В данном уроке подробно рассмотрена технология нанесения наружного трехслойного антикоррозионного покрытия для стальных труб. Требования к качеству продукции со стороны потребителя непрерывно растут. Следовательно, главной задачей трубных предприятий и металлургических комбинатов, для обеспечения устойчивых позиций на рынке сбыта отечественной трубной продукции, является повышение ее конкурентоспособности.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
ТЕХНОЛОГИЯ НАНЕСЕНИЯ НАРУЖНОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«ТЕХНОЛОГИЯ НАНЕСЕНИЯ НАРУЖНОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ»
Тема урока: ТЕХНОЛОГИЯ НАНЕСЕНИЯ НАРУЖНОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ.
Цель урока: Подробно рассмотреть технологию нанесения наружного трехслойного антикоррозионного покрытия. Также изучить требования к трубам, подлежащим покрытию.
Метод урока: Лекция с элементами беседы.
План урока
Организационный момент.
Изучение нового материала.
Закрепление пройденного материала.
Подведение итогов урока.
Домашнее задание.
Ход урока
1) Организационный момент
- приветствие,
- проверка готовности учащихся к уроку,
- проверить явку,
- сообщить тему и цель урока.
2) Изучение нового материала
Требования к качеству продукции со стороны потребителя непрерывно растут. Следовательно, главной задачей трубных предприятий и металлургических комбинатов, для обеспечения устойчивых позиций на рынке сбыта отечественной трубной продукции, является повышение ее конкурентоспособности.
ТРЕБОВАНИЯ К ТРУБАМ, ПОДЛЕЖАЩИМ ПОКРЫТИЮ
Подлежащая изоляции наружная поверхность труб не должна иметь острых выступов, заусенец, брызг металла, шлака, очевидных поверхностных дефектов таких как вмятины, раковины, задиры и др. На поверхности труб допускаются зачистки металла шлифовальной машиной, не выводящие толщину стенки за пределы минусовых допусков. При невозможности устранения поверхностных дефектов трубы бракуются и не подлежат применению для нанесения покрытия.
На поверхности труб не должно быть масляных, жировых и других загрязнений.
При наличие на поверхности труб влаги или при температуре труб ниже 5°С должен производится их нагрев до температуры не менее, чем на 15°С превышающей точку росы.
Поверхность труб должна быть очищена от продуктов коррозии до шероховатости, установленной в ТУ (степени Sa 2½ по международному стандарту ISO 8501-1 и иметь шероховатость Rz 40-80 мкм).
Поверхность труб после очистки должна быть обеспылена и соответствовать эталонам.
Очищенная поверхность трубы подвергаются хроматированию. По согласованию с потребителем допускается поставка труб без хроматирующего слоя в случае обеспечения всех требований к покрытию настоящих технических условий.
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ НАНЕСЕНИЯ НАРУЖНОГО ТРЕХСЛОЙНОГО ПОКРЫТИЯ ТРУБЫ
1. Задача в производство.
При задаче труб контролёр ОТК проверяет соответствие размеров и маркировки труб требованиям заказа, состояние поверхности труб. Контролю подвергается каждая труба. На поверхности труб не должно быть жировых пятен, земли. Обнаруженные загрязнения удаляют с применением подходящих растворителей или промывкой перед проходной сушильной установкой, осуществляющей нагрев труб перед дробемётной очисткой.
При обнаружении отклонений размеров труб от требований заказа трубы в производство не задаются. При обнаружении отсутствия маркировки труб трубы складируются до установления, марки стали, номера партии, номера, веса, диаметра, толщины стенки трубы и в производство не задаются.
2. Нагрев труб перед дробемётной очисткой.
Для удаления влаги с поверхности трубу нагревают в проходной сушильной установке. Предварительный нагрев труб для удаления влаги – (50-80)°С.
3. Дробемётная очистка
Трубы обрабатываются в дробемётной установке мелкой металлической дробью с целью удаления окалины, ржавчины. Очистка должна быть до «почти белого металла» трубы.
4. Контроль качества очистки поверхности трубы
После дробемётной очистки поверхность трубы подвергается визуальному осмотру. Контролер ОТК визуально проверяет качество очистки трубы. Выявленные осмотром дефекты поверхности труб (заусенцы, расслоения, наплывы металла, сварной грат и т. п.) должны быть зашлифованы в пределах минимальной заданной толщины стенки. Если площадь зачищенной зоны превышает 10 см², труба направляется на повторную дробомётную обработку. На инспекционной площадке контролёр ОТК проверяет соответствие степени очистки поверхности (шероховатость, степень обеспыленности). При несоответствии степени очистки поверхности трубу возвращают на повторную дробемётную очистку.
5. Нанесение хромата
Нанесение хромата осуществляется на установке хроматирования путём пневматического прижима вращающейся щётки, смоченной хроматным раствором (обезжиривание поверхности трубы).
Установка снабжена смесителем, в котором смешивается правильное соотношение воды и хромата. Хроматная смесь нагнетается в резервуар. Из резервуара хромат подается в кабину нанесения с помощью насоса с регулируемой диафрагмой. В кабине нанесения хромат наносится на трубу вращающейся щеткой. Щетка пневматически прижимается к трубе. Разбрызганный или излишний хромат попадает на дно кабины и отсасывается в резервуар.
6. Нагрев труб после нанесения хромата
Нагрев трубы осуществляется в установке предварительного нагрева до температуры не более 80°С. Температуру поверхности трубы замеряет оператор с помощью пирометра излучения, переносного индикатора температур и заносит в агрегатный журнал установки нанесения эпоксидного праймера. Периодичность измерения температуры трубы – один раз в смену и после каждой остановки.
7. Индукционный нагрев трубы
Далее трубы по рольгангу подаются в индукционную установку для нагрева до температуры (220-240)°С. Температуру поверхности контролируют при выходе трубы из установки нагрева с помощью термоплавкого карандаша, переносного индикатора температуры, контактной термопары или пирометра излучения. Результаты измерений заносятся в агрегатный журнал каждый час. Значение температур нагрева, скорость трубы и время до нанесения адгезива уточняются по результатам проведения заводской «тестовой» изоляции и испытания качества покрытия (толщины покрытия, адгезии, ударной прочности и степени отверждения покрытия), подтверждающих оптимальное значение температур, линейной скорости трубы и времени от нанесения эпоксида до нанесения адгезива.
8. Нанесение эпоксидного праймера
Нанесение эпоксидного праймера (основа для полиэтилена, грунтовка) осуществляется распылением в электростатическом поле. Нанесение эпоксидной порошковой краски производится распылителями. Порошок просеивается через сита размером и проходит магнитную сепарацию. Расположение кабины и пистолетов-распылителей регулируют перемещением в зависимости от времени гелеобразования эпоксидного праймера и измеренных величин толщины эпоксидного слоя, полученных на тестовой трубе.
Оператор осуществляет контроль температуры после камеры нанесения эпоксидного праймера по показаниям стационарного пирометра излучения, показывающий прибор которого расположен на пульте управления, температура должна соответствовать (215-230)°С.
9. Нанесение клеевого слоя (адгезив)
Нанесение адгезионного слоя осуществляется спиральной намоткой экструдированной (полимерной) плёнки расплава клея с последующей прикаткой эластичным роликом. После нанесения эпоксидного праймера слой клея наносится через 13-20 секунд, что находится в пределах гелеобразования эпоксидного праймера, и соответствует рекомендациям производителям материала.
Экструдер — машина для формования пластичных материалов, путем придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент.
10. Нанесение полиэтиленового слоя покрытия
Нанесение полиэтиленового слоя осуществляется спиральной намоткой экструдированной плёнки расплава полиэтилена с последующей прикаткой эластичным роликом. Пленки адгезива и изолирующего материала наматываются на трубу с помощью роликов, которые направляют и прижимают пленки к поверхности трубы.
11. Охлаждение труб с покрытием
Трубы охлаждаются до температуры (40±10)°С путём мягкого распыления воды на наружную поверхность покрытия. Чтобы исключить ложное срабатывание дефектоскопа при контроле сплошности покрытия, перед дефектоскопом охлаждающая вода удаляется с поверхности труб сжатым воздухом.
12. Зачистка концов труб.
Длина очищенного участка должна находиться в диапазоне (150-0/+20) мм.
13. Контроль диэлектрической сплошности покрытия
Производится с целью выявления пор и постоянно осуществляется контролёром ОТК с помощью стационарного искрового дефектоскопа, который расположен после установки охлаждения труб. При прохождении трубы с дефектом покрытия через искровой дефектоскоп, подаётся звуковой и световой сигнал и участок покрытия с дефектом маркируется краской. Контролю сплошности подлежит вся наружная поверхность труб с покрытием за исключением не изолированных концевых участков и фасок. Покрытие не должно давать пробоя. Частота контроля – каждая труба. Контроль внешнего вида покрытия, длины не изолированных концов труб, угла перехода покрытия к телу трубы осуществляется контролёром ОТК на инспекционной площадке.
14. Контроль качества покрытия труб.
При внешнем осмотре покрытие должно представлять собой однородную поверхность чёрного цвета без пропусков, вздутий и отслоения покрытия от металла, допускается на поверхности полиэтиленового слоя наличие дефектов в виде «морщин», которые не нарушают целостность покрытия и не оказывают влияние на гарантируемые характеристики покрытия. Во внутренней поверхности труб не допускаются грязь, мусор, куски проволоки.
Контроль толщины покрытия, адгезии, ударной прочности и твёрдости по Шору осуществляется лаборантом в лаборатории покрытий. При не удовлетворительных результатах испытаний хотя бы по одному из показателей, по нему проводятся повторные испытание на удвоенном количестве труб, взятых из той же партии, одна труба до и одна труба после трубы с не удовлетворительным результатом испытаний. Труба, которая провалила испытания, должна быть забракована. В случае не удовлетворительных результатов повторных испытаний партия труб с покрытием должна быть отбракована. Покрытие с отбракованных труб должно быть снято и на трубы должно, быть заново нанесено покрытие.
15. Ремонт покрытия.
В случае несквозного повреждения полиэтиленового или клеевого слоя производится ремонт покрытия с помощью плавкого карандаша, ремонтного заполнителя или наложением заплат. Дефекты должны быть ограничены максимальным размером 50 см², допускаются минимально допустимое расстояние от дефекта до кромки покрытия 50 мм. Участки, подлежащие ремонту, должны быть очищены от неплотно прилегающего покрытия. Перед проведением ремонтных работ покрытия дефектный участок очищается от грязи, пыли, влаги, а при наличии масляных загрязнений обезжиривается с помощью ветоши, смоченной в органическом растворе (ацетоне). Острые кромки поврежденного покрытия обрезаются ножом. Перед нанесением материала ремонтируемый участок зачищается наждачной бумагой или напильником. Точечные повреждения наружного слоя (несквозные) ремонтируют с помощью плавящего карандаша, любые другие повреждение покрытия, доходящие до поверхности стали (включая проколы) должны быть отремонтированы заплатой или заполнителем и заплатой, которые подбираются по размеру дефекта.
16. Маркировка.
Маркировка наносится на внутреннюю поверхность трубы с конца противоположного месту нанесения основной маркировки прописными буквами жёлтой краской на расстоянии не более 500мм.
Технология нанесения антикоррозионного покрытия представлена на рисунке 1.
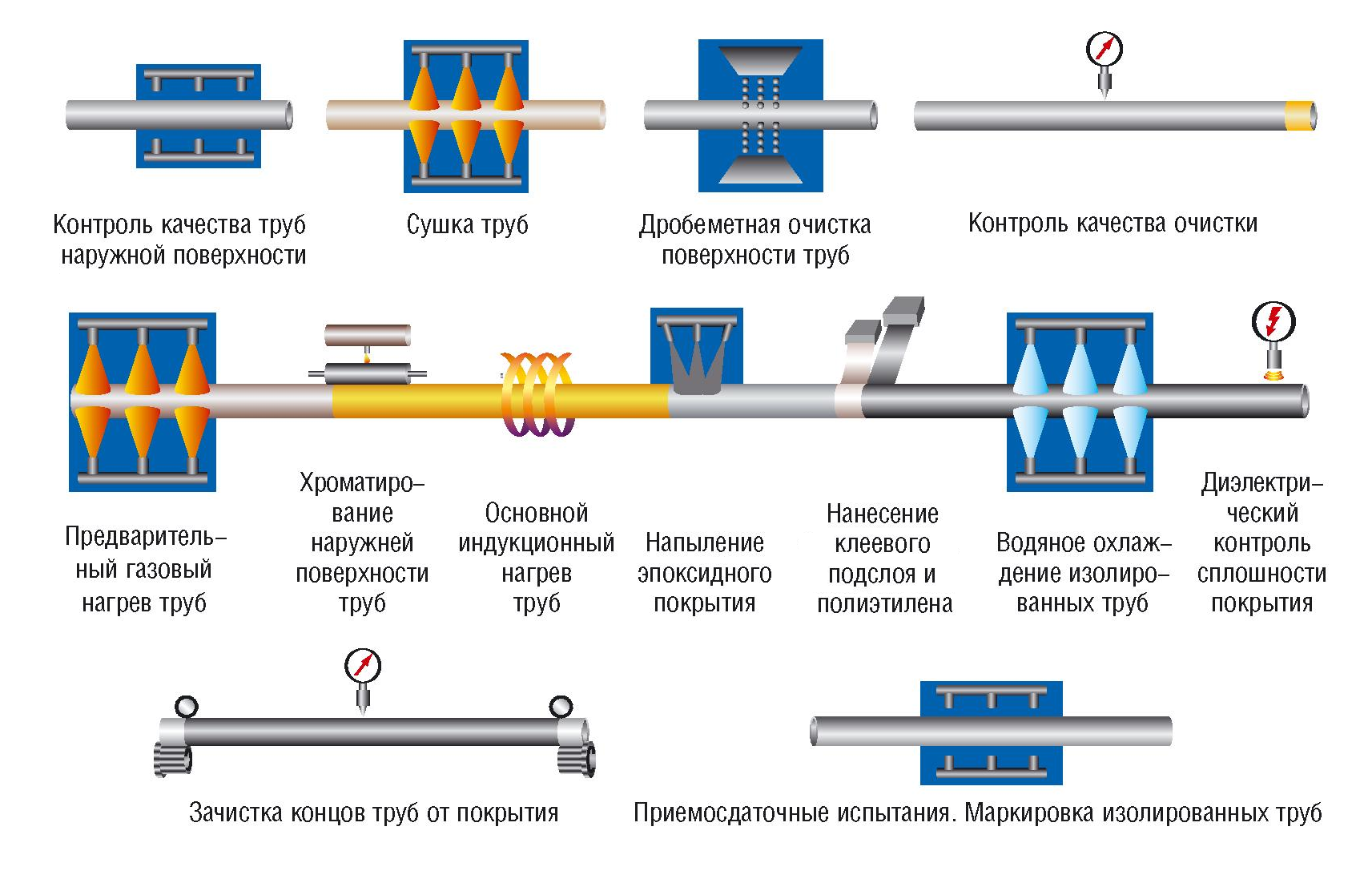
Рисунок 1 – Схема технологического процесса нанесения покрытия
3) Закрепление пройденного материала
Перечислите основные операции при нанесении покрытия.
Какие 3 слоя входят в состав покрытия?
Что такое адгезив?
4) Подведение итогов урока
Оценить работу учеников.
5) Домашнее задание
Конспект лекций.
4








Полезное для учителя




Распродажа видеоуроков!

1900 руб.
2930 руб.

2260 руб.
3480 руб.

1640 руб.
2530 руб.
1900 руб.
2930 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства