Методические рекомендации к выполнению курсового проекта по МДК 0302. «Контроль соответствия качества деталей требованиям технической документации»
Методические рекомендации к выполнению курсового проекта по МДК 0302. «Контроль соответствия качества деталей требованиям технической документации»
Курсовое проектирование по МДК 03.02 «Контроль соответствия качества деталей требования технической документации» является частью курсового проекта по профессиональному модулю ПМ 03 «Участие во внедрении технологических процессов изготовления деталей машин и осуществление технического контроля».
Целью выполнения курсового проекта является закрепление учебного материала, проверка способностей студентов самостоятельно выполнить расчёт специального мерительного инструмента и способов его применения для повышения качества выпускаемой продукции и совершенствования систем управления качеством.
В процессе выполнения курсового проекта студенты приобретают навыки пользования технической и справочной литературы, развивают умение вести вычислительную работу.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Методические рекомендации к выполнению курсового проекта по МДК 0302. «Контроль соответствия качества деталей требованиям технической документации» »
Министерство образования и науки Челябинской области
В современных условиях метрологическое обеспечение – это комплекс научных и технических средств, правил и норм необходимых для достижения единства и требуемой точности измерений в соответствии требований стандартов.
Калибры являются одним из старейших средств контроля размеров детали.
Принцип предельных калибров в последующие годы получил всеобщее признание, а сами калибры широкое распространение. Для контроля отверстий и валов применяют предельные пробки и скобы. Контроль калибрами относится к комплексному методу контроля.
Курсовое проектирование по МДК 03.02 «Контроль соответствия качества деталей требования технической документации» является частью курсового проекта по профессиональному модулю ПМ 03 «Участие во внедрении технологических процессов изготовления деталей машин и осуществление технического контроля».
Курсовой проект является самостоятельным расчётноконструкторской работой студента, предусмотренной учебным планом.
Выполнение курсового проекта является важнейшим компонентном профессионального обучения студентов.
Целью выполнения курсового проекта является закрепление учебного материала, проверка способностей студентов самостоятельно выполнить расчёт специального мерительного инструмента и способов его применения для повышения качества выпускаемой продукции и совершенствования систем управления качеством.
В процессе выполнения курсового проекта студенты приобретают навыки пользования технической и справочной литературы, развивают умение вести вычислительную работу.
Выполнение курсового проекта является важнейшим компонентом профессионального обучения студентов.
Цель работы заключается в раскрытии последовательности расчёта специального мерительного инструмента, способов его применения для повышения качества выпускаемой продукции и совершенствования систем управления качеством.
Для достижения указанной цели поставлены следующие задачи:
1 Рассмотреть:
1.1 Основные положения систем обеспечения качества и их совершенствование
1.2 Модель «Петли качества»
1.3 Методы поверки и поверочные системы
2 Раскрыть особенности расчёта мерительного инструмента калибр – скобы и калибр – пробки
3 Установить классификацию калибров .
4 Изучить требования ЕСКД к оформлению пояснительной записки курсового проекта и к выполнению чертежей калибр – скобы и калибр – пробки, изучить условные обозначения калибров
В пособии изложены вопросы организации курсового проектирования требования к его содержанию, оформлению, приведены методические рекомендации для выполнения отдельных разделов проекта по МДК 03.02 «Контроль соответствия качества деталей к требованиям технической документации», профессионального модуля ПМ 03 «Участие во внедрении технологических процессов изготовления деталей машин и осуществление технического контроля» основной профессиональной образовательной программы по специальности СПО 151901 «Технология машиностроения»
1.2 Формируемые общие и профессиональные компетенции
При выполнение курсового проекта проверяется сформированность общих и профессиональных компетенций
Проверяемые результаты обучения:
Профессиональные и общие компетенции
Показатели оценки результата
ПК 2 Проводить контроль соответствия качества деталей требований технической документации
Оптимальность и эффективность выбора средств и методов контроля качества детали
ОК1 Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес
Демонстрация интереса к профессии в процессе учебной деятельности и на практике
Участие в мероприятиях, проводимых в рамках профессии, специальности
ОК2 Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач профессионального и личностного развития
Рациональность организаций в профессиональной деятельности выбора типовых методов и способов решения профессиональных задач, оценки их эффективности и качества
ОК3 Ориентироваться в условиях частой смены технологий профессиональной деятельности
Рациональность принятия решений в стандартных и не стандартных ситуациях
Правильный выбор способа решения проблемы в соответствии с заданными критериями
ОК 7 Брать на себя ответственность за результат выполнения заданий
Демонстрация ответственности за работу и ответственного отношения к результатам выполнения задания
ОК 9 Ориентироваться в условиях частой смены технологий в профессиональной деятельности
Целесообразность применения технологий в области профессиональной деятельности с учётом инноваций
Знания и умения, которые должны быть реализованы в процессе выполнения курсового проекта
При выполнении курсового проекта происходит освоение знания и умений в рамках формируемых профессиональных компетенций, соответствующих виду профессиональной деятельности
Код контролируемой
Знать
Уметь
Пункты задания курсового проекта
ПК 2 Проводить контроль соответствия качества деталей требований технической документации
Задание курсового проекта «Расчет и проектирование станочного приспособления».
Каждый студент индивидуально выбирает станочное приспособление для любой операции механической обработки заданной детали (исходными данными служат выдаваемый каждому студенту рабочий чертёж детали) и проектирует мерительный инструмент.
2 Требования к выполнению курсового проекта
Основные рекомендации для выполнения курсового проекта:
Обработку вопросов выполнения необходимых расчетов, в соответствии с заданием на проектирование, целесообразно производить параллельно с выполнением графических документов.
При выполнении курсового проекта необходимо строго соблюдать единую систему конструкторской и технологической документации, государственные стандарты, нормативные документы и рекомендации.
Графическую часть проекта выполнять на листах чертежной бумаги. Каждый документ, отдельный чертеж должен иметь рамку и основную надпись.
Критерии оценивания курсового проекта
1 «Отлично» выставляется за курсовой проект, в котором используется основная литература о проблеме, дано теоретическое обоснование и анализ передового опыта. Тема раскрыта полностью. Отработаны навыки самостоятельной работы с материалами по их обработке и структурированию. При оформлении соблюдены все требования ГОСТов ЕСКД
2 «Хорошо» выставляется за курсовой проект, в котором используется основная литература по проблеме. Дано теоретическое обоснование. Тема раскрыта полностью. Отработаны требования самостоятельной работы с материалами. При оформлении соблюдены все требования ГОСТов ЕСКД. Имеют место не точности в формулировках
3 «Удовлетворительно» во введении содержится лишь попытка обоснования выбора темы и актуальности, отсутствует чёткие формулировки, в расчётах допущены ошибки.
4 «Неудовлетворительно» отсутствует обоснование выбора темы и актуальности , расчеты выполнены с серьезными ошибками. Теоретический материал подобран поверхностно.
Основные этапы
Проектирование мерительного инструмента – творческий процесс.
Для него характерно определение последовательности выполнения.
На первом этапе конструирования студенты получают и анализируют исходные данные. Определяют технологическую целесообразность возможных вариантов конструкции мерительного инструмента для конкретных поверхностей.
На втором этапе, исходя из формы поверхности, выбирают: или калибр – скобы (рисунок 4), или калибр – пробку (рисунок 2).
На третьем этапе, пользуясь примером и соответствующими таблицами произвести расчёты (стр.5 – 9).
На четвёртом этапе, на основе полученных расчётов выполнить графическую часть: рабочий чертёж выбранного мерительного инструмента
Раздел: «Пояснительная записка» включает пункты: 2.7; 2.8; 2.9; 2.10; 2.14 пользуясь приложением осуществить подбор теоретического материала по структуре методических указаний по выполнению курсового проекта.
Пункт 2.12; 2.13 содержит примеры расчёта калибр – скобы и калибр – пробки для гладких цилиндрических соединений. Раздел графического часть проекта содержит : рабочий чертеж гладкого калибра.
Примеры чертежей представлены рисунок 2 пример обозначения исполнительных размеров калибр – пробки и рисунок 4 пример обозначения исполнительных размеров калибр – скобы.
3 Методические указания по оформлению курсового проекта
Пункт 2.12 ; 2.13 ; задание курсового проекта расчет калибров для гладких и цилиндрических соединений
-пример расчета калибра-скобы и калибра-пробки для гладких цилиндрических соединений.
При оформлении ПЗ курсового проекта соблюдать единые требования к оформлению текстовой документации ГОСТ 2105 – 95 ЕСКД.
Графическая часть курсового проекта: выполнения рабочего чертежа гладкого калибра.
-пример выполнения рабочего чертежа калибра-скобы представлен на рис.4,рабочий чертеж калибр - пробки представлен на рис.2
При выполнении рабочих чертежей соблюдать требования к выполнению рабочих чертежей ГОСТ 2109-73 ЕСКД технические требования заполнить в соответствии с требованиями ГОСТ 2316-68 ЕСКД.
4 Методические указания по выполнению курсового проекта
Методические рекомендации разработаны в помощь студентам при выполнении курсового проекта в рамках профессионального модуля ПМ.03.Участии во внедрении технологических процессов изготовления деталей и представляют собой указания по расчету и проектированию мерительного инструмента.
Задание К.П Расчет и проектирование станочного приспособления.
Пункт 2.7 Основные положения систем контроля качества
-цель создания систем контроля качества
-три направления построения систем контроля качества
-виды контроля и их краткая характеристика
-средства контроля и их выбор
Пункт 2.8 Совершенствование стандартизации систем обеспечения качества
-общепризнанные стандарты ИСО серии 9000
-необходимость наличия сертификата качества
-критерии оценки качества работы предприятия и конкретно для каждого работающего
Пункт 2.9 Модель «Петля качества» по ИСО 9000
- модель петли качества по ИСО 9000 и роль маркетинга
Пункт 2.10 Предельные калибры. Принцип действия и классификация
-история возникновения калибров
-принцип действия и классификация
-стандартные условные обозначения калибров
Пункт 2.14 Проверка калибров
-характеризовать 4 метода поверки средств измерения
5 Примеры расчета калибров для гладких цилиндрических соединении
Контроль гладких цилиндрических соединений осуществляется калибрами: валов – калибрами-скобами проходными и непроходными; отверстий – калибрами-пробками проходными и непроходными.
Номинальным размером для проходного размера калибра-скобы является наибольший предельный размер вала, для непроходного – наименьший предельный размер вала.
Номинальным размером для проходного размера калибра-пробки является наименьший предельный размер отверстия, для непроходного – наибольший предельный размер отверстия.
Контроль калибрами относится к комплексному методу контроля.
Пункт 2.11 задания КП «Расчет калибров для гладких цилиндрических соединений» представлен в методических рекомендациях в виде пункта 5.
Примеры расчета калибров для гладких цилиндрических соединений Конкретно:
Пункт 5.1 пример расчета калибр – пробки
Пункт 5.2 пример расчета калибр – скобы
5.1 Расчет калибров-пробки
Контроль отверстия 46 Н7 осуществляется с помощью предельных калибров-пробок. Расчет исполнительных размеров пробок производится по предельным размерам отверстия. По ГОСТ 25347-82 определяют верхнее и нижнее отклонения 46 Н7:
верхнее отклонение отверстия ЕS = 25 мкм;
нижнее отклонение отверстия EI = 0 мкм.
Наибольший размер отверстия :
D= D+ ES= 46 + 0,025 = 46,025мм.
Наименьший предельный размер отверстия:
D= D+ EI = 46 + 0 = 46 мм.
Допуски калибров определяют по ГОСТ 24853-81.
Z = 3,5 мкм – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера отверстия;
Н = 4 мкм – допуск на изготовление калибров для отверстия;
Y = 3 мкм – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия.
В качестве исполнительного размера калибра-пробки берется наибольший предельный размер его с отрицательным отклонением, равным допуску на изготовление калибра.
Наибольший предельный размер ПР – проходного калибра-пробки
d= D+ Z – = 46 + 0,0035 – 0,002 = 46,0055 мм.
Исполнительный размер проходного калибра-пробки 46,0055–0,004.
Наибольший предельный размер НЕ для непроходного калибра-пробки
d= D+ = 46,025 +0,002 = 46,027 мм.
Исполнительный размер непроходного калибра-пробки 32,027 –0,004.
Размер изношенного проходного калибра пробки:
d=D – Y= 46 – 0,003 = 45,997 мм.
Таблица 1 – Допуски и отклонения гладких калибров ГОСТ 24853-81
Квалитеты допусков изделий
Обозначение
Интервалы размеров, мм
Допуск на форму калибра
Свыше 10 до 18
Свыше 18 до 30
Свыше 30 до 50
Свыше 50 до 80
Свыше 80 до 120
Свыше 120 до 180
Свыше 180 до 250
мкм
6
Z
Y
Z1
Y1
H
H1
2
1,5
2,5
2
2
3
2
1,5
3
3
2,5
4
2,5
2
3,5
3
2,5
4
2,5
2
4
3
3
5
3
3
5
4
4
6
4
3
6
4
5
8
5
4
7
5
7
10
IT1
IT2
7
Z, Z1
Y, Y1
H, H1
2,5
2
3
3
3
4
3,5
3
4
4
3
5
5
4
6
6
4
8
7
6
10
IT2
8
Z, Z1
Y, Y1
H
H1
4
4
3
5
5
4
4
6
6
5
4
7
7
5
5
8
8
6
6
10
9
6
8
12
12
7
10
14
IT2
IT3
9
Z, Z1
Y, Y1
H
H1
8
0
3
5
9
0
4
6
11
0
4
7
13
0
5
8
15
0
6
10
18
0
8
12
21
0
10
14
IT2
IT3
10
Z, Z1
Y, Y1
H
H1
8
0
3
5
9
0
4
6
11
0
4
7
13
0
5
8
15
0
6
10
18
0
8
12
24
0
10
14
IT2
IT3
11
Z, Z1
Y, Y1
H, H1
16
0
8
19
0
9
22
0
11
25
0
13
28
0
15
32
0
18
40
0
20
IT4
12
Z, Z1
Y, Y1
H, H1
16
0
8
19
0
9
22
0
11
25
0
13
28
0
15
32
0
18
45
0
20
IT4
На рисунке 1 показана схема расположения полей допусков проходных и непроходных калибров-пробок относительно поля допуска отверстия и его номинального размера.
Правила маркировки гладких калибров оговорены ГОСТ 2015-84. На нерабочей поверхности калибра ставится номинальный размер проверяемой детали, обозначение ее поля допуска, числовые величины предельных отклонений проверяемой детали, обозначение назначения калибра (например, ПР, НЕ, К-И и т.п.). У пробок с ручками маркировка должна быть нанесена и на ручке. Выносная линия с точкой от места нанесения маркировки оканчивается за контуром детали знаком маркировки – окружностью диаметром 10…15 мм. Внутри знака указывается номер пункта в технических требованиях, в котором приведены указания о маркировке. Конструкция калибра-пробки приведена на рис. 2. Конструкционные особенности можно узнать справочниках или из таблиц приведенных в методическом пособие «Метрология».
Рисунок 2 – Пример обозначения исполнительных
размеров калибра-пробки
5.2 Расчет калибра-скобы
Расчет калибров производится для соединения с натягом или по переходной посадке. Контроль деталей по размеру 46 s6 в массовом и серийном производствах осуществляется с помощью предельных калибров-скоб. Расчет исполнительных размеров производится по предельным значениям вала. По ГОСТ 25347-82 определяют верхнее и нижнее отклонения, а также наибольший предельный размер вала и наименьший предельный размер вала 46 s7.
Верхнее отклонение вала e = +62 мкм, нижнее отклонение вала е = +43 мкм. Определим наибольший предельный размер вала и наименьший предельный размер вала:
d = d+ es = 46 + 0,062 = 46,062 мм.
d= d+ еi = 46 + 0,043= 46,043 мм.
Допуски размеров калибра-скобы определяют по ГОСТ 24853-81 (см. табл.2):
Z1= 3,5 мкм – отклонение середины поля допуска на изготовление проходного калибра, для вала относительно наибольшего предельного размера вала;
Н1 = 4 мкм – допуск на изготовление калибров для вала;
Y1 = 3 мкм – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия.
В качестве исполнительного размера скобы берется наименьший предельный размер ее положительным отклонением, равный допуску на изготовление калибра.
Наименьший предельный размер ПР стороны калибра-скобы
dminПР= dmax–Z1– = 46,062– 0,0035 –0,002 = 46,0565 мм.
Наименьший предельный размер НЕ стороны калибра-скобы
dminНЕ =dmin– = 46,043 – 0,002 = 46,041 мм.
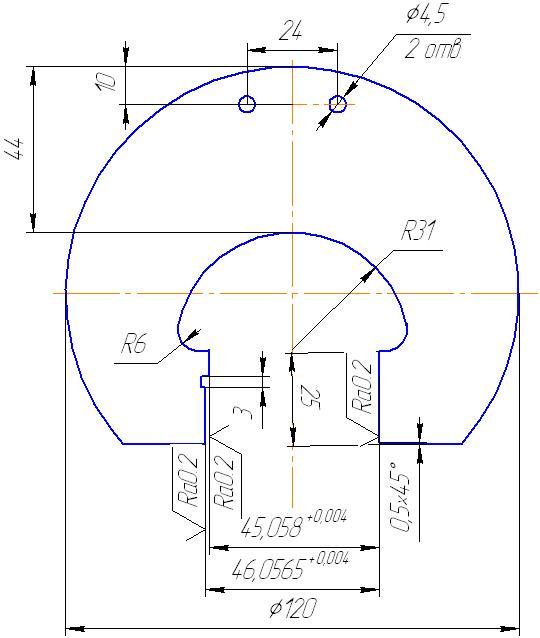
Исполнительный размер ПР стороны калибра-скобы, который ставится на чертеже калибра, равен 46,0565+0,004 мм.
Исполнительный размер НЕ стороны калибра-скобы, 45,058+0,004 мм.
Размер изношенного калибра-скобы
d изнПР = dmax + Y1 = 46,062 – 0,003 = 45,059 мм.
Построим схему расположения полей допусков проходных и непроходных калибров-скоб относительно поля допуска вала и его номинального размера (рис. 3).
По конструкции калибры-скобы могут быть скобы листовые односторонние и двухсторонние для диаметров от 3 мм до 10 мм; двухсторонние со сменными губками для диаметров свыше 100 мм; скобы регулируемые двухпредельные для диаметров свыше 300 мм. Их конструктивные размеры можно узнать как из справочников так и из методических пособий. Пример калибр-скобы приведен на рис. 4.
Рисунок 4 – Пример обозначения исполнительных
размеров калибра-скобы
Литература
1 Анурьев В.И. Справочник конструктора-машиностроителя: в 3-х томах. – М.: Машиностроение, 2003.
2 Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин. – М.: Высшая школа, 2004.
3 Мягков В.Д. Допуски и посадки: Справочник: в 2-х томах. – М., Л.: Машиностроение, 1978, 2001.
4 Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. – М.: Машиностроение, 1995.
5. Никифоров А.Д., Бакиев Т.А. Метрология, стандартизация и сертификация – М.: Высшая школа, 2008.
6 Кускова М.В. Курсовое и Дипломное проектирование общие требования к содержанию и оформлению Методическое пособие КРМТ 2014-04-12
7 Федеральный Государственный образовательный стандарт для специальностей среднего профессионального образования для специальности 151901 «Технология машиностроения»
Приложение А
Рекомендовано использовать при подборе теоретического материала курсовой работы в рамках профессионального модуля ПМ03 «Участие во внедрении технологических процессов изготовления деталей»
пунктов ПЗ – 2.7; 2.8; 2.9; 2.10; 2.14.
1 Основные положения систем контроля качества
Для существенного повышения эффективности всего общественного производства и обеспечения функционирования систем управления качеством продукции разрабатывают системы контроля качества. Целью создания систем контроля качества является внедрение в промышленность единых объективных методов и средств контроля, алгоритмизация всех способов и видов контроля с дальнейшей их автоматизацией и переходом на автоматизированную систему контроля качества в общей автоматизированной системе управления качеством. Системы контроля качества изделий машиностроения строятся на тех же принципах , что и системы управления качеством продукции.
Задачами систем является проверка установления и обеспечения соответствия
проектно-конструкторских разработок требованиям современного технического уровня;
процесса изготовления изделий требованиям конструкторской и технологической документации;
обеспеченности организационно-технического уровня производства требованиям проектно-конструкторской организации;
уровня качества продукции установленным требованиям;
качества технического обслуживания и ремонта изделий требованиям нормативно-технической документации;
качества выполнения исполнителями возложенных на них обязанностей установленным требованиям.
Объектом системы контроля качества является общественный процесс производства, состоящий из следующих составных частей:
труд людей, которые осуществляют процесс производства;
средства труда, т.е. все совокупность применяемого оборудования, оснастки , инструмента, производственных сооружений;
предметы труда, т.е. все изготавливаемая и выпускаемая продукция на различных стадиях ее создания, производства, эксплуатации и ремонта.
Построение систем контроля качества необходимо рассматривать в трех направлениях , в которых строятся системы , подсистемы, части подсистем, элементы частей и т.д. ,образующие иерархические уровни:
первое направление (по вертикали) - уровни функционирования системы: государственный, отраслевой и уровень предприятия;
второе направление (по горизонтали) - организационно-технические проблемы :состав, структура и функциональная связь служб контроля, объекты, виды, методы и средства контроля и регулирования производства;
третье направление - этапы: проектирование, изготовление, эксплуатация и ремонт.
Подсистемой системы контроля качества на этапе производства является система технического контроля - совокупность средств контроля и исполнителей, взаимодействующих с объектом контроля по правилам, установленным соответствующей документацией.
Виды контроля качества продукции. НТД определяет вид контроля как классификационную группировку контроля по определенному признаку. Многообразие контроля качества продукции привело к ее систематизации.
В зависимости от возможности использования проконтролированной продукции различают разрушающий контроль и неразрушающий контроль.
Разрушающий контроль делает продукцию непригодной к дальнейшему использованию.
В зависимости от объема контролируемого материала различают сплошной контроль , при котором контролируются все единицы продукции , и выборочный контроль, при котором контролируется относительно небольшое количество единиц продукции из совокупности, к которой она принадлежит. Выборочный контроль, процедуры и правила которого основаны на законах математической статистики, называется статистическим контролем качества продукции.
Различают ККП для решения ее годности и приемки - приемочный контроль (не обязательно готовой продукции) и ККП для оценки состояния технологических процессов. Последний вид контроля является статистическим и называется статистическим регулированием технологических процессов.
Контроль может быть активным и пассивным. При активном контроле принимаются решения по улучшению качества продукции, при пассивном контроле только фиксируется брак.
В зависимости от места ККП в процессе ее изготовления различают входной контроль, операционный контроль, контроль готовой продукции, иногда именуемый финишным. Входной контроль не является обязательным, но в ряде случаев он необходим; используется перед запуском продукции в производство.
Важное значение имеет операционный контроль. Своевременное выявление брака на операциях позволяет исключить пропуск его потребителю и направлено на повышение эффективности производства. Несколько особое место среди перечисленных видов контроля занимают инспекционный и летучий контроль. Инспекционный контроль - это контроль уже проконтролированной продукции , из которой исключен обнаруженный брак. Летучий контроль также носит инспекционный характер.
В зависимости от средств получения информации о показателях качества различают визуальный, органолептический и инструментальный контроль.
Средства контроля (СК) - это техническое устройство для проведения контроля. СК и их характеристики должны быть указаны в стандартах на правила приемки и методы контроля.
Многообразие СК требует определенной классификации. В основу такой классификации положены следующие признаки: по средству получения информации, по требованию к контролируемому параметру, по точности СК, по конструкции СК.
Наиболее совершенный вид контроля – инструментальный - осуществляется с помощью всевозможных средств измерений, являющихся в этом случае СК.
Контроль функционирования ряда технических устройств принято считать испытаниями ( четко различая в понятиях контроль и испытания для широкой области условий нет). В этом случае СК отождествляются со средствами испытаний.
Результаты контроля и принимаемые по ним решения существенно зависят от точности СК. Точность традиционных средств измерений, применяемых в качестве СК, обычно характеризуется предельной погрешностью. Эта погрешность представляет допустимое отклонение результата измерения от истинного значения измеряемой величины, за которое принимается результат измерений той же величины, полученной эталоном.
При выборе СК важное значение имеет обоснование требования к их точности. Характер конструкции СК в значительной степени определяется видом контролируемого параметра: линейно-угловой весовой, тепловой, электрический, механический и др. Многообразие конструкции СК может быть представлено автоматизированными и неавтоматизированными , переносными и стационарными, универсальными и специальными и т.д.
Планы контроля. Согласно ГОСТ 15895-77,планом контроля (ПК) называется совокупность данных о виде контроля, объемах контролируемой партии продукции , выборок или проб, о контрольных нормативах и решающих правилах. В соответствии с ГОСТ 23853-79 ПК включаются в стандарты на правила приемки продукции, методы контроля и документацию на технологию контрольных операций.
ПК устанавливается в процессе разработки технологии контрольных операций, а также других документов по контролю качества продукции.
2 Совершенствование стандартизации систем обеспечения качества.
На сегодняшний день стандарты ИСО серии 9000 признаны практически всеми странами мира, приняты в качестве национальных и внедрены множеством фирм. Отсутствие сертификата на систему качества все в большей степени становится главным предприятием выхода компании на внешний рынок. Транснациональные компании требуют от субпоставщиков обязательного внедрения на их производственных предприятиях международных стандартов ИСО серии 9000.
О распространении в мире этих стандартов свидетельствуют цифры, характеризующие динамику сертификации систем качества на соответствие их требованиям. Так, если в 1993г. в мире было сертифицировано около 50 000 систем, в 1995- 100 000, то к началу 1997- 250 000.
Осознав, что получение сертификата на систему качества стало хотя и не вполне достаточным, но весьма необходимым условием цивилизованного существования в современном мире, российские предприятия также внедряют стандарты ИСО серии 9000. Правда. Их пока всего 40. Причин такого отставания, по мнению специалистов, несколько. Во-первых, еще явно заметен на предприятиях «след», оставленный прежней отечественной экономикой, как в понимании качества, так и в методах управления. Современные подходы к управлению качеством, да и сама концепция этого понятия, связанная с рыночной экономикой, не сразу осознается руководителями предприятий. Те немногие предприятия, которые внедрили стандарты ИСО серии 9000 и получили сертификаты на систему качества, как правило, так или иначе вынуждены были это сделать под давлением зарубежных партнеров, т.е. это участники внешнеэкономической деятельности. Во-вторых, внедрение и сертификация системы качества- дело дорогостоящее и в сегодняшних условиях не по карману многим российским предприятиям.
Конечно, есть и другие причины, характерные для каждого предприятия в отдельности. По всей видимости, требуется эффективное стимулирование участников хозяйственной к внедрению международных стандартов и системы качества. Прежде всего это учреждение премии РФ за качество. Премия за качество существует на международном, региональном, национальном и корпоративном уровне. Среди критиков оценки предприятия- претендента- состояние функционирующей системы управления качеством продукции. Для России это новый вид деятельности в области государственного регулирования качества продукции, и положение о премии за качество создавалось на базе накопленного международного опыта.
Предприятие должно знать критерии оценки его работы. В этом плане достоин внимания опыт США, где в конкурсе на национальную премию за качество ежегодно участвуют более 100 предприятий, а брошюра с перечнем
критерий оценки расходится тиражом 200 000 экземпляров. Оказалось, что предприятия, не участвующие в конкурсе, стремятся узнать критерии и использовать их для самооценки. Это дает возможность предприятия не только оценить себя, но и сравниться с лидерами. Такая самооценка стала на столько популярной, что многие фирмы давно требуют от субподрядчиков не только сертификат на систему качества, но и доказательства применения ими механизма самооценки.
Стандартизация системы качества должна превращаться в формальность, иначе она станет препятствием на пути совершенствованию управления качеством из предприятий.
Особенно актуально признано некоторое ослабление жесткой формализации отдельных правил и процедур в управлении качеством, необходимых для получения сертификата соответствия на систему качества. Важно, чтобы предприятие (фирмы), которая приняла решение о внедрении системы управления качеством, осознала, что следует делать, на вопрос о том, как это делать должно решить руководство. Зарубежные специалисты отмечают, что фирмы, выбравшие стандарт ИСО 9001 из чисто формальных соображений, чтобы «помахать листком бумаги перед потребителем», разделяют мнение тех, кто не читает стандарты ИСО серии 9000 гарантией высокого качества. Но если фирма выбирает этот комплекс нормативных документов по стратегическим соображениям, то она рассматривает систему управления качеством как средство для совершенствования не только продукции, но и всей своей деятельности. И сторонников такой идеи большинство.
Практика показала целесообразность дальнейшего совершенствования стандартов ИСО серии 9000 их конкретизации и даже некоторого упрощения изложения. Технический комитет ИСО, занимающийся этой проблемой, свою концепцию обновления стандартов связывает из более полной интеграции составляющих системы обеспечения качества с системой общего управления организацией. здесь затрагиваются и стандарты ИСО серии 10 000. связанные с технологией обеспечения качества.
В новую редакцию стандартов предполагается включить восемь прицепов управления качеством, которые определены техническим комитетом:
Организационная структура, установленная в соответствии с требованиями потребителя;
Руководство персоналом;
Ориентация процесса;
Системный подход к управлению;
Постоянное совершенствование;
Фактический подход к принятию решений;
Взаимовыгодные отношения с субпоставщиками;
Эти принципы по существу являются правилами по управлению качеством с учетом его постоянного совершенствования. От того в какой степени фирме удается удовлетворить его требования, зависит ее успех на второе место поставлены люди, создающие товар, а, как видим, не технология, поэтому большая роль отводится обучению, поощрению и активному участию персонала в процессе удовлетворения потребительских предпочтений.
Стандартизация систем качества стимулирует четкую организацию
работы предприятия по улучшению качества, но при этом стандарты должны признавать возможность нововведений, способствующих повышению качества продукции и совершенствованию самих систем, т.е. признавать новые составляющие системы «законными» и не препятствующие ее сертификации.
С 1997г стандарт QS 9000 объявлен обязательным для всех субпоставщиков, указанных выше восьми компании и будет обязательным для всех, кто к нему присоединится. Стандарт быстро вышел за границы отраслевого и его популярность, и принятие расширяются в США, к нему проявляется интерес и в других странах. Так, некоторые европейские, японские и корейские автомобильные компании объявили о своем интересе к QS 9000 и ориентации на него.
Все это говорит о дальнейшем развитии стандартизации в области системного управления качеством продукции.
Система обеспечения качества разрабатывается и внедряется на предприятии после формирования и документального оформления политики руководства предприятия в области качества.
Особенность современной системы управления качеством, как это следует из стандартов ИСО 9000, состоит в направленности на обеспечение качества конкретной продукции. Поэтому на предприятии, выпускающем несколько видов продукции, должны существовать подсистемы, различающиеся теми или иными элементами.
Система обеспечения качества должна действовать на всех стадиях петли качества, причем по характеру воздействия в системе могут быть установлены три направления: обеспечение качества, управление качеством и улучшение качества.
В стандарте ИСО 9004 подчеркивается, что «философия» качества предполагает следующее: система качества должна так работать, чтобы предупреждать проблемы, а не выявлять их после возникновения.
Управление качеством- деятельность, носящая оперативный характер. Это воздействие на процессы, выявление несоответствий на всех стадиях петли качества и устранения их, а также причин этих отклонений.
Улучшения качества- заключается в постоянной работе по повышению технологического уровня, качества изготовления продукции, улучшению условий производства, совершенствованию системы обеспечения качества.
Учитывая актуальность этой проблемы и накопленный определенный опыт в мировой практике, Международной организацией по стандартизации (ИСО) разработала в качестве приложения в стандарту ИСО 9004 документ «Улучшения качества. Общее руководство.»
Целью постоянного улучшения качества должно быть повышение степени соответствия товара требованиями потребителя, создание новой модификации товара в расчете на новый рыночный сегмент и т.п., что в конечном итоге способствует укреплению конкурентных позиций фирм.
Все описанные выше особенности современных методов управления качеством продукции, воплощенных в международных стандартах ИСО 9000,
необходимо учитывать российским предприятием при внедрении или совершенствовании действующей системы качества.
Следовательно, перед отечественными предприятиями стоит нелегкая задача- воплотить в жизнь положения ИСО 9000.
Политика предприятия в области обеспечения качества оформляется документально и может быть представлена в виде отдельного документа либо в стандарте предприятия «Улучшения качества. Общее руководство». Допускаются и другие формы. Например, инструкция для работника основного производства включает следующие положения.
«…выполнять операции в строгом соответствии с технологическим процессом, контролировать в соответствии с установленным для него планом контроля качества производимой им продукции или технологического процесса»;
Вести контрольную карту;
Помещать в специальное место продукцию, произведенную с дефектом;
Приостанавливать производство в случае, если по условиям производства продукция не может быть изготовлена без дефектов;
Информировать бригадира (мастера)о дефектной продукции и неудовлетворительных условиях производства;
Проводить профилактику оборудования в начале смены и контрольные измерения первых изделий после проведения профилактики и др.»
Разработка документа, устанавливающего степень ответственности за выполнение работ, связанных с качеством, необходима для создания на предприятии системы стимулирования персонала за высокое качество продукции.
3 Модель "Петли качества"
Стандарты ИСО серии 9000 и серии 14 000 согласованы для улучшения совместимости их в интересах сообщества пользователей.
Практика конкурентоспособных зарубежных фирм показывает, что качественный товар, соответствующий запросам покупателей, может быть изготовлен лишь с учетом комплексного исследования рынка, и этот опыт воплощен в стандарте "петля качества" - начинается маркетингом заканчивается маркетингом..
Система обеспечения качества складывается из мер и действий, которые распространяются на все стадии петли качества. Организационная структура системы управления качеством включается в общий процесс деятельности фирмы.
В современных условиях метрологическое обеспечение - это комплекс научных и технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерений в соответствии с требованиями стандартов. Метрологическое обеспечение наиболее эффективно решает стоящие перед ней задачи в тесной взаимосвязи с решением всех задач в рамках стандартизации. Эта взаимосвязь, с одной стороны, обусловлена тем, что развитие общественного производства невозможно без достоверных и сопоставимых данных о характеристиках стандартизуемых объектов, а получение таких характеристик , в свою очередь, не может быть достигнуто без обеспечения единства и требуемой точности измерений. С другой стороны, сколько-нибудь эффективное метрологическое обеспечение невозможно без комплекса стандартизированных норм, правил и положений в этой области. Стандартизация пронизывает все основные виды деятельности в сфере метрологического обеспечения. Она создает основную предпосылку для обеспечения единства и требуемой точности измерений. Более того, общие правила и нормы метрологического обеспечения устанавливаются стандартами Государственной системы обеспечения единства измерений (ГСИ). Эта область стандартизации быстро развивается. Утверждено и действует более 350 государственных стандартов данной системы.
4 Предельные калибры, принцип действия и классификация
Калибры являются одним из старейших средств контроля размеров деталей. В классификации измерительных средств калибры стоят как-то особняком в системе других средств и методов измерения. Это объясняется тем, что в результате сопоставления их с объектом, требующим определения (измерения), не получается (не образуется), как в других измерительных инструментах или приборах, численного значения параметров (размера) объекта измерения.
В некоторой степени калибры представляют собой прототипы –образцы сопрягаемой детали (во всяком случае, так было раньше) и, таким образом, не служат для измерения, а употребляются для сравнения, сопоставления с контролируемой деталью.
В результате этого процесса можно только установить, что требования выдержаны (деталь признается годной) или не выдержаны (деталь признается бракованной). На сколько размеры детали уклоняются от чертежа или какое числовое значение имеют в пределах поля допуска, сказать нельзя.
Способ контроля деталей с помощью предельных калибров принципиально отличен от способа их контроля нормальными калибрами.
Принцип действия предельных калибров заключается в том, что, если пробка, имеющая минимальный размер отверстия свободно (без усилий) входит в него, то отверстие во всех своих точках больше своего минимального размера. Такая пробка называется проходной пробкой (или проходной стороной предельной пробки).
При контроле отверстий полная круглая непроходная пробка не обеспечивает условия вписывания одной поверхности в другую и следует применять неполную (плоскую) пробку. При контроле валов плоская проходная скоба не обеспечивает условия, при котором все точки вала на некоторой длине l вписывается всеми своими точками в цилиндр.
Принцип предельных калибров в последующие годы получил всеобщее признание, а сами калибры – широкое распространение. Оказалось, что этот принцип можно использовать для контроля всех встречающихся в практике машиностроения и приборостроения видов поверхностей и их взаимного расположения относительно друг друга (координирующие размеры).
Для контроля отверстий и валов применяют предельные пробки и скобы.
Измерительные части калибров должны изготовляться из инструментальной легированной (Х или ХГ), углеродистой (У10А и У12А), шарикоподшипниковой (ШХ-15), или цементуемой углеродистой (15 и 20), сталей.
Калибры используются рабочими, заводскими контролерами и приемщиками заказчика. Они в процессе эксплуатации изнашиваются (истираются рабочие поверхности), а потому их годность должна контролироваться. Контроль осуществляется с помощью так называемых контрольных калибров(контркалибров). Контркалибры применяют только для скоб.
Стандартом установлены следующие условные обозначения:
Р – ПР - (или ПР)- рабочие проходные калибры;
Р – НЕ - (или НЕ) – рабочие непроходные калибры;
П – ПР - приемные проходные калибры;
П – НЕ - приемные непроходные калибры;
К – РП - контркалибры для рабочих проходных новых скоб;
К – НЕ - контркалибры для рабочих непроходных новых скоб;
К – И – контркалибры для контроля износа рабочих проходных скоб;
Проходные рабочие калибры (пробки и скобы) в процессе эксплуатации изнашиваются и размеры их изменяются .
В следствие этого введен допуск на износ. Рабочие калибры (Р-ПР, Р-НЕ) используются рабочими и контролерами. Рабочие получают новые калибры, а контролеры – частично изношенные. В этом случае деталь, признанная годной по калибрам рабочего, будет годной и по калибрам контролера.
6 Методы поверки (калибровки) и поверочные схемы
Допускается применение четырёх методов поверки (калибровки) средств измерений:
Непосредственное сличение с эталоном;
Сличение с помощью компаратора;
Прямые измерения величины;
Косвенные измерения величины;
Метод непосредственного сличенияповеряемого (калибруемого) средства измерения с эталоном соответствующего разряда широко применяется для различных средств измерений в таких областях, как электрические и магнитные измерения для определения напряжения, частоты и силы тока. В основе метода лежит ведение одновременных измерений одной и той же физической величины поверхностным (калибруемым) и эталонным приборами. При этом определяют погрешность как разницу показаний поверяемого и эталонного средств измерений, принятого показания эталона за действительное значение величины. Достоинства этого метода в его простоте, наглядности, возможности применения автоматической поверки (калибровки), отсутствии потребности в сложном оборудовании.
Для второго метода необходим компаратор прибор сравнения, с помощью которого сличаются поверяемые ( калибруемые) и эталонное средства измерения .Потребность в компараторе возникает при невозможности сравнения показаний приборов, измеряющих одну и туже величину. Например, двух вольтметров, один из которых пригоден для постоянного тока, а другой – переменный. В подобных случаях в схему поверки (калибровки) вводится промежуточное звено- компаратор. Для проведённого примера потребуется потенциометр. Который и будет компаратором. На практике компаратором может служить как средство измерения, если оно одинаково реагирует на сигналы поверяемого (калибруемого), так и эталонного измерительного прибора. Достоинством данного метода специалисты считают последовательное во времени сравнение двух величин.
Метод прямых измерений применяется, когда имеется возможность сличить испытуемый прибор с эталонным в определённых пределах измерений. В целях принцип этого метода аналогичен методу непосредственного сличения, но методом прямых измерений производится сличение на всех числовых отметках этого диапазона (и под диапазонов, если они имеются в приборе). Метод прямых измерений применяют, например, для поверки или калибровки вольтметров постоянного электрического тока.
Метод косвенных измеренийприменяется, когда действительные значения измеряемых величин невозможно определить прямыми измерениями либо когда косвенные измерения оказываются более точными, чем прямые. Этим методом определяют вначале не искомую характеристику, а другие, связанные с ней определённой зависимостью.