Бір бояулы басылым машинасында кітап - журналды? ?німдерді т?рлі - т?сті бейнемен басу
Бір бояулы басылым машинасында кітап - журналды? ?німдерді т?рлі - т?сті бейнемен басу
Та?ырыбы 14.1 ?а?аз, бояу ж?не ыл?алда?ыш ерітіндісін басылым?а дайындау, ?а?аз ?ткізу ж?йесін ретке келтіру
Саба?ты? ма?саты:
Білімділік: ?а?аз, бояу ж?не ыл?алда?ыш ерітіндісін басылым?а дайындау, ?а?аз ?ткізу ж?йесін ретке келтіру туралы т?сінік беру.
Дамытушылы?: О?ушылар т?л?асын рухани жетілдіріп, білімді іскерлік ж?не да?дыларды ме?герте отырып, е?бек ?абілеттерін ж?не к?сіби да?дыларды игеруін ?алыптастыру мен дамыту.Е?бек ?ауіпсіздігі туралы м?ліметтерді т?сіндіріп о?ыту.
Т?рбиелік: О?ушыларды? бойында к?сіпке деген с?йіспеншілікті , е?бекке деген ??рметті ?алыптастыру. Е?бек ?абілеттерін дамыту?а т?рбиелеу.О?ушыларды маманды??а ?ызы?тыру.
Саба?ты? т?рі: Жа?а саба?ты ме?герту.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Бір бояулы басылым машинасында кітап - журналды? ?німдерді т?рлі - т?сті бейнемен басу »
ҚАЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
АЛМАТЫ ҚАЛАСЫ БІЛІМ БАСҚАРМАСЫ
КМҚК «АЛМАТЫ ПОЛИГРАФИЯ КОЛЛЕДЖІ»
ӘДІСТЕМЕЛІК ЗЕРТТЕМЕ
САБАҚТЫҢ ТОПТАМАЛАРЫ
Тақырып: «Бір бояулы басылым машинасында
кітап – журналдық өнімдерді түрлі – түсті бейнемен басу»
Пән: «Өндірістік оқыту»
Кәсібі: 1227000 – Баспа өндірісі
Біліктілігі: 1227032 – «Жазық баспа баспагері»
Оқу мерзімі: 2 жыл 10 ай
Кәсіптік оқыту әдістемелік кеңесінде қаралды:
Хаттама №___ «___» _____ 20 ж
ЦӘК төрайымы _________ Ерназар Г.К.
Алматы 2014 ж
Өндірістік оқыту пәні бойынша оқу бағдарламасының жоспары мен бағдарламасына түсіндірме жазба
Тегіс баспа баспагері мамандығы бойынша кәсіптік тәжірибе пәнінің мақсаты - арнаулы технология пәнінен өткен теорияны практика жүзінде ұштастыру. Бұл пән - офсеттік тегіс басылым цехында өткізіледі. Жаңашыл полиграфияның дамуына байланысты әлемге әйгілі Heidelberg фирмасының GTO – 52 басылым машинасы негізгі басылым машинасы болып табылады. Басылым машинасының құрылысын , жұмыс істеу принципін , технологиялық процестерді меңгеріп ,үйрену мақсатымыз.Полиграфиялық метериалдарда қалай пайдаланып , оларды іс- жүзінде қолдана білу. Олар : қағаз, бояу , қалып , еріткіштер тағы басқалар.Қағазды тегістеу , санау , зарядтау жұмыстары . Бояуды номенкулатурасы бойынша бояу жәшігіне салып оларды реттеу. Қалыпты офсеттік цилиндрге бекітіп , декельдің жұмысын қадағалау. Еріткіштер мен қышқылдарды үнемді , талапқа сай пайдалану. Қауіпсіздік ережелерін сақтап ,жұмыс орнын ұйымдастыру, үнемдік пен тазалықты меңгеру , технологиялық процесті қадағалап , өнімнің сапасын тексеру және сапалы өнім алуға дағдылану. Өндірістік оқыту пәні аптасына 1 рет өткізіледі. Мәскеу бағдарламасы негізіне сүйене отырып жасалынған. Өндірістік оқыту-тәрбиелеу үрдісінің басты бөлігі. Оны тереңдеп өткізу барысында мамандықты кәсіби оқыту, кәсіби үйрету және мамандық мінездемесіне сай дайындау, нақты бір жабдықта жұмыс істей алу нәтижелеріне қол жеткіземіз.
Өндірістік оқыту – оқу жоспарының бір бөлігі. Оның мақсаты – оқушының мамандығын оқу жоспарының талабына сай жоғарылауын қамтамасыз ету. Оқу барысында алған білімін кәсіби практикамен байланыстырып, тереңдетіп бейімдеу, ұйымдастырушылық және коллективтік жағдайға тәрбиелеп, үйрету.Өндірістік оқыту – кәсіби біліктілік, мамандығы бойынша білімділік, ол білімін бекітіп, негіздеп және нақты бір жабдықта жұмыс істеп, жаңа техникада білімін жетілдіруге, көпшілікпен жұмыс істеуді үйренуге және дипломдық жобаға материалдар дайындауда көп қөмегін тигізеді. Практика барысында оқушы білімін бекітіп, кәсіптік тәжірибеде шебер керекті әдісті қолдануды көрсетеді, талқылайды, іздеу әдісін басқа әдістерді қолдана келе, жалпы кәсіптік дайындықтың негізгі жолын шеше отырып, білікті жұмысшы дайындайды.
Кешенді әдістемелік қамту құжаты
Тарау. 14. Бір бояулы басылым машинасында кітап – журналдық өнімдерді
түрлі – түсті бейнемен басу
14.1 Қағаз, бояу және ылғалдағыш ерітіндісін басылымға дайындау, қағаз өткізу жүйесін ретке келтіру.
14.2 Қалыпқа бояудың берілуін реттеу, қысымды реттеу, бақылау данасын алу
14.3 Тираж басу. Басылған тираж сапасы.Машинаның күнделікті күтімі
14.4 Тираж басу. Басылған тираж сапасы.Машинаның күнделікті күтімі
Кешенді әдістемелер (нұсқау карталары, тапсырма карталары, түсініктеме карталары)
Тегіс баспа баспагері мамандығы бойынша еңбекті қорғау, еңбек және техника қауіпсіздік ережелері
1. Қауіпсіздік техникасы бойынша мағлұмат (инструктаж) алған адам цехта жұмыс істеуге болады.
2. Қауіпті аймақтары қоршалмай ,ақаулы машиналарда жұмыс істеуге тыйым салынады.
3. Жұмыс орны мен жабдықтарды таза , ақаусыз ұстауы тиіс.
4. Жуатын және жанармай материалдар тек жабық ыдыста сақталуы тиіс.
5. Жуғыш заттар мен бояулар сіңген материалдар мен қағаздар жәшікте сақталуы тиіс.
6. Цехта темекі, оттық пайдалануға болмайды.
7. Жұмыс істеуге және пайдалануға жарамсыз аспаптарды пайдалануға тыйым салынады.
8. Баспагер жұмыс орнында жалғыз қалып жұмыс істеуге болмайды.
9. Қосылған машинаны бақылаусыз қалдыруға болмайды.
10. Цехта тамақтануға және азық- түлік сақтауға, сыртқы киіммен отыруға болмайды.
11. Электр двигательдерді оқушының өздігінен ашпауын , қапталмаған тоқ өткізгіштерге жақындамауы керек.
12. Тоқ өткізгіш құрылғының тыс қаптамасының бүлінбеуіне жол бермеу қажет.
13. Электр жүйесі мен электр жабдықтарын өз бетімен жөндеуге тыйым салынады.
14. Машинада орнатылған жарық көздерінің (шамдардың) қуат, кернеуі 36 Вольттан жоғары болмауы тиіс.
15. Жарық көздеріне, электр сымдарына және электр жабдықтарына әр түрлі қағаздар, қатырмалар, фотопленкалар, басқа да тез тұтанатын материалдар ілуге тыйым салынады.
16. Машиналарға, аспаптарға, кептіргіштерге және ысытқыш аспаптарға материалдар мен дайын өнімдерді жақын ұстауға тыйым салынады.
17. Тез тұтанғыш ерітінділердің бетін ашық қалдырып кетуге болмайды.
18. Қағаз не қоқыстарды, пайдаланған материалдың қиындыларын, мақталарды кездейсоқ жанбауы үшін жұмыс аяқталар алдында күн сайын жинастырып тұруы керек.
19. Басылым машиналары толық жұмыстан тоқтап тұрған кезде тазаланып, майлануы керек.
20. Жабдықтар мен жүйелердің жарамсыздығы жайында байқалғандардың барлығын цех әкімшілігіне хабарлап отыру қажет.
Өндірістік санитария— зиянды өндірістік факторлардың қызметкерлерге әсерін тигізбейтін немесе азайтатын санитарлы-гигиеналық, ұйыдастыру іс-шаралары мен техникалық құралдар жүйесі.
Қауіпсіздік техникасы - қауіпті өндірістік факторлардың, яғни белгілі жағдайларда жұмыс істеушіге әсері жарақаттануға немесе басқа денсаулығының кенет нашарлануына алып келетін факторларды болдырмайтын немесе азайтатын ұйымдастырушылық іс-шаралар мен техникалық құралдардың жүйесі.
Өрт қауіпсіздігі - бұл нысананың өрт шығу мүмкіндігін болдырмайтын, ал шыға қалғанда өрттің қатерлі факторларының адамдарға әсерін болғызбайтын және материалдық құндылықтарды қорғауды қамтамасыз етуші жағдайы.
Өндірістік қауіп-қатер- бұл қауіпті және зиянды өндіріс факторларының қызметкерлерге әсер ету мүмкіндігі.
Еңбекті қорғау- құқықтық, элеуметті-экономикалық, ұйымдастыру-техникалық, саиитарлы-эпидемиологиялық, емдеу-профилактика, оңалту және өзге де іс-шаралар мен құралдарды қамтитын, еңбек қызметі процесінде қызметкерлердің өмірі мен денсаулығының қауіпсіздігін қамтамасыз ету жүйесі.
Еңбекті қорғау еңбек құралдарының, өндірістік процестердің, қоршаған ортаның адам ағзасына әсіресе зерттеуге және бұлшық ет энергиясын аз жұмсап, жоғарғы еңбек өнімділігіне жету үшін оңтайлы жағдайлар жасауға көмектесетін еңбекті ғылыми ұйымдастыру, инженерлік психология, еңбек физиологиясы, эргономика, техникалық эстетика және қоршаған ортаны қорғаумен тығыз байланысты. Еңбекті қорғау үшін инженерлік психологияның маңызы ерекше, өйткені ол адамның - еңбек процесінің субъективті-өзара әрекеттесулерін зерттейді және адамның күшін, жұмыс қабілетін, денсаулығын және жақсы психологиялық көңіл-күйін сақтауға оңтайлы еңбек жағдайларын құру үшін оның еңбек процестеріндегі функционалдық мүмкіндіктерін белгілейді.
Еңбек физиологиясы- адамның еңбек қызметіне және осы қызмет ететін өндірістік оңтайлықтың жағдайларына байланысты адамның ағзасындағы физиологиялық процестерді зерттейді. Еңбек физиологиясы еңбекті қорғау саласындағы техникалық, санитар гигиеналық құралдар мен іс-шараларды жасау үшін негіздердің бірі болып табылады. Еңбекті қорғау эргономикамен, зерттеу нысаны тірі және тірі емес «адам-машина-орта» жүйелерінен құрылған кешен болып табылатын мәнмен тығыз байланысты. Эргономика еңбек процесінде адамға оның күшін, жұмыс қабілетін және денсаулығын сақтауды қамтамасыз ете отырып, оған еңбек процесінде колайлы жағдайлар туғызу мақсатымен адамның еңбек процесіндегі функциональдық мүмкіндіктерін ескере отырып зерттеулер жүргізеді, техникалық құрал-жабдықтардың жобаларын даярлайды, оларды шығару және пайдалану жөнінде кеңестер береді.
Еңбекті қорғау міндеті - жоғарғы еңбек өнімділігі және қолайлы жағдайлар туғыза отырып, қызметкердің зақымдану мен ауруға шалдығу қауіптерін барынша азайту. Нақтылы өндіріс жағдайлары, әдетте кейбір қауіптер мен зияндылықтардың бар екендігімен сипатталады. Еңбекті қорғауды ұйымдастыруды шешетін міндеттерге қарай оларды зерттеудің түрліше тәсілдері қолданылады. Мысалы, өндірістік ортаның факторларын зерттеу үшін санитарлы-гигиеналық, физикалық, химиялық және микробиологиялық тәсілдер қолданылады (микроклиматы, ауаның газдануы мен шаңдануын, шу деңгейін, діріл, иондану т.б.). Әр түрлі жұмыстарды орындау және өндірістік факторлардың әсер етуі кездеріндегі адам ағзасының жағдайы мен жұмыс қабілеттілігін зерттеу үшін физиологиялық және биохимиялық зерттеу тәсілдері қолданылады. Кәсіби ауруларға шалдығу, өндірістік жарақат, апат, жарылыстардың себептерін зерттегенде зерттеудің статикалық және техникалық тәсілдері қолданылады.
Еңбекті корғаудың мақсаты - мамандарды өндірістік жарақаттану мен кәсіби ауруларға шалдығуды болдырмайтын жаңа техниканы жасап шығаруға байланысты мәселелерді шығармашылықпен шешу үшін қажетті теориялық және практикалық білімдермен қамтамасыз ету.
Қолданылатын әдебиеттер
Ж.Ж.Бәзілов «Полиграфия өндірісінің негіздері» Алматы 2010ж
В.М.Рязанов «Офсеттік басылым» Москва 1989ж
Б.Омарова «Қазіргі заманғы полиграфия» Алматы 2011ж
Г.А.Виноградов, И.А.Жуков «Полиграфия өндірісі» Алматы 1991ж
В.В.Казанцев, Г.А.Таль «Офсеттік шағын машиналар және оларда жұмыс істеу» Алматы 1991ж
Г.Киппхан «Энциклопедия по печатным средствам информации» Москва 2003г
А.Ф.Зирнзак, Ю.Н.Самарин «Листовые офсетные печатные машины» Москва 1998г
Н.Н.Полянский «Технология полиграфического производства» М 1988г
Руководство по эксплуатации машины GTO -52, Heidelberg, Алматы 1997ж
Ж.Ж.Базилов «Основы полиграфического производства» Алматы 2005г
Н.И.Спихнулин «Формные и печатные процессы» Москва 1989г
Ж.Ж.Базилов «Автоматизация полиграфического производства» Алматы 2011г
Өндірістік оқыту сабағының технологиялық жоспары
Мерзімі: Топ 4-13
Тарау 14. Бір бояулы басылым машинасында кітап – журналдық өнімдерді
түрлі – түсті бейнемен басу
Тақырыбы 14.1 Қағаз, бояу және ылғалдағыш ерітіндісін басылымға дайындау, қағаз өткізу жүйесін ретке келтіру
Сабақтың мақсаты:
Білімділік: Қағаз, бояу және ылғалдағыш ерітіндісін басылымға дайындау, қағаз өткізу жүйесін ретке келтіру туралы түсінік беру.
Дамытушылық: Оқушылар тұлғасын рухани жетілдіріп, білімді іскерлік және дағдыларды меңгерте отырып, еңбек қабілеттерін және кәсіби дағдыларды игеруін қалыптастыру мен дамыту.Еңбек қауіпсіздігі туралы мәліметтерді түсіндіріп оқыту.
Тәрбиелік: Оқушылардың бойында кәсіпке деген сүйіспеншілікті , еңбекке деген құрметті қалыптастыру. Еңбек қабілеттерін дамытуға тәрбиелеу.Оқушыларды мамандыққа қызықтыру.
Сабақтың түрі: Жаңа сабақты меңгерту.
Пәнаралық байланыс: Арнайы технология, материалтану
Құрал-саймандар: Басылым машинасы, өнімдердің үлгілері, еңбек қауіпсіздігі туралы түсінік, Басылым қалыбы, басылым қағазы, бояу , ертінділер, қышқылдар, жуатын – сүртетін материалдар, арнайы кілттер мен саймандар.
Дидактикалық материалдар: Кешенді әдістемелер
1.Түсініктеме картасы
14.1-1
2.Нұсқау картасы
14.1-1
3.Нұсқау картасы
14.1-2
4.Нұсқау картасы
14.1-3
Карточка – тапсырма , технологиялық нұсқау карталары
Пайдаланылатын әдебиеттер
Ж.Ж.Бәзілов «Полиграфия өндірісінің негіздері» Алматы 2010ж
В.М.Рязанов «Офсеттік басылым» Москва 1989ж
Б.Омарова «Қазіргі заманғы полиграфия» Алматы 2011ж
Г.А.Виноградов, И.А.Жуков «Полиграфия өндірісі» Алматы 1991ж
В.В.Казанцев, Г.А.Таль «Офсеттік шағын машиналар және оларда жұмыс істеу» Алматы 1991ж
Г.Киппхан «Энциклопедия по печатным средствам информации» Москва 2003г
Сабақтың өту барысы
І. Ұйымдастыру кезеңі (2-3 мин)
1.Оқушыларды тізім бойынша белгілеу/
2.Оқушылардың сырт көрінісін тексеру/
3.Оқушылардың сабаққа дайындығын тексеру/
ІІ. Кіріспе нұсқау
Тарау тақырыбын хабарлау
Сабақтың тақырыбын хабарлау
Сабақтың мақсатын хабарлау
Өткен сабақ бойынша оқушылардың білім мен дағдысын тексеру (10-15 мин).
Қауіпсіздік техникасы бойынша инструктаж
Өнім басуға машинаны дайындау
Қағазды басылымға дайындау.
Бояуды басылымға дайындау.
Ылғалды басылымға дайындау.
Қағаз өткізу жүйесін ретке келтіру.
Бақылау данасының түпнұсқамен сәйкестігін тексеру.
Бүйір тіректі ретке келтіру.
Форгрейферді ретке келтіру.
Таралымды басу.
Өнім басу кезіндегі ақаулар және оларды жою.
Басылым сапасы және параметрлері.
Головка мен хвостты тексеру.
Келтіру және келтірмелеу жұмыстарын орындау.
Қалыпқа бояу мен ылғалдың берілуін қадағалау.
Баспа және ашық элементтерді тексеру.
Таралымды басу.
Машинаны жуу, тазалау
14.1 – 1 . Түсініктеме картасы
Қағазға, бояуға қойылатын талаптарды кесте арқылы жазу.
№
Қағаз.
Бояу.
1
2
3
4
5
ІІІ. Жаңа тақырыптың мазмұны мен жүйесі
Басылымның нақты таралымын басу үшін, қағаз, бояу және басылым қалыптарын даярлау мен оларды басуға дайындау, негізінен, жазық офсеттік басылымдағыдай іске асырылады. Басылым машинасындағы дайындық операциялары олардың типтерінен тәуелсіз мынандай топтарға бөлінеді:
басылым қондырғысы мен бояу аппаратын дайындау;
қағаз бен жабдықтау және шығару-қабылдау қондырғысын дайындау;
сәйкестендіру және реттеу;
былғануға қарсы, құрғату және басқа да құрылғыларды (машинаның типі мен оның автоматтандырылу дәрежесіне қарай) дайындау;
Басылым қондырғысын даярлау: декель мен басылым қалыбын орнату, сонымен қатар, қажетті жағдайда жалпы қысымды реттеуден тұрады.
Бояу аппаратын, қағазбен жабдықтаушы және шығару-қабылдау қондырғыларын даярлау технологиясы, сонымен бірге, сәйкестендіру, негізінен, жазық офсеттік басылым машиналарын басуға дайындау кезіндегідей іске асырылады.
Технологиялық нұсқау картасы/
1.Өз бетімен жұмыс жасау.
2.Нұсқау картамен жұмыс жасау.
3.Жұмыс орнын бақылау.
4.Техника қауіпсіздігін бақылау.
5. Оқушылармен жекелеп жұмыс жасау.
14.1-1 Нұсқау картасы
№
Атқаратын қызметі
Машинаның бөліктері
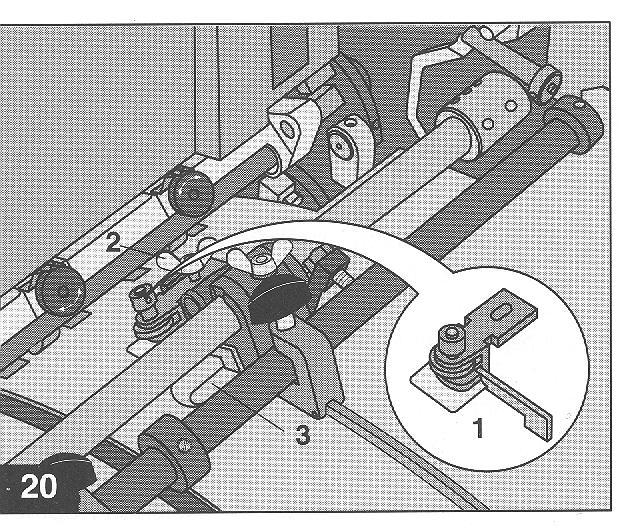
1
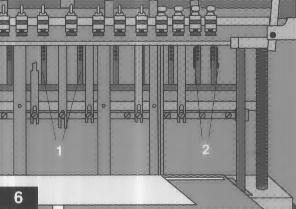
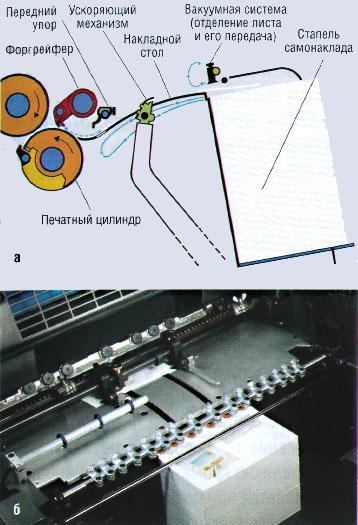
Бүйір тіректің қағазды түзету кезіндегі жұмыс істеу принципі. Қағаз өткізетін жүйеде орналасқан бүйір тіректің негізгі атқаратын қызметі өзі беретін жүйеден келген қағазды ешқанда кедергісіз өткізіп тұру. Ол үшін бүйір тіректі өзі бергіш столда орналасқан қағаздың форматына сәйкес орналастырамыз.
2
Екі немесе одан да көп қағаздың өтуін бақылау индикаторы Басылым процесі кезінде екі немесе одан да көп қағаздың қосарлана кетпеуі үшін бақылау индикаторы қолданылады.
14.1.-2 Нұсқау картасы
№
Атқаратын қызметі
Машинаның бөліктері
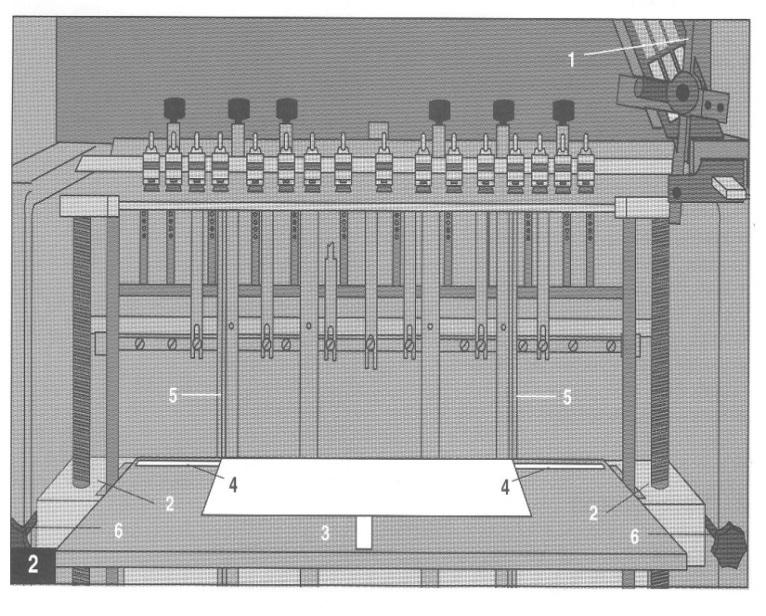
1
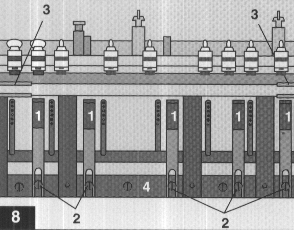
Мұнда: 1.Ашпалы-жаппалы планка; 2.Өзі беретін жүйенің жылжымалы тіректері; 3. Өзі беретін жүйе столын екі ұстағыш арқылы тірекке дейін жылжыту; 4. Өзі беретін жүйе столында қағазды тегістеуге арналған сызғыштар; 5. Екі жақ бүйір тіректер; 6. Өзі бергіш столда қағаздың форматын келтіруге арналған жұлдыз тәріздес тұтқа.
2
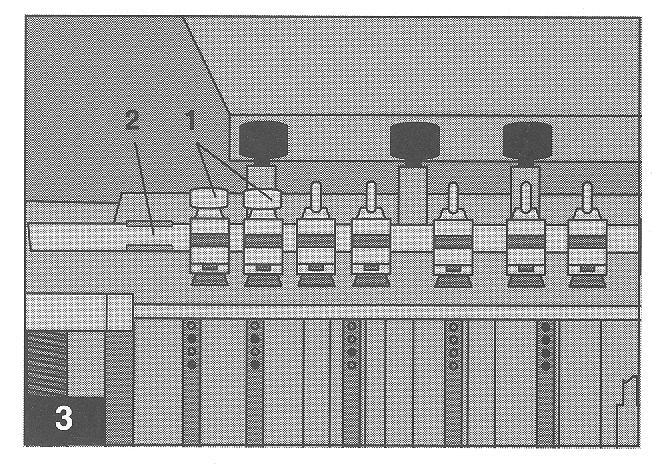
Өзі беретін жүйеде орналасқан 12 телескопиялық үрлегіштер мен сорғыштар. Сорғыштар қағаздың форматы бойынша реттеледі.Қағаз форматынан тыс орналасқан сорғыштар басу процесі кезінде жабық болуы тиіс.
3
Үрлегіштерге ауа жіберуге арналған шланга. Үрлегіштерді реттеу кезінде ең жоғарғы орналасқан қағаз парағына ауа жеткілікті деңгейде үрленетіндей болу керек.
14.1.-3 Нұсқау картасы
№
Атқаратын қызметі
Машинаның бөліктері
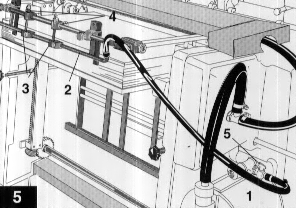
1
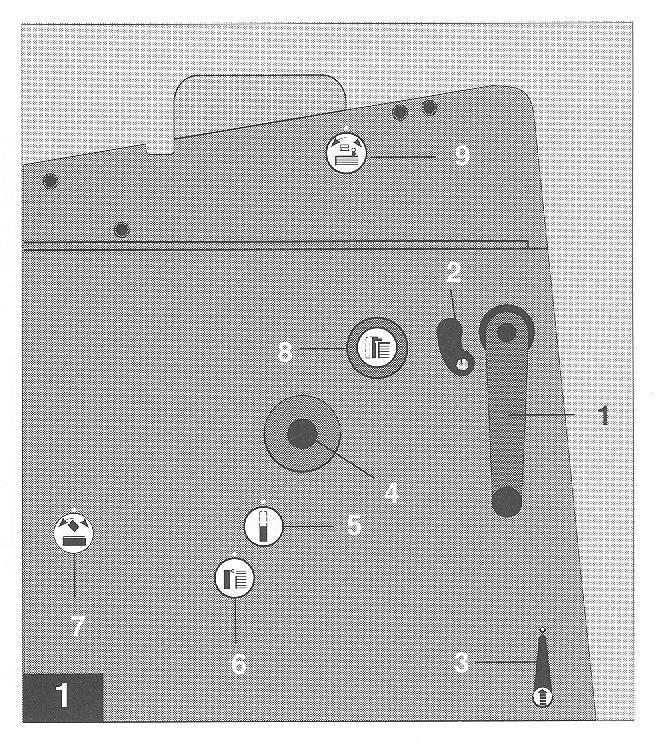
Өзі беретін және өткізетін жүйелерді басқару тұтқалары. Мұнда: 1. Өзі беретін стол биіктігін қолмен реттеу; 2. Өзі беретін стол қозғалысын реттеу; 3. Өзі беретін столды автоматты түрде қозғалысқа ауыстыру; 4. Қағаздың бүйір тіректерін реттеу; 5. Үрлегіштердің биіктігін реттеу; 6. Қағаз қалыңдығын реттеу; 7. Сорғыштарды реттеу; 8. Қағаздарды ажыратқыштарды реттеу; 9. Өзі беретін столдың өздігінен көтерілуін реттеу.
2
Қағаз парағын ажыратқыштар.
Басылым процесі кезінде қағаз парақтарының бір-бірден жіберілуі үшін арнайы резеңкемен қапталған ажыратқыштар қолданылады. Олар өзі беретін жүйе столына анайы бұрандалармен бекітілген.
3
«GTO 52-1» басылым машинасының қағаз өткізетін жүйесі.
Шебердің іс жүзінде жұмыстың орындалу әдіс-тәсілін көрсету (15-20мин)
2.Оқушылардың сапалы жұмыстарын көрсету және бағалау/ басылым машинасының құрылысын, технологиялық принципін үйренгендіктерін, жұмыс істеу біліктерін тексеру, бағалау.
3.Оқушылардың сапасыз орындалған жұмыстарын талқылау/ Өткізу жүйесінің құрылымдарымен қайта жұмыс
4.Үйге тапсырма беру/ Басылым аппаратының жұмыс істеу принципімен танысу
Өндірістік оқыту шебері: Кәрімқызы А
Мерзімі: Топ 4-13
Тарау 14. Бір бояулы басылым машинасында кітап – журналдық өнімдерді
түрлі – түсті бейнемен басу
Тақырыбы 14.2 Қалыпқа бояудың берілуін реттеу, қысымды реттеу, бақылау данасын алу
Сабақтың мақсаты:
Білімділік: Қалыпқа бояудың берілуін реттеу, қысымды реттеу, бақылау данасын алу туралы түсінік беру.
Дамытушылық: Еңбек қауіпсіздігі туралы мәліметтерді түсіндіріп оқыту.
Тәрбиелік: Оқушыларды мамандыққа қызықтыру. Әрбір оқушының өзіндік көзқарасын, адамгершілігін, белсенді шығармашылығын, жан - жақты тәрбиелеу. Кәсіпорындағы еңбекшілердің озат еңбек көрсеткіштерін алға ұстай отырып, олардың бойында кәсіпке деген сүйіспеншілікті , еңбекке деген құрметті қалыптастыру.
Сабақтың түрі: Жаңа сабақты меңгерту.
Сабақтың әдісі: Практикалық көрсету.
Сабақтың формасы: Жалпы топпен жұмыс және жеке жұмысты ұйымдастыру.
Пәнаралық байланыс: Арнайы технология, материалтану
Құрал-саймандар: Басылым машинасы, өнімдердің үлгілері, еңбек қауіпсіздігі туралы түсінік
Технологиялық картасы
14.2-1
Технологиялық картасы
14.2-2
Тапсырма картасы
14.2-1
Нұсқау картасы
14.2-1
Нұсқау картасы
14.2-2
Пайдаланылатын әдебиеттер
Ж.Ж.Бәзілов «Полиграфия өндірісінің негіздері» Алматы 2010ж
В.М.Рязанов «Офсеттік басылым» Москва 1989ж
Б.Омарова «Қазіргі заманғы полиграфия» Алматы 2011ж
Г.А.Виноградов, И.А.Жуков «Полиграфия өндірісі» Алматы 1991ж
В.В.Казанцев, Г.А.Таль «Офсеттік шағын машиналар және оларда жұмыс істеу» Алматы 1991ж
Г.Киппхан «Энциклопедия по печатным средствам информации» Москва 2003г
Дидактикалық материалдар: Кешенді әдістемелер
Сабақтың өту барысы
І. Ұйымдастыру кезеңі (2-3 мин)
1.Оқушыларды тізім бойынша белгілеу/
2.Оқушылардың сырт көрінісін тексеру/
3.Оқушылардың сабаққа дайындығын тексеру/
ІІ. Кіріспе нұсқау
Тарау тақырыбын хабарлау
Сабақтың тақырыбын хабарлау
Сабақтың мақсатын хабарлау
Өткен сабақ бойынша оқушылардың білім мен дағдысын тексеру
Қауіпсіздік техникасы бойынша инсруктаж
Өнім басуға машинаны дайындау
Қағазды басылымға дайындау.
Бояуды басылымға дайындау.
Ылғалды басылымға дайындау.
Қысымды ретке келтіру.
Қағаз өткізу жүйесін ретке келтіру.
Бақылау данасының түпнұсқамен сәйкестігін тексеру.
Бүйір тіректі ретке келтіру.
Форгрейферді ретке келтіру.
Таралымды басу.
Өнім басу кезіндегі ақаулар және оларды жою.
Басылым сапасы және параметрлері.
Головка мен хвостты тексеру.
Келтіру және келтірмелеу жұмыстарын орындау.
Қалыпқа бояу мен ылғалдың берілуін қадағалау.
Баспа және ашық элементтерді тексеру.
Таралымды басу.
Машинаны жуу, тазалау
14.2.-1. Технологиялық картасы
Өнім басу кезінде ақаудың пайда болуы және оны жою әдістері:
Ақаулар
Пайда болу себептері
Жою әдістері
10.1-1. Технологиялық карта сызба.
Басылым қалыптарының түрлері және оларға қойылатын талаптар:
Басылым қалыбының түрлері
Қойылатын талаптар
1
1
2
2
3
3
4
4
5
5
14.2-1. Тапсырма картасы
Басылым аппаратының құрылысын жаз:
1. _____________________________________
2.______________________________________
3.______________________________________
ІІІ. Жаңа тақырыптың мазмұны мен жүйесі
Басу формасына бояуды жайып жағу. Бояу жаймалауыштан жаймалау білікшелеріне түседі де одан кейін басу формасына беріледі. Жаймалау білікшелерден басу формасына беру процесін жаймалаудан атайды. Ол операциядан баспа-таңбаның сапасы тығыз байланысты. Жаймалау операциясына мына факторлар әсер етеді:
жаймалау білікшелердің барлық шеңберінің ұзындығы мен басу формасының
оның ілгермелі қозғалысы бағытындағы ұзындығына (жайпақ басу машиналарында) және айналу ұзындығына (ротациялық басу машиналарында) қатынасады;
жаймалау білікше бетіндегі басу формасына беру алдындағы бояу қабатының қалыңдығы;
басу формасының сиапты, атап айтқанда басу элементтері мен ашық жол элементтерінің өзара оранласуы;
формалық беттің құрылмасы.
Басу кезіндегі қысым бояу формасымен офсетті пластинаның және қағаздың арасындағы бояу қабаты басу материалына жабысу үшінқажет. Офсетті басу машинада бояу басу формасынан, офсетті цилиндрде орнатылған рәзіңкематалы офсетті пластинаға, содан қағаз бетіне көшіріледі. Осы офсетті пластинаны декель деп те атайды.
Декельдің үш типі пайдалынады:
Қатты, рәзіңкематалы офсетті пластинаның бір қабатынан тұрады, оның қалыңдығы 1,6-2 м;
Жартылай қатты рәзіңкематалы офсетті пластина қалыңдығы 3,8-4,2 мм ;
Жұмсақ- тоқыма матадан (кирзадан) және рәзіңкематалы офсетті пластинаның бір қабатынан тұрады, қалыңдығы 4,0-4,5 мм.
Бұл декельдердің атқаратын рөлі басу аппаратының бетімен форма бетіндегі бояуды қағаз бетіне тасымалдау үшін пайдаланады. Басу машинасында декель күрделі деформацияларға: созылу, жиырлу және қозғалуларға ұщырайды. Ең көп кездесетін созылу мен жиырлуы.
Технологиялық нұсқау картасы/
14.2 – 1.Нұсқау картасы
Декель және оның түрлері
Декельдің түрлері
Жұмсақ
рәзіңкематалы офсетті пластинаның бір қабатынан тұрады, оның қалыңдығы 1,6-2 м;
Қатты
2) рәзіңкематалы офсетті пластина қалыңдығы 3,8-4,2 мм ;
Жартылай қатты
3)тоқыма матадан (кирзадан) және рәзіңкематалы офсетті пластинаның бір қабатынан тұрады, қалыңдығы 4,0-4,5 мм.
Құрал-саймандар: Басылым машинасы, өнімдердің үлгілері, еңбек қауіпсіздігі туралы түсінік
Дидактикалық материалдар: Кешенді әдістемелер
Пайдаланылатын әдебиеттер
Киппхан Г. Энциклопедия по печатным средствам информации
Березин Б.И. Полиграфическое материаловедение
Бәзілов Ж. Ж Полиграфия өндірісінің негіздері
Зирнзак Л.Ф., Леймонт Л.Л., Самарин Ю.Н., Штоляков В.И. Листовые офсетные печатные машины – Москва : 1998г
1.Түсініктеме картасы
14.3-1
2.Тапсырма картасы
14.3-1
3.Нұсқау картасы
14.3-1
4.Нұсқау картасы
14.3-2
5.Нұсқау картасы
14.3-3
Сабақтың өту барысы
І. Ұйымдастыру кезеңі (2-3 мин)
1.Оқушыларды тізім бойынша белгілеу/
2.Оқушылардың сырт көрінісін тексеру/
3.Оқушылардың сабаққа дайындығын тексеру/
ІІ. Кіріспе нұсқау
Тарау тақырыбын хабарлау
Сабақтың тақырыбын хабарлау
Сабақтың мақсатын хабарлау
Өткен сабақ бойынша оқушылардың білім мен дағдысын тексеру (10-15 мин).
Қауіпсіздік техникасы бойынша инсруктаж
Өнім басуға машинаны дайындау
Қағазды басылымға дайындау.
Бояуды басылымға дайындау.
Ылғалды басылымға дайындау.
Қысымды ретке келтіру.
Қағаз өткізу жүйесін ретке келтіру.
Бақылау данасының түпнұсқамен сәйкестігін тексеру.
Бүйір тіректі ретке келтіру.
Форгрейферді ретке келтіру.
Таралымды басу.
Өнім басу кезіндегі ақаулар және оларды жою.
Басылым сапасы және параметрлері.
Головка мен хвостты тексеру.
Келтіру және келтірмелеу жұмыстарын орындау.
Қалыпқа бояу мен ылғалдың берілуін қадағалау.
Баспа және ашық элементтерді тексеру.
Таралымды басу.
Машинаны жуу, тазалау
14.3-1. Түсініктеме – картасы
Басылым машинасының күнделікті күтімі
Басылым машинасының апталық күтімі
Басылым машинасының айлық күтімі
Басылым машинасының жарты жылда бір жасалатын күтімі
ІІІ. Жаңа тақырыптың мазмұны мен жүйесі
GTO -52 машинада басылымның таралымын басу алдында тікелей басу машинасында бірнеше дайындау операцияларын орындау қажет. Бұл жұмыстардың күрделілігі, оларды орындауға жұмсалатын уақытына, ал кей жағдайда басу машинасының түрлеріне және оның автоматтандырылу дәрежесіне, басылыстың тәсілі мен материалдың сапасына (қағаздың, бояулардың, резеңке маталы пластинаның т.б.) байланысты. Бірақ басудың тәсілі мен машинаның түрлерінен басқа барлық дайындау жұмыстарын мынадай топтарға бөлуге болады:
Басудың қондырғысын дайындау;
Бояу және ылғалдағыш аппараттарды дайындау;
Қағаз беретін аппарат және қабылдау шығару қондырғысын дайындау;
Реттеу, былғануға қарсы, құрғату, бақылау қондырғыларын дайындау (машинада бар жоғына қарай).
Бүкіл басу процесін шартты түрде төрт кезеңге бөлуге болады:
Басудың басталуы;
Тікелей басу;
Басудың аяқталуы;
Контактіні тоқтату.
Басылым процесі тікелей басуға тәуелді.
Басылым машинасының табаө өткізу, қабылдау жүйелерін дайындау, басылым аппартын, ылғалдағыш және бояу аппаратын дайындау. Басылым қағазын, басылым бояуын, ерітінділерді , жуатын – сүртетін материалдарды, басылым қалыбын дайындап, әрқайсысын басылым машинасында орнықтыру. Әрбір аппараттар мен жүйелерді іске қосып, реттеу – келтірмелеу жұмысын жүргізу. Өнім басуға дайындаған басылым машинасын іске қосу. Әрбір баспа табақты басып алғашқы оттискіні алу. Сол арқылы өнімнің сапасын бақылау.
14.3-1. Тапсырма картасы
1. GTO -52-1 басылым машинасында жоғары сапалы өнімдерді алу үшін қандай технологиялық шарттарды орындау қажет?
GTO -52 басылым машинасының басылым аппаратының құрылысы
Басылым аппаратының қызметі
Басылым аппаратының құрылымдық схемасы
GTO -52 басылым машинасының түрлері
14.3-1. Нұсқау картасы
Басылым қалыптарына қойылатын талаптар.
Басу процесінің барлық жүрісі мен алынатын баспа-таңба сапасы формаға тікелей байланысты. Визуал бақылау кезінде басу формаларына мынандай талаптар қойылады:
- Басу формасының форматы басу машинасының техникалық сипаттамаларына сәйкес келу керек;
- Формадағы бейне-кескін макетке қатаң сәйкес келу керек;
- Формада ешқандай механикалық зақымдалу болмау керек (тырнақ ізі, басқа кірлер, сызат, ауа көпіршіктері, лас және т.б. болмау керек);
- Формада барлық кресттер мен белгілер шығарылу керек. Олар басу процесінде бояуларды беттестіру үшін қажет, дәптерлерді бүктемелеу кезінде, қағазды кесу кезінде қажет.
- Келтірілген кресттер артынан жедел басу процесін жедел бақылау шкалалары орналасу керек;
- Басу формасы бояу бойынша маркалану керек;
- Басу формасындағы бейне-кескін басу машинасының клапан өрісінің ені бойынша талаптарға сәйкес орналасу керек;
Формалық пластина тікбұрышты, қалыңдығы бірдей болу керек, оның қалыңдығы басу машинасының құжатында көрсетілген шамаға сәйкес келу керек. Көпбояулы басуға арналған формалар комплекті үшін пластиналар қалыңдығының дәлдік шегі 0,15 мм шамадан аспау керек. Формадағы бейне-кескін ауданы және оның пластинаның алдыңғы жиегіне (клапанға) дейінгі арақашықтық машина типіне, сәйкестендіру құрылғыларының ерекшеліктеріне байланысты. Суреттің алдыңғы шетінің ортасы формалық пластинаның алдыңғы шетінің ортасымен беттесу керек. Ортаңғы сызық формада белгіленіп қойылу керек. Формада тағы да белгілер болу керек (автомат жұмысын бақылау үшін, қағаз кесу үшін, бүктемелеу үшін) және сәйкестендіру крестері болу керек. Форманың басу элементтері шкалалық баспа-таңбағы бейне-кескін элементтеріне сәйкес келу керек және аударылу бояуының жұқа қабатымен илену керек, ал барлық форма декстриннің жұқа қабатымен ашық жол элементтеріне майланудан және механикалық зақымданудан қорғау үшін қапталу керек.
Форманың кері жағы таза болу керек. Формада механикалық зақымдану, жаншылу, дөңес жерлері болмау керек. Пластинаның жиектері тегіс, өткір жерлері болмау керек, пластина бұрыштары аздап кесілу керек.
14.3-2. Нұсқау картасы
Бір бояулы GTO -52 басылым машинасын жұмысқа дайындау.
№
Операцияларды орныдау реттілігі
Инструкциялық нұсқау
Бақылау нұсқаулары
1
Бояу және ылғалдау біліктерін терең тазалау
1. Бояу және ылғалдау біліктерін терең тазалау үшін біліктерге бір қабатпен паста жағу.
2. Машинаны жұмыс күйіне қосып, пастаның жаймалануын қадағалау.
3. Машинаны өшіріп, біліктердің терең тазалануы үшін 10-15 минутқа қалдырамыз.
4. Ракельді орналастырып, аралық білікті көтеріп, бояу аппаратының біліктерін жуып, аралық білікті түсіреміз.
2
Бояу аппаратын дайындау
1. Бояу аппаратын әзірлеу- дукторлы типтегі көп білікшелі бояу аппаратын пайдаланатын шығыңқы және офсеттік басу машиналарының барлық түріне ортақ болады. Сондықтан бұл жерде негізгі әзірлеу кезеңдерін рет-ретімен ғана атап көрсетумен ғана шектелеміз (сәйкес технологияылқ құсқауларды қара):
Бояу аппаратының білікшелерінен және цилиндрлерінен бояуды жуып шаю (арнайы жуып шаятын құрылғылар көмегімен және органикалық немесе сулық негіздегі еріткіштерді пайдалану арқылы);
Дукторлық білікке және қабылдау (жаймалауыш) цилиндрге бояу беру білікшесін сәйкесткндіріп қою;
Жаймалауыш білікшелерді реттеп қою;
Пышақ пен дукторлық білікше арасындағы саңылауды түзетіп қою;
Бояу жәшігіне бояу құйып, бояу беруді реттеу.
Машинадағы барлық жұмыстарды орындамас алдында орталықтандырылған майлау жүйесін қосу керек.
3
Ылғалдау аппаратын дайындау
1. Басу процесінде басу формасына берілетін ылғалдандырғыш ерітіндінің мөлшері оның оңтайлы мәніне сәйкес келу керек. ол форманың, бояудың қағаздың басу-техникалық қасиеттеріне, ашық жол және басу элементтерінің аудандарының қатынасына байланысты.
2. Машинаға қояр алдында астауды тиянақты етіп тазалап, сүртеді. Астауды басушы қолымен қояды.
GTO -52 машинасы үшін ылғал ретінде тек сулы ерітінді пайдаланады.
4
Басылым аппаратын дайындау
1. Әзірлеу процесінің бұл кезеңі басуформаларын тексеруден, орнықтырып қоюдан, басу формасының сәйкесінен, офсеттік рәзіңке-маталы пластиналар мен декель астындағы материалдарды таңдаудан және оның параметрлерімен өлшемдерін тексеруден, серпімді эластикалық декельдің офсеттік басу аппаратының цилиндрлер арасындағы қысымда реттеуден тұрады.
5
Қағаз өткізу жүйесін дайындау
Машинаның қағаз өткізу жүйесін жұмысқа дайындау төмендегі кезеңдерден тұрады:
Өзі салғышқа қағазды заряттау.
Сорғыштарды, шектегіштерді ажыратқыш сеткаларды және желпілдеткіштер қондыру.
Шығаратын роликтерді қондыру.
Электрощуп механизмін жөнге салу.
Өзі салғыш транспортерінің роликтерін орналастыру.
2. Көп бояулы таңбаны алу үшін сынама таңбаның алынуы ең маңызды операция, өйткені түсбөлу процесінің сапасы, таралымды басу үшін түпнұсқа ретінде эталлон үлгісін алу осы таңбаны алу барысында, іске асырылады.
Егер бейнелердің сәйкестілігі болмаса бүйір тіректі қайтадан ретке келтіру.
1. Оқу шеберханасымен таныстыру;
2. Жұмыс орнымен таныстыру;
3. Өз бетімен жұмыс істеуге жағдай жасау;
4. Машинаны басылымға дайындау.;
5. Басылым материалдарын басылымға дайындау.;
6. Оқушылармен жекелеп жұмыс жасау.
14.3 – 3. Нұсқау картасы
Офсеттік басылымдағы қысым.
Басу кезіндегі қысым бояу формасымен офсетті пластинаның және қағаздың арасындағы бояу қабаты басу материалына жабысу үшінқажет. Офсетті басу машинада бояу басу формасынан, офсетті цилиндрде орнатылған рәзіңкематалы офсетті пластинаға, содан қағаз бетіне көшіріледі. Осы офсетті пластинаны декель деп татайды.
Декельдің үш типі пайдалынады:
Қатты, рәзіңкематалы офсетті пластинаның бір қабатынан тұрады, оның қалыңдығы 1,6-2 м;
Жартылай қатты рәзіңкематалы офсетті пластина қалыңдығы 3,8-4,2 мм ;
Жұмсақ- тоқыма матадан (кирзадан) және рәзіңкематалы офсетті пластинаның бір қабатынан тұрады, қалыңдығы 4,0-4,5 мм.
Бұл декельдердің атқаратын рөлі басу аппаратының бетімен форма бетіндегі бояуды қағаз бетіне тасымалдау үшін пайдаланады. Басу машинасында декель күрделі деформацияларға: созылу, жиырлу және қозғалуларға ұщырайды. Ең көп кездесетін созылу мен жиырлуы.
Қатты декель, екі декельге қарағанда жоғары сапалы таңба бере лады. Ол жартылай қатты мен жұмсақ декельдерге қарағанда көбірек деформацияға ұщырайды. Тәжәрибе жүзінде жұмсақ декель көбірек пайдалынады, өйткені оның қысым шегі өте үлкен, сондықтанда сапалы таңба алу үшін қатты мен жартылай декельдерге қарағанда жиі-жиі пайдалынады.
Декельдермен қағаздарға қасамды да әр түрлі береді. Ең тиімді қысым деп салыстырмалы қысымды айтады, байланыс ауданының бірлікке тиесілі қысымы. Салыстырмалы қысым жұмсақ декель кезінде: формалы цилиндр мен офсетті цилиндр арасы 0,2-,03 МПа, ал офсетті мен басу цилиндрінің арасы 0,4-0,5МПа, жартылай қатты декельде: 0,5-1,2 МПа, екіншісі 0,7-2,0 МПа, ал қатты декельт кезінде 1,5 МПа.
Басу материалы бүдірлі болса жоғары қысым талап етіледі. Салыстырмалы қысымды пьезоэлектрлі датчикпен өлшеуге болады.
Декельдің деформациясы 3 күштен құрлады: созылмалы-қатты, жылтырлы және қалдықты. Созылмалы-қатты деформациясы қысым тоқтатылған да жоқ болады; жылтырлы біраз уақыттан кейін бәсеңдейді; қалдықты еш қашан түспейді. Басылым кезінде декель созылады, сондықтанда пайдаланар алдында тарту керек.
Шебердің іс жүзінде жұмыстың орындалу әдіс-тәсілін көрсету (15-20мин)
Оқу шеберханасындағы еңбек, өрт, электр қауіпсіздігі туралы мағлұматтар беріп, нұсқау беру. Қауіпсіздік шараларын қатаң сақтау. Жұмыс орнын ұйымдастыру. Басылым аппаратын жұмысқа әзірлеу. Қалыптық цилиндрге басылым қалыбын кигізу, өңдеу (ортофосфор қышқылы). Офсеттік цилиндрге декель кигізу, өңдеу (смывка, ерітнді). Ылғалдағыш аппаратына ылғал ерітіндісін құйып, біркелкі жағылуын қадағалу. Біліктер мен цилиндрларды реттеу. Бояу аппаратын жұмысқа дайындап , бояу жәшігіне бояу жағу. Дукторлық қағаз бұрышын реттеу, келтірмелеу жұмысын жүргізу. Басылым қағазын жұмысқа дайындау. Екшеу, қопсыту, ауа жіберу, санау, өзі салғышқа орналастыру. Алдыңғы тірекпен бүйір тіректерді реттеу.
ІV. Жаңа материалды бекіту, біліктілік пен дағдыны қалыптастыру (5-7 мин)
Өрт қауіпсіздігі
Электр қауіпсіздігі
Еңбек қауіпсіздігін айтып, сұрау.
Қағаз, бояу басылымға дайындау.
Басылған өнімдерге тоқталу
V. Ағынды нұсқау (4-5 сағ)
1.Тақырып бойынша өзіндік, өндірістік жұмыс
2.Қалыпқа бояудың берілуін қадағалау.
3.Құрал-саймандарды дұрыс пайдалануын тексеру
4. Қағаз өткізу, қабылдау, өзі беру жүйесінде келтірмелеу жұмыстарын тексеру.
5. Қысымды ретке келтіру
6. Бояу аппараты, ылғал аппараты, басылым аппаратының жұмыс күйін тексеру.
7. Бақылау данасының дұрыстығын тексеру.
VІ. Қорытынды нұсқау (10-15 мин)
1.Сабақ қорытындысын шығару/ Еңбек қауіпсіздік, технологиялық ережелерді қайталау. Жұмыс орнын тазалау.
2.Оқушылардың сапалы жұмыстарын көрсету және бағалау/Оқушылардың өзара пікірін тыңдау.
3.Оқушылардың сапасыз орындалған жұмыстарын талқылау/ Қауіпсіздік ережелерін жатқа білу, қамту.
4.Үйге тапсырма беру/ Машинаның күнделікті күтімі қалай жүргізіледі
Өндірістік оқыту шебері: Кәрімқызы А
Өндірістік оқыту сабағының технологиялық жоспары
Мерзімі: Топ 4-13
Тарау 14. Бір бояулы басылым машинасында кітап – журналдық өнімдерді
Құрал-саймандар: Басылым машинасы, өнімдердің үлгілері, еңбек қауіпсіздігі туралы түсінік
Дидактикалық материалдар: Кешенді әдістемелер
Пайдаланылатын әдебиеттер
Киппхан Г. Энциклопедия по печатным средствам информации
Березин Б.И. Полиграфическое материаловедение
Бәзілов Ж. Ж Полиграфия өндірісінің негіздері
Зирнзак Л.Ф., Леймонт Л.Л., Самарин Ю.Н., Штоляков В.И. Листовые офсетные печатные машины – Москва : 1998г
1.Түсініктеме картасы
14.3-1
2.Тапсырма картасы
14.3-1
3.Нұсқау картасы
14.3-1
4.Нұсқау картасы
14.3-2
5.Нұсқау картасы
14.3-3
Сабақтың өту барысы
І. Ұйымдастыру кезеңі (2-3 мин)
1.Оқушыларды тізім бойынша белгілеу/
2.Оқушылардың сырт көрінісін тексеру/
3.Оқушылардың сабаққа дайындығын тексеру/
ІІ. Кіріспе нұсқау
Тарау тақырыбын хабарлау
Сабақтың тақырыбын хабарлау
Сабақтың мақсатын хабарлау
Өткен сабақ бойынша оқушылардың білім мен дағдысын тексеру (10-15 мин).
Қауіпсіздік техникасы бойынша инсруктаж
Өнім басуға машинаны дайындау
Қағазды басылымға дайындау.
Бояуды басылымға дайындау.
Ылғалды басылымға дайындау.
Қысымды ретке келтіру.
Қағаз өткізу жүйесін ретке келтіру.
Бақылау данасының түпнұсқамен сәйкестігін тексеру.
Бүйір тіректі ретке келтіру.
Форгрейферді ретке келтіру.
Таралымды басу.
Өнім басу кезіндегі ақаулар және оларды жою.
Басылым сапасы және параметрлері.
Головка мен хвостты тексеру.
Келтіру және келтірмелеу жұмыстарын орындау.
Қалыпқа бояу мен ылғалдың берілуін қадағалау.
Баспа және ашық элементтерді тексеру.
Таралымды басу.
Машинаны жуу, тазалау
14.4-1. Түсініктеме – картасы
Бояу аппаратының күтімі
Ылғалдағыш
аппаратының күтімі
Басылым
аппаратының күтімі
ІІІ. Жаңа тақырыптың мазмұны мен жүйесі
GTO -52 машинада басылымның таралымын басу алдында тікелей басу машинасында бірнеше дайындау операцияларын орындау қажет. Бұл жұмыстардың күрделілігі, оларды орындауға жұмсалатын уақытына, ал кей жағдайда басу машинасының түрлеріне және оның автоматтандырылу дәрежесіне, басылыстың тәсілі мен материалдың сапасына (қағаздың, бояулардың, резеңке маталы пластинаның т.б.) байланысты. Бірақ басудың тәсілі мен машинаның түрлерінен басқа барлық дайындау жұмыстарын мынадай топтарға бөлуге болады:
Басудың қондырғысын дайындау;
Бояу және ылғалдағыш аппараттарды дайындау;
Қағаз беретін аппарат және қабылдау шығару қондырғысын дайындау;
Реттеу, былғануға қарсы, құрғату, бақылау қондырғыларын дайындау (машинада бар жоғына қарай).
Бүкіл басу процесін шартты түрде төрт кезеңге бөлуге болады:
Басудың басталуы;
Тікелей басу;
Басудың аяқталуы;
Контактіні тоқтату.
Басылым процесі тікелей басуға тәуелді.
Басылым машинасының табаө өткізу, қабылдау жүйелерін дайындау, басылым аппартын, ылғалдағыш және бояу аппаратын дайындау. Басылым қағазын, басылым бояуын, ерітінділерді , жуатын – сүртетін материалдарды, басылым қалыбын дайындап, әрқайсысын басылым машинасында орнықтыру. Әрбір аппараттар мен жүйелерді іске қосып, реттеу – келтірмелеу жұмысын жүргізу. Өнім басуға дайындаған басылым машинасын іске қосу. Әрбір баспа табақты басып алғашқы оттискіні алу. Сол арқылы өнімнің сапасын бақылау.
GTO -52 басылым машинасының басылым аппаратының құрылысы
Басылым аппаратының қызметі
Басылым аппаратының құрылымдық схемасы
GTO -52 басылым машинасының түрлері
14.4-1. Нұсқау картасы
Басылым машинасындағы басылым орнатпастан ең алдымен басылым қалыбының сапасын тексеріп алады.
Басу процесінде растрлық нүктелерді денситометрдің көмегімен анықтаймыз.
Непрозрачный учаскелердің оптикалық тығыздығы 3,8 –ден кем болмау керек.
Бұл шаманы және растрлық элементтерінің оптикалық тығыздығын шкала бойынша жарыққа әр уақытта тексеріп отыру керек. Бөлме температурасы өзгерген жағдайда , бояудың оптикалық жағдайда , бояудың оптикалық жағылу тығыздығы , растрлық нүктелер пішіні өзгереді де вуаль пайда болды.
Барлық спектрді бағалап бақылау үшін түстерді қадағалауды, барлық бояуларға арналған көлеңкелер мен жартылай телдорды бірақ ең алдымен плашка бойынша , диопазон бойынша оптикалық тығыздықтарын кестеде көрсетілген көрсеткіштерін қараймыз.
Кесте 1
Бояу
Борлы қағаз
Борлы емес қағаз
Жылтыр қағаз
Бір жағы жылтыр қағаз
Қара (Black)
1.80±0.07
1.45±0.06
1.10±0.04
Көк(Cyan)
1.55±0.06
1.35±0.05
1.05±0.04
Қарақoшқыл қызыл (Magenta)
1.55±0.06
1.35±0.05
1.05±0.04
Сары (Yellow)
1.40±0.06
1.20±0.05
0.95±0.04
Растр тығыздығы
Борлы қағаз
Борлы емес қағаз
Жылтыр қағаз
Бір жағы жылтыр қағаз
40
14±3
17±3
20±3
50
15±3
18±3
21±3
70
13±3
16±3
19±3
75
12±3
14±3
17±3
80
10±3
12±3
14±3
14.4-2. Нұсқау картасы
Бір бояулы GTO -52 басылым машинасын жұмысқа дайындау.
№
Операцияларды орныдау реттілігі
Инструкциялық нұсқау
Бақылау нұсқаулары
1
Бояу және ылғалдау біліктерін терең тазалау
1. Бояу және ылғалдау біліктерін терең тазалау үшін біліктерге бір қабатпен паста жағу.
2. Машинаны жұмыс күйіне қосып, пастаның жаймалануын қадағалау.
3. Машинаны өшіріп, біліктердің терең тазалануы үшін 10-15 минутқа қалдырамыз.
4. Ракельді орналастырып, аралық білікті көтеріп, бояу аппаратының біліктерін жуып, аралық білікті түсіреміз.
2
Бояу аппаратын дайындау
1. Бояу аппаратын әзірлеу- дукторлы типтегі көп білікшелі бояу аппаратын пайдаланатын шығыңқы және офсеттік басу машиналарының барлық түріне ортақ болады. Сондықтан бұл жерде негізгі әзірлеу кезеңдерін рет-ретімен ғана атап көрсетумен ғана шектелеміз (сәйкес технологияылқ құсқауларды қара):
Бояу аппаратының білікшелерінен және цилиндрлерінен бояуды жуып шаю (арнайы жуып шаятын құрылғылар көмегімен және органикалық немесе сулық негіздегі еріткіштерді пайдалану арқылы);
Дукторлық білікке және қабылдау (жаймалауыш) цилиндрге бояу беру білікшесін сәйкесткндіріп қою;
Жаймалауыш білікшелерді реттеп қою;
Пышақ пен дукторлық білікше арасындағы саңылауды түзетіп қою;
Бояу жәшігіне бояу құйып, бояу беруді реттеу.
Машинадағы барлық жұмыстарды орындамас алдында орталықтандырылған майлау жүйесін қосу керек.
3
Ылғалдау аппаратын дайындау
1. Басу процесінде басу формасына берілетін ылғалдандырғыш ерітіндінің мөлшері оның оңтайлы мәніне сәйкес келу керек. ол форманың, бояудың қағаздың басу-техникалық қасиеттеріне, ашық жол және басу элементтерінің аудандарының қатынасына байланысты.
2. Машинаға қояр алдында астауды тиянақты етіп тазалап, сүртеді. Астауды басушы қолымен қояды.
GTO -52 машинасы үшін ылғал ретінде тек сулы ерітінді пайдаланады.
4
Басылым аппаратын дайындау
1. Әзірлеу процесінің бұл кезеңі басуформаларын тексеруден, орнықтырып қоюдан, басу формасының сәйкесінен, офсеттік рәзіңке-маталы пластиналар мен декель астындағы материалдарды таңдаудан және оның параметрлерімен өлшемдерін тексеруден, серпімді эластикалық декельдің офсеттік басу аппаратының цилиндрлер арасындағы қысымда реттеуден тұрады.
5
Қағаз өткізу жүйесін дайындау
Машинаның қағаз өткізу жүйесін жұмысқа дайындау төмендегі кезеңдерден тұрады:
Өзі салғышқа қағазды заряттау.
Сорғыштарды, шектегіштерді ажыратқыш сеткаларды және желпілдеткіштер қондыру.
Шығаратын роликтерді қондыру.
Электрощуп механизмін жөнге салу.
Өзі салғыш транспортерінің роликтерін орналастыру.
2. Көп бояулы таңбаны алу үшін сынама таңбаның алынуы ең маңызды операция, өйткені түсбөлу процесінің сапасы, таралымды басу үшін түпнұсқа ретінде эталлон үлгісін алу осы таңбаны алу барысында, іске асырылады.
Егер бейнелердің сәйкестілігі болмаса бүйір тіректі қайтадан ретке келтіру.
1. Оқу шеберханасымен таныстыру;
2. Жұмыс орнымен таныстыру;
3. Өз бетімен жұмыс істеуге жағдай жасау;
4. Машинаны басылымға дайындау.;
5. Басылым материалдарын басылымға дайындау.;
6. Оқушылармен жекелеп жұмыс жасау.
14.4 – 3. Нұсқау картасы
GTO-52 басылым машинасындағы профилактикалық жұмыстар
Практикалық тапсырма
Нұсқау
Әр 5-6 сағат сайын машинаны орта жүйесінен 2-3 тартып тұру керек.
Машинаны қағаз шаңынан тазалау;
Ракельдің резеңке жағын майлау керек;
Жұмыс аяқталғаннан кейін бояу және ылғалдығыш аппараттың біліктерін басылым аппаратының сақиналарын тазалау;
Өзі бергіштегі стлоды подшипниктерін майлау;
Машинадағы тазалау, майлау жұмыстары машина толық сөніп тұрған кезде орындалады.
Апталық профилактикалық жұмыстар
Бүйір тіректі рычагты майлау
Сорғыстарды – шприцпен майлай шашу.
Машинадағы тазалау, майлау жұмыстары машина толық сөніп тұрған кезде орындалады.
Айлық профиялактикалық жұмыстар
Бояу резервуарының колодкасын майлау
Бояу аппаратының беретін біліктерін - шприцпен шашып майлау.
Форгрейферді – шприцпен майлап шашу.
Машинадағы тазалау, майлау жұмыстары машина толық сөніп тұрған кезде орындалады.
Жарты жылда 1- рет орындалатын жұмыстар
Орталықтандырылған майлау жүйесінде - майды ауыстыру.
Регрейфер клапанын майлау
Машинадағы тазалау, майлау жұмыстары машина толық сөніп тұрған кезде орындалады.
14.4 – 4. Нұсқау картасы
Таралымды басу кезіндегі ақаулар және оларды жою.
Практикалық тапсырма
Нұсқау сілтемесі
Бақылау оттискісінің сапасына қойылатын талаптар
Таралымды басудың технологиялық процесі
Жұмыс орны болу қажет.
Басылған оттискілерді бақылап көруге арналған жұмыс столы , декельді , құрал – саймандарды, және жуып шаюға арналған ерітінділерді сақтайтын металл жәшік.
Басу процесі
Баспагер әр 500 парақтан кейін , басылым өнімінің сапасын тексеріп отырады. Бояудың берілуін, қағазды , бояулардың сәйкестігін, басылым элементтері мен ашық элементтердің тазалығын қарап отыру қажет. Басылым машинасының барлық түйіндерін бақылап отырады.
Басылым сапасын бақылау
Таралымды басу барысында баспагер оттискінің сапасын қадағалайды. Басу процесінің параметрлерін бояу жәшігіндегі бояуды, және оның берілуін бақылайды.
Бақылау параметрлері
Таралымды басу процесі бірқалыпты болу керек. Таралымды баасу процесінде баспагер машинадағы барлық операцияларды орындап, яғни технологиялық процестің режимдері , әртүрлі ақауларды болдырмау, техникалық қызмет көрсетеді машинаға (бояу аппаратын бояумен қамтамасыз ету, өз бергішке қағазды зарядтап орналастыру, ылғал ерітіндісін дайындау және құю. Басылым қалыбына бояудың берілуін, ашық элементтердің тазалығын
Басылған өнімдері арнайы талаптарға сай болу керек:
Басылған оттисктер қол қойылған параққа сай басылу керек;
Бояулардың сәйкестілігіне
Графикалық элементтер, бейне – кескіндер;
Оттискімен басылым қалыбындағы бейнелер сәйкес басылу керек.
Оттискіде механикалық ақаулар мен кір болмауы керек.
Шебердің іс жүзінде жұмыстың орындалу әдіс-тәсілін көрсету (15-20мин)
Оқу шеберханасындағы еңбек, өрт, электр қауіпсіздігі туралы мағлұматтар беріп, нұсқау беру. Қауіпсіздік шараларын қатаң сақтау. Жұмыс орнын ұйымдастыру. Басылым аппаратын жұмысқа әзірлеу. Қалыптық цилиндрге басылым қалыбын кигізу, өңдеу (ортофосфор қышқылы). Офсеттік цилиндрге декель кигізу, өңдеу (смывка, ерітнді). Ылғалдағыш аппаратына ылғал ерітіндісін құйып, біркелкі жағылуын қадағалу. Біліктер мен цилиндрларды реттеу. Бояу аппаратын жұмысқа дайындап , бояу жәшігіне бояу жағу. Дукторлық қағаз бұрышын реттеу, келтірмелеу жұмысын жүргізу. Басылым қағазын жұмысқа дайындау. Екшеу, қопсыту, ауа жіберу, санау, өзі салғышқа орналастыру. Алдыңғы тірекпен бүйір тіректерді реттеу.
ІV. Жаңа материалды бекіту, біліктілік пен дағдыны қалыптастыру (5-7 мин)
Өрт қауіпсіздігі
Электр қауіпсіздігі
Еңбек қауіпсіздігін айтып, сұрау.
Қағаз, бояу басылымға дайындау.
Басылған өнімдерге тоқталу
V. Ағынды нұсқау (4-5 сағ)
1.Тақырып бойынша өзіндік, өндірістік жұмыс
2.Қалыпқа бояудың берілуін қадағалау.
3.Құрал-саймандарды дұрыс пайдалануын тексеру
4. Қағаз өткізу, қабылдау, өзі беру жүйесінде келтірмелеу жұмыстарын тексеру.
5. Қысымды ретке келтіру
6. Бояу аппараты, ылғал аппараты, басылым аппаратының жұмыс күйін тексеру.
7. Бақылау данасының дұрыстығын тексеру.
VІ. Қорытынды нұсқау (10-15 мин)
1.Сабақ қорытындысын шығару/ Еңбек қауіпсіздік, технологиялық ережелерді қайталау. Жұмыс орнын тазалау.
2.Оқушылардың сапалы жұмыстарын көрсету және бағалау/Оқушылардың өзара пікірін тыңдау.
3.Оқушылардың сапасыз орындалған жұмыстарын талқылау/ Қауіпсіздік ережелерін жатқа білу, қамту.
4.Үйге тапсырма беру/ Таралымды басудағы негізгі қағидалар