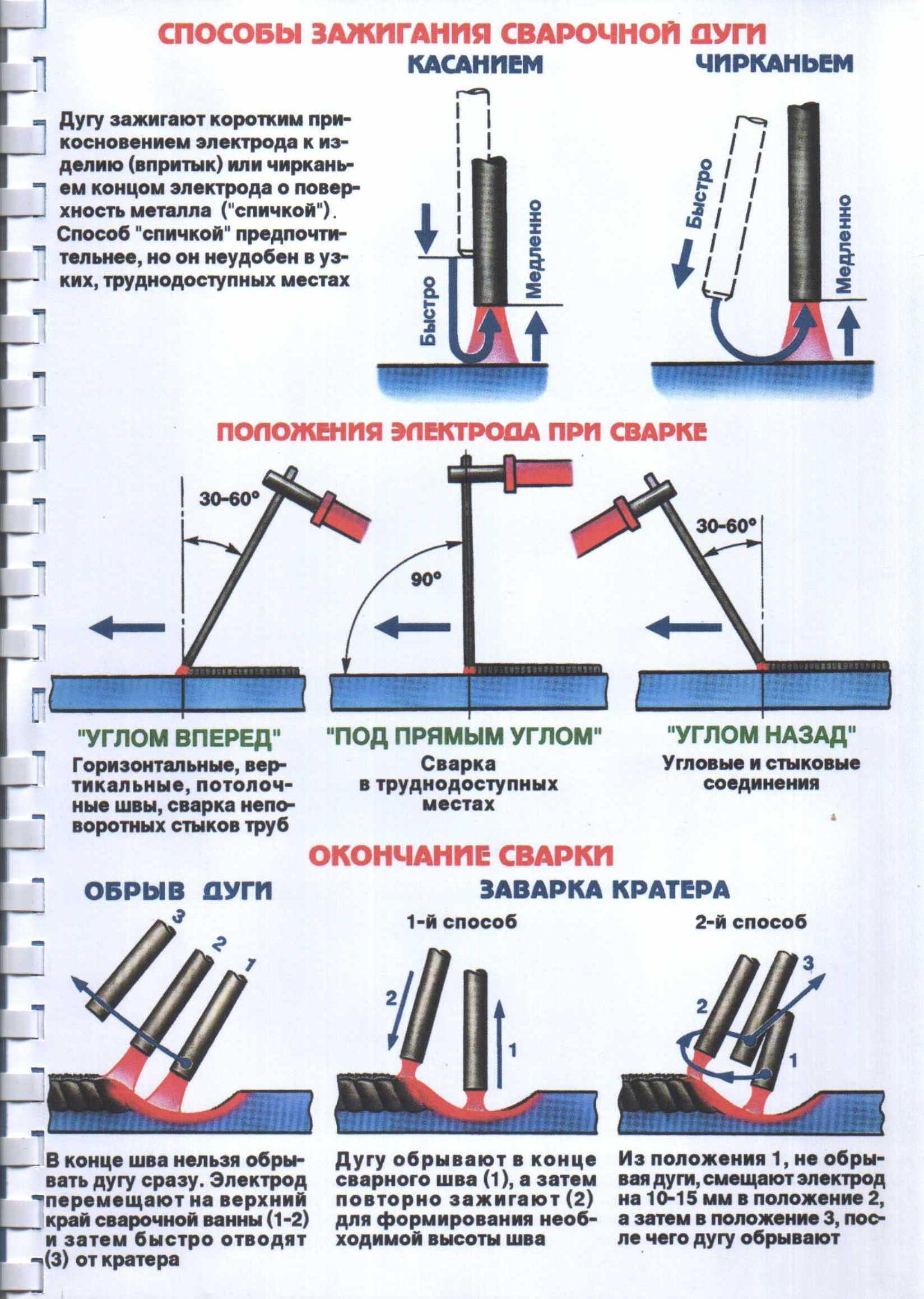
Заключение дуги между покрытыми электродом и свариваемым изделием выполняют в два приема: короткое замыкание конца электрода с изделием и отрывом электрода от поверхности изделия на расстоянии, равное примерно диаметру покрытого электрода. Существует два способа зажигания дуги покрытыми электродами - впритык и скольжением (чирканьем). По первому способу зажигания дуги металл нагревается в точке короткого замыкания, по второму - нескольких точках, в результате скольжения торца электрода его поверхности свариваемого изделия. Первый способ зажигания дуги применяется при сварке в узких и неудобных местах.
3. Выбор силы сварочного тока.
Сила сварочного тока выбирается по формуле JCB = (20+6dэ)·dэ, где dэ-диаметр электрода. Электрод выбирается в зависимости от толщины металла. Например dэ = 4мм.
Jсв=(20+6·4)·4=176A
З.Изложение нового материала.
Для того чтобы выполнить ниточный шов необходимо знать как подбирается:
1. Сила сварочного тока.
2. Длина дуги L.
3. Диаметр электрода.
Зная толщину металла из табличных данных можно выбрать диаметр электрода. Прошу посмотреть на таблицу №1
табл. №1
| S, мм | 1,5 | 2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16-20 |
| dэ, мм | 1,6 | 2 | 3 | 3-4 | 4 | 4,5 | 5 | 5-6 |
Итак, из таблицы видно для толщины металла 8мм соответствует диаметр электрода dэ=4мм
Сварочный ток подбирается по формуле Jсв = (20+6dэ)·dэ
Jсв=(20+6·4)·4=176A если на постоянном токе, то ток уменьшают на
20%
Подбор длины дуги осуществляется по формуле:
4d = (0,5÷1,l)·dэ
4d=1·4=4мм
Сейчас нам необходимо разобраться техникой положения ниточных валиков.
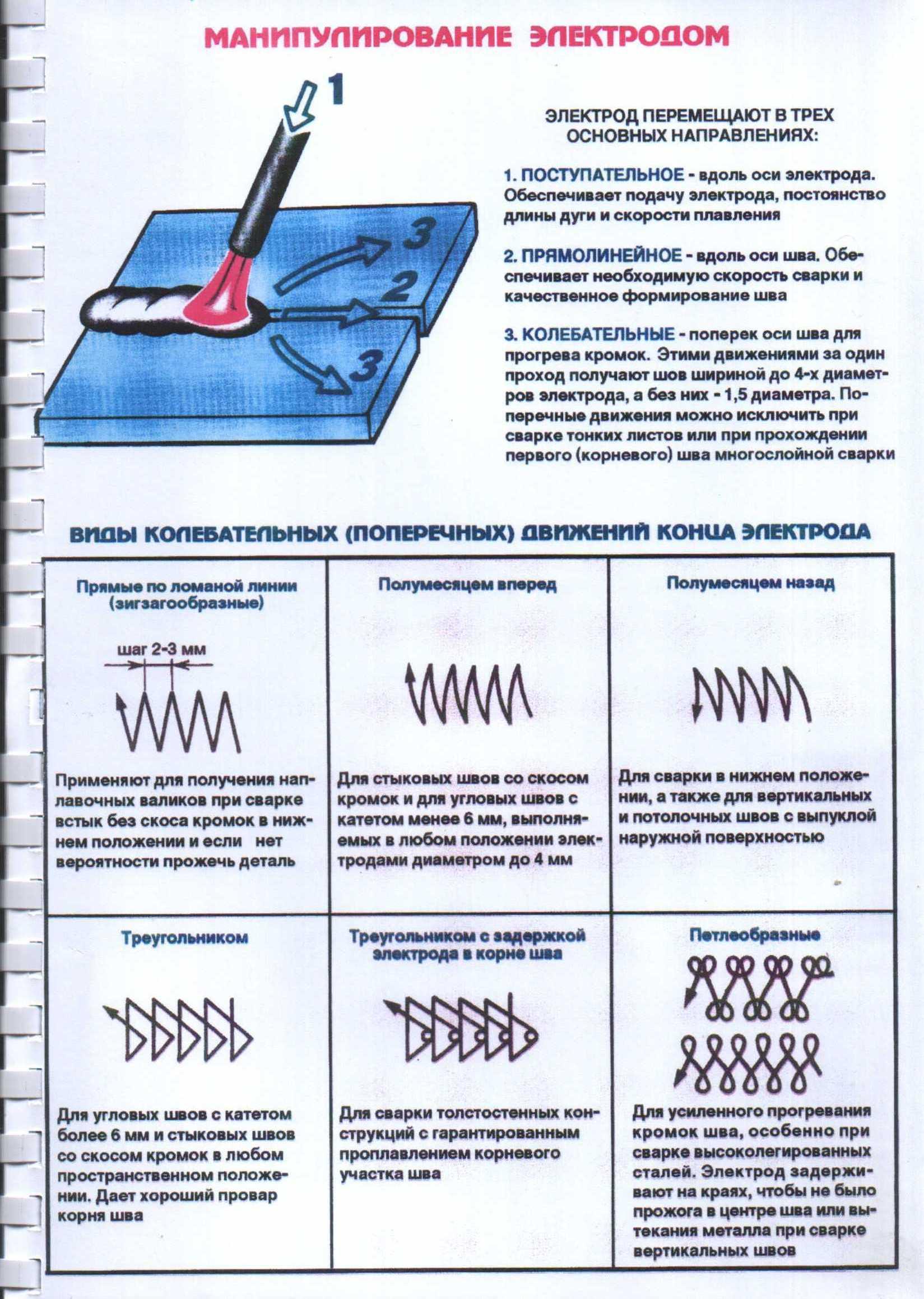
Во время сварки сварщик сообщает концу электрода движение в трех направлениях, и сейчас рассмотрим два из них.
Движение 1 - поступательное (что значит поступательное движение электрода, т.е. равномерная подача электрода по мере его плавления. Равномерная подача электрода необходима для того чтобы поддержать постоянную длину дуги L. Длина дуги оказывает большое влияние на качество сварочного шва и его формы. При длинной дуге уменьшаются запретные свойства покрытия, наплавленный метан насыщается 02, N2 и повышенное разбрызгивание, т.е. увеличивается расход электрода.
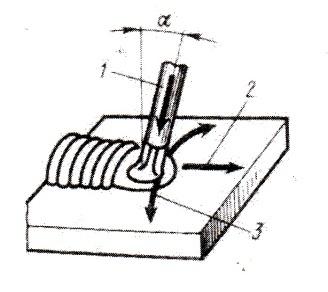
Рис.1
Движение 2 - это движение вдоль оси валика (шва) для образования шва. Скорость движения электрода зависит от величины тока, диаметра электрода, типа и пространственного положения в котором выполняется шов. Правильно выбранная скорость сварки (перемещения) электрода вдоль от шва обеспечивает требуемую форму и качество сварного шва.
При большой скорости перемещения электрода основной металл не успевает проплавиться, вследствие чего образуется непровар. При небольшой скорости перемещения электрода приводит к перегреву и прожогу металла, а также снижает производительность сварки и качество шва.
Сварочный шов образованный в результате первого и второго движения электрода называется ниточным.
Ширина ниточного валика равна ≤ 2dэ электрода.
Применение. Ниточные валики прменяются при сварки металла небольшой толщины, при подварке подрезов, при восстановлении изношения деталей механизмов и машин.
Обычно сварку выполняют вертикально расположенным электродом или при его наклоне относительно шва углом вперед и углом назад.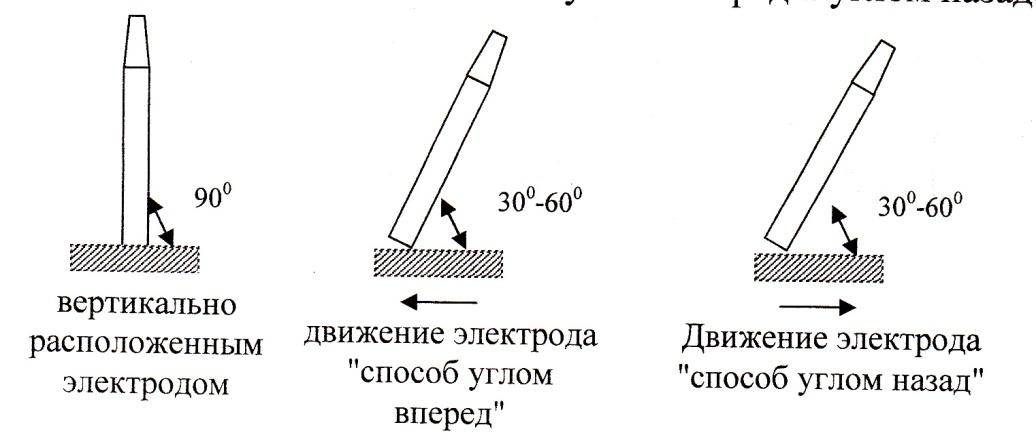
Рис.2
При сварке углом назад обеспечивается более полный провар и высота усиления увеличивается т.к. жидкий металл давления дуги вытесняется из-под нее поэтому глубина провара и высота усиления увеличивается. При сварке углом вперед, как правило жидкий металл подтекает под дугу в результате и высота усиления уменьшается.
4.Самостоятельная работа.
А теперь рассмотрим упражнения, которые будем выполнять. Демонстрация упражнений.
Упражнение №1.
Наплавка ниточных валиков в нижнем похождении способом "углом назад" для демонстрации упражнения устанавливаю необходимую силу сварочного тока. После демонстрации то же самое упражнение выполняют обучающиеся. По ходу выполнения подсказываю, какие допускает ошибки, на что обратить внимание, и как устранить ошибки.
Упражнение №2.
Наплавка ниточных валиков в нижнем положении способом "углом вперед".
Упражнение №3.
Наплавка ниточных валиков в нижнем положении вертикально расположенным электродом.
Обычно сверху выполняют вертикально расположенным электродом или при его наклоне относительно шва, углом вперед или назад. Углом назад, сваривают и стыковые соединения.
По ходу демонстрации упражнений, в дальнейшем выполнении работ придется сталкиваться повторным зажиганием дуги, заваркой кратера. Для
заварки кратера дугу зажигают впереди кратера, а затем электрод возвращают назад и переваривают застывшей металл, сварочный валик.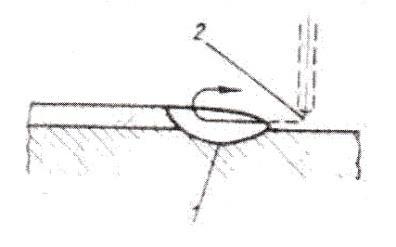
Рис.3.
Следует напомнить, что недоваренный кратер в следствии сложения в нем неметаллических включений может являться причиной образования в швах трещин, началом разрушения конструкции. Затем показываю способы его заварки. Первый способ состоит в том, что кратер заваривают очень короткой дугой или путем частых коротких замыканий электрода и изделия. Второй способ заварки кратеров заключается в том, что электрод держат неподвижно до полного обрыва дуги. Иногда окончание шва выводят на вспомогательные планки, которые удаляют после окончания сварки.
Обучающихся знакомлю с тем, какие требования предъявляются валиком.
Технологические требования к выполняемой работе
1. Отсутствие дефектов
2. Ширина валика равна L ≤ 2dэ
3. Высота усиления равен q ≤ 2 мм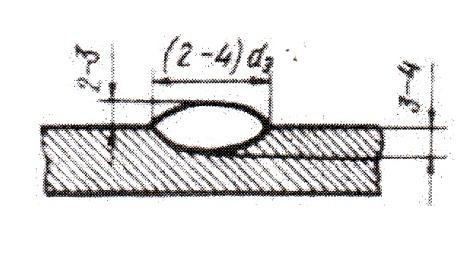
Рис.4
Перед началом работы напоминаю о технике безопасности: Для правильной организации рабочего места необходимо напомнить курс слесарного дела.
Инструменты которые берем правой рукой должны находится справа, а что берем левой рукой должны находится слева, а пенал с электродом перед собой.
Перед началом работы необходимо:
1. Проверить заземление
2.Проверить плотность контактов, изоляцию проводов электродержателя, оборудования.
3. Исправность инструментов, принадлежностей.
4. Проверить неисправность и форму ношения спецодежды.
5. При смене электрода и отбивке шлака надевать защитные очки. Использовать инструмент по назначению.
6. Правильно организовать рабочее месте (т.е. электрод должен быть в пенале, огарки собирать в ящик)
7. Прошу обратить об уважительном отношении друг другу.
Перед зажиганием дуги необходимо закрыть шторы, работать только в маске.
8. Бережно относиться к оборудованию, инструменту, электроду.
5.Текущий инструктаж.
Выполнение упражнений обучающихся чередую объяснениями и демонстрациями.
Провожу целевой обход по рабочим кабинам с целью выявления типичных ошибок, точности соблюдения режимов сварки, при необходимости помогаю устранить, исправить допущенные ошибки.
б.Заключительный инструктаж.
Оцениваю выполнение работы и сообщаю оценки, отличаю хорошие работы, разбираем ошибки, и указываю на причины образования и методы устранения ошибок. Выбираю лучшие работы и показываю обучающимся.
7. Домашнее задание.
Домашнее задание на закрепление пройденного материала и на следующий урок.
Овчинников В. В. Технология ручной дуговой и плазменной сварки и резки металлов. § 3.1 - 8, стр. 79 - 89. § 5.2 - 5.3, стр. 115 - 124. § 7.1, стр. 191 - 205.
Рыбаков В.М. Дуговая и газовая сварка. § 8 -10, стр. 18 – 20. § 19 – 21, стр. 29 - 36.
Шебеко Л. П. Производственное обучение электрогазосварщиков. Тема №6, стр. 26 - 30
Используемая литература
Овчинников В. В. Технология ручной дуговой и плазменной сварки и резки металлов : Учебник для студ. учреждений сред. проф. образования / В. В. Овчинников. - 4 - е изд. Стер. – М.: Издательский центр «Академия», 2014. - 240 с.
Справочник электрогазосварщика и газорезчика : Учеб. Пособие для студ. учреждений сред. пороф. Образования / [Г. Г. Чернышев, Г. В. Полевой, А. П. Выборнов и др.]; под ред. Г. Г. Чернышева. – 5 –е изд., стер. – М.: Издательский центр «Академия», 2014. – 400 с.
Шебеко Л. П. Производственное обучение электрогазосварщиков.
Метод, пособие для сред, проф.-техн. училищ.- М.: Высш. шк., 1984г. –
167с., ил. - (Профтехобразование).
Рыбаков В.М. Дуговая и газовая сварка. Учеб. для сред. ПТУ. - 2-е изд., перераб. - М.: Высш. шк., 1986. - 208с., ил. - (Профтехобразование).
Сварка и резка материалов: Учеб.пособие / М. Д. Банов, Ю. В. Казаков, М. Г. Козулин и др.; Под ред. Ю.В.Казакова.- М.: Издательский центр «Академия», 2001. - 400с.
Стеклов О. И. Основы сварочного производства: Учеб. для сред . ПТУ . - 2 изд., перераб. и доп. - Высш. школа; 1986 г. - 224 с, ил.- (профтехобразование).
Приложение 1
Приложение 2








Полезное для учителя




Распродажа видеоуроков!

1830 руб.
2820 руб.

2160 руб.
3320 руб.

1790 руб.
2760 руб.

1830 руб.
2820 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства