Тақырыбы: «S=6мм тілімшені жиексіз екі жақты таврлы дәнекерлеу»
Тақырыбы: «S=6мм тілімшені жиексіз екі жақты таврлы дәнекерлеу»
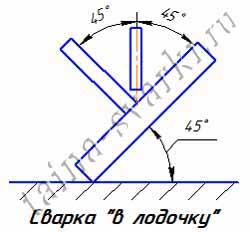
Бұрыштық жікті төменгі жағдайда «қайықша» тәсілімен дәнекерлеуді орындау тиімді, өйткені екі қосылыс қабырғалары өте жақсы балқиды.Сондықтан, шала пісірілім,жарықтар, сияқты ақаулар болмайды.
Бірақта бұйымды «қайықша» тәсіл күйінде әрқашан орнату мүмкін емес.
Көп жағдайда таврлы қосылысты,бір жақ жазықтық қосылысы көлбеу орналаса, екінші жағы тігінен орналасады.
Бұл күйде бұрыштық жікті дәнекерлеу қиындық туғызады, өйткені жіктің төбелік бұрышында шалапісірілім немесе төменгі жазықтығында болуы мүмкін. Бұл жағдайда бір қабат бұрыштық жіктің катеті 8 мм аспауы керек.
Жіктің төбесімен жиектерінен толық пісірілімі алу үшін электродты қозғалысын тербеліспен орындайды. Жіктің катеті 8 мм-ден артық болғанда дәнекерлеуді екі немесе бірнеше қабатпен орындайды.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Өндірістік оқыту: Таврлы жалғанған болат екі тілім
Сабақтың барысы:
Ұйымдастыру бөлімі:
-Студенттермен амандасу.
-Студенттерді түгелдеу, жұмыс киімін тексеру.
2.Үй тапсырмасы:
Топты үш топқа бөліп, «Жобалау» тәсілін қорғау және басқада топтардың кемшіліктерін толтырып, балл жинау қажет.
Үй тапсырмасы бірінші және екінші курстарда өткен материалдардан құралған .
Жобаның сұрақтарын кесте арқылы көрсету керек. Жобаны бір студент қорғайды. Қалғандары толықтыруға дайындалып отырады.Үй тапсырмасын сұрақ-жауап алу үшін қосымша тест беріледі. Жауап бере алмаса тест сұрақтарына басқа топ жауап беруге болады және сол студентке балл беріледі. Ең көп жинаған студент анықталады.
3. Жана тақырып:
Конспект
Бұрыштық жікті төменгі жағдайда «қайықша» тәсілімен дәнекерлеуді орындау тиімді, өйткені екі қосылыс қабырғалары өте жақсы балқиды.Сондықтан , шала пісірілім,жарықтар, сияқты ақаулар болмайды.
Бірақта бұйымды «қайықша» тәсіл күйінде әрқашан орнату мүмкін емес.
Көп жағдайда таврлы қосылысты,бір жақ жазықтық қосылысы көлбеу орналаса, екінші жағы тігінен орналасады.
Бұл күйде бұрыштық жікті дәнекерлеу қиындық туғызады, өйткені жіктің төбелік бұрышында шалапісірілім немесе төменгі жазықтығында болуы мүмкін. Бұл жағдайда бір қабат бұрыштық жіктің катеті 8 мм аспауы керек.
Жіктің төбесімен жиектерінен толық пісірілімі алу үшін электродты қозғалысын тербеліспен орындайды. Жіктің катеті 8 мм-ден артық болғанда дәнекерлеуді екі немесе бірнеше қабатпен орындайды.
Кесте.1. Бұрыштық жікпен пісіру кезінде қабат сандары.
Пісірілетін металдың қалыңдығы,мм
1-5
6
8
10
12
14
16
18
20
22
Қабат сандары
1
1
1
2
2-3
3-4
5
5-6
5-6
6-7
Кесте. 2. Ақау болу себептері және оларды жою.
Сыртқы ақаулар
Ақау түрлері
Ақау болу себептері
Ақауларды жою
Тілік
(подрез)
Жіктің бойында ойық,пайда болады,үлкен ток көзі.
-доға ұзындығы
-жіктің ені үлкейеді және
-жиек тез балқиды.
Диаметрі жұқа электрод пен жіңішке жікпен балқытып қаптастыру арқылы орындайды.
Балқытылған қатпар
(наплыв)
Көбінесе тік жағдайда көлбеулік жік салу кезінде пайда болады.
-ток көзінің артуы,
-электрод көлбеулі жік қателігі
-доға ұзындығы
-ыңғайсыз жазықтың бетінде
Қатпарды шауып алады, тексереді,шалапісірім жақтығын.
Күю
(прожог)
Бұл металл балқытылғанда пайда болған қуыс тесік
-ток көзінің артуы
-пісіру жылдамдығының бояулығына байланысты
-жиек арасындағы саңылаудың көптігі
-тұйықталудың жетіспеуі
Күюді шабу арқылы жоюды,ақауды тазалайды және пісіріп толтырады.
Шөгіс
(кратер)
Шөгіс оқыс дәнекерлеу тоқтатқан кезде пайда болады,ол пісіру шомылғысын тереңдетілген ойық.
Шөгіс негізгі металға дейін шабады негізгі металға дейін,қайта тазалайды және пісіріп толтырады.
Ішкі ақаулар
Кеуек
(пора)
Кеуек сұйық металдың газбен қайта қанығу кезінде пайда болады.
-жиекті сапасыз тазалау
-үлкен ток көзі
-жоғары ылғалдылық
Кеуек бар бөлікті шабады негізгі негізгі металға дейін, қайта тазалайды.
Шалапісірім
(непровар)
-Пісіруге жиекті дұрыс әзірлемеу,
-ток көзінің төмендігі немесе пісіру жалының қаттылығы
-өте жоғары пісіру жылдамдығы
-тез алау сапасының төменділігі
Шалапісірілім бар бөлікті шабады негізгі металға дейін, қайта тазалайды және пісіріп толтырады
Қож кірме
(шлаковое включения)
Қож кірме пісірілетін жиекті нашар тазалағаннан пайда болады.
-ток көзінің жетіспеуі
-пісіруі жылдамдығының жоғарылығы
Қож кірме жіктегі орындарын шабады және пісіріп толтырады.
Жарық
(трещина)
Жарықтық пайда болуы технологияны дұрыс таңдамау немесе пісіру технологиясының нашарлығы.
Алдымен жарықтың шеттерін бұрғылайды әрі қарай жік бойымен тарамау үшін,содан кейін жарықты тіреп шабады және толтырып пісіреді.
2 болат тілімше қалыңдығы 6мм. Дайындаманы пісіруге әзірлеу. Слесарлық жұмыстарын жүргізу. Тілім тегіс және қылаусыз болу керек.
2.Тілімшені пісіруге жинақтау. Дайындаманы технологиялық төсем саңылауы 1-2 мм болатын етіп жинау қажет.
3. Дайындаманы ұстатқышпен дәнекерлеу.Ұстатқыш шеттерін 8-10мм , ұстатқыш арақашықтығы 100-150мм ұстатқыштың саны тілім ұзындығына байланысты.
4 Дәнекерлеуді төменгі жағдайда таврлы қосылыспен орындау.
а) дәнекерлеу бағыты көрсетілген
б) электродпен жүргізу.
5. Дәнекерлеу жұмысын тексеру. Жіктің катеті 5мм, жіктің дөнестігі 0-2мм болу керек.
Қауіпсіздік ережелері:
Жұмыс алдындa
-арнайы киім кию (бас киім, қолғап, аяқ киім)
-киімді ретке келтірy
-бас қалқанның әйнектерін тексеру, жарықтан және қорғаныс әйнегінің бетін металл шашырандыларынан тексеру
-электродұстатқыш сымның жарамдылығын тексеру
-жер қосқышты тексеру
-желдеткіштің жұмыс жасап тұрғанына көз жеткізу
-жұмыс орнында керек емес заттар болмауы керек.Тез жанғыш заттардың болуына қатаң тиым салынады.
Жұмыс барысында
-Жарамды құрал-саймандармен жұмыс жасау керек.
-жік қожын түсіру кезінде арнайы қорғаныс көзілдірігін немесе бас қалқан әйнегінің болуы қажет.
-ыстық дайындаманы қысқашпен немесе қолғаппен ұстау керек.
-электрод қалдықтарын қоқыс жәшігіне сал.
Жұмыс соңында
-электр ток көзін жүйеден ажырат
-желдеткішті сөндір
-электродұстатқышты орнына қой
-жұмыс орныңды жинастыр
-дайындаған жұмысыңды шеберге тапсыр.
Бекіту бөлімі:
Сабақ құрылымы соныңда бір студент технологиялық картаны пайдаланып жаңа тақырыпты қаншалықты менгергенін көрсетеді. Баска студенттер тақырыпты жалғастырып толықтыруға болады.
Сөзжұмбақты толтыру.
Қортынды бөлім:
Студенттердің жұмыстарын бағалау.
Жұмыс алдында, жұмыс барысында,жұмыс кезінде жіберілген қателіктері айтылады.
Дәнекерленген дайындамада жіберілген ақауларды көрсетіп, себептерін талқылау. Студенттер дайындамаларында жіберілген ақауларының түрлерін өздері атап көрсету керек.
Студенттердің сабақ құрылымында сұрақ-жауап алу кезінде белсенділіктері ескеріліп бағаланады.