Рассмотрены назначение, инструменты, приспособления, материалы для пайки. Даны варианты заданий
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Методические указания для выполнения практической работы "Пайка мягкими и твердыми припоями"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Методические указания для выполнения практической работы "Пайка мягкими и твердыми припоями"»
| Раздел 2 | Слесарные операции |
| 20 | Пайка мягкими и твердыми припоями |
Цель работы: познакомиться с технологическими процессами пайки деталей мягкими и твердыми припоями. Приобрести навыки условного изображения и условного обозначения на сборочных чертежах швов в соединениях деталей пайкой. Ознакомиться с техническими требованиями и указать марки припоя.
Методические рекомендации:
1. Изучить технологию пайки мягкими и твердыми припоями
2. Изучить разновидности припоев и паяных швов.
3. Изучить приемы выполнения паянных швов.
Теоретический материал
Пайка — соединение деталей в твердом нагретом состоянии посредством расплавленного промежуточного присадочного материала, называемого припоем. Паять можно углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы. Преимущества пайки: незначительный нагрев соединяемых частей, что сохраняет структуру и механические свойства металла; сохранение размеров и форм детали; прочность соединения.
Пайку применяют при изготовлении лопаток и дисков турбин, трубопроводов, радиаторов, ребер двигателей воздушного охлаждения, рам велосипедов, сосудов промышленного назначения, газовой аппаратуры, метод соединение деталей в электро-, радио-, теле- и др. промышленности.
Различают два вида пайки:
1) пайку мягкими припоями, если температура плавления припоя не превышает 400 0С;
2) пайку твердыми припоями, если температура плавления припоя выше 400 0С.
Механическая прочность паянных швов при пайке мягкими припоями составляет 50-70 МПа, а при пайке твердыми припоями - около 400 МПа. Нагрев при пайке может осуществляться паяльниками, горелками, в печах, ТВЧ, контактным способом, а также способом окунания деталей в расплавленный припой.
Припои должны обладать следующими свойствами: Тпл притояпл материалов; в расплавленном состоянии припой должен смачивать паяемый материал и растекаться по его поверхности; обеспечивать высокие сцепляемость, прочность, пластичность и герметичность паяного соединения; иметь коэффициент термического расширения, близкий к коэффициенту паяемого материала.
Пайку легкоплавкими припоями применяют в тех случаях, когда нельзя нагревать металл до высокой температуры, а также при невысокой требовательности к прочности паяного соединения. Соединения, паянные легкоплавкими припоями, достаточно герметичны.
В зависимости от температуры плавления различают особо легкоплавкие (до145 °С), мягкие или легкоплавкие (до 400 °С), и твердые или тугоплавкие (свыше 1850 °С) припои. По основному компоненту припои разделяют на оловянные (ПО), оловянно-свинцовые (ПОС), цинковые (ПЦ), медно-цинковые (латунные, ПМЦ), серебряные (ПСр) и другие.
Выпускают припои в виде проволоки (Прв), прутков (Пт), лент (Л) и др
При слесарных работах чаще применяют припой ПОС 40.
При пайке твердыми припоями используются:
1) чистая электролитичекая медь марок М1 и М2, Тпл=1083 0С для сталей и твердых сплавов:
2) медноцинковые припои Тпл=845-900 0С для пайки черных и цветных металлов:
ПМЦ-36 для паяния латуни с содержанием 60 - 68% меди,
ПМЦ- 48 - для паяния медных сплавов, содержащих меди свыше 68% ;
ПМЦ-54 - для паяния бронзы, меди, томпака и стали.
3) серебряные припои (ПСр-72, ПСр-52, ПСр-25 и др.), Тпл=635-870 0С для пайки черных и цветных металлов, обеспечивают получение высококачественных швов и другие припои.
Припои стандартизованные (выборочный вариант)
| Наименование припоя | Марка припоя | Примерное назначение для пайки … |
| Оловянно-свинцовые | ПОС 40 | электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
| ПОС 61
| радиоаппаратуры, печатных плат, точных приборов | |
| ПОС 10 | и лужения контактных поверхностей приборов | |
| Медно-цинковые | ПОСК 50-18
| деталей, чувствительных к перегреву, для ступенчатой пайки конденсаторов |
| ПМЦ 54 | меди, медных сплавов и стали | |
| Серебряные | ПСр 10 | различных деталей |
| ПСр 71, ПСр62, ПСр40 | радиотехнических изделий, разъемов, плат и т. п. |
Флюсы для пайки вещества органического и неорганического происхождения, предназначенные для:
удаления оксидов с поверхности под пайку,
улучшают условия смачивания поверхности паяемого металла расплавленным припоем, снижением поверхностного натяжения,
улучшения растекания жидкого припоя
защиты от действия окружающей среды.
Флюсы должны удовлетворять следующим основным требованиям:
температура плавления флюса и его удельный вес должны быть ниже температуры плавления и удельного веса припоя,
полностью расплавляться и иметь хорошую жидкотекучесть при температуре пайки, но не должен быть слишком текучим, чтобы не «уходить» от места пайки,
должен полностью и быстро растворять окислы основного металла и не должен образовывать соединений с основным металлом и припоем, а также поглощаться ими,
должен равномерным слоем покрывать поверхность основного металла у места пайки, предохраняя его от окисления
силы сцепления между флюсом и основным металлом должна быть слабее, чем силы сцепления между припоем и основным металлом,
не должен испаряться и выгорать при температуре пайки, а продукты его разложения и окислы должны вытесняться припоем, легко удаляться после пайки и не вызывать коррозии.
В качестве флюсов при пайке мягкими припоями применяют следующие материалы:
1) хлористый цинк (30% раствор хлористого цинка в воде) для пайки черных и цветных металлов кроме цинковых и алюминия и его сплавов;
2) канифоль натуральную для пайки монтажных соединений меди и ее сплавов;
3) пасту, состоящую из канифоли, хлористого цинка и вазелина, для пайки черных и цветных металлов, для нержавеющих и жаропрочных сталей, серого чугуна.
В качестве флюсов при пайке твердыми припоями применяют следующие составы:
1) для сталей и медных сплавов используют буру в виде порошка, пасты или смеси буры и борной кислоты (при использовании медных припоев);
2) для пластин твердого сплава серебряными припоями применяют флюс, состоящий из 43% фтористого калия и 57% борной кислоты;
3) для пластин алюминия алюминиевыми припоями применяется флюс, состоящий из 25-35% хлористого лития, 12-18% фтористого калия, 18-15% хлористого цинка и 59% хлористого калия.
Пайка мягкими и твердыми припоями выполняется почти в одинаковой последовательности:
паяемые поверхности очищают от загрязнений, коррозионных корок и т.п.;
зачищают до блеска, т.е. до отсутствия видимых следов окислов;
покрывают флюсом – веществом, удаляющим остатки окисла и не допускающим окисления поверхностей в дальнейшем процессе;
затем поверхности лудят – наносят на них расплавленный припой (специально предназначенный для пайки сплав), он при этом растекается тонкой пленкой и химически соединяется с основным металлом;
детали предварительно соединяют механически: скруткой, сжатием пинцетом, пассатижами, в тисках, струбциной и пр.;
наносят еще флюс, чтобы не допустить окисления припоя под нагревом;
наносят с прогревом еще припой (возможно, уже другой) до получения спая заданного качества.
Лужение - покрытие поверхности металлических изделий тонким слоем сплава металла (олова, сплава олова со свинцом и др.). Наносимый слой называют полудой и применяют лужение при подготовка деталей к пайке, а также для предохранения изделий от коррозии, окисления.
У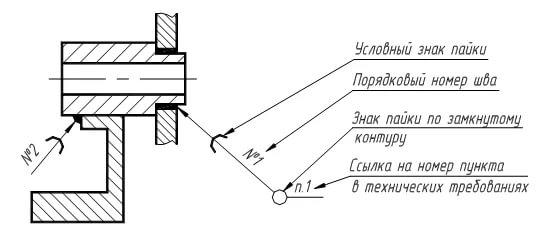 словные изображения и обозначения соединений деталей пайкой устанавливает ГОСТ2.313–82.
словные изображения и обозначения соединений деталей пайкой устанавливает ГОСТ2.313–82.
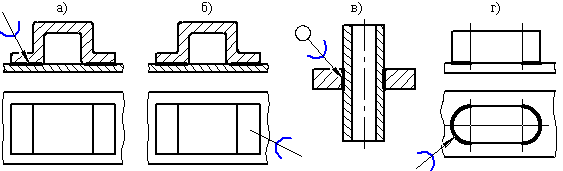
Паяные швы на видах и разрезах изображают сплошной толстой линией толщиной примерно в два раза больше, чем линии видимого контура, используемые на чертеже. На линии-выноске помещают условный знак пайки - полуокружность, выполненную сплошной основной линией. Для видимого шва линия-выноска начинается двусторонней стрелкой, упирающейся в изображение шва. Если шов невидимый (закрыт изображением припаиваемой детали), то линия-выноска не имеет стрелки и указывает на поверхность припаиваемой детали. Для обозначения шва, выполняемого по замкнутой линии используется знак - окружность![]() диаметром 3…5мм, наносимая сплошной тонкой линией на конце линии-выноски. На изображении паяного соединения при необходимости следует указать размеры шва и обозначение шероховатости поверхности.
диаметром 3…5мм, наносимая сплошной тонкой линией на конце линии-выноски. На изображении паяного соединения при необходимости следует указать размеры шва и обозначение шероховатости поверхности.
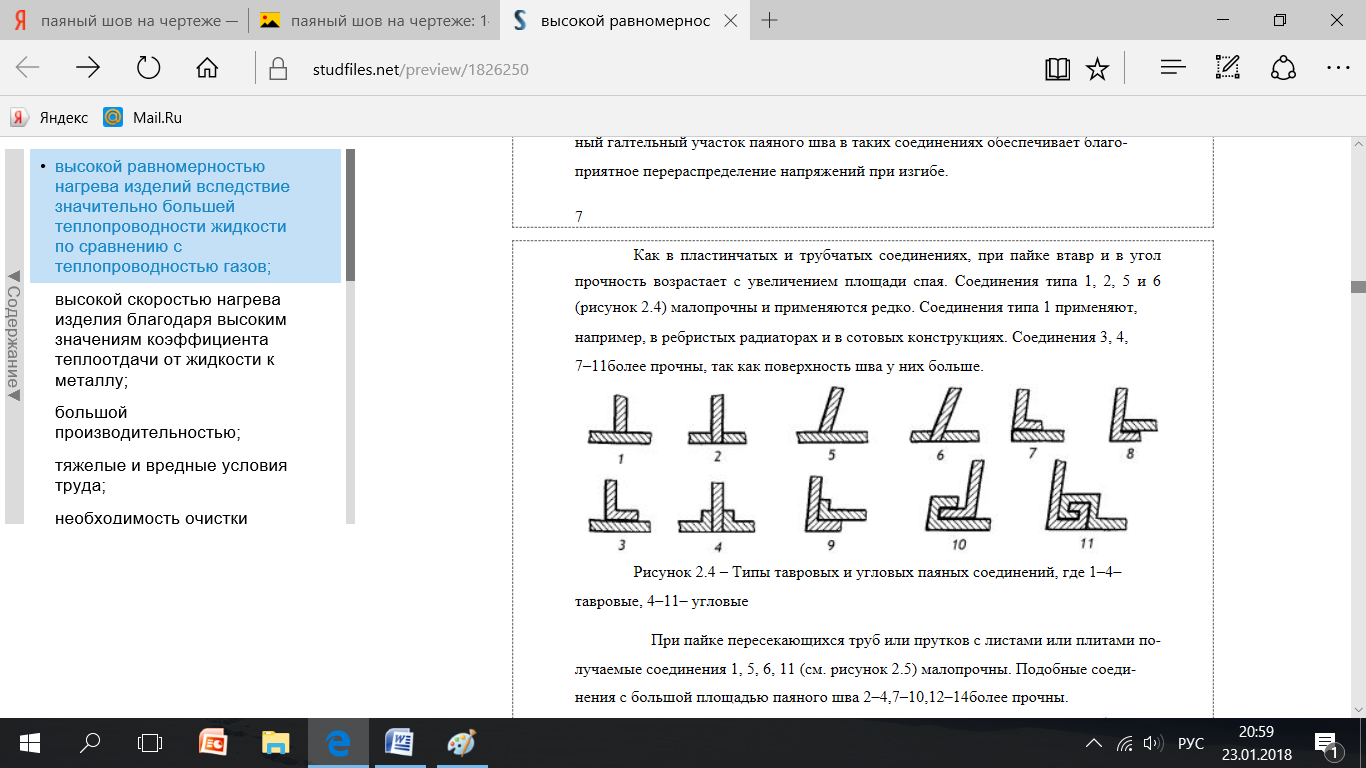
| ПВ-1, ПВ-2, … |
| стыковой | ||
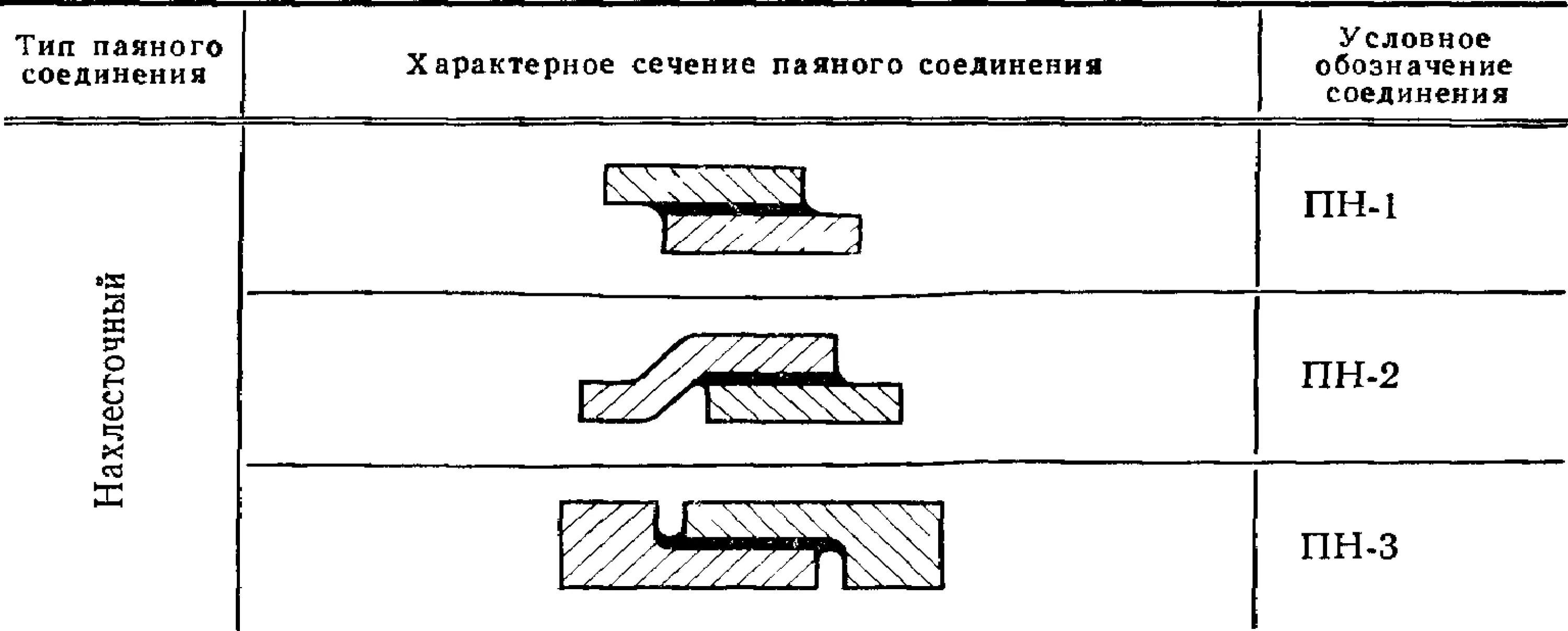
| ПН-1, ПН-2, … |
| Нахлесточ-ный | ||
| ПУ-1, ПУ-2, … | | ПС-1, ПС-2, …
| Соприкасающийся | |
| ПТ-1, ПТ-2, …
|
| Тавровый
| ||

 Угловой
Угловой

Э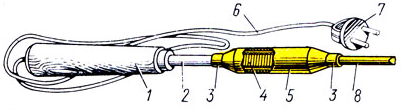 лектрический паяльник
лектрический паяльник
1 - рукоятка, 2 - стальная пробка, 3 - хомутики, 4 - нагревательный элемент, 5 - накладные боковины, 6 - шнур, 7 - штепсельная вилка, 8 - медный стержень
Выполнение работы
Д ать определение «ПАЙКА» - это …
ать определение «ПАЙКА» - это …
Дать определение «ЛУЖЕНИЕ» - это …
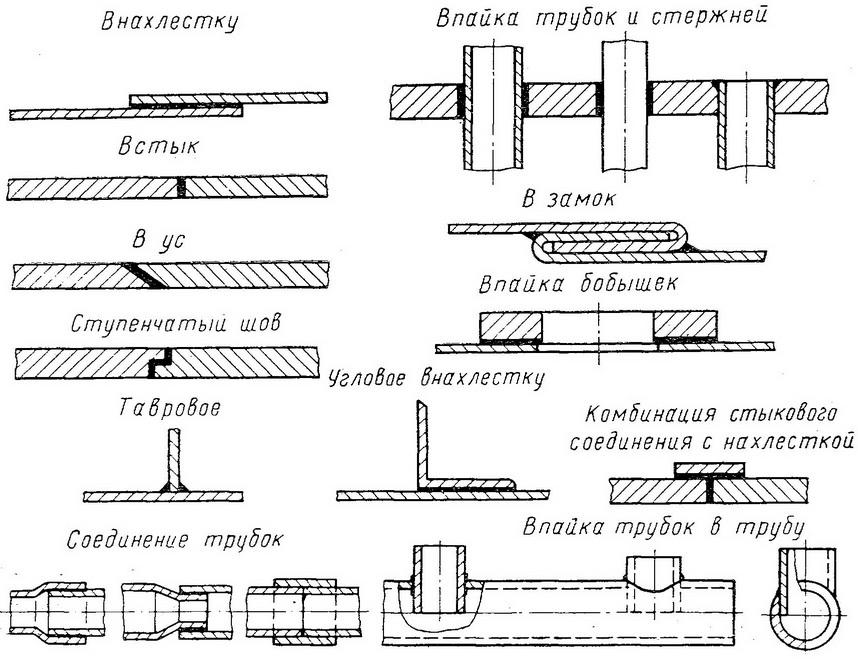
Указать название паяных швов
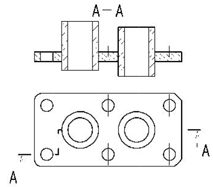
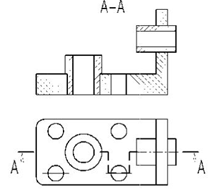
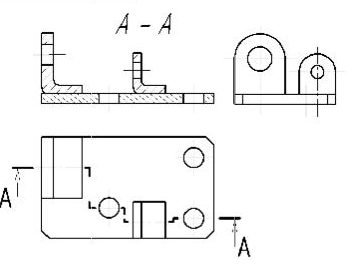
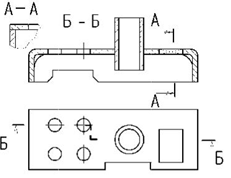
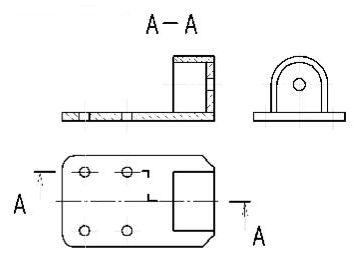
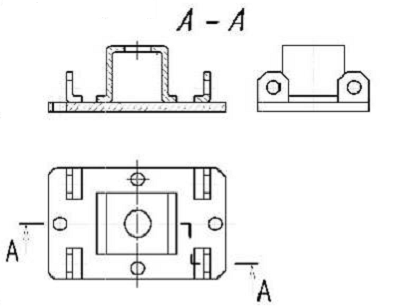
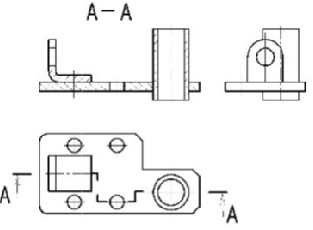
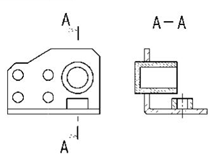
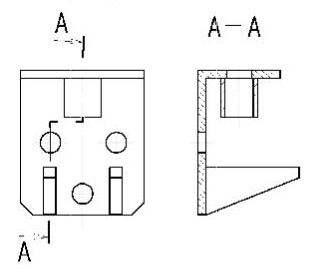
В задании приведен чертеж сборочной единицы. Изделия, изображенные на сборочных чертежах, состоят из отдельных деталей. Указать название паяного шва. Выбрать марку припоя, если материал деталей …. Условно изобразить паяные швы на чертеже сборочной единицы согласно ГОСТ2.313–82
| Вариант 1( материал- сталь) | Вариант 2( материал- латунь Л62 ) |
|
|
|
| Вариант 3( материал- бронза) | Вариант 4 ( материал- томпак) |
|
|
|
| Вариант 5( материал- сталь) | Вариант 6( материал- латунь Л62) |
|
|
|
| Вариант 7( материал- бронза) | Вариант 8( материал- томпак) |
|
|
|
| Вариант 9( материал- сталь) | Вариант 10( материал- латунь Л62) |
|
|
|

У казать устройство электрического паяльника и описать основные требования безопасности работы с ним
Контрольные вопросы
Что такое пайка? Отличие пайки от сварки.
Как подготовить изделие для пайки мягкими припоями?
Какие мягкие припои и флюсы применяют для пайки стальных деталей?
Как и чем выполняется пайка мягкими припоями?
Как выполняется пайка твердыми припоями?
Что такое лужение и какими способами его выполняют?
Какие требования безопасности труда надо соблюдать при пайке мягкими и твердыми припоями?
Что такое припой? Отличие твердых припоев от мягких.
Назначение флюсов?
Какова последовательность операций при пайке ?





Автор: Константинова Ольга Викторовна, Похвальный Александр Викторович
Дата: 18.09.2020
Номер свидетельства: 557799
Полезное для учителя




Распродажа видеоуроков!

1900 руб.
2920 руб.

1960 руб.
3010 руб.

2170 руб.
3340 руб.

1790 руб.
2760 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства