Презентация содержи информацию об электрофизических и электрохимических методах обработки заготовок
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Электрофизические и электрохимические методы обработки
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Электрофизические и электрохимические методы обработки»
Электрофизические и электрохимические методы обработки
Электрофизические и электрохимические методы обработки, общее название методов обработки конструкционных материалов c непосредственно электрическим током, электролизом и их сочетанием с механическим воздействием.
В электрофизические и электрохимические методы обработки включают также методы ультразвуковые, плазменные и ряд других методов. С разработкой и внедрением в производство этих методов сделан принципиально новый шаг в технологии обработки материалов — электрическая энергия из вспомогательного средства при механической обработке (осуществление движения заготовки, инструмента) стала рабочим агентом.
Электрофизические и электрохимические методы по сравнению с обычной обработкой резанием имеют ряд преимуществ. Они позволяют обрабатывать заготовки из материалов с высокими механическими свойствами (твердые сплавы, алмаз, кварц и др.), которые трудно или практически невозможно обрабатывать другими методами. Кроме этого, указанные методы дают возможность получать самые сложные поверхности, например отверстия с криволинейной осью, глухие отверстия фасонного профиля и т. д
Электрофизические и электрохимические методы обработки весьма разнообразны и условно их можно разделить на :
- электрофизические (электроэрозионные, электромеханические, лучевые)
- электрохимические и комбинированные.
Электрофизические эметоды обработки :
1. Электроэрозионная обработка
В основе электроэрозионной обработки металлов лежит процесс электроэрозии, т.е. разрушения поверхностей электродов при электрическом разряде между ними ( 56). Электроэрозионную обработку производят на специальных (электроискровых, электроимпульсных) станках.
Инструментом для обработки служит электрод, изготовленный из меди, латуни, бронзы, алюминия или некоторых других материалов. Он имеет форму, соответствующую форме требуемой поверхности обрабатываемой детали.
Электроэрозионную обработку широко применяют для получения различных отверстий, пазов, углублений при изготовлении штампов, пресс-форм, кокилей и т.д.
Электроэрозионный метод обработки объединил в себе:
- Электроискровую обработку
- Электроимпульсную обработку
Электроискровая:
Электроискровая обработка была предложена советскими учёными H . И. и Б. Р. Лазаренко в 1943. Она основана на использовании искрового разряда. При этом в канале разряда температура достигает 10000 °С, развиваются значительные гидродинамические силы, но сами импульсы относительно короткие и, следовательно, содержат мало энергии, поэтому воздействие каждого импульса на поверхность материала невелико.
Метод позволяет получить хорошую поверхность, но не обладает достаточной производительностью. Кроме того, при этом методе износ инструмента относительно велик (достигает 100% от объёма снятого материала). Метод используется в основном при прецизионной обработке небольших деталей, мелких отверстий, вырезке контуров. твердосплавных штампов проволочным электродом

1 – электрод-инструмент, 2 – ванна, 3 – деталь, 4 – диэлектрическая жидкость, 5 – изолятор, 6 – зарядный контур: конденсатор и сопротивление, 7 – источник постоянного тока
Электроимпульсная :
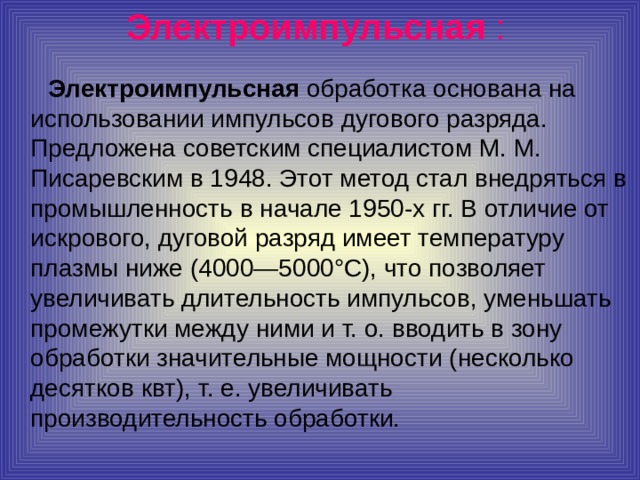
Электроимпульсная обработка основана на использовании импульсов дугового разряда. Предложена советским специалистом М. М. Писаревским в 1948. Этот метод стал внедряться в промышленность в начале 1950-х гг. В отличие от искрового, дуговой разряд имеет температуру плазмы ниже (4000—5000°С), что позволяет увеличивать длительность импульсов, уменьшать промежутки между ними и т. о. вводить в зону обработки значительные мощности (несколько десятков квт), т. е. увеличивать производительность обработки.
Характерное для дугового разряда преимущественно разрушение катода приводит к тому, что износ инструмента (в этом случае он подключается к аноду) ниже, чем при электроискровой обработке, составляя 0,05—0,3% от объёма снятого материала (иногда инструмент вообще не изнашивается). Более экономичный электроимпульсный метод используется в основном для черновой обработки и для трёхкоординатной обработки фасонных поверхностей.
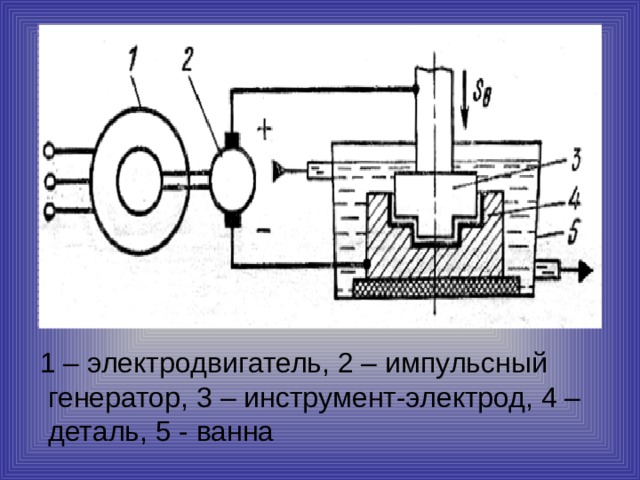
1 – электродвигатель, 2 – импульсный генератор, 3 – инструмент-электрод, 4 – деталь, 5 - ванна
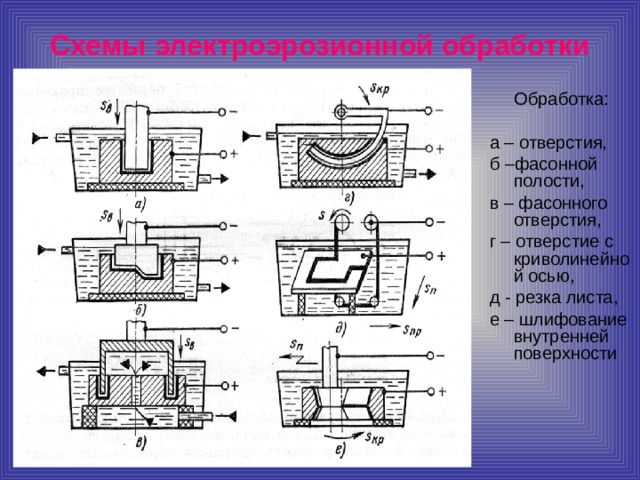
Схемы электроэрозионной обработки
Обработка:
а – отверстия,
б –фасонной полости,
в – фасонного отверстия,
г – отверстие с криволинейной осью,
д - резка листа,
е – шлифование внутренней поверхности
2.Электромеханическая
Электромеханическая обработка объединяет методы, совмещающие одновременное механическое и электрическое воздействие на обрабатываемый материал в зоне обработки. К ним же относят методы, основанные на использовании некоторых физических явлений (например, гидравлический удар, ультразвук и др.).
Электроэрозионный метод обработки объединил в себе:
- Электроконтактную обработку
- Магнитоимпульсную обработку
- Электрогидравлическую обработку
Электроконтактная
Электроконтактная обработка основана на введении в зону механической обработки электрической энергии — возбуждении мощной дуги переменного или постоянного тока (до 12 ка при напряжении до 50 в) между, например, диском, служащим для удаления материала из зоны обработки, и изделием. Применяется для обдирки литья, резки и других видов обработки, аналогичных по кинематике движений почти всем видам механической обработки.
Преимущества метода — высокая производительность (до 106 мм3/мин)на грубых режимах, простота инструмента, работа при относительно небольших напряжениях, низкие удельные давления инструмента — 30—50 кн/м2 (0,3— 0,5 кгс/см2) и, как следствие, возможность использования для обработки твёрдых материалов инструмента, изготовленного из относительно мягких материалов. Недостатки — большая шероховатость обработанной поверхности, тепловые воздействия на металл при жёстких режимах.
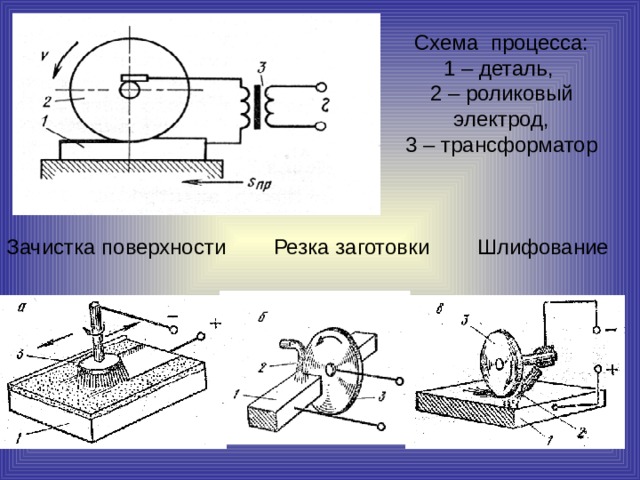
Схема процесса: 1 – деталь, 2 – роликовый электрод, 3 – трансформатор
Зачистка поверхности Резка заготовки Шлифование
Магнитоимпульсная
Магнитоимпульсная обработка применяется для пластического деформирования металлов и сплавов (обжатие и раздача труб, формовка трубчатых и листовых заготовок, калибровка и т. п.) и основана на непосредственном преобразовании энергии меняющегося с большой скоростью магнитного поля, возбуждаемого, например, при разряде батареи мощных конденсаторов на индуктор, в механическую работу при взаимодействии с проводником (заготовкой).
Преимущества метода-отсутствие движущихся и трущихся частей в установках высокая надёжность и производительность лёгкость управления и компактность наличие лишь одного инструмента — матрицы или пуансона (роль другого выполняет поле) и др. Недостатки - относительно невысокий КПД затруднительность обработки заготовок с отверстиями или пазами (мешающими протеканию тока) и большой толщины.
Электрогидравлическая
Электрогидравлическая обработка основана на использовании энергии гидравлического удара при мощном электрическом (искровом) разряде в жидком диэлектрике. При этом необходимо вакуумирование полости между заготовкой и матрицей, поскольку из-за огромных скоростей движения заготовки к матрице воздух не успевает уйти из полости и препятствует плотному прилеганию заготовки к матрице
Метод прост, надёжен, но обладает небольшим кпд, требует высоких электрических напряжений и не всегда даёт воспроизводимые результаты. К электромеханической обработке относится также ультразвуковая обработка.
3.Лучевая
К лучевым методам обработки относится обработка материалов электронным пучком и световыми лучами. Электроннолучевая обработка осуществляется потоком электронов высоких энергий (до 100 кэв).
Таким путём можно обрабатывать все известные материалы (современная электронная оптика позволяет концентрировать электронный пучок на весьма малой площади, создавать в зоне обработки огромные плотности мощности).
Электроннолучевые станки могут выполнять резание (в т. ч. прошивание отверстий) и сварку с большой точностью. Из-за относительно высокой стоимости, малой производительности, технической сложности станки используются в основном для выполнения прецизионных работ в микроэлектронике, изготовления фильер с отверстиями малых (до 5 мкм)диаметров, работ с особо чистыми материалами. К электрофизическим методам обработки относится также плазменная обработка.
Электрохимические методы обработки :
Электрохимические методы обработки Основаны на законах электрохимии. По используемым принципам эти методы разделяют на анодные и катодные , по технологическим возможностям — на поверхностные и размерные. Поверхностная электрохимическая обработка. Практическое использование электрохимических методов началось с 30-х гг. 19 в. (гальваностегия и гальванопластика). Первый патент на электролитическое полирование был выдан в 1910 Е. И. Шпитальскому.
Суть метода состоит в том, что под действием электрического тока в электролите происходит растворение материала анода (анодное растворение), причём быстрее всего растворяются выступающие части поверхности, что приводит к её выравниванию. При этом материал снимается со всей поверхности, в отличие от механического полирования, где снимаются только наиболее выступающие части. Электролитическое полирование позволяет получить поверхности весьма малой шероховатости. Важное отличие от механического полирования — отсутствие каких-либо изменений в структуре обрабатываемого материала.
Размерная электрохимическая обработка.
К этим методам обработкиотносят:
- анодно-гидравлическую
- анодно-механическую обработку.
1. Анодно-гидравлическая
Анодно-гидравлическая обработка впервые была применена в Советском Союзе в конце 20-х гг. для извлечения из заготовки остатков застрявшего сломанного инструмента. Скорость анодного растворения зависит от расстояния между электродами: чем оно меньше, тем интенсивнее происходит растворение. Поэтому при сближении электродов поверхность анода (заготовка) будет в точности повторять поверхность катода (инструмента). Однако процессу растворения мешают продукты электролиза, скапливающиеся в зоне обработки, и истощение электролита.
Удаление продуктов растворения и обновление электролита осуществляются либо механическим способом (анодно-механическая обработка), либо прокачиванием электролита через зону обработки. Этим методом, подбирая электролит, можно обрабатывать практически любые токопроводящие материалы, обеспечивая высокую производительность в сочетании с высоким качеством поверхности.
Используемые для анодно-гидравлической обработки электрохимические станки просты в обращении, используют низковольтное (до 24 в) электрооборудование. Однако значительные плотности тока (до 200 а/см2) требуют мощных источников тока, больших расходов электролита (иногда до 1/3 площади цехов занимают баки для электролита).
2.Анодно-механическая
Анодно-механическая обработка, способ обработки металлов комбинированным электрохимическим и электроэрозионным воздействием электрического тока на изделие в среде электролита. Разработан в СССР в 1943 инженером В. Н. Гусевым.Обрабатываемое изделие (анод) и электрод-инструмент (катод) включают, как правило, в цепь постоянного тока низкого напряжения (до 30 в). Электролитом служит водный раствор силиката натрия Na2SiO3 (жидкого стекла), иногда с добавлением солей других кислот.
В качестве материалов для электродов-инструментов применяют малоуглеродистые стали (08 кп, 10, 20 и др.). Под действием тока металл изделия растворяется и на его поверхности образуется пассивирующая плёнка . При увеличении давления инструмента на изделие плёнка разрывается и возникает электрический разряд. Его тепловое действие вызывает местное расплавление металла. Образующийся шлам выбрасывается движущимся инструментом. Изменяя электрический режим и давление, можно получить изделия с различной шероховатостью поверхности (до 9-го класса чистоты).
Работа по съёму металла при анодно-механической обработке осуществляется электрическим током в межэлектродном зазоре почти без силовой нагрузки на узлы анодно-механического станка в противоположность металлорежущим станкам, в которых эти узлы сильно нагружены. Интенсивность съёма металла практически не зависит от механических свойств обрабатываемых металлов и инструмента (твёрдости, вязкости, прочности), поэтому анодно целесообразно применять для изделий из высоколегированных сталей, твёрдых сплавов и т. п.
Высокий технико-экономический эффект анодно-механической обработке даёт именно при обработке таких материалов: увеличивается производительность, уменьшаются количество отходов и расход энергии, резко снижаются затраты на инструмент. При доводочных работах Анодно-механической обработке позволяет получить высокое качество поверхности.
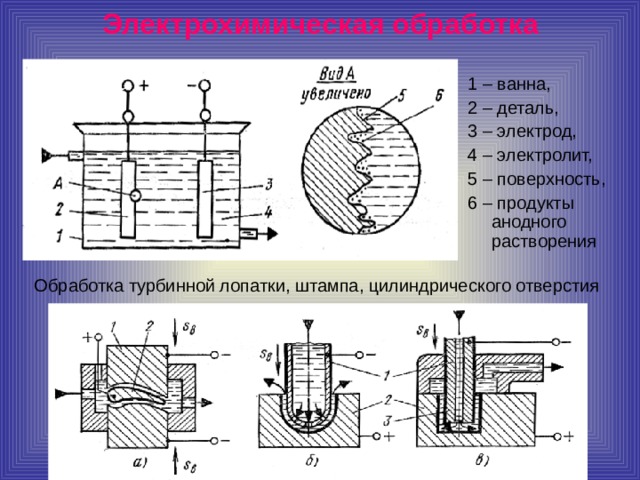
Электрохимическая обработка
1 – ванна,
2 – деталь,
3 – электрод,
4 – электролит,
5 – поверхность,
6 – продукты анодного растворения
Обработка турбинной лопатки, штампа, цилиндрического отверстия








Полезное для учителя




Распродажа видеоуроков!

1980 руб.
3040 руб.

2160 руб.
3320 руб.

1900 руб.
2920 руб.

1830 руб.
2820 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства