Моя работа может быть использована как дополнительный материал при изучении на уроках технологии раздела электроники и электротехники.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Проект по технологии "Паяльник"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Проект по технологии "Паяльник"»
![]()
МУНИЦИПАЛЬНОЕ ОБРАЗОВАНИЕ
ГОРОДСКОЙ ОКРУГ «ГОРОД НИЖНИЙ НОВГОРОД»
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ
АДМИНИСТРАЦИИ ГОРОДА НИЖНЕГО НОВГОРОДА
МУНИЦИПАЛЬНОЕ БЮДЖЕТНОЕ ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ШКОЛА № 69»
Проект по технологии: «Паяльник»
Выполнил: Пелевин Андрей
Ученик 7 «А» класса
Руководитель: Гусев С.И.
Учитель технологии.
Нижний Новгород
2018 г.
СодержаниеВВедение 3
Глава 1 Теоретическая (поисковая) часть 4
Глава 1.1 Пайка 4
Глава 1.2 Технология пайки оловянно-свинцовым припоем 6
Глава 2 Практическая часть 9
Глава 2.1 Принцип действия прибора 9
Глава 2.2 Схема прибора 9
Глава 2.3 Технологическая карта создания паяльника 10
Расчет себестоимости 11
Рекламный проспект 12
Заключение 13
Список литературы 14
Введение
Выбор данной темы обусловлен тем, что как-то раз мой дедушка ремонтировал старый телевизор и делал это с помощью старого и неудобного паяльника с широким жалом и тогда я подумал, почему бы не использовать для этого паяльник совсем не имеющий жала. Так как дома довольно многоразличных радиотехнических деталей, я решил как следует изучить процесс соединения деталей пайкой и устройство паяльника. Кроме того, для более полного понимания принципа пайки и работы устройства я решил сделать для бытовых нужд данный паяльник.
Моя работа может быть использована как дополнительный материал при изучении на уроках технологии раздела электроники и электротехники.
Цели: изучить процесс спаивания деталей, а также схему и принцип работы простейшего паяльника.
Задачи: изучить литературу по данному вопросу. Разобраться с принципами работы паяльника. Выбрать подходящий с точки зрения простоты и доступности создания вариант самодельного паяльника.
Глава 1. Теоретическая (поисковая) часть
Глава 1.1 Пайка
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от смачиваемости припоем соединяемых поверхностей. При пайке металлов качество смачивания обычно зависит от чистоты поверхности — на ней не должно быть окислов металлов или органических жиров и масел. Для удаления загрязнений, понижения поверхностного натяжения и улучшения растекания припоя применяют флюсы или ультразвуковые методы активации поверхности. При пайке неметаллических поверхностей (керамики, стекла) или легкоплавкими припоями химические флюсы не помогают смачиванию, поэтому применяют ультразвуковую активацию поверхности.
Формальные определения по ГОСТ 17325-79: Образование неразъемного соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации.
Пайка бывает:
низкотемпературная (нагрев припоя до 450 °C);
высокотемпературная (нагрев припоя свыше 450 °C).
Соответственно — припои бывают:
легкоплавкие;
тугоплавкие.
Для низкотемпературной пайки используют, в основном, электрический нагрев, для высокотемпературной — в основном, нагрев горелкой. В качестве припоя используют сплавы:
оловянно-свинцовые (Sn — 90 %, Pb — 10 %, t° пл. 220 °C);
медно-серебряные (Ag — 72 %, Cu — 28 %, t° пл. 779 °C);
медно-цинковые (Cu — 48 %, Zn — 52 %, t° пл. 865 °C);
галлиевые (t° пл. ~50°С);
висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C)
и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. На границе между припоем и основным металлом образуются переходные слои, состоящие из продуктов их взаимодействия — твёрдых растворов и интерметаллидов. Они обеспечивают адгезию между припоем и основным металлом, однако слишком толстые слои интерметаллидов проявляют хрупкость и приводят к разрушению пайки.
Виды пайки:
капиллярная (смачивание деталей и затекание припоя в зазор между ними происходит за счёт капиллярных сил):
горизонтальная;
вертикальная;
диффузионная (пайка происходит при температуре выше точки плавления припоя за счёт взаимной диффузии припоя и основного металла):
атомно-диффузионная;
реакционно-диффузионная;
контактно-реакционная или контактно-реактивная:
с образованием эвтектики;
с образованием твёрдого раствора;
реакционно-флюсовая или реактивно-флюсовая (во время нагрева припой образуется за счёт реакции металла и флюса):
без припоя;
с припоем;
пайка-сварка:
без оплавления;
с оплавлением.
Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснения из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Глава 1.2 Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
Драгоценные металлы (золото, серебро, палладий и т. д., а также их сплавы)
Медь
Никель, латунь, бронза
Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
Железо, сталь
Чугун
Алюминий
Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления (190°), наименьшей прочностью.
Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например, хлористый цинк, не используются для пайки электронных компонентов и проводов, поскольку флюс остается в порах припоя, проникает в материал платы, под изоляцию провода и его невозможно полностью удалить при отмывке.
Лужение. На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, сплошным и ровным.
Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя. Припой вводится в виде капли на жале паяльника или припойной проволокой, желательно, с каналом, заполненным флюсом. В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
Качественная пайка получается только в том случае, когда место пайки прогрето до температуры, превышающей температуру плавления припоя. Если спаиваемые поверхности холодные, припой в контакте с ними затвердевает и смачивания им не происходит, или происходит в нескольких точках, обеспечивая прилипание капли припоя. Такая «ложная» или «холодная» пайка непрочна и ненадежна, нередко приводит к труднодиагностируемым «плавающим» отказам аппаратуры.
Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения. При необходимости флюс удаляется растворителем.
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинца. Также эффективным способом защиты является использование дымоуловителя.
Глава 2 Практическая часть
2.1 Принцип действия прибора.
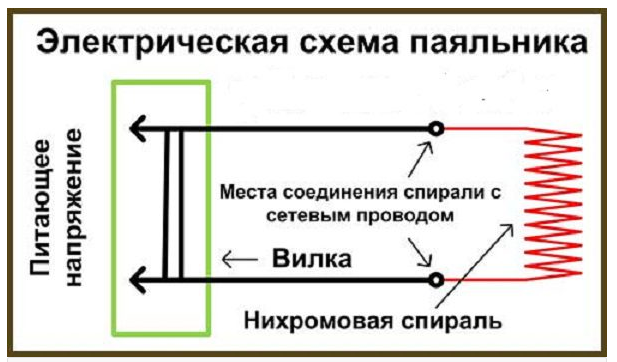
Э лектрический ток, проходящий по спирали нихромовой проволоки разогревает ее и тепло передается на радиотехнический элемент и его контакты, позволяя аккуратно удалить его из электросхемы или наоборот установить его в необходимое место.Данный паяльник имеет преимущество в виде отсутствия жала и не требует непосредственного контакта с радиодеталями, что положительно сказывается на качестве работы и безопасности. Также, в целях безопасности, паяльник работает не от сетевых 220 В, как стандартный вариант, а от 12-вольтового блока питания.
лектрический ток, проходящий по спирали нихромовой проволоки разогревает ее и тепло передается на радиотехнический элемент и его контакты, позволяя аккуратно удалить его из электросхемы или наоборот установить его в необходимое место.Данный паяльник имеет преимущество в виде отсутствия жала и не требует непосредственного контакта с радиодеталями, что положительно сказывается на качестве работы и безопасности. Также, в целях безопасности, паяльник работает не от сетевых 220 В, как стандартный вариант, а от 12-вольтового блока питания.
2.2 Схема прибора.
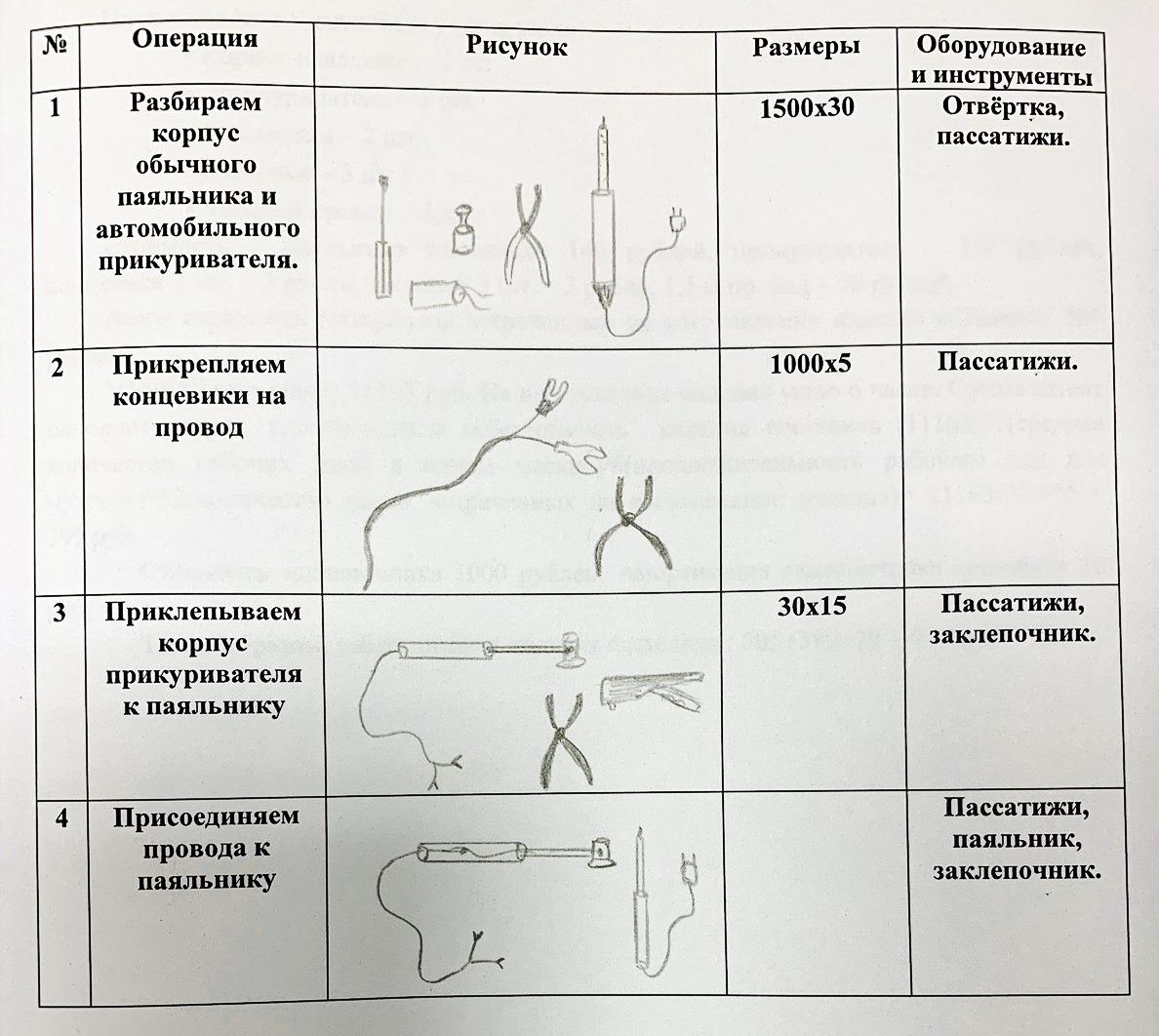
2.3 Технологическая карта создания паяльника
Расчет себестоимости
На изготовление паяльника у меня ушло:
Корпус паяльника - 1 шт.;
Прикуриватель – 1 шт.;
Концевики – 2 шт.;
Заклепки – 3 шт.;
Медный провод – 1,5 м;
Стоимость 1 паяльника составляет 140 рублей, прикуриватель – 310 рублей, концевики 2 шт. – 2 рубля, заклепки 3 шт. – 3 рубля, 1.5 м.провод – 50 рублей.
Всего стоимость материалов затраченных на изготовление изделия составила 505 рублей.
ММРОТ составляет 11163 руб. На изготовление изделия ушло 6 часов. Сумма затрат на оплату труда, включенных в себестоимость изделия составила (11163/21(среднее количество рабочих дней в одном месяце)/8(продолжительность рабочего дня для мужчин)*12(количество часов, затраченных на изготовление изделия)= 11163/21/8*6 = 399 руб.
Стоимость заклепочника 1000 рублей. Амортизация заклепочника составила 10 руб.
Таким образом, себестоимость изделия составила : 505+399+10 = 914 руб.
Рекламный проспект


Заключение
После того как я изготовил мое изделие и опробовал его на первой попавшейся микросхеме, я убедился в том, что оно полностью соответствует своему назначению, оно красивое, легкое и прекрасно заменит покупной паяльник. Теперь я всегда буду для пайки небольших изделий использовать созданный мной аппарат.
Список литературы.
1. Технология: 7 класс: учебник для учащихся общеобразовательных учреждений/[А.Н. Богатырёв, О.П. Очинин, П.С. Самородский и др.]; под ред. В.Д. Симоненко. – 2-е изд., перераб. – М.: Вентана – Граф, 2011. – 272 с.
2. Справочник по проектированию электрических сетей. Под редакцией Д. Л. Файбисовича Издание 2-е переработанное и дополненное. Москва «Издательство НЦ ЭНАС» 2006.
3. Лыкин А. В. Электрические системы и сети: Учебное пособие. – Новосибирск: Изд-во НГТУ, 2002. – 248 с.
4. Блок В. М. Электрические сети и системы: Учеб. Пособие для электроэнергет. Спец. вузов. М.: шк., 1986.-430 с.:ил.
15








Полезное для учителя




Распродажа видеоуроков!

1830 руб.
2820 руб.

1730 руб.
2660 руб.

2060 руб.
3170 руб.
2160 руб.
3320 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства