Инструкционные карты по разделу "Слесарное дело"
предназначены для преподавателей технологии в школе,
мастерам производственного обучения по специальности
"Техническое обслуживание и ремонт автотранспортных средств" и "Газоэлектросварщики"
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Инструкционные карты по разделу "Слесарное дело"
предназначены для преподавателей технологии в школе,
мастерам производственного обучения по специальности
"Техническое обслуживание и ремонт автотранспортных средств" и "Газоэлектросварщики"






1. Инструкционно – технологическая карта.
Разметка металла
| Инструменты | Материалы | Оборудование |
|
|
|
| Технологический процесс | Указания и пояснения |
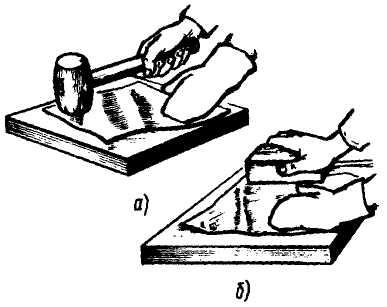
| 1. Окрашивание поверхности под разметку. | |
| 1. Для окрашивания необработанных поверхностей применяют меловой раствор (600 гр. мела + 50 гр. столярного клея + 4 л воды). 2. Чисто обработанные поверхности изделий из черных металлов окрашивают раствором медного купороса (2-3 чайные ложки медного купороса на стакан воды) или специальным лаком для разметки. |
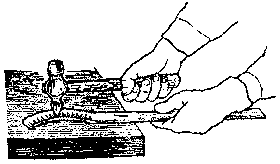
| 1. Взять заготовку в левую руку и держать наклонно. 2. Кисть взять в правую руку и перекрестными вертикальными и горизонтальными движениями нанести ею на поверхность детали тонкий равномерный красящий слой (см. рис.); краситель надо набирать только концом кисти в небольшом количестве во избежание образования потеков. 3. Просушить окрашенную поверхность. |
| 2. Нанесение рисок. Рис. № 1. Рис. № 2. Рис. № 3. | 1. Выбрать чертилку в зависимости от металла размечаемой детали (см. рис. № 1):
2. Нанести риски чертилкой, располагая ее с наклоном по направлению перемещения (см. рис. № 2) и с наклоном в сторону от линейки (см. рис. № 3); угол наклона чертилки не должен изменяться в процессе нанесения рисок; заостренный конец чертилки все время должен быть прижат к линейке, а линейка – плотно прижата к детали. 3. Риску проводить только один раз. Важно: разметку нужно начинать с нанесения основных центровых рисок, осей, а затем всех горизонтальных, вертикальных и, наконец, наклонных рисок. |
| 3. Графические построения. | |
Рис. № 1.
| 1. Подготовить поверхность заготовки к разметке. 2. Взять обработанный торец или ребро заготовки за начало отсчета – базу (см. рисунок № 1). 3. Наложить линейку на размечаемую поверхность, совместив деление отсчитываемого размера с базой (нижняя и боковая стороны детали). 4. По нулевому делению линейки чертилкой нанести метку (см. рис. № 2). 5. Нанести такую же метку и с другой стороны детали. 6. Через нанесенные метки по наложенной на деталь линейке провести чертилкой линию. |
Рис. № 1. | 1. Наложить угольник на размечаемую поверхность так, чтобы полка его была прижата к обрабатываемой стороне заготовки. Придерживая угольник левой рукой (см. рис. № 1), провести риску, прижимая при этом чертилку к ребру угольника. Передвигая угольник вдоль обработанной стороны заготовки, проводить на ней параллельные риски. |
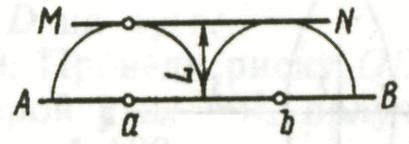
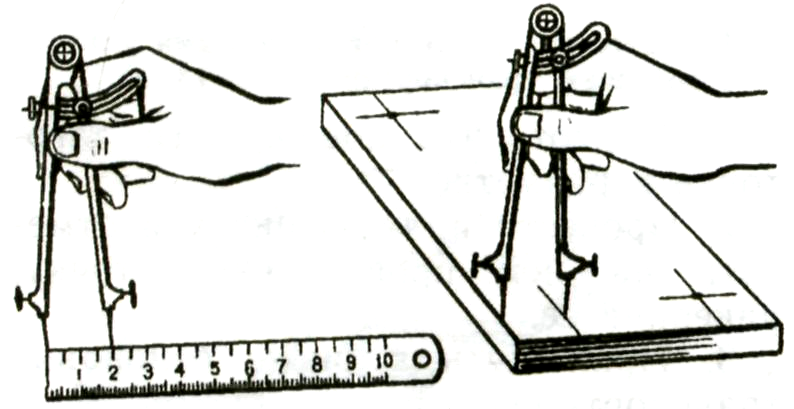
| 1. Из произвольных точек a и b на прямой AB с помощью разметочного циркуля провести дуги радиусом L. 2. Прямая MN, касательная к этим дугам, будет параллельной заданной прямой AB и отстоять от нее на заданном расстоянии L (см. рисунок). |
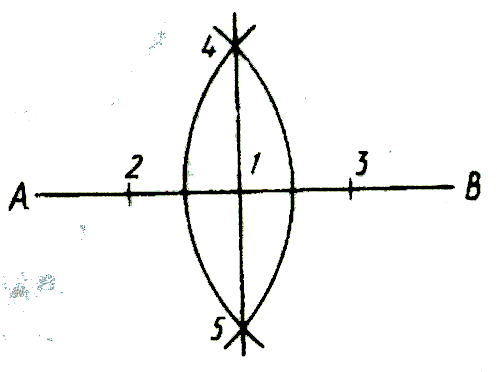
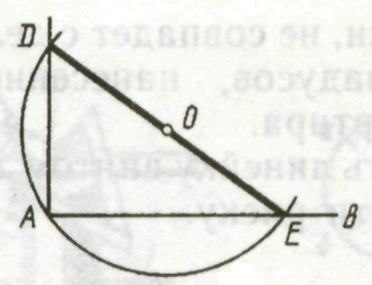
| 1. Подготовить поверхность заготовки к разметке. 2. Провести на подготовленной поверхности произвольную риску AB (см. рис.). 3. Примерно на середине риски отметить и накернить точку 1. 4. По обе стороны от точки 1 циркулем, установленным на один размер, сделать на риске засечки 2 и 3, а в них – керновые углубления. 5. Установить циркуль на размер, превышающий размер между точками 1 и 2 (1 и 3) на 6-8 мм. 6. Установить неподвижную ножку циркуля в точку 2 и подвижной ножкой провести дугу, пересекающую риску. 7. То же самое проделать, установив неподвижную ножку циркуля в точку 3. 8. Провести через точки пересечения дуг 4 и 5 и точку 1 риску, которая будет перпендикулярна первоначальной. |
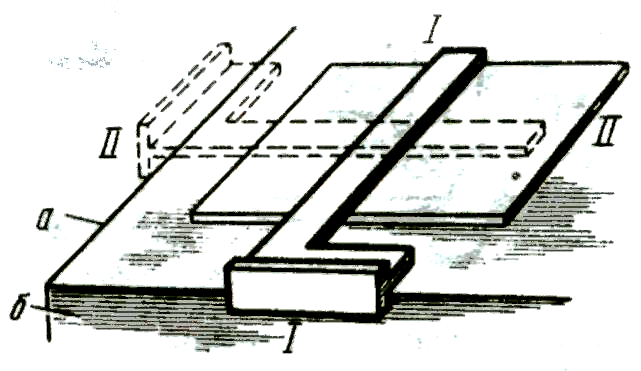
| 1. Подготовить поверхность заготовки к разметке. 2. Заготовку положить в угол разметочной плиты, выверить ее положение относительно боковых поверхностей a и б плиты и слегка прижать грузом или закрепить струбциной (см. рисунок), чтобы она не сдвигалась в процессе разметки. 3. Приложить угольник к боковой поверхности б разметочной плиты (положение угольника I – I) и провести первую риску. 4. Приложить угольник полкой к боковой поверхности a (положение II – II) и провести вторую риску, которая будет перпендикулярна первой. |
Рис. № 1.
Рис. № 2.
Рис. № 3. | Под углом 90º:
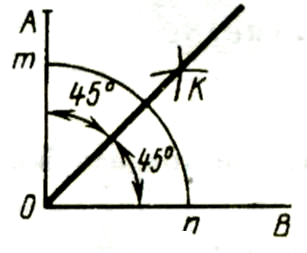
Под углом 45º:
С помощью транспортира:
|
| 4. Разметка плоских фигур. | |
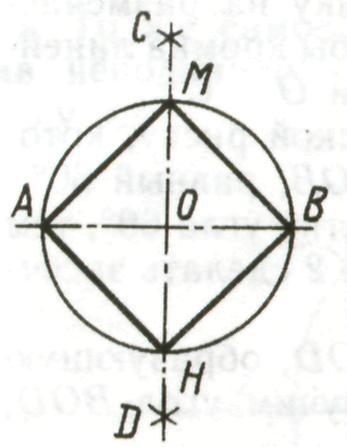
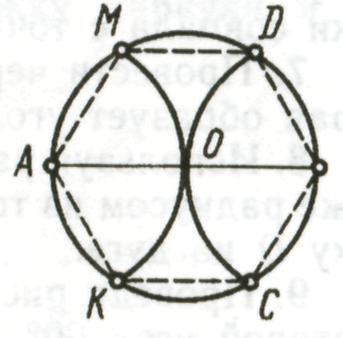
| 1. Подготовить поверхность заготовки к разметки. 2. Наметить и накернить центр окружности O; провести из него разметочным циркулем окружность. 3. Провести диаметр окружности AB и из точек A и B произвольным радиусом сделать по две засечки, пересекающиеся в точках C и D. Прямая CD пересекает окружность в точках M и N и делит диаметр AB на две равные части; точки A, M, B, H делят окружность на четыре равные части. 4. Соединив рисками эти точки, получим квадрат. |
| 1. Подготовить поверхность заготовки к разметке. 2. Наметить и накернить центр O окружности и провести из него с помощью разметочного циркуля окружность. 3. Провести диаметр AB. 4. Из точек A и B прочертить дуги радиусом данной окружности, которые пересекут ее в точках K, M, D и C. Точки A, M, D, B, C и K делят окружность на шесть равных частей. 5. Соединив рисками эти точки, получим шестиугольник. |
| 1. Подготовить поверхность заготовки к разметке. 2. Принять за базу боковые обработанные стоны заготовки. 3. Циркулем по масштабной линейке снять размер 20 мм. 4. Не сбивая циркуля, прочертить от ребер заготовки по две пересекающиеся риски. 5. В точках пересечения рисок выполнить керновые углубления для центров отверстий. |
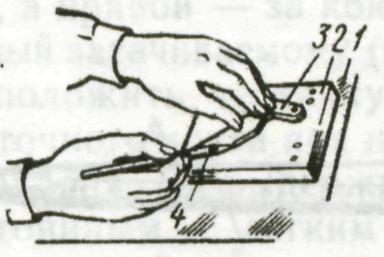
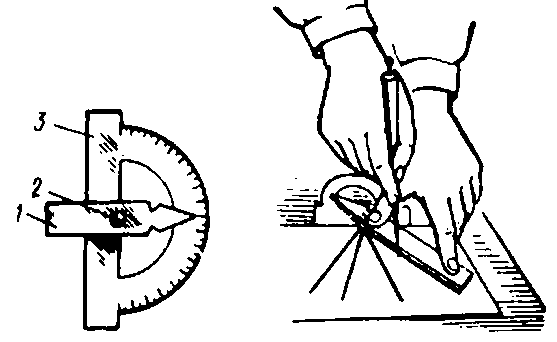
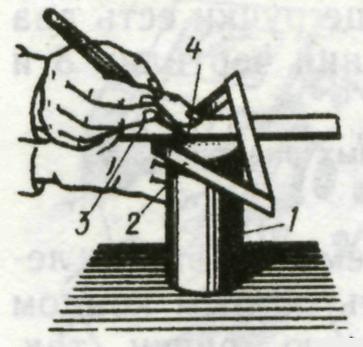
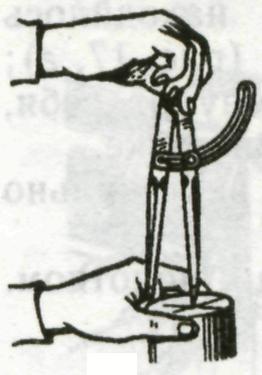
Рис. № 1. Рис. № 2. Р | 1. Подготовить поверхность заготовки к разметке. 2. Наложить на торец заготовки 1 (см. рис. № 1.) угольник – центроискатель 2 так, чтобы его стороны касались цилиндрической поверхности детали. 3. Левой рукой прижать плотно угольник 2 и линейку 3 к поверхности цилиндра в его торцовой части. 4. Правой рукой провести чертилкой 4 диаметральную риску a –a (см. рис. № 2). 5. Повернуть угольник – центроискатель на угол, примерно равный 90º и провести вторую диаметральную риску b – b (см. рис. № 2). 6. Проверить точность разметки окружности разметочным циркулем (см. рис. № 3); при правильной разметке подвижная ножка должна совпадать по всей длине окружности с поверхностью цилиндра.
|
| 1. Подготовить поверхность заготовки к разметке. 2. Установить заготовку 2 на разметочную плиту 1 так, чтобы она плотно прилегала к ней (см. рисунок). 3. Наложить шаблон 3 на размечаемую заготовку так, чтобы он плотно прилегал к ней. 4. Пальцами левой руки прижимать шаблон к заготовке, а пальцами правой руки прочерчивать чертилкой 4 вдоль контура шаблона риски, строго сохраняя неизменный угол наклона и нажим на чертилку. |
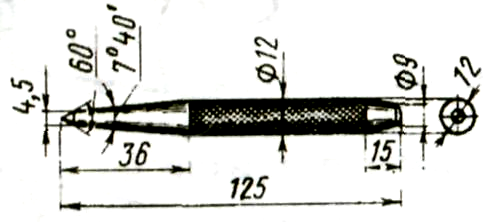
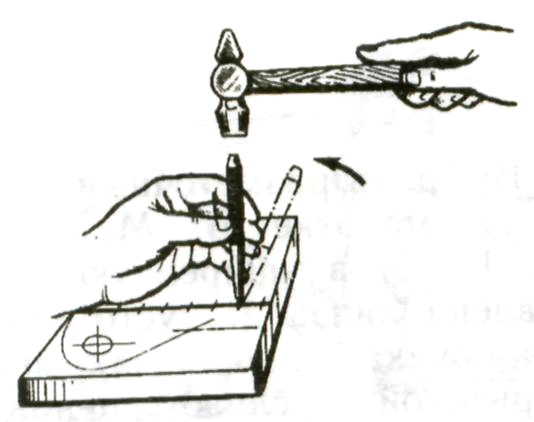
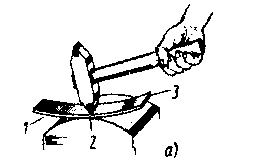
| 5. Кернение разметочных рисок. Рис. № 1. Рис. № 2. Рис. № 3. | 1. Выбрать кернер (см. рис. № 1) и проверить соответствие его размеров и угла заточки размечаемой заготовке. 2. Взять кернер тремя пальцами левой руки и поставить острым концом точно на разметочную риску так, чтобы острие кернера находилось строго на середине риски (см. рис. № 2); наклонив кернер в сторону от себя, прижать его к намеченной точке. 3. Поставить кернер вертикально (см. рис. № 3). 4. Нанести легкий удар молотком. |
2. Инструкционно – технологическая карта.
Правка металла
| Инструменты | Материалы | Оборудование |
|
| Оборудование:
Приспособления:
|
| Технологический процесс | Указания и пояснения |
| |
| |
|
| |
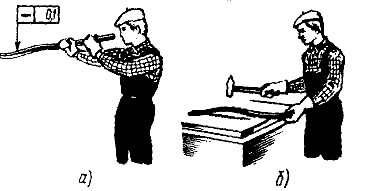
| 1. Отметить выпуклые места мелом. 2. Надеть рукавицы. 3. Положить полосу на плиту выпуклостью вверх, так чтобы она соприкасалась с плитой по двум линиям. 4. Наносить по выпуклым местам полосы сильные удары молотком, уменьшая силу ударов по мере выправления. 5. Наносить удары молотком от края к середине выпуклости. 6. Проверить точность правки на плите на просвет или с помощью щупа либо поверочной линейки. Отклонение – не более 0,1 мм на длине 500 мм. |
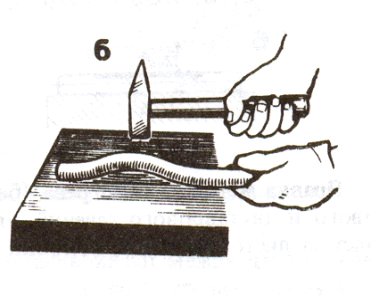
| 1. Определить границы кривизны. 2. Положить искривленную полосу на плиту. 3. Удары наносить носком молотка по вогнутой части полосы, располагая его поперек кромки, до тех пор, пока полоса не примет прямолинейную форму (см. рисунок).
|
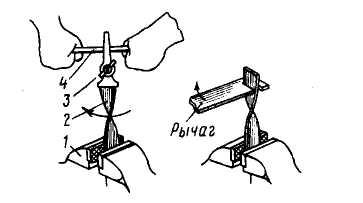
| 1. Закрепить полосу в тисках перпендикулярно их губкам. 2. Конец полосы зажать ручными тисками. 3. Вставить в разъем ручных тисков металлический рычаг (стержень, пруток, стальную полосу). 4. Равномерным вращением выправить спиральный изгиб. 5. Окончательную правку провести обычным (описанным выше) способом. 6. Контроль правки – «на глаз», наложением на поверочную плиту (по просвету) или с помощью щупа. |
| 3. Правка листового металла. | |
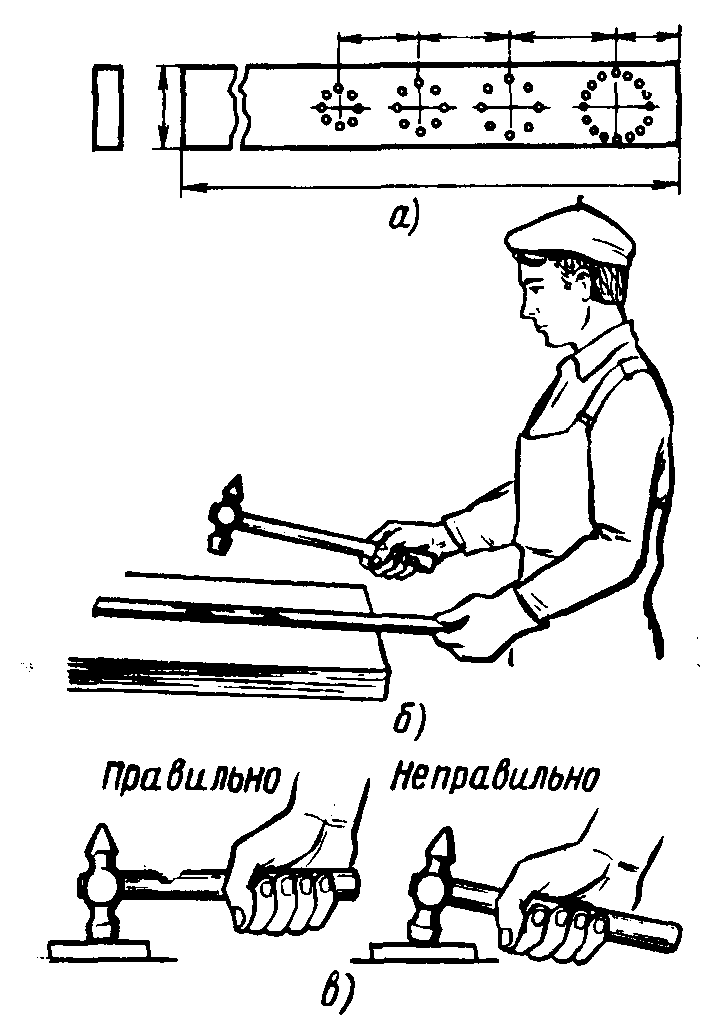
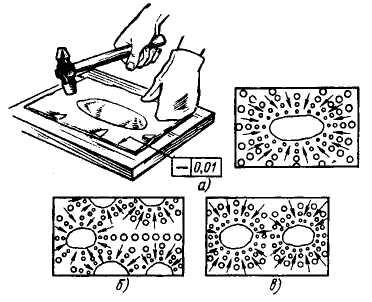
| 1. Положить лист на плиту и с помощью линейки определить выпуклости, границы которых обвести мелом или графитовым карандашом. 2. Определить последовательность нанесения ударов в зависимости от количества выпуклостей и их расположения:
3. После устранения волнистости лист перевернуть и легкими ударами восстановить его прямолинейность (удары наносить частые, но не сильные, по мере приближения к границам выпуклости удары наносить чаще и слабее).
|
| 1. Уложить лист на плиту выпуклостью вверх. 2. Обвести границы неровностей мелом или графитовым карандашом. 3. Прижать лист к плите, молотком (деревянным или с медными, латунными, свинцовыми вставками) наносить удары между выпуклостями, периодически переворачивая лист. 4. Приемы правки такие же, как и стальным молотком. 5.Контроль качества – отсутствие забоин и вмятин; поверхность листа ровная, с отклонением ± 0,001 мм на 200 мм длины.
|
| 1. Уложить лист на плиту выпуклостью вверх. Прижать рукой к плите. 2. Взять брусок (деревянный или металлический), наложить на лист и с незначительным нажимом перемещать слева направо, вдоль листа до его края. 3. В конце правки нажим ослабить и движением в обратную сторону без усилия перемещать в начальное положение. Выполнять до полного выправления листа. 4. Переворачивать лист с одной стороны на другую, разглаживать до полного выпрямления. |
| 4. Правка стальных прутков. | |
| 1. Круглые прутки диаметром до 12 мм правят и проверяют так же, как и полосовой металл (см. п. 2).
|
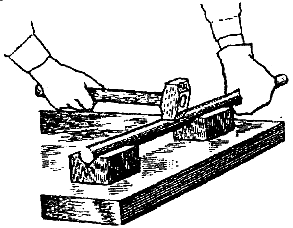
| 1. Определить выпуклые места и наметить их мелом. 2. Установить пруток на призмы, расстояние между которыми 50 – 100 мм, выпуклостью вверх. 3. Наносить удары по выпуклому месту молотком со вставкой из мягкого металла (если правка производится стальным молотком – применять подкладку из мягкого металла). 4. Качество правки определять на плите по просвету между плитой и перекатываемым по ней прутком. |
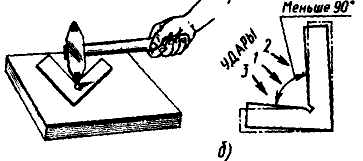
| 5. Правка деталей из закаленного металла (рихтовка). | |
| 1. Расположить полосу на рихтовальной бабке выпуклостью вниз. 2. Рихтовальным молотком наносить не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям в порядке, указанном цифрами (2 – 1 – 3). 3. Прямолинейность проверить на плите по просвету. |
| 1. Положить угольник на правильную плиту. 2. Удары молотком наносить у вершины внутреннего угла, если угольник имеет угол меньше 90 градусов. 3. Если угол больше 90 градусов, удары молотком наносить у вершины наружного угла. 4. Удары наносить с обеих сторон угольника. 5.Заканчивать правку, если ребра примут правильную форму и оба угла будут равны 90 градусов.
|
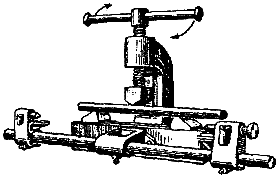
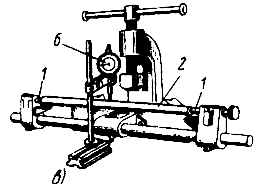
| 6. Правка труб и пустотелых деталей (правка на ручных прессах). | |
| | 1. Перекатыванием вала по плите определить выпуклость и отметить ее мелом. 2. Установить вал на призмы под винт пресса выпуклостью вверх. 3. Вращая рычаг, нажать винтом пресса на вал, периодически проверяя прямолинейность вала линейкой «на просвет» (под шпиндель пресса установить подкладки из мягкого металла). 4. Окончательный контроль прямолинейности провести в центрах с помощью индикатора (см. рисунок). |









* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт

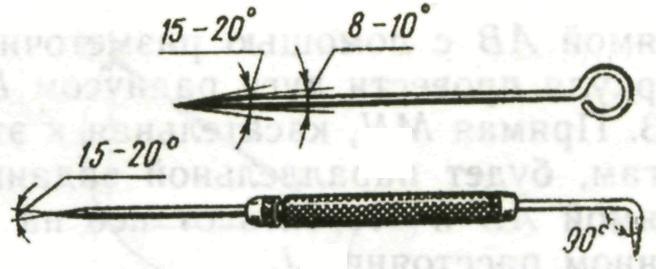
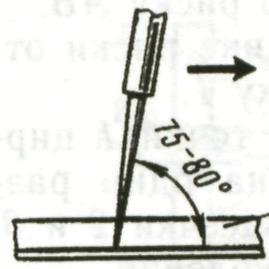
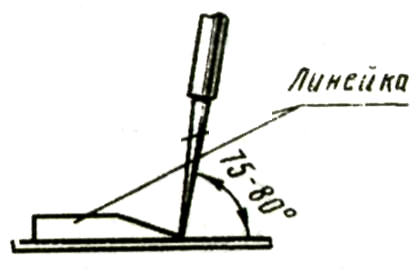
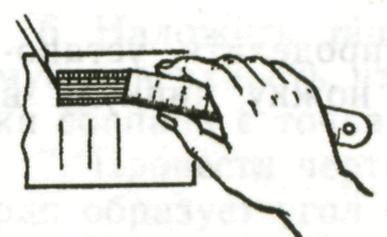
 Рис. № 2.
Рис. № 2.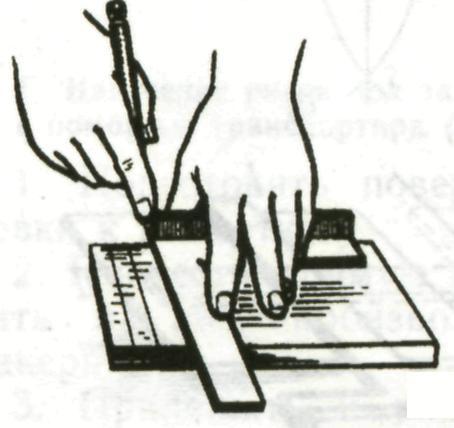

 ис. № 3.
ис. № 3.