Данная лабораторная работа предназначена для закрепления урока по газовой сварке, где рассматривается применяемое газосварочное оборудование, редукторы,вентили, сварочные горелки, и их назначение и устройство. А так же практические работы по присоединению редуктора, установке давления на манометре и правила обращения с горючими газами.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Изучение оборудования сварочного поста для газовой сварки
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Изучение оборудования сварочного поста для газовой сварки»
Лабораторная работа № 3
Изучение оборудования сварочного поста для газовой сварки
ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
МДК 01.02 Основное оборудование для производства сварных конструкций
Цель работы: изучить оборудование сварочного поста для газовой сварки;
Материалы, оборудование, инструменты: сварочный пост, оборудованный газосварочным оборудованием.
Основные теоретические сведения:
Сварочный пост комплектуется следующим оборудованием:
стальной баллон с кислородом;
стальной баллон с кислородом;
редукторы (кислородный и ацетиленовый)
газовая горелка
соединительные шланги (кислородный и ацетиленовый)
Кислород, используемый для сварочных работ, получают из воздуха методом глубокого охлаждения и поставляют к месту потребления в стальных баллонах голубого цвета с черной надписью "Кислород". Водяная емкость баллона 40 литров и при давлении 15 МПа он вмещает 6 м3 газообразного кислорода.
К месту сварки ацетилен поставляется в стальных баллонах вместимостью 40 литров, в которых при максимальном давлении 1,9 МПа содержится примерно 5,5 м3 газа. Для обеспечения безопасного хранения и транспортировки ацетилена, баллон заполнен пористым активированным углем, который пропитан ацетоном. В одном объеме ацетона растворяется 23 объема ацетилена. Баллон окрашен в белый цвет с надписью "Ацетилен" красного цвета.
Баллоны для сжатых газов
Баллоны для кислорода и других сжатых газов представляют собой стальные цилиндрические сосуды. В горловине баллона сделано отверстие с конусной резьбой, куда ввертывается запорный вентиль. Баллоны бесшовные для газов высоких давлений изготавливают из Турб углеродистой и легированной стали. Баллоны окрашивают с наружи в словные цвета, в зависимости от рода газа. Например, кислородные баллоны в голубой цвет, ацетиленовые в белый водородные в желто-зеленый для прочих горючих газов в красный цвет.
Верхнею сферическую часть баллона не окрашивают и на ней выбивают паспортные данные баллона.
Баллон на сварочном посту устанавливают вертикально и закрепляю хомутом.
Вентили для баллонов
Вентили кислородных баллонов изготавливают из латуни. Сталь для деталей вентиля применять нельзя так как она сильно коррозирует в среде сжатого влажного кислорода.
Ацетиленовые вентили изготавливают из стали. Запрещается применять медь и сплавы, содержащие свыше 70% меди, так как с медью ацетилен может образовывать взрывчатое соединение – ацетиленовую медь.
Схема газового поста с питанием от баллонов показана на рис.1.
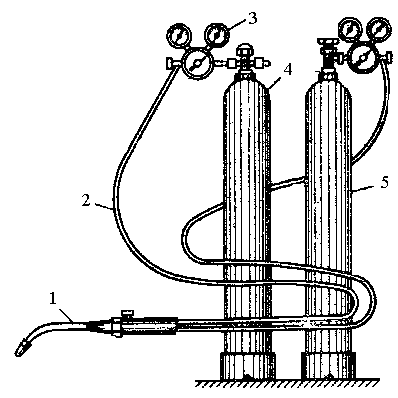
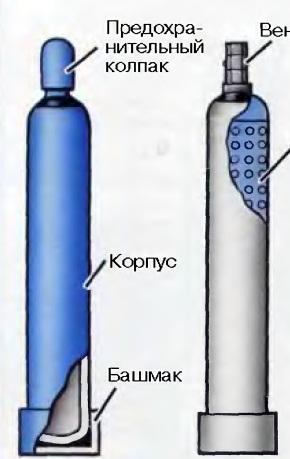
Рис. 1. Схема газосварочного поста с питанием от баллонов:
1 – сварочная горелка; 2 – гибкий шланг; 3 – редуктор;
4 – баллон с ацетиленом; 5 – баллон с кислородом
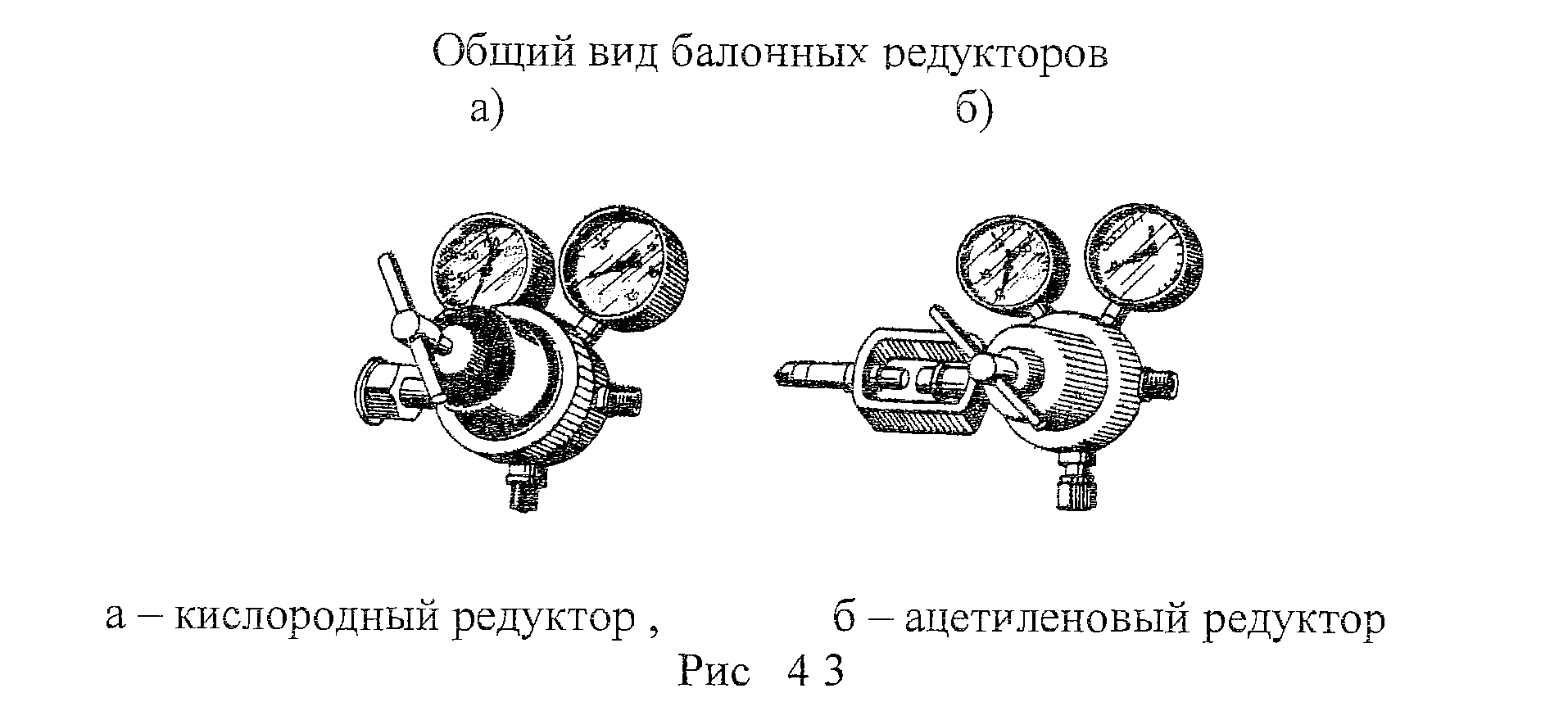
К вентилям баллонов крепятся газовые редукторы, которые предназначаются для снижения давления газа, поступающего из баллона к горелке, и поддержания постоянства установленного давления во время работы. Газовые редукторы имеют обычно два манометра, один из которых измеряет давление газа на входе в редуктор, второй – на выходе из него. Редукторы для различных газов отличаются лишь устройством присоединительной части, которая соответствует устройству вентиля соответствующего баллона и исключает ошибочную установку, например, ацетиленового редуктора на кислородный баллон. Корпус редуктора окрашивают в определенный цвет, например, голубой для кислорода, белый для ацетилена.
К сварочной горелке кислород и ацетилен от редукторов подаются через специальные резиновые шланги.
Рукава (шланги). Для подвода газа к горелкам или резакам применяют специальные рукава, изготовленные из вулканизированной резины с одной или двумя тканевыми прокладками. Шланги рассчитаны для работы, при температуре окружающего воздуха от +50 до —35°С. Для работы при более низких температурах применяют специальные шланги из морозостойкой резины, выдерживающей температуру до —65°С. Согласно ГОСТу, в зависимости от назначения и условий работы, шланги выпускают трех типов:
для подачи ацетилена, городского газа и других горючих газов при рабочем давлении не более 0,6 МПа;
для подачи жидких горючих — керосина и бензина при рабочем давлении не более 0,6 МПа;
для подачи кислорода при рабочем давлении не более 1,5 МПа.
Испытательное давление для шлангов типов I и II — 0,75 МПа, а для типа III — 18,75 МПа. У шлангов типа I и II запас прочности должен быть не менее, чем четырехкратный, а у типа III — не менее, чем трехкратный по отношению к рабочему давлению.
Шланги выпускают с внутренними диаметрами 6, 9, 12 и 16 мм. Шланги с внутренним диаметром 6 мм применяют для горелок малой мощности типа ГСМ-53 и «Звездочка». Для горелок и резаков нормальной и большой мощности применяют шланги с внутренним диаметром 9, 12 и 16 мм.
По всей длине шланги имеют сплошную полосу, нанесенную несмываемой краской. На шлангах для горючих газов полоса имеет красный цвет, на шлангах для жидких горючих — желтый цвет и на шлангах для кислорода — голубой цвет.
Газосварочные горелки служат для смешивания в требуемой пропорции кислорода и ацетилена, подачи горючей смеси к месту сварки и создания концентрированного пламени требуемой мощности. По принципу действия горелки подразделяются на инжекторные и безинжекторные (рис. 3). В инжекторных горелках поступление горючего газа (ацетилена) происходит за счет подсоса его струей кислорода, который, вытекая с большой скоростью из сопла инжектора, создает разряжение в каналах, по которым поступает ацетилен. Давление кислорода должно быть при этом равным 0,2 – 0,4 МПа, а давление ацетилена на входе в горелку может быть 0,001 – 0,002 МПа.
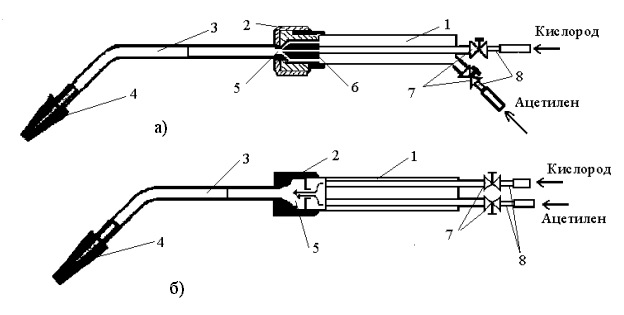
Рис. 3. Схемы ацетиленовых горелок:
а – инжекторные; б – безинжекторные; 1 – ствол горелки; 2 – гайка;
3 – наконечник; 4 – мундштук; 5 – смесительная камера; 6 – инжектор;
7 – вентиль; 8 – штуцер присоединительный
Горелки этого типа имеют сменные наконечники с различными диаметрами выходных отверстий инжектора и мундштука, что позволяет регулировать в широких пределах мощность ацетилено – кислородного пламени, поддерживая достаточно высокую скорость истечения газов из горелки. Наиболее распространенные инжекторные горелки “Звезда” и ГС – 3 имеют семь номеров сменных наконечников (табл. 1).
Техническая характеристика инжекторных горелок “Звезда” и ГС – 3
| Номера наконечников | |||||||
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Толщина свариваемого металла, мм | 0,5 – 1.5 | 1 – 2,5 | 2,5 – 4 | 4 – 7 | 7 – 11 | 10 – 18 | 17 – 30
|
| Расход ацетилена, gм3/ч (л/ч) | 50 – 125
| 120 – 240 | 230 – 430 | 400 – 700 | 660 – 1100 | 1050 – 1750 | 1700 – 2800 |
| Расход кислорода, gм3/ч (л/ч) | 55 – 135
| 130 – 260 | 250 – 440 | 430 – 750 | 740 – 1200 | 1150 – 1950 | 1900 –3100 |
| Давление кислорода, МПа | 0,1 – 0,4
| 0,15 – 0,4 | 0,2 – 0,4 | 0,2 – 0,4 | 0,2 – 0,4 | 0,2 – 0,4 | 0,2 – 0,4 |
| Давление ацетилена, МПа | Не ниже 0,001 | Не ниже 0,001 | Не ниже 0,001 | Не ниже 0,001 | Не ниже 0,001 | Не ниже 0,001 | Не ниже 0,001 |
Горелки большой мощности и многопламенные, работающие в тяжелых условиях, при высокой температуре, обычно делаются безинжекторными, в них оба газа – кислород и ацетилен – поступают под одинаковым давлением в пределах 0,01 – 0,15 МПа.
Порядок выполнения работы:
Ознакомиться с оборудованием сварочного поста для газовой сварки
Ознакомиться с баллонами на рабочем месте.
Ознакомиться с устройством газовых редукторов и способом их установки на баллон.
Ознакомится с устройством сварочной горелки
Составить отчет.
Ответить на контрольные вопросы.
Содержание отчета:
Название и цель работы.
Оборудование для выполнения лабораторной работы.
Принципиальная схема поста газовой сварки.
Способы хранения газов при газовой сварке
Составные части баллона
Заполнить таблицу
| Газ | Цвет баллона | Цвет надписи на баллоне | Давление газа в баллоне | Состояние газа в баллоне |
| Кислород |
|
|
|
|
| Ацетилен |
|
|
|
|
Назначение газового редуктора
Способ присоединения кислородного редуктора к баллону
Способ присоединения ацетиленового редуктора к баллону
Сущность работы инжекторной горелки
Сущность работы безинжекторной горелки
Назначение шлангов для газовой сварки.
Выводы по работе.
Ответить на контрольные вопросы.
Контрольные вопросы.
Назначение баллонов.
Назначение газового редуктора
Назначение газовой горелки
Конструктивные отличия инжекторной горелки от безинжекторной
Материал для изготовления шлангов для газовой сварки.
Отличительные особенности шлангов
Список литературы:
Чернышов Г.Г. Сварочное дело. М.,«Академия» 2007
Казаков Ю.В. Сварка и резка металлов М., «Академия» 2008







Предмет: Технология (мальчики)
Категория: Уроки
Целевая
аудитория: 11 класс.
Урок соответствует ФГОС
Полезное для учителя




Распродажа видеоуроков!

1850 руб.
2840 руб.

1660 руб.
2560 руб.
1900 руб.
2930 руб.

2060 руб.
3170 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства