В материале описаны просессы сопровождающие резание материалов
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Основы теории резания
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Основы теории резания»
2
Тема 6.2 Основы теории резания
План
Процесс стружкообразования. Классификация стружки.
Тепловые явления при резании. Износ режущего инструмента.
Влияние смазочно-охлаждающей жидкости на процесс резания.
Силы, действующие на режущий инструмент.
Шероховатость поверхности и точность обработки.
Назначение режимов резания.
Литература:
1. Никифоров В.М. Технология металлов и других конструкционных материалов: Учебник для техникумов. - 9-е изд. стер. - СПб: Политехника, 2009. - 382 с.: ил
2. Технология металлов и конструкционные материалы, / Б.А. Кузьмин, Ю.Е. Абраменко, М.А. Кудрявцев и др. – М.: Машиностроение,1989.
Процесс стружкообразования. Классификация стружки
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла, износом режущего инструмента и наростообразованием на поверхности инструмента. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и изготовлять детали более качественно, производительно и экономично.
При резании различных материалов образуются следующие стружки (рис. 1): сливные (непрерывные), скалывания (элементные) и надлома.
Сливная стружка (рис. 1, а) образуется в процессе резания пластичных металлов (например, мягкой стали, латуни) при высокой скорости резания, малых подачах и температуре 400...500°С. Образованию сливной стружки способствует уменьшение угла резания δ (при оптимальном значении переднего угла γ) и высокое качество СОЖ. Угол резания δ= 90° - γ = α + β, где α — задний угол резания; β — угол заострения.
Стружка скалывания (рис. 1, б) состоит из отдельных связанных один с другим элементов и имеет пилообразную поверхность. Такая стружка образуется в процессе резания твердой стали и некоторых видов латуни при малой скорости резания и больших подачах. При изменении условий резания стружка скалывания может перейти в сливную, и наоборот.
Стружка надлома (рис. 1, в) образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
Режущий инструмент деформирует не только слой, но и поверхностный слой обрабатываемой детали. Деформация поверхностного слоя металла зависит от различных факторов, ее глубина составляет от сотых долей до нескольких десятых долей миллиметра. Под действием деформации поверхностный слой металла упрочняется, увеличивается его твердость и уменьшается пластичность, т.е. происходит так называемый наклеп обрабатываемой поверхности.
Чем мягче и пластичнее обрабатываемый металл, тем интенсивнее процесс образования наклепа. Чугуны обладают значительно меньшей способностью к упрочнению, чем стали. Глубина и степень упрочнения при наклепе возрастают с увеличением подачи и глубины резания и уменьшаются с увеличением скорости резания. При работе плохо заточенным инструментом глубина наклепа примерно в два-три раза больше, чем при работе острозаточенным инструментом. Применение СОЖ значительно уменьшает глубину и степень упрочнения поверхностного слоя.
При обработке металлов и, особенно, пластичных материалов (например, резцом) в непосредственной близости к режущей кромке резца на его переднюю поверхность налипает обрабатываемый материал, образуя металлический нарост. Этот нарост имеет клиновидную форму, а его твердость в два-три раза превышает твердость обрабатываемого материала. Являясь «продолжением» резца, нарост (рис. 2) изменяет геометрические параметры резца ( δ11 — угол резания с учетом нароста), участвует в резании металла и оказывает влияние на результаты обработки, износ резца и силы, действующие на резец.
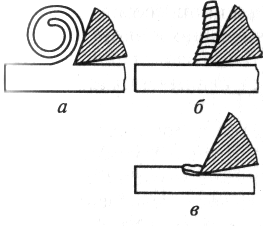
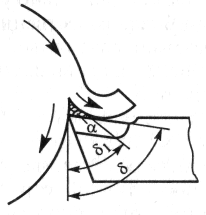
Рисунок 1 – Типы стружек:
а — сливная; б — скалывания;
в — надлома
Рис. 2. Нарост на резце:
α — величина нароста; δ и δ1, — углы резания соответственно до и после образования нароста
При обработке нарост периодически скалывается и образуется вновь; отрыв частиц нароста происходит неравномерно по длине режущего лезвия, что приводит к мгновенному изменению глубины резания. Эти периодически повторяющиеся явления увеличивают шероховатость обработанной поверхности. При скорости резания υ м/мин и обработке хрупких металлов, например чугуна, нарост, как правило, не образуется. С увеличением пластичности обрабатываемого металла размеры нароста нозрастают. Наибольший нарост на инструменте из быстрорежущей стали образуется при скорости резания υ= 10...20 м/мин, а на инструментах из твердых сплавов — при и υ 90 м/мин. На этом основании не рекомендуется производить чистовую обработку на этих скоростях.
С увеличением подачи нарост увеличивается, поэтому при чистовой обработке рекомендуется подача 0,1...0,2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает.
Для уменьшения нароста рекомендуется уменьшать шероховатость передней поверхности режущего инструмента, по возможности, увеличивать передний угол лезвия γ(например, при γ = 45° нарост почти не образуется) и применять СОЖ. При черновой обработке образование нароста, напротив, благоприятно сказывается на процессе резания.
2. Тепловые явления при резании. Износ режущего инструмента
В процессе резания металлов около 80 % работы затрачивается на пластическое и упругое деформирование срезаемого слоя и слоя, прилегающего к обработанной поверхности и поверхности резания, и около 20 % работы — на преодоление трения по передней и задней поверхностям инструмента. Примерно 85... 90 % всей работы резания превращается в тепловую энергию, количество которой (в зоне резания) существенно влияет на износ и стойкость инструмента, на шероховатость обработанной поверхности.
Установлено, что свыше 70 % этой теплоты уносится стружкой, 15...20 % — поглощается инструментом, 5... 10 % — деталью и только 1 % теплоты излучается в окружающее пространство.
Температура в зоне резания зависит от физико-механических свойств обрабатываемого материала, режимов резания, геометрических параметров режущего инструмента и применяемой СОЖ.
При обработке стали теплоты выделяется больше, чем при обработке чугуна. С увеличением прочности и твердости обрабатываемого материала температура в зоне резания повышается и при тяжелых условиях работы может достигать 1000...1100°С.
При увеличении подачи температура в зоне резания также повышается, но менее интенсивно, чем при увеличении скорости резания. Глубина резания оказывает наименьшее (по сравнению со скоростью и подачей) влияние на температуру в зоне резания.
При увеличении угла резания δ и главного угла в плане φ температура в зоне резания возрастает, а при увеличении радиуса ρ скругления режущей кромки — уменьшается. Применение СОЖ существенно уменьшает температуру в зоне резания.
Износ режущего инструмента значительно отличается от износа деталей машин, поскольку зона резания, в которой работает инструмент, характеризуется высокой химической чистотой трущихся поверхностей, высокими температурой и давлением в зоне контакта. Механизм износа инструмента при резании металлов включает в себя абразивный, адгезионный и диффузионный износ. Удельное влияние каждого из них зависит от свойств материала, инструмента и детали, а также условий обработки (прежде всего скорости резания).
Абразивный износ инструмента заключается в следующем: стружка внедряется в рабочую поверхность инструмента и путем микроцарапаний удаляет с нее металл. Интенсивность абразивного износа повышается при снижении скорости резания.
Адгезионный износ инструмента происходит в результате схватывания или прилипания трущихся поверхностей и последующего отрыва мельчайших частиц материала инструмента. Результатом этого износа, происходящего при температуре ниже 900 °С, являются кратеры на рабочих поверхностях инструмента, образующие при слиянии лунки. Адгезионный износ уменьшается при повышении твердости инструмента.
Диффузионный износ инструмента, происходящий при температуре 900... 1200°С, является результатом взаимного растворения металла заготовки и материала инструмента. Активность процесса растворения повышается при повышении температуры контактного слоя, т.е. при возрастании скорости резания. На основании этого диффузионный износ можно рассматривать как один из видов химического износа, приводящего к изменению химического состава и физико-химических свойств поверхностных слоев инструмента и снижающего его износостойкость.
Чем выше механические свойства обрабатываемого материала и содержание в нем углерода, хрома, вольфрама, титана, молибдена, тем интенсивнее износ инструмента. Наибольшее влияние на интенсивность износа оказывает скорость резания, наименьшее — подача и глубина резания.
Как правило, инструмент изнашивается по задней и передней поверхностям. За критерий износа обычно принимают допустимый износ h3 по задней поверхности инструмента (рис. 3, а). Например, для твердосплавных резцов при черновой обработке заготовок из стали h3 = 1,0... 1,4; из чугуна — h3=0,8... 1,0 мм, а при чистовой обработке заготовок из стали h3= 0,4...0,6 мм; из чугуна — h3= 0,6 ...0,8 мм. Преобладающий износ по задней поверхности обычно наблюдается при обработке с низкими скоростями резания заготовок из стали с малой (не более 0,15 мм) толщиной среза, а также при обработке заготовок из чугуна.
Преобладающий износ по передней поверхности резца наблюдается при большом давлении и при высокой температуре в зоне резания. Такие условия возникают при обработке с высокими скоростями резания и без охлаждения заготовок из стали с большой (более 5 мм) толщиной среза. При износе резца по передней поверхности hп на последней образуется лунка (рис. 3, б), ширина и глубина которой непрерывно увеличиваются. При этом ширина перемычки между лункой и режущей кромкой непрерывно уменьшается, и когда перемычка исчезает, наступает полный, или катастрофический, износ (рис. 3, в).
На практике инструмент изнашивается по задней и передней поверхностям одновременно, при этом радиус р скругления режущей кромки увеличивается (рис. 3, г). Преобладание одного из этих видов износа над другими зависит от режима обработки.
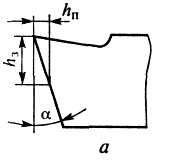
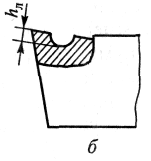
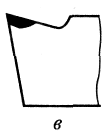
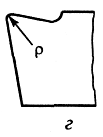
Рисунок 3 – Геометрические формы износа резца:
а — износ по задней и передней поверхностям: h3 — износ по задней поверхности; hп — износ по передней поверхности; α — главный задний угол; б — лунка износа по передней поверхности: hл — глубина лунки износа; в — полный, или катастрофический, износ по передней поверхности; г — скругление режущей кромки: ρ — радиус скругления режущей кромки
При чистовой обработке деталей за технологический критерий износа инструмента принимают допустимый износ, при превышении которого точность получаемых размеров и шероховатость обработанной поверхности не удовлетворяют заданным (по техническим требованиям). Так, технологическим критерием износа мерных инструментов для обработки отверстий (например, разверток) является износ по задней поверхности, при котором размер или качество поверхности обрабатываемого отверстия не соответствуют заданному допуску.
Стойкость инструмента характеризуется его способностью без переточки длительное время обрабатывать заготовки в соответствии с техническими требованиями. Стойкость определяется временем непосредственной работы инструмента (исключая время перерывов) между переточками; это время называется периодом стойкости инструмента или стойкостью инструмента. Наибольшее влияние на стойкость инструмента оказывает скорость резания. Так, повышение скорости резания на 50 % снижает стойкость инструмента примерно на 75 %, в то время как аналогичное увеличение подачи снижает стойкость на 60 %.
3. Влияние смазочно-охлаждающей жидкости на процесс резания
Применение СОЖ благоприятно воздействует на процесс резания металлов: значительно уменьшается износ режущего инструмента, повышается качество обработанной поверхности и снижаются затраты энергии на резание. При этом уменьшается наростообразование на режущей кромке инструмента и улучшаются условия для удаления стружки и абразивных частиц из зоны резания. Наименьший эффект дает применение СОЖ при обработке чугуна и других хрупких материалов.
При работе твердосплавным инструментом на высоких скоростях резания рекомендуется обильная и непрерывная подача СОЖ, так как при прерывистом охлаждении в пластинах твердого сплава могут образоваться трещины, приводящие к выходу инструмента из строя. Наиболее эффективно применение СОЖ при обработке вязких и пластичных металлов, при этом с увеличением толщины среза и скорости резания положительное воздействие СОЖ на процесс стружкообразования уменьшается. Выбор СОЖ зависит от обрабатываемого материала и вида обработки.
СОЖ должна обладать высокими охлаждающими, смазывающими, антикоррозийными свойствами и быть безвредной для обслуживающего персонала.
Все СОЖ можно разделить на две основные группы: охлаждающие и смазочные. К первой группе относятся водные растворы и эмульсии, обладающие большой теплоемкостью и теплопроводностью. Широкое распространение получили водные эмульсии, содержащие поверхностно-активные вещества. Они применяются при обдирочных работах, когда к шероховатости обработанной поверхности не предъявляют высоких требований.
Ко второй группе относятся минеральные масла, керосин, а также растворы поверхностно-активных веществ в масле или керосине. Жидкости этой группы применяются при чистовых и отделочных работах.
Также нашли применение осерненные масла (сульфофрезолы), в которых в качестве активированной добавки используется сера.
4. Силы, действующие на режущий инструмент
Зная силы, действующие в процессе резания, можно рассчитать и выбрать режущий инструмент и приспособления, определить мощность, затрачиваемую на резание, а также осуществлять рациональную эксплуатацию станка, инструмента и приспособлений.
Образование стружки в процессе резания происходит под действием силы резания, преодолевающей сопротивление металла. Силу Р резания, Н, при обработке точением можно разложить на три составляющие (рис. 4): тангенциальную Рz, направленную вертикально вниз и определяющую мощность, потребляемую приводом главного движения станка; радиальную Ру, направленную вдоль поперечного движения подачи (эта сила отжимает резец и учитывается при расчете прочности инструмента и механизма поперечного движения подачи станка); осевую Рх, направленную вдоль продольного движения подачи (эта сила стремится отжать резец в сторону суппорта и учитывается при определении допустимой нагрузки на резец и механизмы станка при продольном движении подачи).
Между тремя составляющими силы резания существуют примерно следующие соотношения: Рy=(0,25...0,5)Рz; Px=(0,l...Q,25)Pz.
В большинстве случаев Рz = 0,9Р, что позволяет производить многие практические расчеты не по силе Р резания, а по тангенциальной ее составляющей Рz.
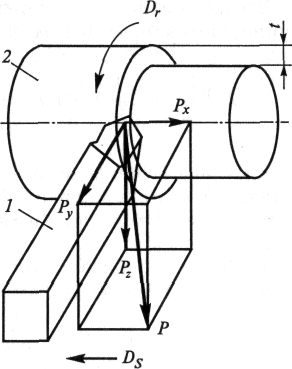 Рисунок 4 – Силы, действующие на резец:
Рисунок 4 – Силы, действующие на резец:
1 — резец; 2 — заготовка; Р — сила резания; Px., Рy и Рх — составляющие силы резания; Dr — направление главного движения резания; Ds -направление движения подачи; t — глубина резания
В процессе резания на значение Px., Рy и Рх влияют следующие факторы: обрабатываемый металл, глубина резания, подача, передний угол, главный угол в плане, радиус скругления режущей кромки, СОЖ, скорость резания и износ резца.
Физико-механические свойства обрабатываемого металла существенно влияют на значение силы резания. Чем больше предел прочности при растяжении σв и твердость обрабатываемого металла, тем больше Px., Рy и Рх.
Увеличение глубины резания и подачи также приводит к увеличению составляющих силы резания, причем глубина резания больше влияет на силу резания, чем подача.
Чем меньше передний угол лезвия γ, тем больше сила резания. При увеличении главного угла φ в плане сила Ру резко уменьшается, а сила Pх. увеличивается. Для твердосплавных резцов при увеличении φ от 60 до 90° сила Рz, практически не изменяется. При увеличении радиуса r скругления режущей кромки силы Рz. и Ру возрастают, а сила Рх уменьшается.
СОЖ уменьшают силу Рz, при небольшой толщине срезаемой стружки, увеличение толщины среза и скорости резания снижает эффект применения СОЖ.
При увеличении скорости резания от 50 до 500 м/мин сила Рz, значительно уменьшается; дальнейшее повышение скорости резания дает лишь небольшое уменьшение силы Рz.
Износ резца по задней поверхности значительно увеличивает силы Рy и Рх.
Материал режущей части резца также оказывает влияние на силу резания; например, твердосплавные резцы снимают стружку с несколько меньшей силой резания, чем резцы из быстрорежущей стали.
5. Шероховатость поверхности и точность обработки
На поверхностях деталей после их механической обработки всегда остаются неровности. Совокупность неровностей, образующихся при обработке, называют шероховатостью поверхности. Величина шероховатости оказывает непосредственное влияние на качество неподвижных и подвижных соединений. Детали с большой шероховатостью поверхности в неподвижных соединениях не обеспечивают требуемой точности и надежности сборки, а в подвижных соединениях — быстро изнашиваются и не обеспечивают первоначальных зазоров.
На поверхности, обработанной токарным резцом, образуются неровности в виде винтовых выступов и винтовых канавок (рис. 5). Неровности, расположенные в направлении движения подачи Ds, образуют поперечную шероховатость, а неровности, расположенные в направлении главного движения резания Dr, -продольную шероховатость. Высота Н и характер неровностей зависят от обрабатываемого материала, режима резания, геометрии режущих кромок инструмента и других факторов (рис. 6).
Значение Н увеличивается с увеличением подачи и уменьшается с увеличением радиуса скругления режущей кромки резца. При увеличении скорости резания высота Н неровностей уменьшается. Увеличение вспомогательного угла в плане φ1 уменьшение заднего угла, затупление режущей кромки приводят к увеличению шероховатости поверхности. В производственных условиях шероховатость обработанной поверхности детали оценивают методом сравнения с образцом. В качестве образца используют обработанную деталь, шероховатость которой аттестована.
Отклонения размеров и других параметров готовой детали от указанных в чертеже определяют погрешность обработки, значение которой должно находится в пределах допуска.
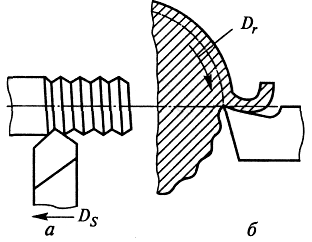
Рисунок - 5. Образование поперечной (я) и продольной (б) шероховатости поверхности при токарной обработке:
Dr — направление движения резания; Ds — направление движения подачи
Погрешности подразделяют на систематические и случайные. К систематическим относятся погрешности, которые при обработке партии деталей повторяются на каждой детали. Эти погрешности больше случайных и определяют точность обрабатываемой детали.
Основными причинами систематических погрешностей обработки являются:
• неточность станка (например, непрямолинейность направляющих станины и суппортов, непараллельность или неперпендикулярность направляющих оси шпинделя, неточность изготовления шпинделя и его опор и т.д.);
• деформация сборочных единиц (узлов) и деталей станка под действием сил резания и нагрева в процессе работы;
• неточность изготовления режущих инструментов, приспособлений и их износ;
• деформация инструментов и приспособлений под действием сил резания и нагрева в процессе обработки;
• погрешности установки и базирования заготовки на станке;
• деформация обрабатываемой заготовки под действием сил резания и зажима, а также вследствие нагрева в процессе обработки;
• погрешности, возникающие при установке инструментов и их настройке на размер;
• погрешности в процессе измерения, вызываемые неточностью измерительных инструментов и приборов, их износом и деформациями, а также ошибкой рабочего при оценке показаний измерительных устройств.
Причины, вызывающие систематические погрешности, можно установить и устранить.
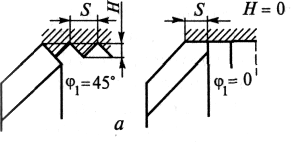
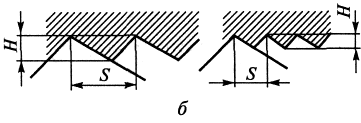
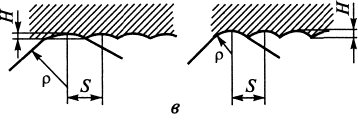
Рисунок -6. Высота неровностей H при точении:
а — влияние вспомогательного угла в плане φ; б — влияние подачи S; в — влияние радиуса ρ скругления режущей кромки резца
К случайным относятся погрешности, возникающие вследствие случайных упругих деформаций заготовки, станка, приспособления и режущего инструмента (например, из-за неоднородности обрабатываемого материала).
6. Назначение режимов резания
Качество и эффективность изготовления деталей машин зависят от рационального проведения процессов обработки заготовок резанием, которое достигается в следующих случаях:
• режущая часть инструмента имеет оптимальные геометрические параметры и качественную заточку лезвий;
• обработка заготовок ведется с технически и экономически обоснованными подачами S и скоростями резания υ;
• возможности механизмов станка — коробки подач и коробки скоростей — позволяют реализовать обоснованные значения подачи S и скорости резания υ.
Режимы резания характеризуются числовыми значениями глубины резания, подачи (или скорости движения подачи) и скорости резания, а также геометрическими параметрами и стойкостью инструментов, силами резания, мощностью и другими параметрами процесса резания, от которых зависят его технико-экономические показатели.
Выбор режимов резания можно считать рациональным, если значения перечисленных параметров позволяют получить высокие технико-экономические показатели. Параметры режима резания взаимосвязаны, поэтому нельзя произвольно изменять значение одного из них, не изменяя соответственно всех прочих.
При выборе и назначении режимов резания необходимо производить соответствующее согласование значений всех параметров с возможностями их реализации на станках. Необходимость учета большого числа взаимовлияющих факторов при назначении режимов резания обусловила использование метода постепенного приближения. На практике некоторым параметрам задают предварительные значения, а затем их корректируют с учетом других параметров до тех пор, пока не получат окончательные значения, которые могут быть использованы для реализации данного технологического процесса обработки. Кроме того, следует отметить, что решение поставленной задачи почти всегда много-нариантно, т.е. несколько вариантов сочетаний параметров режимов резания удовлетворяют поставленным требованиям.
Обычно выбор основных параметров режимов резания начинают с определения глубины резания. Она связана с припуском, оставляемым для выполнения данной технологической операции. На операциях окончательной обработки припуск составляет не более 0,5мм. На промежуточных операциях припуск на обработку изменяется в пределах 0,5...5мм. На операциях предварительной обработки заготовок в зависимости от их размеров и способа изготовления припуск может быть более 5 мм.
Например, припуск менее 7 мм может быть срезан за один проход резца (глубина резания равна припуску на обработку). В случае превышения некоторых критических значений глубины резания могут возникнуть вибрации станка, приспособления, инструмента, заготовки, поэтому припуск более 7 мм срезают за два или несколько проходов, а глубина резания при каждом проходе может быть постоянной или ее последовательно уменьшают.
Значение подачи S (как и глубины резания) определяют в зависимости от вида технологической операции. Операции окончательной обработки ведут при подаче на оборот S0 0,1 мм/об. При операциях промежуточного формообразования подачу назначают в пределах S0= 0,1...0,4 мм/об. Операции предварительной обработки для сокращения времени стремятся вести при подаче S0= 0,4...0,7 мм/об. При обработке заготовок на тяжелых станках можно применять глубину резания до 30 мм и подачу до 1,5 мм/об.
Предварительное значение скорости резания υ при известных глубине резания t и выбранном интервале подач S вычисляют по формуле, которая приводится в справочниках по режимам резания.
Твердость заготовки НВ устанавливают по технической документации, сопровождающей партию заготовок, поступающих на обработку.
Стойкость инструмента характеризуется периодом стойкости Тр, т.е. временем работы инструмента между переточками. Его назначают согласно рекомендациям справочных материалов в зависимости от характера выполняемой операции и инструментального материала. На практике используют некоторый интервал значений периода стойкости. Например, для твердосплавных резцов при выполнении операций промежуточного формообразования можно принять период стойкости T= 30...45 мин.
По формуле вычисляют два значения скорости резания: большее — для меньших значений подачи S и периода стойкости Т и меньшее — для больших их значений. По найденным значениям скорости резания υ, м/мин, для заданного диаметра D, мм, обрабатываемой заготовки по формуле п = 1000υ/(πD), об/мин, рассчитывают два значения частоты вращения шпинделя — наибольшее и наименьшее, т.е. определяют интервал значений частоты вращения шпинделя, в пределах которого можно выбрать определенное значение, обеспечиваемое кинематикой станка.
Если на предварительном этапе устанавливают некоторый интервал значений параметров резания, в пределах которого достигаются заданные точность и качество обрабатываемой детали, то следующим этапом является выбор фактических (рабочих) значений основных параметров режимов резания.
Глубина резания (рабочая), как правило, равна полуразности диаметров обрабатываемой и обработанной детали (при точении).
Рабочую подачу выбирают из числа имеющихся в коробке подач станка, причем это значение должно находиться в пределах интервала предварительно выбранных значений подач.
Рабочую частоту вращения шпинделя выбирают из числа значений, обеспечиваемых коробкой скоростей станка, с учетом того, что она должна находиться в интервале частот для меньшей и большей скоростей.
С помощью установленных рабочих значений основных параметров режимов резания — глубины резания t, подачи S и частоты вращения шпинделя п — проводят расчет остальных рабочих режимов и соответствующих технико-экономических показателей.
Рабочую скорость резания υ, м/мин, при известной частоте вращения шпинделя п, об/мин, и заданном диаметре заготовки D, мм, можно рассчитать по формуле υ=10-3π Dn.
Формулы для расчета рабочих значений периода стойкости инструмента, силы резания, момента вращения Мв, кН∙м, на шпинделе станка и эффективной мощности, затрачиваемой на обработку заготовки резанием, приводятся в справочнике.
Контрольные вопросы
Назовите основные виды стружек.
Какие силы действуют на лезвие инструмента со стороны обрабатываемого материала?
Что называют наклепом обработанной поверхности?
Какое влияние оказывает нарост на процесс резания и качество обработанной поверхности?
Перечислите источники теплоты при резании.
Какое влияние оказывает теплообразование на процесс резания?
Какие процессы изнашивания инструмента имеют место при резании? .
Какие факторы влияют на стойкость инструмента?
Каково назначение смазывающих охлаждающих жидкостей?
Какие характеристики входят в понятие качество обработанной поверхности?
Какие факторы определяют выбор величины элементов режима резания?





Полезное для учителя




Распродажа видеоуроков!
1900 руб.
2930 руб.

1860 руб.
2860 руб.

1810 руб.
2780 руб.

1640 руб.
2530 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства