Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Методическая разработка практической работы «Выбор режима ручной сварки покрытыми электродами»






Просмотр содержимого документа
«Методическая разработка практической работы «Выбор режима ручной сварки покрытыми электродами»»
Методическая разработка практической работы
«Выбор режима ручной сварки покрытыми электродами» для обучающихся второго курса по МДК 02.01 «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом» по профессии среднего профессионального образования
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки))
Автор материала:
Дементенко Владимир Васильевич
преподаватель специальных дисциплин,
ОГАПОУ «Старооскольский агротехнологический техникум»
г. Старый Оскол
2016 г.
Цель работы: Ознакомиться с методикой расчета примерных режимов ручной сварки покрытыми электродами.
Порядок выполнения практического занятия:
1.Определить режимы сварки ГОСТ 5264-80
2.Определить длину сварочной ванны при ручной дуговой сварке,
3.Определить время пребывания металла в жидком состоянии по оси шва,
Решение:
Определение режимов сварки
При ручной дуговой сварке к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др.
Определение режима сварки обычно начинают с выбора диаметра электрода dЭ. Он выбирается в зависимости от толщины свариваемого металла д при сварке стыковых швов и от катета k при сварке угловых и тавровых соединений (см. табл.1).
Таблица 1. Зависимость диаметра электрода от толщины свариваемого листа
| Толщина листа, δ мм | 1- 2 | 3 | 4-5 | 6-10 | 10-15 | 16 – 20 | 20 |
| Катет шва k, мм | 2 | 3 | 4,5 | 5 | 6 – 8 | 16 | 20- |
| Диаметр электрода dэ, мм | 1,6-2,0 | 2,0-3,0 | 3,0-4,0 | 4,0-5,0 | 5,0 | 5 – 6 | 6 – 10 |
Сила сварочного тока , А, рассчитывается по формуле
 ,
,
где К – коэффициент, равный 25–60 А/мм (см. табл. 2);
dЭ – диаметр электрода, мм.
Таблица 2. Коэффициент К в зависимости от диаметра электрода dЭ
| dЭ, мм | 1-2 | 3-4 | 5-6 |
| К , А/мм | 25-30 | 30-45 | 45-60 |
Расчет напряжение дуги UД, В, производится по формуле:
UД = 22 + ,
где , - сила сварочного тока, А
Расчет скорости сварки Vсв, м/ч, производится по формуле:
 ,
,
где бН – коэффициент наплавки, г/А· ч (принимают из характеристики выбранного электрода);
FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;
с – плотность металла, г/см3
(для низкоуглеродистой стали с =7,8 г/см3;
для легированной стали и высоколегированной стали с =7,9 г/см3;
для алюминия и дюраль с =2,7 г/см3;
для меди с =8,96 г/см3;
для серого чугуна и для легированного чугуна с =7,0 г/см3;
для латуни с =8,5 г/см3;для бронзы с =7,6 г/см3;).
Определение длины сварочной ванны при ручной дуговой сварке.
Длину сварочной ванны.L, см, определяют по формуле:
L=,
где ф- эффективный КПД нагрева металла при сварке при РДС ф =0,7
Iсв– сила сварочного тока, АUд – напряжение, В
Тпл – температура плавления свариваемого металла, С (см. табл.3)
л– коэффициент теплопроводности свариваемого металла, кал/смсС (см. табл.4)
Таблица 3:Средние значения Тпл некоторых металлов:
| Металл | Температура плавления свариваемого металла, 0С, Тпл |
| медь | 1083 |
| латунь | 900 |
| бронза | 950 |
| алюминий | 660 |
| дюраль | 650 |
| Низкоуглеродистая сталь | 1500 |
| Легированная сталь | 1500 |
| Высоколегированная сталь | 1450 |
| Серый чугун | 1200 |
| легированный чугун | 1200 |
Таблица 4:Средние значения л некоторых металлов:
| Металл | Коэффициент теплопроводности свариваемого металла, кал/см 0С л |
| медь | 0,94 |
| латунь | 0,25 |
| бронза | 0,16 |
| алюминий | 0,63 |
| дюраль | 0,5 |
| низкоуглер.сталь | 0,14 |
| легированнаясталь | 0,09 |
| высоколегир.сталь | 0,057 |
| серыйчугун | 0,12 |
| легированный чугун | 0,035 |
Определение времени пребывания сварочной ванны в жидком состоянии:
Время пребыванияt, ч, сварочной ванны в жидком состоянии определяется по формуле
t= ,
где L – длина сварочной ванны, м ,
Vсв– скорость сварки, м/ч.
Расчет скорости сварки, м/ч, производится по формуле:
,
где бН – коэффициент наплавки, г/А• ч (принимаем бН – 11г/А• ч);
FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве),
с – плотность металла, г/см3.
Для стыковых соединений площадь поперечного сечения шва FШВ, мм2определяется по формуле:
FШВ = 0,75eq + tb,
где е - ширина шва, мм (е= (2ч 4)dэ);
q - усиление шва, мм (0,1ч 0,3 толщины металла детали);
t- толщина шва, мм, (t = q+h) ;
b - зазор , мм.
Для углового соединения площадь поперечного сечения шва FШВ, мм2 определяется по формуле:
FШВ=1/2(k + q•√2),
где k– катет шва, мм (см табл.1.);
q - усиление шва, мм.
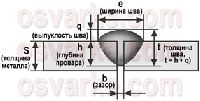
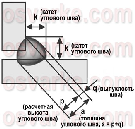
Рисунок 1. Основные геометрические параметры стыкового и углового шва
Результаты запишите в виде таблицы.
| Тип сварного соединения | Свариваемый металл |
А | UД В | Vсв м/ч | L см | t ч |
|
|
|
|
|
|
|
|
Варианты заданий
| №п/п | Тип сварного соединения | ТолщинаS, мм | Свариваемый металл |
| 1 | Т1 | 6 | бронза |
| 2 | С8 | 8 | латунь |
| 3 | С12 | 5 | медь |
| 4 | С15 | 8 | алюминий |
| 5 | Т3 | 6 | латунь |
| 6 | С8 | 8 | низкоуглер. сталь |
| 7 | С12 | 10 | бронза |
| 8 | Т1 | 5 | латунь |
| 9 | С17 | 6 | низкоуглер. сталь |
| 10 | У4 | 5 | легированнаясталь |
| 11 | Т3 | 4 | высоколегир. сталь |
| 12 | С8 | 8 | медь |
| 13 | Т1 | 6 | Легированная сталь |
| 14 | С15 | 12 | высоколегир. сталь |
| 15 | У4 | 6 | низкоуглер. сталь |
| 16 | Т3 | 8 | латунь |
| 17 | С8 | 8 | алюминий |
| 18 | С12 | 5 | Легированная сталь |
| 19 | Т1 | 5 | медь |
| 20 | С15 | 8 | бронза |
| 21 | Т3 | 6 | низкоуглер. сталь |
| 22 | У4 | 8 | высоколегир. сталь |
| 23 | С17 | 10 | алюминий |
| 24 | Т3 | 8 | Легированная сталь |
| 25 | С8 | 8 | латунь |
| 26 | С12 | 5 | бронза |
| 27 | Т1 | 6 | высоколегир. сталь |
| 28 | У4 | 6 | алюминий |
| 29 | Т3 | 5 | бронза |
| 30 | У4 | 6 | медь |
ЛИТЕРАТУРА
Виноградов В.С. Электрическая дуговая сварка. - М.:ACADEMA, 2014
ЧернышовГ.Г.Технология электрической сварки плавлением. - М.:ACADEMA, 2013.
Казаков Ю.В. Сварка и резка материалов. - М.:ACADEMA, 2014.
Колганов Л.А. Сварочные работы. – М.: «Дашков и К0», 2013
Левадный В.С., Бурлака А.П. Сварочные работы. Практическое пособие. – М.:Аделант, 2012.
Маслов В. И. Сварочные работы. – М.: ИРПО; Изд. Центр "Академия", 2012
Чернышов Г.Г. Сварочное дело. - М.:ACADEMA, 2014.
Перечень рекомендуемых Интернет-ресурсов:
1. http://www.osvarke.com/ - О сварке. Информационный сайт;
2. http://weldingsite.com.ua/ - Все о сварке, сварочных технологиях и оборудовании;
3. http://www.welder.kiev.ua/ - журнал СВАРЩИК
4. http://www.cbapka.ru/ - Сварка и сварочное оборудование
5. http://svarka-info.com - Виртуальный справочник сварщика
6. http://www.svarkainfo.ru – Все для надежной сварки
7. http://www. ic-tm.ru/info/svarochnoe_proizvodstvo – журнал Сварочное дело.
9








Полезное для учителя









* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт