Описание операции "Склеивание", клеющие средства.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Склеивание деталей
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Склеивание деталей»

Склеивание деталей
Склеивание деталей
- — это последний вид сборки неподвижных неразъемных соединений, при котором между поверхностями деталей сборочного узла вводится слой специального вещества, способного неподвижно скреплять их — клея.
Преимущества
- во-первых, возможность получения сборочных узлов из разнородных металлов и неметаллических материалов,
- во-вторых, процесс склейки не требует повышенных температур (как например, сварка или пайка), следовательно, исключается деформация деталей,
- в-третьих, устраняется внутреннее напряжение материалов.
К недостаткам клеевых соединений относятся:
- незначительная тепловая стойкость
- (при температуре выше +90°С прочность их резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др.
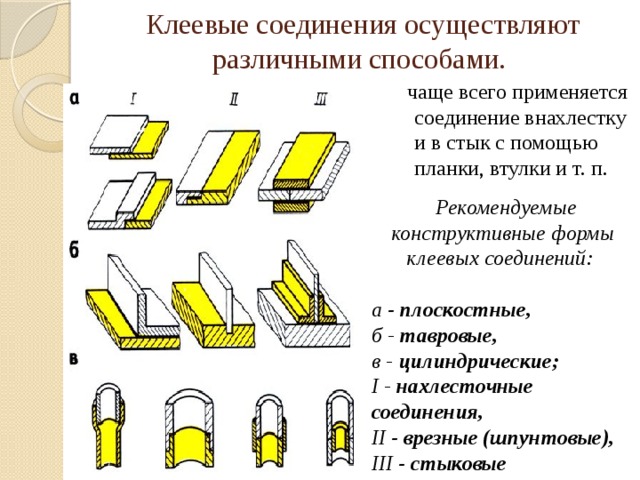
Клеевые соединения осуществляют различными способами.
чаще всего применяется соединение внахлестку и в стык с помощью планки, втулки и т. п.
Рекомендуемые конструктивные формы клеевых соединений:
а - плоскостные,
б - тавровые,
в - цилиндрические;
I - нахлесточные соединения,
II - врезные (шпунтовые),
III - стыковые
Виды клеев.
- Универсальный клей Бф-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Механическая прочность сохраняется при нагреве до температуры не более 80°С. Этот клей применяют для заделки трещин в неответственных местах чугунных корпусов, для упрочнения неподвижных сопряжений, для крепления накладок на дисках муфт сцепления и др.
- Клей БФ-2 бензо- и маслостоек, является хорошим диэлектриком, защищает склеенные поверхности от коррозии. Хранят в закупоренной посуде, берегут от попадания воды. Огнеопасен.
- Клей БФ-2 в жидком виде наносят на подготовленные поверхности соединяемых деталей возможно более тонким слоем. Затем получившаяся пленка клея сушится "до отлипа", при температуре 20 -60°С в течение 50 - 60 мин. Наносится второй слой, вновь сушится, затем наносится третий слой и склеиваемые детали соединяют и сушат при температуре 140 - 150°С в течение 30 - 60 мин при давлении 10 - 20 кгс/см 2 .
- Клеи Бф-4 и БФ-6 применяют для получения эластичного шва (на деталях из тканей, резины, фетра). Они имеют небольшую прочность по сравнению с другими клеями.
- Клей ВС-ЮТ применяется для склеивания деталей, длительное время работающих при температуре до 300°С. Он обладает высокой прочностью и стойкостью. На склеенное этим клеем место не действуют керосин, смазочные масла, вода. Часто этим клеем закрепляют накладки к тормозным колодкам автомобилей.
- Клей ВС-ЮТ выпускается в готовом для употребления виде. Хранят его в герметичной посуде в темном помещении в течение 6 месяцев (сохраняет клеящие свойства).
- Клей ВС-ЮТ наносится в жидком виде в 1 - 2 слоя. После нанесения первого слоя сушка при нормальной температуре в течение часа, а затем наносится второй слой: детали соединяют и сушат при температуре 140-180°С в течение 1-2 ч при давлении 0,5 - 2,0 кгс/см 2 .
- Карбинольный клей может быть в жидком или пастообразном состоянии (с наполнителем). Основа этого клея - сироп карбинольный, к которому добавляют перекись бензола. Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс; обеспечивает прочность склеивания только при использовании его в течение 3 - 5 ч после приготовления. Механическая прочность швов, выполненных карбинольным клеем, сохраняется при температуре до 60°С.
- Детали, склеенные карбинолом, сушат на воздухе в течение одних суток. Карбинольный клей бензо- и маслостоек, не поддается воздействию кислот и щелочей, воды, спирта и ацетона. Применяют для склеивания деталей карбюраторов, аккумуляторных банок и других работ.
- Пастообразный карбинольный клей применяют преимущественно для склеивания мрамора, фарфора, пористых материалов, для заделки трещин, отверстий и т. д. Недостатком этих клеевых соединений является низкая стойкость против высокой температуры.
- Бакелитовый лак - раствор смол в этиловом спирте. Детали, склеенные бакелитовым лаком, сушат при температуре 140 -160°С. Хранят бакелитовый лак в закрытой посуде при температуре не свыше 30°С в темном месте. Применяют для наклейки накладок на диски муфт сцепления.
- Пластмассовые и стеклянные детали склеивают карбинольным клеем и бакелитовым лаком.
- Эпоксидные клеи устраняют необходимость тепловой обработки склеиваемых деталей; применяют эпоксидные клеевые составы, затвердевающие при температуре 18 - 20°С. Для приготовления этих составов в эпоксидные смолы (ЭД-5, ЭД-6, ЭД-40) добавляют отвердитель - полиэтилен-полиамин (примерно 10 весовых частей на 100 весовых частей эпоксидной смолы), дибутилфталат (10-15 весовых частей на 100 весовых частей эпоксидной смолы) и наполнитель, в качестве которого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т. д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого шва.
- Термостойкие клеи. Применяют для склеивания деталей из различных металлов, работающих в условиях высоких температур и вибраций.
- Клей ВК-32-200 применяют для склеивания из металлов и неметаллических материалов деталей, работающих непрерывно до 300 ч при 200° С и до 20 ч при 300°С. Клей наносят в два слоя. После нанесения первого слоя выдерживают 15 - 20 мин при 20°С, после нанесения второго слоя - 15 - 20 мин при 20°С и 90 мин при 65°С.
- Материалы, соединяемые клеем ВК-32-200, могут работать в интервале температур от 60 до 120°С. Клей стоек против бензина, минерального масла и воды. В течение четырех месяцев материалы, соединенные этим клеем, могут работать в условиях, близких к тропическим (при влажности 90% и температуре 50°С), без заметных снижений прочности соединения.
- Термостойкие клеи на основе кремнийорганических смол предназначены для склеивания металлических и неметаллических материалов. Клей ИП-9 применяют при склеивании металлов и неметаллов. Этот клей образует швы небольшой прочности, но обеспечивает высокую термостойкость, водостойкость и герметичность.
- Клеем ИПЭ-9 соединяют металлы, керамику, резину и другие материалы. Соединения очень прочны при температуре 300°С.
- Клей БфК-9 применяют для соединения металлов с неметаллами, обладает высокой термостойкостью. Клей наносят на обе поверхности тонким слоем и просушивают в течение одного часа при температуре 20°С и 15 мин при температуре 60°С. Затем наносят второй слой и просушивают в течение того же времени.
- В слесарно-сборочных работах обычно используются клеи: ЭДП, БФ-2, 88Н.
- Подобно всем другим видам соединений, качество клееных соединений во многом зависит от правильности подготовки поверхностей к процессу склеивания:
- на них не должно быть пятен грязи, ржавчины, следов жира или масла.
- Очистку поверхностей осуществляют металлическими щетками, шлифовальными шкурками, материал для удаления жировых и масляных пятен зависит от марки используемого клея: при склеивании деталей клеем 88Н применяется бензин, под клеи ЭДП и БФ-2 — ацетон.
Очистка заготовок
От грязи, окалины и жира заготовки очищают:
- в растворах фосфорной кислоты (низкоуглеродистые стали),
- в растворах серной кислоты (алюминиевые сплавы),
- в растворах азотной кислоты (медные сплавы)
- в растворе щелочи (коррозионно-стойкие стали).
- Затем их промывают в горячей воде, сушат и обезжиривают растворителями. Иногда перед склеиванием поверхности подвергают лужению (латунь), анодированию (алюминиевые сплавы) и др.
Процесс склеивания деталей состоит из следующих операций:
1 — подготовить поверхности деталей и выбрать марку клея; 2 — нанести на поверхности в местах соединения первый слой клея
(эту операцию можно выполнять кисточкой либо поливом), просушить, нанести второй слой клея, соединить детали и прижать их друг к другу струбцинами (здесь важно следить за точным совпадением деталей и их плотным прилеганием); 3 — выдержать клееный узел и очистить швы от подтеков клея.
Технологический процесс клеевого соединения деталей
1 этап - подготовка поверхностей к склеиванию - взаимная подгонка, очистка от пыли и жира и придание необходимой шероховатости, выбор марки клея;
2 этап - нанесение клея кистью, шпателем, пульверизатором;
3 этап - выдержка после нанесения клея, время выдержки в зависимости от сортов клея и материала склеиваемых деталей колеблется от 5 мин до 30 ч и выше;
4 этап - затвердевание клея (используют печи с обогревом газами, горелка, установки с электронагревателями, установки т. в. ч. и др.); температурный режим колеблется от 25 до 250°С и выше;
5 этап - контроль качества клеевых соединений (ультразвуковые установки, через лупу, контроль подготовленных образцов).
- Основной дефект, который часто имеет место при склеивании, так называемый " непроклей " (участки, на которых не осуществилось соединение склеиванием).
- Причины непрочности клеевых соединений:
- плохая очистка склеиваемых поверхностей;
- -неравномерное нанесение слоя на склеиваемые поверхности,
- отдельные участки поверхности клеем не смазаны или смазаны густо;
- затвердевание нанесенного на поверхности клея до их соединения;
- недостаточное давление на соединяемые части склеиваемых деталей;
- неправильный температурный режим и недостаточное время сушки соединенных частей.
Проверочный тест
- 1. К каким соединениям относится операция «Склеивание»?
- а) подвижное разъемное; б) неподвижное неразъемное
- 2. К чему относится «процесс склейки не требует повышенных температур»?
- а) к недостаткам б) к преимуществам
- 3. Клеевые соединения чаще всего осуществляются…..?
- а) в нахлестку б) рядные
- 4. Какой клей применяют для заделки трещин в неответственных местах чугунных корпусов?
- а) БФ 4 б) БФ6 в) БФ2
- 5. Какой клей применяется для склеивания деталей, длительное время работающих при температуре до 300°С.
- а) БФ2 б) Клей ВС-ЮТ в) Клей БфК-9
- 6. Какой клей применяют для склеивания деталей из различных металлов, работающих в условиях высоких температур и вибраций?
- а) ВК-32-200 б) БФ2 в) ) Клей ВС-ЮТ
- 7. Очистка низкоуглеродистых сталей производится в..?
- а) в растворе фосфорной кислоты б) в растворе щелочи
- 8. Очистка медных сплавов производится в..?
- а ) в растворе серной кислоты б) в растворе азотной кислоты
Проверка правильных ответов
- 1 – б 8 = «5»
- 2 - б 7 = «4»
- 3 – а 6 – 5 = «3»
- 4 – в
- 5 – б
- 6 - а
- 7 – а
- 8 - б








Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

1460 руб.
2240 руб.

2060 руб.
3170 руб.

1360 руб.
2090 руб.
1730 руб.
2660 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства