Конспект урока на тему: "Классификация металлорежущих станков, устройство токарно-винторезного станка."
Конспект урока на тему: "Классификация металлорежущих станков, устройство токарно-винторезного станка."
Цели урока:
способствовать формированию у учащихся знаний о видах станков, об общей характеристики станков;
способствовать созданию условия для запоминания маркировки станков;
осуществлять элементы профориентации среди учащихся.
Требования к знаниям и умениям
Учащиеся должны знать:
-виды станков;
предназначение металлорежущих станков;
Учащиеся должны уметь:
перечислять названия видов станков по назначению;
различать металлорежущие станки;
Оборудование и материалы: станки, слесарный инструмент.
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Изложение программного материала.
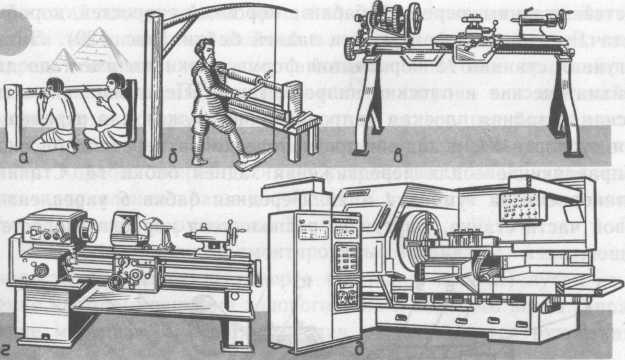
Токарно-винторезный станок, так же как и сверлильный, прошел длительный путь развития: от примитивного приспособления с ручным приводом до современного токарно-винторезного станка с числовым программным управлением. Но если при эволюции сверлильного станка решалась задача обеспечить вращательное и поступательное движения сверла относительно заготовки, то в токарном станке эти движения были разделены — вращение заготовки и поступательное относительно нее движение резца. В примитивном приспособлении — прообразе токарного станка заготовку вращал один человек, а другой держал в руках резец и перемещал его во время обработки (рис. 1, а). Затем для вращения заготовки стали использовать лук, который приводился в действие ногой работающего (рис. 1, б). С изобретением суппорта приспособление для точения деталей превратилось в настоящий станок (рис. 1, в). Впервые станок с самоходным суппортом изготовил в начале XVII в. русский механик Андрей Мартов. Для вращения заготовки стали подводить механическую энергию от какого-либо общего двигателя: водяной мельницы, парового двигателя и т. д.
Затем вместо общего двигателя стали использовать станки с индивидуальным приводом (рис. 1, г). Дальнейшее развитие токарного станка шло по линии совершенствования механизмов, обеспечивающих вращение заготовки и перемещение резцов, взаимодействие этих движений, управление станком (рис. 1, d).
Рис1.. История развития токарного станка: а — приспособление для установки и вращения заготовок при обработке; б — простейший токарный станок с лучковым приводом; в — токарный станок с суппортом; г — токарный станок с индивидуальным электроприводом; д —токарный станок с ЧПУ.
В школьной учебной мастерской вы будете работать на специальных винторезных станках школьного типа: ТВ-6, ТВ-7, ГВ-7М. Поскольку наиболее распространенным является станок ГИ-6, опишем его устройство.
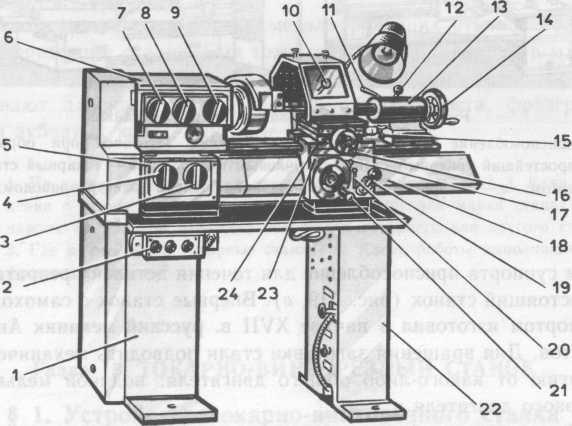
Токарно-винторезный станок ТВ-6 позволяет выполнять следующие основные операции: точение наружных и растачивание внутренних цилиндрических и конических поверхностей, подрезания торцов и уступов, отрезание заготовок, сверление отверстий и нарезание резьбы. Станок состоит из следующих основных
частей: станины, передней бабки с коробкой скоростей, коробки подач, суппорта с фартуком и задней бабки (рис. 1). Литая чугунная станина 18 коробчатой формы с окнами имеет по две призматические и плоские направляющие. Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта 24, а задняя призматическая и передняя плоская направляющие — для передвижения задней бабки 13. Станина установлена на тумбах I и 22. Передняя бабка 6 укреплена в левой части станка. Внутри ее расположена коробка скоростей служащая для передачи вращательного движения от двигателя станка на шпиндель, ходовой валик и ходовой винт. В свою очередь шпиндель передает вращение заготовке при помощи трехкулачкового самоцентрирующегося патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке заготовок в центрах в шпиндель вставляется центр. Коробка скоростей имеет устройство, позволяющее изменять направления вращения ходового валика и ходового винта. Это производится рукояткой 7.
В коробке подач 5 смонтированы механизмы, изменяющие скорость перемещения суппорта (величину подачи) путем изменения частоты вращения ходового вала и ходового винта. Управление механизмами коробки подач осуществляется рукоятками 3 и 4.
С помощью суппорта 24 с фартуком 23 производится продольное (ручное и механическое) и поперечное (ручное) перемещение или подача резца. Ручное продольное перемещение осуществляется маховичком 21. Включение механического продольного перемещения суппорта осуществляется поворотом рукоятки 20 на себя. Перемещение резца в поперечном направлении (поперечная подача) выполняется рукояткой 16. Верхние салазки суппорта перемещаются в продольном направлении с помощью рукоятки 15. Они могут поворачиваться относительно поперечных салазок на угол до 40° в ту и другую сторону. Корпус задней бабки 13 расположен на основании, которое перемещается по направляющим станины. В корпусе движется пиноль, имеющая коническое отверстие (конус Морзе № 2), в которое вставляется упорный центр или режущий инструмент. Перемещение пиноли производится маховиком 14, а закрепление в нужном положении — рукояткой 11. Сама задняя бабка закрепляется на станине с помощью рукоятки 12.
Станок оборудован защитными устройствами. На суппорте заклкреплен защитный экран, ограждающий работающего от возможного отлетания стружки. Он имеет электроблокировку, которая не позволяет включить станок, пока не опущен экран. Матрон и планшайба также закрываются кожухом с электроблокировкой. Защитными щитками ограждены ходовой винт и ходовой валик.
.'Губчатые колеса коробки скоростей смазываются индустриальным маслом ИЗОА путем разбрызгивания его из масляной
ванны. Масло заливают в коробку при снятой верхней крышке коробки. Уровень масла контролируют по риске масло указателя.
Для смазывания механизма коробки подач в верхней ее части имеется корыто для заливки масла. На зубчатые колеса и трущиеся поверхности масло подается фитилями. Во время работы необходимо, чтобы в коробке подач постоянно имелось небольшое количество масла. Слив масла из коробки подач производится через сливное отверстие, расположенное в нижней части коробки. Смазка направляющих станины, суппорта, других узлов осуществляется вручную.
Рис.2. Токарно-винторезный станок ТВ-б:
Токарно-винторезные станки ТВ-7 и ТВ-7В имеют некоторые отличия от станка ТВ-6, которые отражены в их технических характеристиках.
Технические характеристики токарно-винторезных станков ТВ-6, ТВ-7, ТВ-7М
Параметр
ТВ-6
ТВ-7
ТВ-7М
Диаметр сквозного
отверстия шпинделя, мм
16
18
18
Диаметр изделия, ус
танавливаемого над ста
ниной, мм (не более)
200
220
220
Диаметр изделия, ус
танавливаемого над суп
портом, мм (не более)
80
100
100
Частота вращения
шпинделя, мин~‘
130.170
60.1000
60. 1000
Шаг нарезаемой
резьбы, мм
0,8; 1;
0,8; 1;
0,8; 1;
1,25
1,25; 1,5;
1,25; 1,5;
2; 2,5
2; 2,5
Масса станка, кг
300
400
220
Габаритные размеры
1100Х470Х
1050Х 535Х
1120Х620Х
станка, мм
X 1100
Х1200
Х680
4.Закрепление.
1. Какую роль в развитии токарного станка сыграло изобретение суппорта? 2. Какие операции по обработке металлов можно выполнять на токарно-винторезном станке? 3. Из каких основных частей состоит токарно-винторезный станок? 4. Дайте характеристику основных узлов станка. 5. Какими защитными устройствами оборудован станок?
5.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских
6.Домашнее задание___________
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Конспект урока на тему: "Классификация металлорежущих станков, устройство токарно-винторезного станка."»
Урок технологии 8класс
Северо-Казахстанская область, Тайыншинский район,
учитель технологии КГУ «СШ №1 г.Тайынша» Сорокин И.Ю.
Тема:Классификация металлорежущих станков, устройство токарно-винторезного станка.
Цели урока:
способствовать формированию у учащихся знаний о видах станков, об общей характеристики станков;
способствовать созданию условия для запоминания маркировки станков;
осуществлять элементы профориентации среди учащихся.
Требования к знаниям и умениям
Учащиеся должны знать:
-виды станков;
предназначение металлорежущих станков;
Учащиеся должны уметь:
перечислять названия видов станков по назначению;
различать металлорежущие станки;
Оборудование и материалы: станки, слесарный инструмент.
Ход урока.
1.Организационный момент.
2.Проверка готовности к уроку.
3.Изложение программного материала.
Токарно-винторезный станок, так же как и сверлильный, прошел длительный путь развития: от примитивного приспособления с ручным приводом до современного токарно-винторезного станка с числовым программным управлением. Но если при эволюции сверлильного станка решалась задача обеспечить вращательное и поступательное движения сверла относительно заготовки, то в токарном станке эти движения были разделены — вращение заготовки и поступательное относительно нее движение резца. В примитивном приспособлении — прообразе токарного станка заготовку вращал один человек, а другой держал в руках резец и перемещал его во время обработки (рис. 1, а). Затем для вращения заготовки стали использовать лук, который приводился в действие ногой работающего (рис. 1, б). С изобретением суппорта приспособление для точения деталей превратилось в настоящий станок (рис. 1, в). Впервые станок с самоходным суппортом изготовил в начале XVII в. русский механик Андрей Мартов. Для вращения заготовки стали подводить механическую энергию от какого-либо общего двигателя: водяной мельницы, парового двигателя и т. д.
Затем вместо общего двигателя стали использовать станки с индивидуальным приводом (рис. 1, г). Дальнейшее развитие токарного станка шло по линии совершенствования механизмов, обеспечивающих вращение заготовки и перемещение резцов, взаимодействие этих движений, управление станком (рис. 1, d).
Рис1. . История развития токарного станка: а — приспособление для установки и вращения заготовок при обработке; б— простейший токарный станок с лучковым приводом; в— токарный станок с суппортом; г — токарный станок с индивидуальным электроприводом; д —токарный станок с ЧПУ.
В школьной учебной мастерской вы будете работать на специальных винторезных станках школьного типа: ТВ-6, ТВ-7, ГВ-7М. Поскольку наиболее распространенным является станок ГИ-6, опишем его устройство.
Токарно-винторезный станок ТВ-6 позволяет выполнять следующие основные операции: точение наружных и растачивание внутренних цилиндрических и конических поверхностей, подрезания торцов и уступов, отрезание заготовок, сверление отверстий и нарезание резьбы. Станок состоит из следующих основных
частей: станины, передней бабки с коробкой скоростей, коробки подач, суппорта с фартуком и задней бабки (рис. 1). Литая чугунная станина 18 коробчатой формы с окнами имеет по две призматические и плоские направляющие. Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта 24, а задняя призматическая и передняя плоская направляющие — для передвижения задней бабки 13. Станина установлена на тумбах I и 22. Передняя бабка 6 укреплена в левой части станка. Внутри ее расположена коробка скоростей служащая для передачи вращательного движения от двигателя станка на шпиндель, ходовой валик и ходовой винт. В свою очередь шпиндель передает вращение заготовке при помощи трехкулачкового самоцентрирующегося патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке заготовок в центрах в шпиндель вставляется центр. Коробка скоростей имеет устройство, позволяющее изменять направления вращения ходового валика и ходового винта. Это производится рукояткой 7.
В коробке подач 5 смонтированы механизмы, изменяющие скорость перемещения суппорта (величину подачи) путем изменения частоты вращения ходового вала и ходового винта. Управление механизмами коробки подач осуществляется рукоятками 3 и 4.
С помощью суппорта 24 с фартуком 23 производится продольное (ручное и механическое) и поперечное (ручное) перемещение или подача резца. Ручное продольное перемещение осуществляется маховичком 21. Включение механического продольного перемещения суппорта осуществляется поворотом рукоятки 20 на себя. Перемещение резца в поперечном направлении (поперечная подача) выполняется рукояткой 16. Верхние салазки суппорта перемещаются в продольном направлении с помощью рукоятки 15. Они могут поворачиваться относительно поперечных салазок на угол до 40° в ту и другую сторону. Корпус задней бабки 13 расположен на основании, которое перемещается по направляющим станины. В корпусе движется пиноль, имеющая коническое отверстие (конус Морзе № 2), в которое вставляется упорный центр или режущий инструмент. Перемещение пиноли производится маховиком 14, а закрепление в нужном положении — рукояткой 11. Сама задняя бабка закрепляется на станине с помощью рукоятки 12.
Станок оборудован защитными устройствами. На суппорте заклкреплен защитный экран, ограждающий работающего от возможного отлетания стружки. Он имеет электроблокировку, которая не позволяет включить станок, пока не опущен экран. Матрон и планшайба также закрываются кожухом с электроблокировкой. Защитными щитками ограждены ходовой винт и ходовой валик.
.'Губчатые колеса коробки скоростей смазываются индустриальным маслом ИЗОА путем разбрызгивания его из масляной
ванны. Масло заливают в коробку при снятой верхней крышке коробки. Уровень масла контролируют по риске масло указателя.
Для смазывания механизма коробки подач в верхней ее части имеется корыто для заливки масла. На зубчатые колеса и трущиеся поверхности масло подается фитилями. Во время работы необходимо, чтобы в коробке подач постоянно имелось небольшое количество масла. Слив масла из коробки подач производится через сливное отверстие, расположенное в нижней части коробки. Смазка направляющих станины, суппорта, других узлов осуществляется вручную.
Рис.2 . Токарно-винторезный станок ТВ-б:
Токарно-винторезные станки ТВ-7 и ТВ-7В имеют некоторые отличия от станка ТВ-6, которые отражены в их технических характеристиках.
Технические характеристики токарно-винторезных станков ТВ-6, ТВ-7, ТВ-7М
Параметр
ТВ-6
ТВ-7
ТВ-7М
Диаметр сквозного
отверстия шпинделя, мм
16
18
18
Диаметр изделия, ус
танавливаемого над ста
ниной, мм (не более)
200
220
220
Диаметр изделия, ус
танавливаемого над суп
портом, мм (не более)
80
100
100
Частота вращения
шпинделя, мин~‘
130...170
60...1000
60... 1000
Шаг нарезаемой
резьбы, мм
0,8; 1;
0,8; 1;
0,8; 1;
1,25
1,25; 1,5;
1,25; 1,5;
2; 2,5
2; 2,5
Масса станка, кг
300
400
220
Габаритные размеры
1100Х470Х
1050Х 535Х
1120Х620Х
станка, мм
X 1100
Х1200
Х680
4.Закрепление.
1. Какую роль в развитии токарного станка сыграло изобретение суппорта? 2. Какие операции по обработке металлов можно выполнять на токарно-винторезном станке? 3. Из каких основных частей состоит токарно-винторезный станок? 4. Дайте характеристику основных узлов станка. 5. Какими защитными устройствами оборудован станок?
5.Заключительная часть.
Выставление оценок. Уборка рабочих мест и помещения мастерских