Методическая разработка урока производственого обучения "Обработка цилиндрических отверстий""
Методическая разработка урока производственого обучения "Обработка цилиндрических отверстий""
Урок учебной практики УП 01. по профессиональному модулю ПМ 01. «Токарная обработка заготовок, деталей, изделий и инструментов» проводится в токарной мастерской "БИТТ" в рамках дуального обучения.
В дальнейшем обучающиеся могут показать и закрепить свои знания по изученной теме, развить практические умения и навыки, при прохождении производственной практики в учебном центре подготовки кадров при ОАО «Рубин » по программе дуального обучения.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Урок учебной практики УП 01. по профессиональному модулю ПМ 01. «Токарная обработка заготовок, деталей, изделий и инструментов» проводится в токарной мастерской "БИТТ" в рамках дуального обучения.
В дальнейшем обучающиеся могут показать и закрепить свои знания по изученной теме, развить практические умения и навыки, при прохождении производственной практики в учебном центре подготовки кадров при ОАО «Рубин » по программе дуального обучения.
Тема урока: «Растачивание отверстий. Способы растачивания сквозных и глухих отверстий» изучается в профессиональном модуле «ПМ 01. «Токарная обработка заготовок, деталей, изделий и инструментов»в разделе «Учебная практика УП 01» в теме: «Обработка цилиндрических отверстий» при обучении профессии«Токарь-универсал» сроком 2 года 5 месяцев. На изучение данной темы программой предусмотрено 18 часов. Открытый урок по теме «Растачивание отверстий. Способы растачивания сквозных и глухих отверстий» рассчитан на 6 академических часов.
На данном уроке рассматриваются вопросы и отрабатываются навыки по сверлению и растачиванию цилиндрических сквозных отверстий гладких и с уступами, а также закреплению знаний и навыков по обтачиванию наружных цилиндрических поверхностей и отрезанию заготовок на токарном станке.
В результате изучения данной темы обучающийся должен
иметь практический опыт:
работы на токарных станках различных конструкций и типов по обработке деталей различной конфигурации;
контроля качества выполненных работ.
овладеть видом профессиональной деятельности «Обработка деталей и инструментов с использованием основных технологических процессов машиностроения на токарных станках; контроль качества выполненной работы»,
в том числе профессиональными (ПК) компетенциями:
ПК 1.1. Обрабатывать детали и инструменты на токарных станках
ПК 1.2. Проверять качество выполненных токарных работ.
и общими (ОК) компетенциями:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
ОК 7. Исполнять воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей).
В результате изучения данной темы обучающийся должен знать:
способы обработки отверстий;
технологический процесс изготовления воротка для круглых плашек;
технологию растачивания сквозных отверстий и с уступами;
правила заточки и установки расточных резцов;
способы измерения и контроля отверстий;
правила техники безопасности при обработке отверстий.
В результате изучения данной темы обучающийся должен уметь:
обеспечивать безопасную работу;
читать чертеж и технологическую карту;
подбирать и устанавливать расточные, проходные, отрезные резцы в резцедержателе;
настраивать станок на режимы обработки;
сверлить отверстия спиральными сверлами и растачивать сквозные и с уступами отверстия;
измерять отверстия штангенциркулем ШЦ-1 и контролировать
калибр - пробками;
производить уборку станка и рабочего места.
Методическое обоснование урока.
Использование практических занятий в учебном процессе – один из важнейших приемов развития у обучающихся положительной мотивации и познавательного интереса к труду. Одно из условий подготовки молодежи к осознанному изучению выбранной профессии.
Достижение эффективности и качества образовательного процесса, получение запланированных результатов обучения, воспитания, развития и социализации обучающихся обеспечивается организацией следующих ключевых процессов:
упорядоченный обмен информацией (коммуникация) между всеми участниками образовательного процесса;
обеспечение наглядности хода и результатов образовательного процесса (визуализация);
мотивация всех участников образовательного процесса;
мониторинг образовательного процесса;
рефлексия педагога и обучающихся;
анализ деятельности участников и оценка результатов.
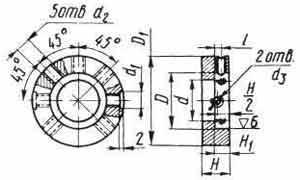
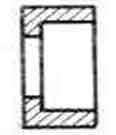
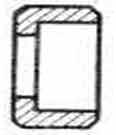
Технологический процесс изготовления детали «Корпус»
Форма работы: фронтальная, индивидуальная.
Структура урока.
1. Введение в учебную деятельность – 4 мин.
2. Вводный инструктаж – 40 мин.
2.1. Сообщение темы и целей урока.
2.2. Актуализация знаний обучающихся по пройденной теме.
2.3. Чтение чертежа и разбор технологической карты.
2.4. Показ и объяснение приемов обработки детали на токарном станке и
контроля качества выполненных работ.
2.5. Закрепление пройденного материала.
3. Выдача практического задания – 5 мин.
4. Самостоятельные работы обучающихся и целевые обходы рабочих мест –
4 часа.
5. Уборка рабочих мест – 30 мин.
6. Проверка качества выполненных работ и выставление оценок – 10 мин.
7. Заключительный инструктаж – 14 мин.
8. Рефлексия – 5 мин.
9. Домашнее задание – 2 мин.
Через каждые 45 минут занятий – перерыв на отдых 10 мин.
Ход урока
1. Введение в учебную деятельность – 5 мин.
Проверка учащихся по списку, состояния спецодежды, готовность к уроку.
2. Вводный инструктаж – 40 мин.
2.1. Сообщить учащимся тему и цель урока.
2.2. Актуализация знаний обучающихся по пройденной теме.
Вопрос 1:
Способы обработки цилиндрических отверстий.
Ответ:
Наиболее распространенным методом получения отверстия в сплошном материале является сверление.
Зенкерование применяется для обработки отверстий предварительно штампованных, литых или просверленных.
Развертывание применяется для чистовой обработки точных отверстий.
Растачивание наиболее доступный способ обработки отверстий сквозных, глухих, с уступами.
Вопрос 2:
Какой расточной резец применяется для растачивания сквозного отверстия.
Ответ:
Расточной проходной
Вопрос 3:
Какой расточной резец применяется для растачивания глухих отверстия.
Ответ:
Расточной упорный
Вопрос 4:
Дайте характеристику материала (сталь 35), из которого будет изготовлена деталь.
Ответ:
Сталь 35 – это сталь качественная, конструкционная с содержанием углерода 0,35%.
Вопрос 5:
Чем отличаются резцы для растачивания глухих отверстий от резцов для растачивания сквозных отверстий? Выбрать и показать резцы.
Ответ:
Главным углом в плане «φ».
2.3. Чтение чертежа и разбор технологической карты.
Технологическая карта на изготовление корпуса плашкодержателя
Материал
Сталь Ст. 3
Заготовка
Пруток
№ п/п
Последовательность обработки
Эскиз обработки
Инструменты
Оборудование и приспособления
режущий
разметочный и контрольно-измерительный
1
Подрезать торец заготовки
Резец подрезной
Линейка измерительная
Патрон токарный трехкулачковый
2
Проточить заготовку под наружный размер корпуса плашкодержателя
Резец проходной
Штангенциркуль
Патрон токарный трехкулачковый
3
Просверлить по центру отверстие в заготовке
Сверло спиральное
Штангенциркуль
Патроны токарный трехкулачковый и сверлильный
4
Рассверлить отверстие в заготовке до диаметра, позволяющего войти головке расточного резца
Сверло спиральное
Штангенциркуль, линейка измеритель ная
Патроны токарный трехкулачковый и сверлильный
5
Расточить отверстие под размер плашки
Резец расточной
Штангенциркуль, линейка измерительная
Патрон токарный трехкулачковый
6
Отрезать по размеру деталь от заготовки
Резец отрезной
Штангенциркуль, линейка измерительная
Патрон токарный трехкулачковый
7
Снять фаски 1x45° на корпусе плашко-держателя
Резец проходной
-
Патрон токарный трехкулачковый
2.4. Показ и объяснение приемов обработки детали на токарном станке и
контроля качества выполненных работ.
Определить величину снимаемого слоя металла при растачивании.
Подобрать по нормативам режимов резания подачу, скорость резания; определить частоту вращения шпинделя.
Настроить станок.
Подобрать расточные упорные резцы для растачивания цилиндрических отверстий с уступами. Размеры резца должны быть такими, чтобы можно было растачивать меньший диаметр и заданную глубину ступенчатого отверстия.
Установить и закрепить заготовку в трехкулачковом патроне.
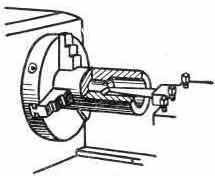
Закрепляют резец в четырехместном поворотном резцедержателе параллельно оси центров станка. Головку резца направляют в сторону патрона.
Вершина резца должна располагаться на линии центров (смотрите рисунок ниже) станка или несколько выше. Если вершина резца расположена ниже линии центров, возникнет трение задней поверхности резца о заготовку.
Установка расточного резца
Контролируют положение вершины резца по высоте, подводя резец к вершине центра передней или задней бабки. Регулируют положение вершины резца подкладками разной толщины. Подкладок должно быть не больше трех, иначе резец будет вибрировать. Резец нужно закреплять с наименьшим вылетом из резцедержателя (L=1,5H, Н – высота державки резца), который обеспечивал бы удобную и безопасную обработку заготовки. Большой вылет уменьшает прочность резца и дает возможность появлению вибрации при растачивании. Резец должен быть закреплен надежно не менее чем двумя болтами.
Запомните! Устанавливайте вершину резца по линии центров станка.
Расточные резцы устанавливают и закрепляют в резцедержателе параллельно оси заготовки. При черновом растачивании отверстий резец устанавливают по центру детали или ниже центра на 1…1,5 мм, что приводит к увеличению переднего угла «γ». При чистовом растачивании - устанавливают по центру детали или выше центра на 0,01 диаметра. Для получения заданной глубины отверстия используют лимб продольной подачи, на резце наносят риску или используют продольные упоры.
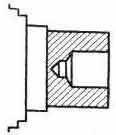
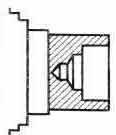
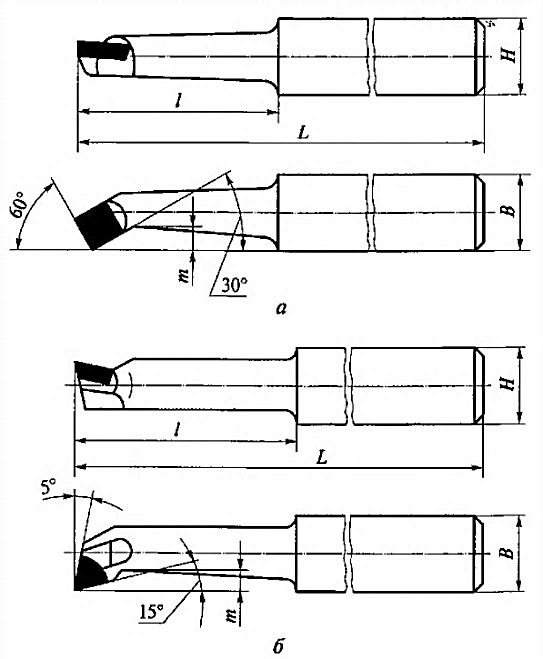
Расточные резцы:
а - для сквозных отверстий; б - для глухих отверстий; l - вылет вершины лезвия относительно державки;L- длина резца;Н - высота резца;
В - ширина резца; т - расстояние от режущей кромки до тела резца
Внутренние торцы и уступы подрезают расточным упорным резцом при подаче к центру. Для этого расточной резец должен иметь главный угол в плане
«φ» более 90º, тогда при подрезании торца, уступа фактически главный угол в плане «φ»= 5º.
Глубина резания при растачивании определяется по формуле – t = (мм)
Величину подачи определяют по справочнику.
Скорость резания определяется по таблицам справочника для наружного точения и умножают на коэффициент К=0,8, т. к. условия резания более тяжелые.
Частота вращения шпинделя определяется по формуле n= (об/мин)
При мелкосерийном и единичном типах производства детали контролируют штангенциркулями ШЦ-I или ШЦ-II.
Глубокие отверстия большого диаметра контролируют индикаторным нутромером.
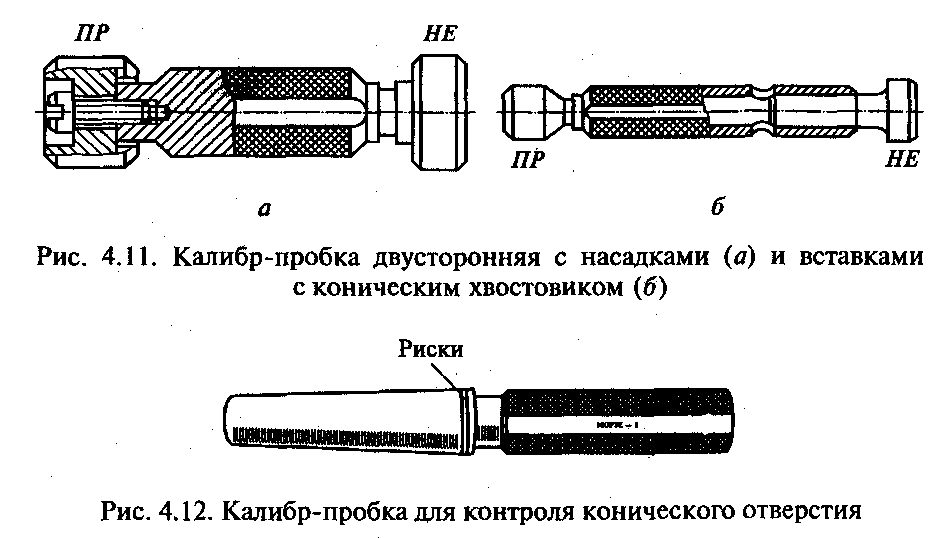
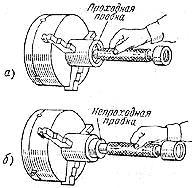
В крупносерийном производстве отверстия контролируют калибр - пробками.
Калибр-пробка двусторонняя с насадками (а) и вставками с коническим хвостовиком (б)
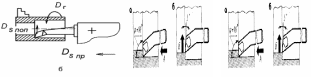
Контроль отверстия предельной пробкой:
а – проходная сторона легко входит в отверстие;
б – непроходная сторона не входит в отверстие
Для контроля отверстий по глубине используют штангенциркули ШЦ-I с линейкой глубиномера.
Правила безопасности при обработке детали.
Перед началом работы:
привести в порядок рабочую одежду;
проверить исправность станка;
проверить заземление станка;
привести в порядок рабочее место;
подготовить к работе режущий, измерительный инструмент и приспособления;
проверить исправность подножной решетки.
Во время работы:
работать в защитных очках;
надежно и прочно закреплять заготовки в патроне;
не оставлять ключ в патроне после закрепления или освобождения заготовки;
при установке резца применять минимальное число подкладок;
перед включением станка убедится в том, что пуск его никому не угрожает опасностью;
работать на режимах резания, указанных в технологической карте;
не производить никаких измерений измерительными инструментами на ходу станка;
не работать на станке в перчатках или рукавицах;
не облокачиваться на станок во время работы;
не убирать стружку во время работы станка;
стружку убирать крючком и щеткой.
После окончания работы:
выключить электродвигатель станка;
убрать и смазать станок;
привести в порядок рабочее место.
2.5. Закрепление пройденного материала.
Вопрос 1:
Как правильно устанавливают резец в резцедержателе?
Ответ:
Расточные резцы устанавливают и закрепляют в резцедержателе параллельно оси заготовки.
Вопрос 2:
При помощи какого инструмента контролируется диаметры отверстия?
Ответ:
Диаметры отверстия контролируются калибр-пробками и штангенциркулем.
Вопрос 3:
Как подрезается уступ при растачивании отверстия Ø30 мм?
Ответ:
Уступ при растачивании подрезается поперечной подачей резца.
Вопрос 4:
Какие правила техники безопасности необходимо соблюдать при растачивании отверстия
Ответ:
При растачивании отверстия необходимо соблюдать следующие правила техники безопасности:
быть внимательным, вовремя отключать продольную подачу;
стружку убирать крючком и щеткой;
измерения и контроль производить только при полной остановке станка;
работать в защитных очках;
не облокачиваться на станок во время работы;
работать на режимах резания, указанных в технологической карте;
перед включением станка убедится в том, что пуск его никому не угрожает опасностью;
не оставлять ключ в патроне после закрепления или освобождения заготовки.
Перерыв 10 мин.
3. Выдача практического задания – 5 мин.
4. Самостоятельные работы обучающихся и целевые обходы рабочих
мест – 4 часа.
Текущие инструктажи по просьбам обучающихся, контроль за соблюдением правильности приемов сверления, обтачивании наружного диаметра, растачивании, отрезании и подрезании торца, контроль за соблюдением техники безопасности, пожарной безопасности.
Критерии оценок:
1. Рабочее место подготовлено, верно, в соответствии с техникой
безопасности и рациональной организации рабочего места.
2. Инструмент подобран и заточен правильно, в соответствии с технологическими требованиями.
3. Приспособления подобраны, верно, в соответствии с назначением.
4. Установка заготовки и режущего инструмента выполнена, верно, согласна технологической карты и с соблюдением безопасных условий труда.
5.Изделие выполнено в соответствие с требованиями чертежа и соблюдением безопасных условий труда.
5. Уборка рабочих мест – 30 мин.
6. Проверка качества выполненных работ и выставление оценок – 10 мин.
7. Заключительный инструктаж – 14 мин.
Разбор допущенных ошибок обучающихся во время изготовления корпуса плашкодержателя и наладке станка. Выставление оценок за урок.
8. Рефлексия – 5 мин.
Обсуждение положительных и отрицательных моментов урока.
9. Домашнее задание:1 мин.
Повторить материал по конспекту и учебнику:
Багдасарова Т.А. «Токарь-универсал», стр.61-65.
Заключение
В ходе данного урока прослеживается реализация педагогики сотрудничества в виде практической групповой работы.
Структурированность образовательного процесса обеспечивается разделением урока на определенные взаимосвязанные фазы (этапы, части), каждая из которых имеет свои цели, задачи и методы. Структурированность процесса позволяет создать ясный и четкий план, задать направленное поступательное движение к поставленным целям урока, обеспечить методичную проработку каждой фазы и последовательность переходов от одной фазы урока к другой, осуществлять эффективный мониторинг хода и результатов образовательного процесса.
Данный урок позволяет сформировать умения, знания и навыки по обработке отверстий сверлением и растачиванием, а также контроля отверстий.
Разработка предназначена: преподавателям специальных дисциплин и мастерам производственного обучения по профессии: «Токарь-универсал».
Использованная литература:
1. Багдасарова Т.А. «Токарь-универсал», М.: Издательский центр «Академия»,
2011.
2. Багдасарова Т.А. «Технология токарных работ», М.: Издательский центр
«Академия», 2010. – 80 с.
3. Вереина Л.И. «Токарь высокой квалификации», М.: Издательский Центр
«Академия», 2007
4. Зайцев Б.Г. Справочник молодого токаря. М.: Высшая школа, 2005
5. Шеметов М.Г. и др. Справочник токаря-универсала. М.: Машиностроение, 2007
6. Вереина Л.И. Справочник токаря, М.: Издательский центр «Академия», 2008
7. Вышнепольский И.С. «Техническое черчение», М.: Высшая школа, 2005
8. Зайцев С.А., Куранов А.Д., Толстов А.Н. «Допуски и технические
измерения», М.: Издательский центр «Академия», 2014
9. Куликов О.Н. «Охрана труда в металлообрабатывающей промышленности».
М.: Машиностроение, 2012
10.Адаскин А.М. «Материаловедение (металлообработка), М.: Издательский