Презентация по МДК 01.02.Организация ремонтных работ промышленного оборудования и контроль за ними для специальности 15.02.01 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Восстановление деталей сваркой и наплавкой
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Восстановление деталей сваркой и наплавкой»
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
7.1. Классификация способов варки
7.2. Основы электродуговой сварки
7.3. Cварка и наплавка под слоем флюса
7.4. Сварка и наплавка в защитных газах
7.5. Вибродуговая наплавка деталей
7.6. Сварка чугунных деталей
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
7.1. Классификация способов варки
Различают три класса сварки в зависимости от вида энергии, применяемой при сварке, — термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением, т. е. местным расплавлением соединяемых частей с использованием тепловой энергии. Основными источниками теплоты при сварке плавлением являются электрическая дуга, газовое пламя, электромагнитное поле, лучевые источники энергии и теплота, выделяемая при электрошлаковом процессе.
Из термического класса в ремонтном производстве в основном используют следующие виды сварки: электродуговую, газовую, электрошлаковую, индукционную, электронно-лучевую, лазерную.
Электродуговая сварка — сварка плавлением, при которой нагрев осуществляется электрической дугой. Разновидностью электродуговой сварки является плазменная сварка, при которой нагрев осуществляется сжатой дугой.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Газовая сварка — сварка плавлением, при которой кромки соединяемых частей изделия нагревают пламенем газов, сжигаемых на выходе горелки для газовой сварки.
Электрошлаковая сварка — сварка плавлением, при которой для нагрева металла используют теплоту, выделяющуюся при прохождении электрического тока через расплавленный электропроводный шлак.
Индукционная сварка — вид сварки плавлением, при которой кромки соединяемых частей изделия нагревают переменным электромагнитным полем.
Электронно-лучевая сварка — способ сварки плавлением в вакууме, основанный на использовании энергии сфокусированного потока электронов в электрическом поле высокой напряженности. Теплота выделяется в результате бомбардировки зоны сварки электронным потоком.
Лазерная сварка основана на использовании энергии светового потока высокой степени направленности. Это вид сварки плавлением, при котором нагрев металла осуществляется когерентным световым лучом, создаваемым оптическим квантовым генератором.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
К термохимическому классу относятся виды сварки, при которых используется тепловая энергия и давление. К данному классу относятся контактная, диффузионная и прессовая.
Контактная сварка — сварка давлением, при которой - нагрев деталей осуществляется теплом, выделяемым при прохождении тока в соединяемых частях, находящихся в контакте.
Диффузионная сварка — сварка давлением, осуществляемая взаимной диффузией атомов контактирующих частей изделия при относительно длительном воздействии повышенной температуры и при незначительной пластической деформации.
При прессовых видах сварки соединяемые части могут нагреваться пламенем газов (газопрессовая), дугой (дуг прессовая сварка), индукционным нагревом (индукционно прессовая сварка) с последующим приложением усилия сжатия.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления: холодная, взрывом, ультразвуковая, магнитоимпульсная и трением.
Холодная сварка — это сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей.
Сварка взрывом — вид сварки, при котором соединение осуществляется в результате вызванного взрывом соударения быстродвижущихся частей.
Ультразвуковая сварка — это сварка давлением и основана она на соединении частей деталей посредством ведения механических колебаний высокой частоты (ультразвука).
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Магнитоимпульсная сварка — это вид сварки давлением, который основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в соединяемых частях детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком импульса. В отличие от других известных методов деформирования при магнитоимпульсной обработке электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо передающей среды. Это позволяет осуществлять деформацию как в вакууме, так и в любой среде, не препятствующей распространению магнитного поля.
Сварка трением — сварка давлением, при которой нагрев осуществляется трением, вызываемым вращением друг относительно друга свариваемых частей.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
7.2. Основы электродуговой сварки
Сварочная дуга.
Источником тепла при дуговой сварке является сварочная дуга — устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью токов и высокой температурой.
Тепло, выделяемое в дуге, расходуется на нагрев газа, создание светового потока и непосредственно на сварку. Температура дуги—неравномерная, наиболее высокая в центре газового столба—около 6000° С (рис. 7.1).
Рис. 7.1 Распределение температуры t в сварочной дуге

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Количество теплоты, вводимое в металл в процессе горения дуги, отнесенное к единице длины шва получило название погонной энергии сварки. Погонная энергия равна отношению эффективной мощности дуги к скорости перемещения дуги.
Рис. 7.2. Виды сварочных дуг:
а —прямого действия; б — косвенного действия; в —комбинированного действия (трехфазная)
При восстановлении деталей используют три вида сварочных дуг (рис. 7.2). Они отличаются количеством электродов и способом их включения и свариваемого металла в электрическую цепь, Когда дуга горит между электродом и изделием, ее называют дугой прямого действия . Когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь, ее называют дугой косвенного действия . Трехфазная дуга возбуждается между двумя электродами, а также между каждым электродом и основным металлом.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
По роду тока различают электрические дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности . При горении электрической дуги постоянного тока наибольшее количество тепла выделяется на положительном полюсе. Это объясняется тем, что поток электронов в дуге испускается отрицательным полюсом — катодом. Электроны как бы бомбардируют положительный полюс (анод), вследствие чего он разогревается сильнее, чем катод. При сварке для плавления свариваемого металла необходимо затратить больше тепла, чем для расплавления самого электрода. Поэтому обычно отрицательный полюс сварочной цепи присоединяют к электроду, а положительный – к свариваемому металлу. Такое присоединение называется прямой полярностью. Если же отрицательный полюс источника питания присоединен к свариваемому металлу, а положительный — к электроду, то такая полярность называется обратной. Она применяется реже и только в тех случаях, когда необходимо получить меньший нагрев детали. Например, обратная полярность применяется при сварке тонколистовых изделий для предотвращения сквозного проплавления, сварке легированных сталей, которые очень чувствительны к перегреву и в прочих случаях.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися (металлическими) электродами.
При сварке плавлением происходит взаимодействие между жидким и твердым металлами, газами и жидким шлаком, образующимся при расплавлении шлакообразующих веществ, входящих в состав электродных покрытий или флюса. Основными реакциями, происходящими в зоне сварки, являются реакции окисления и раскисления металла. Характерные условия металлургических реакций при сварке, как и при кристаллизации — высокая температура нагрева, относительно малый объем расплавленного металла, кратковременность процесса.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Кристаллизация металла шва. При охлаждении и затвердевании жидкого металла шва происходит его кристаллизация, т. е. образование кристаллитов из жидкой фазы. Кристаллиты представляют собой кристаллы неправильной формы. Процесс образования кристаллитов из жидкого расплавленного металла при переходе его в твердое состояние называется первичной кристаллизацией.
Рис. 7.3. Первичная кристаллизация металла шва. Стрелки показывают направление отвода тепла
Первичная кристаллизация начинается по условной границе сплавления (рис. 7.3), по линии 1 начала охлаждения сварочной ванны, при этом происходит зарождение центров кристаллизации и рост зерен 2. Выросшие зерна имеют различную форму и расположение. В том случае, если зерна не имеют определенной ориентации и напоминают форму многогранника, структура гранулярная (зернистая). Она может быть крупно и мелкозернистой. Процесс изменения формы кристаллитов в металле, находящемся в твердом состоянии, носит название вторичной кристаллизации.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Если же зерна вытянуты в одном направлении, структура называется столбчатой и дендритной. Крупнозернистое строение металла со столбчато-дендритной структурой характерно для медленного охлаждения.
Конечная структура металла шва зависит в основном от способа сварки, условий ее проведения, а также химического состава основного и присадочного металлов. Так, при ручной сварке электродом из низкоуглеродистой стали (содержание углерода до 0,2 %) металл шва имеет структуру с менее выраженной ориентировкой кристаллов и округлыми зернами феррита и перлита. При автоматической сварке этой же стали под флюсом, когда скорость охлаждения более медленная, чем при ручной сварке металлическим электродом, металл шва приобретает столбчато - дендритную структуру.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
В околошовной зоне сварного соединения малоуглеродистой не закаливающейся стали, выполненного способом плавления, имеются следующие структурные участки (рис. 7.4):
- участок перегрева, температурными границами которого являются со стороны шва температура, близкая к солидусу, а со стороны основного металла температура 1100° С;
- участок «нормализации» имеющий мелкозернистую структуру и повышенные свойства по сравнению с исходной структурой;
- участок неполной перекристаллизации, находящейся в интервале температур от 725 до 850 ° С, при которых происходит частичная перекристаллизация металла.
Рис. 7.4. Структурные участки околошовной зоны в зависимости от удаленности от сварочного шва:
I — зона малоуглеродистой незакаливающейся стали; II — зона за наливающейся легированной стали

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
7.3. Cварка и наплавка под слоем флюса
Сущность процесса сварки и наплавки.
Сварка (наплавка) под слоем флюса представляет собой разновидность электродуговой сварки, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от воздуха. Наряду с защитными функциями флюс стабилизирует горение дуги, обеспечивает раскисление, легирование и рафинирование расплавленного сплава сварочной ванны.
Схема процесса наплавки под слоем флюса приведена на рис. 7.5.
Рис. 7.5. Схема наплавки под слоем флюса: а — поперечный разрез; б — продольный разрез; 1—ванна расплавленного металла; 2— расплавленный флюс; 3 - электродная проволока; 4 — наплавленный слой металла; 5 — деталь; 6 — шлаковая корка; А — смешение электродной проволоки с зенита
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Восстанавливаемая деталь вращается в процессе наплавки с определенной скоростью. Электродная проволока автоматически подается в зону сварки. Дуга горит между концом электрода и восстанавливаемой поверхностью изделия под слоем флюса, который непрерывно подается из бункера. Под действием теплоты, выделяемой сварочной дугой, плавятся электродная проволока и основной металл, а также часть флюса, попавшего в зону горения дуги. В зоне горения дуги образуется полость, заполненная парами металла, флюса и газами. Их давление поддерживает флюсовый свод, образующийся над сварочной ванной. Под влиянием давления дуги жидкий металл оттесняется в сторону, противоположную направлению сварки, образуя сварочную ванну. Расплавленный флюс в результате значительно меньшей плотности всплывает на поверхность расплавленного металла шва и покрывает его плотным слоем.
Оболочка из расплавленного флюса предохраняет металл наплавки и околошовной зоны от кислорода и азота воздуха и, кроме того, препятствует разбрызгиванию жидкого металла. Благодаря тому, что расплавленный флюс обладает низкой теплопроводностью, замедляется процесс охлаждения наплавленного металла. Это облегчает всплытие на поверхность ванны шлаковых включений и растворенных в металле газов, что резко повышает качество наплавленного слоя сплава.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
К достоинствам сварки (наплавки) под слоем флюса относится: высокая производительность процесса, благодаря применению больших токов, большой глубины проплавления, а также почти полного отсутствия потерь металла на угар и разбрызгивание; возможность автоматизации процесса; высокое качество наплавленного металла в результате надежной защиты флюсом сварочной ванны; улучшение условий труда сварщика.
К недостаткам этого процесса сварки следует отнести: значительный нагрев детали; невозможность наплавки деталей диаметром менее 40 мм по причине стекания расплавленных наплавляемого металла и флюса с поверхности восстанавливаемой детали; необходимость в отдельных случаях повторной термической обработки детали.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Сварочные флюсы и электродные проволоки. Сварочным флюсом (ГОСТ 9087 — 81) называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.
К флюсам для автоматической и полуавтоматической сварки предъявляют ряд следующих требований:
- обеспечение стабильности горения дуги в процессе сварки;
- получение заданного химического состава наплавленного металла;
- обеспечение требуемого формирования металла;
- получение швов без трещин и с минимальным (допустимым) числом шлаковых включений и пористостью;
- обеспечение легкой отделяемости шлаковой корки от поверхности наплавленного металла.
Решение этих задач связано с составом свариваемого материала и используемой электродной проволоки. Поэтому используемые для наплавки флюсы весьма разнообразны.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Флюсы классифицируют по следующим основным признакам.
1. Назначению:
- флюсы общего назначения применяют для сварки и наплавки углеродистых и низколегированных сталей;
- флюсы специального назначения применяют для специальных способов сварки, таких как электрошлаковая сварка, сварка легированных сталей и т. д.
2. Способу изготовления:
- плавленые, т. е. получаемые сплавлением шихты в электрических или пламенных печах
- неплавленые — т. е. изготовленные без расплавления шихты. К неплавленым относятся флюсы, изготовленные измельчением и смешиванием отдельных компонентов, а также керамические флюсы, которые получают смешиванием порошкообразных шлакообразующих, легирующих, раскисляющих и других компонентов.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
3. Химическому составу:
- оксидные флюсы, состоящие из окислов металлов и фтористых соединений, применяемые для сварки и наплавки углеродистых и низколегированных сталей;
- солевые флюсы, состоящие из фтористых и хлористых солей, применяемые для сварки активных металлов;
- солеоксидные флюсы, применяемые при сварке и наплавке высоколегированных сталей.
4. Химическому составу шлакообразующей части:
- кислые флюсы, содержащие кислые окислы SiO 2 и TiO 2 ;
- нейтральные флюсы, содержащие в основном фториды и хлориды;
- основные флюсы, содержащие окислы основного характера, такие как СаО, МgО и FеО.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Режимы наплавки.
Качество сварного соединения и наплавленной детали во многом определяется режимами наплавки , которые характеризуются размером сварочного тока, напряжением, родом тока и его полярностью, скоростью сварки, диаметром и скоростью подачи электродной проволоки . К дополнительным параметрам, режима относится вылет электрода, наклон электрода к наплавляемой поверхности, марка флюса.
Параметры режима наплавки выбирают исходя из толщины слоя наплавляемого металла, размеров детали, требуемой формы наплавляемого валика. Режим сварки выбирают по экспериментальным таблицам или расчетом. При наплавке автомобильных деталей, особенно таких, у которых длина значительно превышает диаметр наплавляемой поверхности, необходимо стремиться к минимальной глубине проплавления основного металла. Это позволяет уменьшить деформацию детали и зону термического влияния, а также снизить вероятность образования трещин в наплавленном металле. Поэтому при выборе режимов наплавки выбирают, как правило, минимально допустимый сварочный ток. Кроме того, увеличение диаметра электродной проволоки при неизменном сварочном токе также уменьшает глубину проплавления и увеличивает ширину шва в связи с эффектом блуждания дуги.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Оборудование.
Для восстановления деталей наплавкой под слоем флюса наиболее широко используется специальная установка УД-209. Наплавка осуществляется методом винтового или прямолинейного наложения сварочных швов на восстанавливаемую поверхность детали. Установка обеспечивает практически все виды наплавочных работ:
- наплавку цилиндрических поверхностей по спирали с шагом наплавки от 2,8 до 12,6 мм;
- наплавку деталей с колебаниями электрона на ширину наплавляемой поверхности (до 60 мм);
- линейную наплавку;
- наплавку конусных поверхностей.

ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Наплавочная установка УД-209 (рис. 7.6) состоит из сварной станины, на которой размещены каретка, вращатель детали, механизм подачи электродной проволоки, мундштука, задней бабки с подвижной пиколью, устройства для отсоса газов, бункера для флюса и пульта управления. Каретка 5 установлена на станине 1 наплавочного станка и представляет собой плиту, на которой закреплены ролики: верхние — на неподвижных осях и нижние, имеющие устройство, поджимающее их к направляющим станины.
Рис. 7.6. Схема наплавочной установки УД-209
На корпусе каретки крепятся механизмы подъема сварочной головки, а также концевые выключатели механизма подъема и перемещения каретки. Механизм подачи 6 служит для подачи электродной проволоки через мундштук 4 в зону наплавки.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Механизм подачи установлен ни каретке и состоит из электродвигателя и червячного редуктора, соединенных между собой изоляционной муфтой и изолирующей прокладкой. Кроме того, механизм подачи электродной проволоки содержит колебатель мундштука и обеспечивает одновременную подачу и колебания электрода. Регулирование скорости подачи электродной проволоки осуществляется ступенчато при помощи сменных шестерен. Мундштук 4 установлен на механизме подачи, содержит спираль, являющуюся направляющей для электродной проволоки. Вращатель 2 предназначен для вращения наплавляемой детали, а также для синхронного перемещения каретки при помощи ходового винта при определенных видах наплавки. Привод врашателя осуществляется через клиноременную передачу и червячный редуктор от тиристорного электродвигателя. Такой привод обеспечивает плавную регулировку частоты вращения шпинделя установки в пределах 0,06 —6,58 мин- 1 . Задняя бабка 8 с подвижной пиколью предназначена для поджима длинномерных наплавляемых деталей. Пиколь имеет ручной привод и снабжена тепловым компенсатором. Газоотсос 1 установлен на каретке и предназначен для удаления аэрозолей, образующихся в процессе наплавки. Пульт управления 3 с установкой выполнен в виде панели и содержит помимо управляющих кнопок амперметр и вольтметр для контроля за силой тока и напряжением дуги, а также указатель чисел оборотов шпинделя.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Лекция окончена.
Спасибо за внимание.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
7.4. Сварка и наплавка в защитных газах
Сущность способа сварки и наплавки в защитных газах. В зону горения дуги под небольшим давлением подают газ, который вытесняет воздух из этой зоны и защищает сварочную ванну от кислорода и азота воздуха. В зависимости от применяемого газосварку в защитных газах разделяют на сварку в активных и инертных газах (рис. 7.7). Сварку (наплавку) в защитных газах ведут как плавящимся , так и неплавящимся электродом. В первом случае металл электрода плавится и участвует в образовании сварного шва.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
При сварке неплавящимся электродом (обычно вольфрамовым) металл электрода не плавится и с металлом шва не реагирует, а присадочный материал вводят в зону дуги отдельно. Сварку неплавящимся электродом широко применяют при восстановлении деталей из алюминия и его сплавов. Наибольшее распространение при восстановлении автомобильных деталей получили сварка и наплавка в среде углекислого газа и аргона.
Сварка и наплавка деталей в среде углекислого газа. Сварка (наплавка) в углекислом газе — это способ сварки плавящимся электродом с защитой сварочной ванны от воздуха углекислым газом. Сварка в углекислом газе голой, сплошной проволокой от носится к самым дешевым способам сварки углеродистых и низколегированных деталей. Поэтому по объему производства она занимает первое место среди механизированных способов сварки плавлением.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
При сварке в среде углекислого газа (рис. 7.8) из сопла горелки, охватывающего поступающую в зону горения дуги электродную проволоку, вытекает струя газа, достаточная для оттеснения воздуха от реакционной зоны сварки. Защитные свойства струи зависит от физических свойств газа, в частности, от соотношения его плотности к плотности воздуха. Плотность углекислого газа достаточно высокая, приблизительно в 1,5 раза больше плотности воздуха что позволяет обеспечить защиту реакционного пространства дуги от воздуха при относительно небольших расходах газа в струе.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
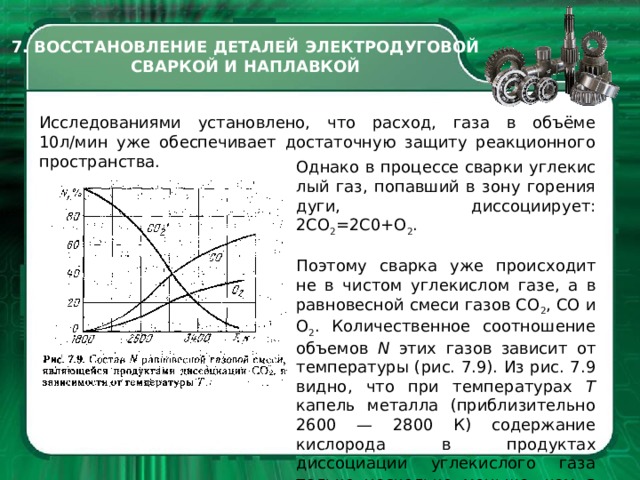
Исследованиями установлено, что расход, газа в объёме 10л/мин уже обеспечивает достаточную защиту реакционного пространства.
Однако в процессе сварки углекислый газ, попавший в зону горения дуги, диссоциирует: 2СО 2 =2С0+О 2 .
Поэтому сварка уже происходит не в чистом углекислом газе, а в равновесной смеси газов СО 2 , СО и О 2 . Количественное соотношение объемов N этих газов зависит от температуры (рис. 7.9). Из рис. 7.9 видно, что при температурах Т капель металла (приблизительно 2600 — 2800 К) содержание кислорода в продуктах диссоциации углекислого газа только несколько меньше, чем в атмосфере воздуха.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Следовательно, при сварке в среде углекислого газа обеспечивается практически полная защита расплавленного металла от азота воздуха. Однако сохраняется Почти такой же окислительный характер газовой смеси, каким бы он был при сварке голой электродной проволокой в атмосфере воздуха.
Таким образом, при сварке в среде СО 2 необходимо предусматривать меры по раскислению наплавляемого металла. Раскисление можно проводить двумя методами:
- специальной обработкой металла шлаком в результате дополнительного введения флюса;
- применением электродной проволоки, в состав которой входят хорошие раскислители.
В практике сварочно-наплавочных работ распространение получил второй способ. В основном при сварке в среде СО 2 в качестве раскислителей используют кремний (0,6— 1,0 %) и марганец (1 — 2 %).
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Сварочные материалы, используемые для сварки и наплавки в среде углекислого газа, это — электродные проволоки, содержащие раскислители Св-0,8ГС, Св-08Г2С, Св-10ГС, СВ-18ХГС, Нп-ЗОХГСА, ПП-АН4, ПП-АН5, ПП-АН8, ПП-ЗХ2В8Т и др. Сварка (наплавка) электродной проволокой, которая не содержит достаточного количества раскислителей происходит с большим содержанием углерода, сопровождается значительным разбрызгиванием расплава, в наплавленном металле наблюдается пористость, повышается опасность образования трещин.
Для сварки и наплавки углекислый газ поставляется по соответствующим техническим условиям, хотя после дополнительной очистки можно пользоваться и пищевой углекислотой.
При использовании пищевой углекислоты в баллонах для удаления примесей воздуха рекомендуется перед сваркой выпускать первые порции газа в атмосферу, а затем после отстаивания баллона в перевернутом положении (вентилем вниз) слить воду, осторожно открывая вентиль. После удаления воды и первых загрязненных объемов газовой фазы такая пищевая углекислота дает удовлетворительные результаты при сварке и наплавке.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Оборудование для сварки и наплавки в среде углекислого газа — это серийно выпускаемые комплекты (рис. 7.10) различных конструкций: А-547-У, А-547-Р, А-577-У, А-929, ПДПГ-30, аппараты советско-австрийского производства "Варио-Стар".
На ремонтных предприятиях наиболее широко используется полуавтомат А-547-У, который обеспечивает качественную сварку металла толщиной 0,8 — 4,0 мм.
Рис. 7.10. Схема установки для сварки (наплавки) в среде СО 2 :
1 — баллон с углекислым газом; 2 — осушитель; 3 — подогреватель газа; 4 -- газовый редуктор; 5 — расходомер газе;6 — клапан; 7 — электромагнит; 8 — аппаратный ящик; 9 — механизм подачи проволоки; 10 — горелка; 11 — восстанавливаем а и деталь; 12 — источник тока
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Режимы сварки и наплавки во многом определяют качество деталей, восстановленных сваркой или наплавкой. К основным параметрам сварки или наплавки в СО 2 относятся: сила сварочного тока, напряжение питания дуги, диаметр, вылет и скорость подачи электродной проволоки, скорость сварки, расход углекислого газа.
Сварочный ток и диаметр электродной проволоки находятся в зависимости от толщины свариваемого металла и наплавки, числа слоев шва, химического состава наплавляемой детали. В зависимости от сварочного тока, напряжения питания дуги, диаметра и состава проволоки выбирают скорость подачи электродной проволоки с таким расчетом, чтобы обеспечить устойчивое горение дуги. Следует использовать источники питания с жесткой внешней характеристикой: ПСГ-500-1, ПСУ-500, ВС-300, ВДГ-301, ВДГ-502, ВСЖ-303 и др.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Механизированную наплавку применяют для восстановления деталей диаметром 10 — 30 мм, а также для наплавки глубоких отверстий, когда трудно применить другие способы.
В авторемонтном производстве сварка в среде СО 2 является незаменимым способом восстановления рам, кабин и кузовов. Наплавкой восстанавливают десятки наименований деталей: гладкие и шлицевые участки валов, вилки переключения коробок передач, сошки рулевого управления и пр. За период 1985 — 1990 гг. электродуговой сваркой (наплавкой) в среде СО 2 было восстановлено около 20 % от всего объема, поступивших в ремонт деталей.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Аргонно-дуговая сварка и наплавка.
Свойства некоторых металлов и сплавов заметно ухудшаются при воздействии на них при высоких температурах кислорода, а в отдельных случаях азота и водорода. Для исключения такого вредного воздействия применяют сварку в инертных газах. Защиту реакционного сварочного пространства в этих случаях осуществляют либо струей защитного инертного газа, оттесняющего воздух из зоны горения дуги, либо проведением сварки в специальных камерах с созданием в них атмосферы требуемого состава.
Наиболее универсальным защитным газом является аргон. В ряде случаев к инертному газу для улучшения устойчивости дугового разряда, формирования шва, повышения производительности добавляют различные активные газы. Благодаря надежной защите расплавленного металла от вредного воздействия кислорода и азота воздуха при аргонно-дуговой сварке появляются возможности восстановления деталей из трудно свариваемых материалов, в том числе алюминия и его сплавов, бронзы, латуни, нержавеющих сталей и прочих материалов. В ремонтном производстве сварка с защитой аргоном наиболее широко используется для восстановления автомобильных деталей из алюминия и его сплавов.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Аргонно-дуговая сварка осуществляется неплавящимся или плавящимся электродами. При восстановлении используется в основном сварка неплавящимся вольфрамовым электродом с ручной или механической подачей присадочного материала в зону горения дуги (рис. 7.13).
Сварочные материалы, используемые при этом виде сварки, — это вольфрамовые электроды, присадочный материал и газ.
При сварке неплавящимся электродом последний не должен участвовать в формировании состава наплавленного металла или металла шва. Основной задачей неплавящихся электродов является обеспечение устойчивого горения дуги при минимальном их расходовании.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Наибольшее распространение в качестве неплавящихся электродов получили вольфрамовые стержни. Такие электроды имеют необходимую электропроводность, высокую механическую прочность, что позволяет их использовать в виде стержней малого диаметра. Температура плавления наиболее тугоплавкого из металлов — вольфрама — равна 3377 °С, а температура его кипения около 4700 °С. Такие свойства обеспечивают неплавящимся электродам высокую стойкость.
Электроды изготавливаются из порошка вольфрама прессованием, спеканием и последующей проковкой, что приводит к свариванию частиц между собой. Затем из таких заготовок получают волочением электродные стержни требуемого диаметра.
Неплавящиеся электроды из вольфрама относятся к дорогостоящим и дефицитным сварочным материалам. Поэтому при сварке вольфрамовыми электродами необходимо выполнять определенные условия для снижения расхода вольфрама в процессе горения дуги.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Хорошие результаты дает добавка в порошок вольфрама перед прессованием двуокиси тория (ТНО 2 ) в количестве 1,5 — 2 %. Такие торированные электроды марки ВТ-15 значительно более стойки против оплавления торца.
В последние годы разработаны и широко используются лантанированные и торированные вольфрамовые электроды, обладающие высокими служебными свойствами. Такие электроды по стойкости превосходят торированные.
Наиболее высокое качество сварки и наплавки плавящимся электродом обеспечивает гамма универсальных сварочных полуавтоматов "Варио-Стар" производства СП "Фрониус-Факел". Компактные сварочные полуавтоматы обеспечивают высококачественную сварку как стальных (защитный газ СО 2 ), так и алюминиевых (защитный газ аргон) автомобильных деталей. Полуавтоматы "Варио-Стар" имеют широкий диапазон регулирования сварочного тока, напряжения и скорости подачи электродной проволоки (1 — 22 м/мин) и надежное электронное управление.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Лекция окончена.
Спасибо за внимание.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
7.5. Вибродуговая наплавка деталей
Вибродуговая наплавка отличается от ранее рассмотренных способов наплавки, тем что в процессе восстановления детали конец электродной проволоки совершает колебательные движения в плоскости, перпендикулярной наплавляемой поверхности, а также тем, что наплавленный слой металла принудительно охлаждается.
Процесс осуществляется нестабильной дугой (дуга на стадии тлеющего разряда) в сочетании с периодически повторяющимся коротким замыканием электрической сварочной цепи. Это способствует смягчению теплового режима наплавки. Перенос металла в режиме коротких замыканий облегчает формирование наплавляемых валиков.

7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Вибродуговую наплавку осуществляют на установке стальной проволокой (рис. 7.14), которая подается через мундштук 9 до соприкосновения с поверхностью детали 1. К детали и проволоке подводится сварочный ток низкого напряжения. В момент соприкосновения электрода 10 с деталью 1 по проволоке протекает ток короткого замыкания. Это способствует расплавлению поверхности детали в месте контакта, и торец электрода быстро нагревается до температуры плавления. В результате такого взаимодействия достигается структурная связь между деталью и наплавленным металлом.
Рис. 7.14. Схема установки для вибродуговой наплавки:
1— источник сварочного тока; 2 — штуцер для подачи охлаждающей жидкости; 3 — механизм подачи электродной проволоки; 4 — электровибратор; 5 — кассета с электродной проволокой; 6 — уравновешивающие пружины; 7 — насос для подачи охлаждающей жидкости; 8 — мундштук; 9 — электрод; 10 — наплавляемая деталь; 11 — дроссель
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Благодаря колебательному движению мундштука 9 торец электрода 10 на короткое время отходит от поверхности детали 1, и в разрыве сварочной электрической цепи возникает искровой разряд с переходом в стадию тлеющего разряда, который длится до момента очередного соприкосновения торца электрода с поверхностью детали.
Полезность выполнения электродом данного колебательного цикла состоит в том, что при коротком замыкании сварочной цепи основное количество тепла практически аккумулируется в вылете электрода и небольшом микрообъеме поверхностного слоя детали. При этом температура жидкой ванны достигает 1450 — 1500 °С, т. е. не превышает температуры плавления металла. Это не только смягчает тепловой режим наплавки, но и предотвращает возможность выгорания и испарения химических компонентов металла.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Стадия тлеющего разряда при удалении торца электрода от поверхности детали используется для предварительного подогрева поверхности детали перед наплавлением очередной порции металла. В отличие от стабильной дуги, температура которой составляет в средней части около 6000 °С, дуга на стадии тлеющего разряда имеет температуру меньше 4000 °С, что также является фактором, смягчающим тепловой режим наплавки. Кроме того, молекула содержащегося в воздухе азота при этой температуре не диссоциирует и поэтому азот остается химически нейтральным по отношению к железу. Это способствует тому, что процесс вибродуговой автоматической наплавки деталей может обеспечить достаточно хорошее качество наплавки без применения защитных средств (флюса, газа и др.).
Вибродуговая наплавка дает возможность получать равномерные слои толщиной от нескольких сотых миллиметра до 3 мм за один проход. Уникальным свойством этой наплавки является то, что в определенном интервале режимов возможно ведение процесса на воздухе без применения защитных средств. Вибродуговой наплавкой восстанавливают стальные и чугунные детали. При наплавке низкоуглеродистой проволокой, например марки Св-08, поверхность легко обрабатывают резцом. Для получения износостойких поверхностей применяют проволоку марки Нп-50Г, Нп-65Г, Нп-ЗОХГСА, Нп-40X13 и др.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Вибродуговая наплавка обладает рядом серьезных недостатков. Так, ограниченные объемы сварочной ванны не обеспечивают хорошего перемешивания основного и наплавленного металлов, что приводит к образованию в последнем пор и микротрещин. В процессе восстановления деталей охлаждающая жидкость, подаваемая в зону сварки, обеспечивает закалку наплавленного валика, а накладываемый последующий валик частично расплавляет предыдущий и создает зону отжига, что приводит к возникновению напряженного состояния и увеличению трещин в наплавленном металле. Наращенный слой сплава имеет неоднородную структуру и соответственно физико-механические свойства. Поэтому у деталей, восстановленных вибродуговой наплавкой, усталостная прочность снижается более чем в 2 раза. Кроме того, производительность вибродуговой наплавки по сравнению с наплавкой подслоем флюса значительно ниже, а безвозвратные потери электродной проволоки на угар и разбрызгивание увеличиваются в 3 — 4 раза.
Вследствие указанных причин, вибродуговая наплавка для восстановления автомобильных деталей применяется в настоящее время редко. Детали, останавливающиеся ранее данным способом, в настоящее время успешно наплавляются более прогрессивными методами, например, электроконтактной приваркой металлического слоя.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Лекция окончена.
Спасибо за внимание.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
7.6. Сварка чугунных деталей
В автомобильном производстве чугун имеет довольно широкое распространение. Он используется для изготовления базовых, корпусных и других деталей, например, блоков цилиндров, картеров, маховиков, тормозных барабанов, шкивов, ступиц колес и пр. Наибольшее распространение при восстановлении чугунных деталей получила электродуговая сварка.
Чугун относится к трудносвариваемым материалам. Эти трудности обусловлены наличием большого количества свободного углерода и структурой. В процессе восстановления сваркой свободный углерод частично выгорает с образованием углекислого газа, который растворяется в расплавленном сплаве. Некоторая часть газа не успевает выделиться из сварного шва, что приводит к образованию пористости. Кроме того, детали из чугуна после эксплуатации содержат в порах (своеобразных капиллярах) остатки масел, которые при нагреве выгорают и также способствуют образованию пористости в металле шва. Это снижает физико-механические характеристики сварного соединения.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Чугун обладает высокой жидкотекучестью и очень быстро переходит из жидкой фазы в твердую, минуя пластическое состояние. При быстром охлаждении сварочной ванны в шве или околошовной зоне может образовываться цементит (Ре 3 С), обладающий высокой твердостью и практически нулевой пластичностью. Такое явление получило название отбела чугуна в процессе сварки. Отбел приводит, как правило, к возникновению больших внутренних напряжений и трещинам в сварочном шве или околошовной зоне.
Поэтому для получения качественного сварного соединения при восстановлении чугунных деталей необходимо выполнение особых мер и приемов, направленных в первую очередь на предварительный нагрев деталей до начала сварки, охлаждение наплавленного металла с заданной скоростью, использование специальных электродов с более низкой температурой плавления, чем основной материал, и пр.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Выбор способа и приемов сварки чугунной детали зависит от ее размеров, формы, структуры, характера и места расположения дефекта, наличия тех или других сварочных материалов и других факторов. В ремонтном производстве в зависимости от состояния восстанавливаемой детали используют, в основном, два способа сварки чугуна: холодный и горячий.
Холодная сварка чугуна.
Эта сварка наиболее широко используется при восстановлении автомобильных деталей. При данном способе используют специальные сварочные материалы или определенные приемы, например, способ отжигающих валиков, постановкой шпилек и пр.
7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
Одной из основных задач при восстановлении чугунных деталей холодной сваркой является получение швов с минимально возможным количеством малопластинных цементита и ледебурита. Электродные материалы для сварки (на плавки) без предварительного подогрева детали разрабатывались, в направлении получения металла шва с достаточной степенью пластичности, который не образовывал бы закалочных структур при больших скоростях охлаждения. Требуемая пластичность материала шва достигается подбором электродного металла с большим значением предела текучести по сравнению с основным материалом, а также благодаря уменьшению количества углерода в наплавленном слое (с повышением количества углерода повышается вероятность образования ледебурита и мартенсита).
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ЭЛЕКТРОДУГОВОЙ
СВАРКОЙ И НАПЛАВКОЙ
При горячей сварке наблюдается наилучшее качество восстановления детали — сварной шов прочный, плотный, однородный по химическому составу и структуре, отсутствуют хрупкие структуры отбеленного чугуна. Однако высокая трудоемкость и стоимость восстановления, а также тяжелые условия труда сварщика ограничивают использование данного способа. По данной причине на авторемонтных заводах в настоящее время горячая сварка и наплавка деталей из чугуна практически не используется.




Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

1900 руб.
2920 руб.

2040 руб.
3140 руб.

2060 руб.
3170 руб.

1810 руб.
2780 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства