Шлихтование основ является одним из наиболее ответственных процессов в подготовке пряжи к ткачеству. Одна шлихтовальная машина обеспечивает основами 200-400 ткацких станков и определяет уровень их производительности. В процессе шлихтования могут существенно изменяться физико-механические свойства основной пряжи, что сказывается на обрывности основных нитей на ткацком станке. Для снижения обрывности в ткацком производстве необходимо качественно вести процесс шлихтования.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
СОВРЕМЕННЫЕ СПОСОБЫ ПРИГОТОВЛЕНИЯ ШЛИХТЫ
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«СОВРЕМЕННЫЕ СПОСОБЫ ПРИГОТОВЛЕНИЯ ШЛИХТЫ »
15
методическое пособие
для студентов специальности 151031 Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)
Содержание
Введение 3
1. Цели, сущность процесса шлихтования и требования к шлихте 4
2. Оборудование клееварки 5
3. Механический способ приготовления шлихты 6
4. Термомеханический способ приготовления шлихты 7
5. Акустический способ приготовления шлихты 9
6. Автоматический способ приготовления шлихты 11
Литература 15
Введение
Шлихтование основ является одним из наиболее ответственных процессов в подготовке пряжи к ткачеству. Одна шлихтовальная машина обеспечивает основами 200-400 ткацких станков и определяет уровень их производительности. В процессе шлихтования могут существенно изменяться физико-механические свойства основной пряжи, что сказывается на обрывности основных нитей на ткацком станке. Для снижения обрывности в ткацком производстве необходимо качественно вести процесс шлихтования.
Внедрение высокоскоростного ткацкого оборудования предъявляет повышенные требования к износоустойчивости основной пряжи при многократных механических воздействиях рабочих органов ткацких станков и машин.
Поэтому в последние годы повышению качества процесса шлихтования придается все большее значение. Особое внимание уделяется разработке новых шлихтовальных материалов, совершенствованию процесса приготовления шлихты и шлихтовального оборудования, а также осуществлению контроля и управления технологическими процессами шлихтования с применением микропроцессорной техники.
При варке шлихты все большее распространение находят автоматические устройства, которые должны поддерживать на заданном уровне вязкость шлихты, а также вести контроль и запись всего хода процесса варки.
Данное методическое пособие рассматривает современные способы приготовления шлихты и применяемое при этом оборудование. Оно призвано оказать помощь студентам технических специальностей при изучении процесса шлихтования основной пряжи.
На ткацком станке основные нити подвергаются комплексу воздействий разного рода с многократными нагрузками: растягивающими, изгибающими, истирающими. Выступающие на поверхности пряжи волокна обладают способностью мшиться, неглубоко зажатые волокна при взаимодействии с рабочими органами ткацкого станка могут выдергиваться и образовывать пух. В результате этого поверхность пряжи разрыхляется, снижается ее сопротивляемость истирающим и растягивающим нагрузкам, что приводит к обрывности основных нитей. Одной из мер борьбы с обрывностью основных нитей в процессе ткачества является их шлихтование.
Целями шлихтования являются увеличение износостойкости основных нитей путем обработки их шлихтой для уменьшения обрывности основы в ткачестве и формирование ткацкого навоя.
Сущность процесса шлихтования заключается в том, чтобы основные нити со сновальных валов при заданном натяжении пропитать раствором шлихты, удалить лишнее количество шлихты с нитей при отжиме их в отжимных валах, высушить ошлихтованные нити в сушильном аппарате до определенной влажности, разделить склеенные нити и навить расчетное число нитей параллельно друг другу на ткацкий навой.
Шлихтованию подвергают не все виды нитей. Шлихтуют обычно одиночные нити из всех видов волокон, иногда шлихтуют крученую пряжу. Как правило, не шлихтуется крученая хлопчатобумажная, льняная и шерстяная пряжа.
Требования к шлихте заключаются в следующем:
шлихта должна быть достаточно клейкой и иметь определенную вязкость, чтобы покрывать поверхность основной пряжи и частично проникать в глубь нити;
создавать на нитях эластичную оболочку, устойчивую к истиранию, не нарушающую гибкость нити и не делающую пряжу ломкой и жесткой, а также не осыпаться с пряжи, как в процессе шлихтования, так и при переработке пряжи на ткацком станке;
обладать хорошим сродством к волокну, не разрушать пряжу и не изменять окраску нитей при шлихтовании цветных основ, легко удаляться и не влиять на отделку и окраску тканей, не изменять своих свойств в период использования и хранения, не пениться в клеевой ванне;
не портить ремизки и бердо на ткацком станке, не способствовать прилипанию нитей к сушильным барабанам;
быть достаточно дешевой.
В современных условиях шлихту приготавливают четырьмя способами: механическим, термомеханическим, акустическим и автоматическим.
Шлихту приготовляют в специальных помещениях ткацких фабрик - клееварках. Они располагаются возможно ближе к шлихтовальным машинам, так как при транспортировке по длинным трубопроводам и под действием насоса вязкость шлихты изменяется.
В состав помещений клееварки входит склад клеящих материалов и помещение, где расположено оборудование для клееварения. В складе клеящих материалов хранится запас сырья на два-три дня работы.
Схема размещения оборудования в клееварке приведена на рисунке 1.
В клееварке установлено два бака 1 для варки шлихты. Число баков зависит от числа рецептов шлихты и мощности ткацкой фабрики. Число баков в клееварке должно быть не менее двух: один рабочий, другой расходный. Крахмал хранится в бункере 8. Из бункера крахмал насыпается в бадью 7, взвешивается на весах 6 и по монорельсовому пути 9 с помощью электротельфера подается в варочные баки 1. Для изготовления эмульсии установлен специальный бак 10. Перекачка готовой шлихты к шлихтовальным машинам осуществляется насосами 14. Для хранения и приготовления текстильно-вспомогательных веществ для шлихты в клееварке имеются небольшие мерные бачки 2 и контейнеры 5. В клееварке установлен вакуум- насос 4 и вакуум-ловушка 3. Для ведения учета расхода материалов у клеевара имеется стол 11 с весами 12 для дозирования компонентов шлихты. Мерная посуда и лабораторный инструмент хранятся в шкафу 13. В помещении рядом с клееваркой установлена ванна 16 для промывки сукон с отжимных валов и вешала 15 для их просушивания.
Приготовление шлихты в данной клееварке осуществляется с помощью программного регулятора. Регулятор обеспечивает автоматическое поддержание режима приготовления шлихты (температуры и времени) по определенной заданной программе. Регуляторы уровня шлихты на шлихтовальных машинах сблокированы с электродвигателями насосов, подающих шлихту из клеевых баков к машинам.
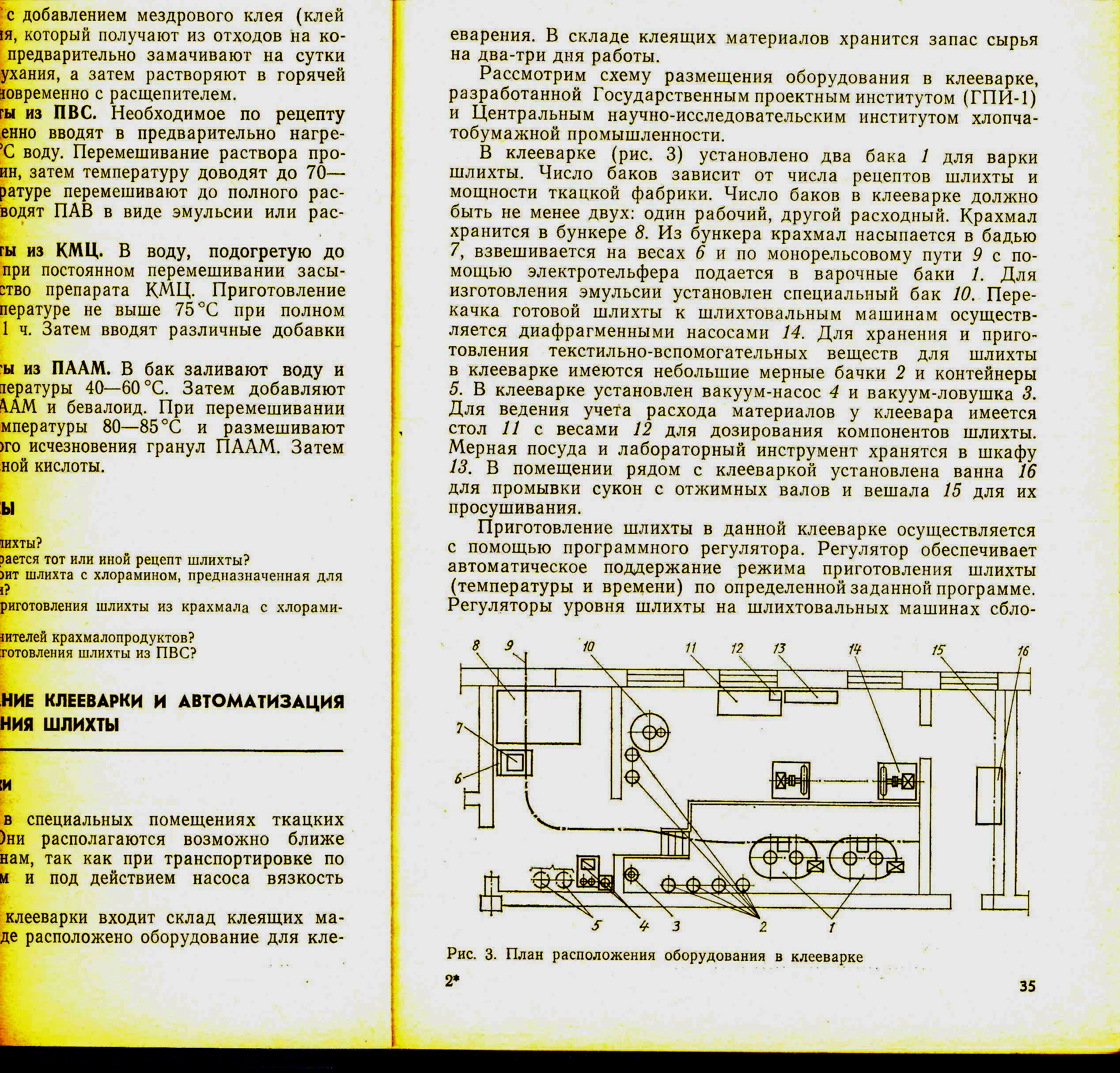
Рис. 1. План расположения оборудования в клееварке
При данном способе шлихта готовится в клеевых баках механическим перемешиванием всех компонентов.
Клеевые баки снабжены механическими мешалками. Обычно частота вращения мешалок не превышает 30 мин-1. Баки изготавливают из нержавеющей стали вместимостью до 1000 л и более. Баки выполняются круглой и овальной формы.
Устройство варочного бака овальной формы изображено на рисунке 2. Внутри бака помещены две мешалки 4 (на рисунке показана одна из них) для размешивания шлихты. Они получают вращение от электродвигателя и с помощью конических шестерен z1 и z2 вращаются в противоположных направлениях. Варку осуществляют паром, подаваемым по паропроводу 5, на конце которого имеется змеевик с отверстиями. Вода подается по трубе 3. Готовая шлихта насосом 1 по трубопроводу 2 перекачивается в распределительный (расходный) бак или непосредственно к шлихтовальным машинам. Для спуска воды при промывке и чистке бака на дне его имеется труба 6. В баке имеется крышка, через которую в него засыпают клеящие материалы и другие компоненты шлихты и осуществляют контроль за варкой. Внутри бака имеется датчик для определения температуры шлихты и линейка со шкалой для измерения уровня или объема шлихты. Для предупреждения ожогов клееваров и быстрого остывания шлихты наружную поверхность металлических баков покрывают теплоизоляционным материалом (асбестом) и облицовывают керамическими плитками.
Параметры каждого процесса варки шлихты следует записывать в журнал, где отмечают количество вводимых материалов, момент закладки, продолжительность варки и общий объем шлихты. Данный журнал одновременно необходим для контроля расхода клеящих материалов.
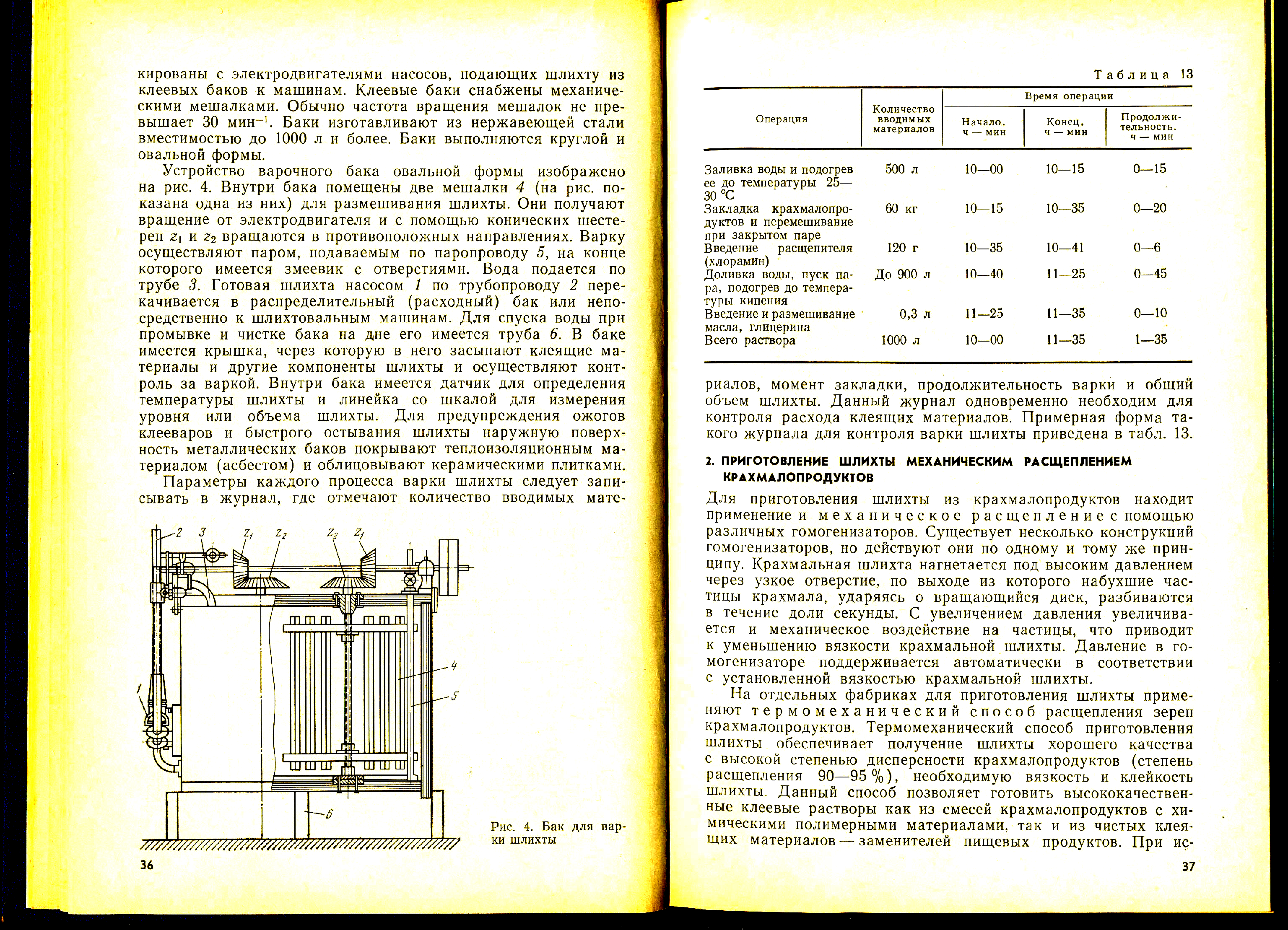
Рис. 2. Бак для варки шлихты
При термомеханическом способе шлихта приготавливается в герметичном аппарате – автоклаве. На рисунке 3 представлена схема аппарата.
Аппарат состоит из корпуса 8, в котором расположена циркуляционная труба 5 с торообразными кольцевыми форсунками 9, через которые по паропроводу внутрь трубы поступает пар. На валу 4 жестко крепятся винт 2 в виде шнека и турбина 8. Вал вращается от электродвигателя 7. Для быстрого нагревания всего объема раствора в аппарате на днище расположен барбатер 1, в который также по паропроводу подается пар.
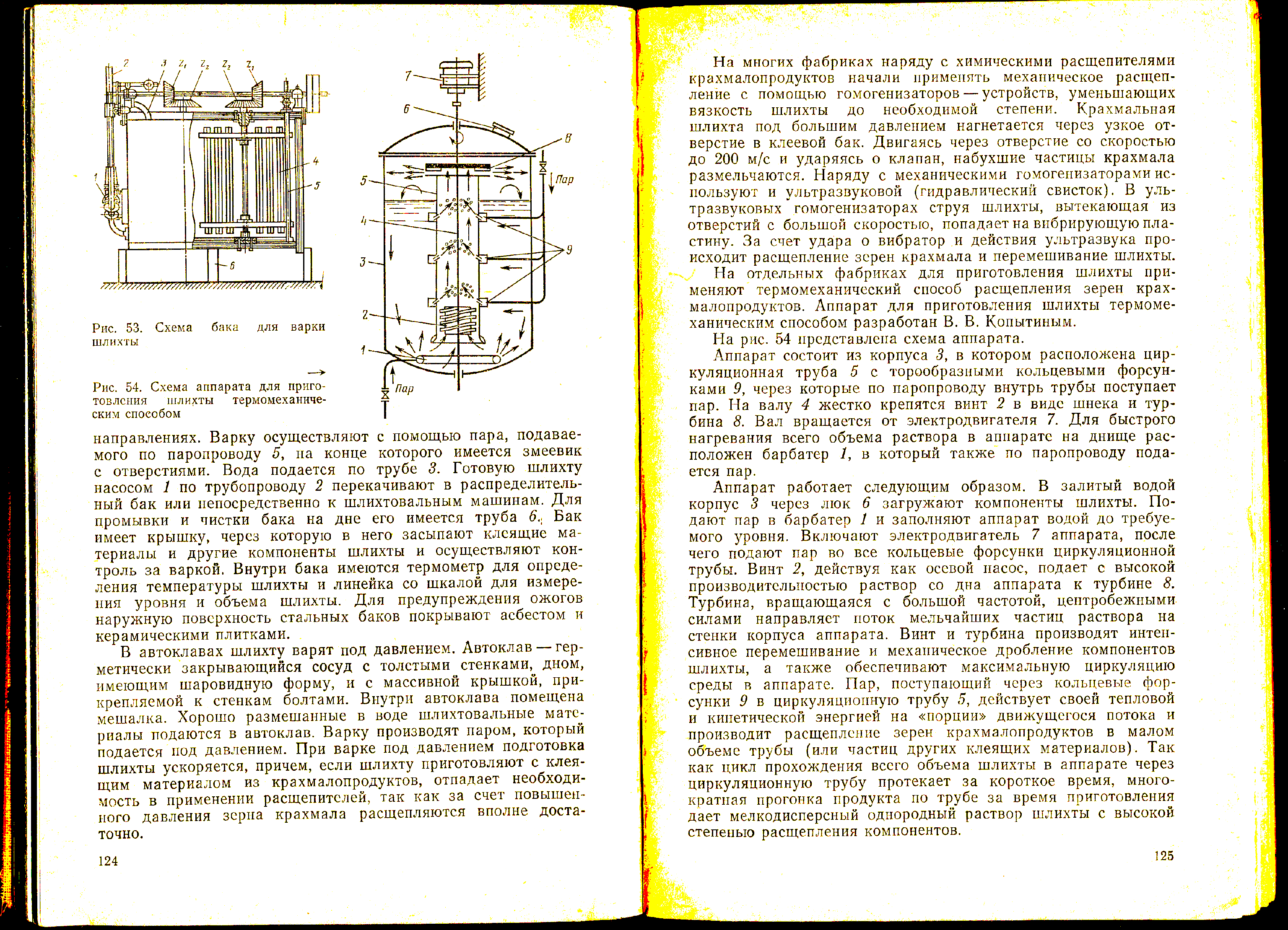
Рис. 3. Аппарат для приготовления шлихты термомеханическим способом
Аппарат работает следующим образом. В залитый водой корпус 8 через люк 6 загружают компоненты шлихты. Подают пар в барбатер 1 и заполняют аппарат водой до требуемого уровня. Включают электродвигатель 7 аппарата, после чего подают пар во все кольцевые форсунки циркуляционной трубы. Винт 2, действуя как осевой насос, подает с высокой производительностью раствор со дна аппарата к турбине 8. Турбина, вращающаяся с большой частотой, центробежными силами направляет поток мельчайших частиц раствора на стенки корпуса аппарата. Винт и турбина про изводят интенсивное перемешивание и механическое дробление компонентов шлихты, а также обеспечивают максимальную циркуляцию среды в аппарате. Пар, поступающий через кольцевые форсунки 9 в циркуляционною трубу 5, действует своей тепловой и кинетической энергией на «порции» движущегося потока и производит расщепление зерен крахмалопродуктов в малом объеме трубы (или частиц других клеящих материалов). Так как цикл прохождения всего объема шлихты в аппарате через циркуляционную трубу протекает за короткое время, многократная прогонка продукта по трубе за время приготовления дает мелкодисперсный однородный раствор шлихты с высокой степенью расщепления компонентов.
Термомеханический способ приготовления шлихты обеспечивает получение шлихты хорошего качества с высокой степенью дисперсности компонентов (степень расщепления 90-95 %), оптимальную вязкость и клейкость шлихты; возможность приготовления высококачественной шлихты как из смесей крахмалопродуктов с химическими клеящими материалами, так и из чистых клеевых материалов - заменителей пищевых продуктов. При использовании такой шлихты снижается обрывность основных нитей в ткачестве по сравнению с обрывностью нитей, проклеенных шлихтой, приготовленной с добавлением химических расщепителей.
Основным преимуществом термомеханического способа является его быстрота. Кроме того, нет надобности применять химические расщепители, что исключает повреждаемость нитей.
Приготовление шлихты осуществляется с использование гомогенизаторов ОГМ-М или гидродинамического ультразвукового генератора СЖ-1 или СЖ-2.
Существует несколько типов гомогенизаторов, но принцип действия у них один: крахмальная шлихта нагнетается под высоким давлением через узкое отверстие. При выходе из отверстия набухшие частицы крахмала, ударяясь о вращающийся диск, разбиваются в течение доли секунды. Давление в гомогенизаторе поддерживается автоматически в соответствие с установленной вязкостью шлихты.
Наибольшее применение в настоящее время нашла ультразвуковая термоакустическая установка СЖ-1(СЖ-2). Она представляет собой пульсационное устройство, в котором под действием вибраторной пластины происходит интенсивное дробление компонентов шлихты, а под действием насоса производится многократное перекачивание шлихты в клеевом баке. Схема ультразвуковой термоакустической установки СЖ-1(СЖ-2) представлена на рисунке 4.
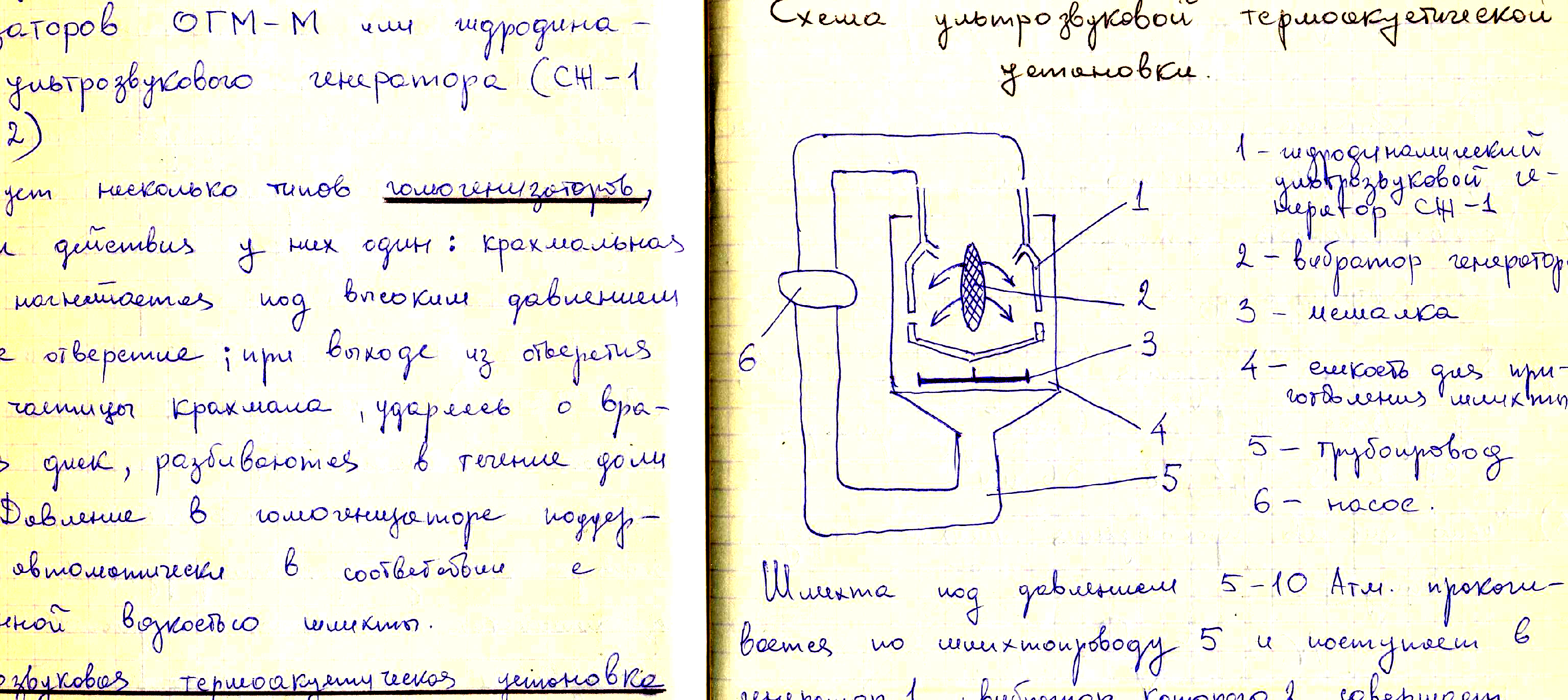
Рис. 4. Схема ультразвуковой термоакустической установки СЖ-1(СЖ-2)
Шлихта под давлением 5-10 атмосфер прокачивается по шлихтопроводу 5 с помощью насоса 6 и поступает в генератор 1, вибратор которого 2 совершает поперечные колебания с частотой 40-80 кГц. За счет ультразвукового воздействия на молекулы крахмала происходит их расщепление. Генератор установлен в емкости для приготовления шлихты 4, на дне которой имеется мешалка 3, получающая движение от электродвигателя.
При расчете установки определяются следующие параметры:
1) Скорость истечения шлихты из генератора, м/с
где Р – давление шлихты в шлихтопроводе, атм.
![]() - плотность шлихты, г/см3 (1,1-1,3 г/см3)
- плотность шлихты, г/см3 (1,1-1,3 г/см3)
2) Производительность установки, м/с
![]()
где S – площадь отверстия в генераторе, мм2 (для прибора СЖ-1 S=36 мм, для СЖ-2 S=14,4; 18 и 36 мм )
3) Число циклов прохождения шлихты через генератор
![]()
где t – время работы установки, с.
4) Частота колебания пластины прибора, кГц
![]()
где h – расстояние от отверстия до вибратора, мм
6. Автоматический способ приготовления шлихты
В последнее время на ткацких фабриках широко используют клееварки, в которых процессы подготовки компонентов и варки шлихты автоматизированы.
Автоматизированная линия для приготовления шлихты ЛАПШ-1 предназначена для приготовления шлихты в реакторах под давлением, хранения, а также последующей раздачи на шлихтовальные машины. Для приготовления шлихты могут быть использованы любые крахмалопродукты, мука, ПВС, КМЦ. Приготовленная шлихта может быть использована для обработки хлопчатобумажной, вискозной, льняной, шерстяной пряжи и смешанной на основе натуральных и химических волокон.
ЛАПШ-1 работает при температуре окружающей среды до + 40 оС, влажности воздуха до 80 %, воздух не должен содержать агрессивных газов и паров в концентрациях, действующих разрушающе на материалы и изоляцию аппаратов и приборов.
Производительность линии при использовании крахмала составляет 2000 л/ч. Давление сжатого воздуха, подаваемого к линии, составляет не менее 0,45 МПа. Давление пара, подводимого к линии, составляет не менее 0,3 МПа. Общая установленная мощность электродвигателей 14 кВт. Напряжение силовой сети 380 В. Удельный расход на 1000 л шлихты составляет: пара 157,5 кг, электроэнергии 2,27 кВт· ч, сжатого воздуха 14,6 м3; коэффициент полезного времени линии 0,9. Площадь, занимаемая линией без учета проходов и площади под вспомогательным оборудованием, составляет 20,25 м2. Габариты линии, мм: длина - 8100, ширина - 2500, высота - 3865. Масса линии 7980 кг.
В состав ЛАПШ-1 входят загрузочное устройство, блок приготовления суспензии, варочно-расходные баки, баки для текстильно-вспомогательных веществ (ТВВ), электропневмооборудование, управляющее логическое устройство (УЛУ).
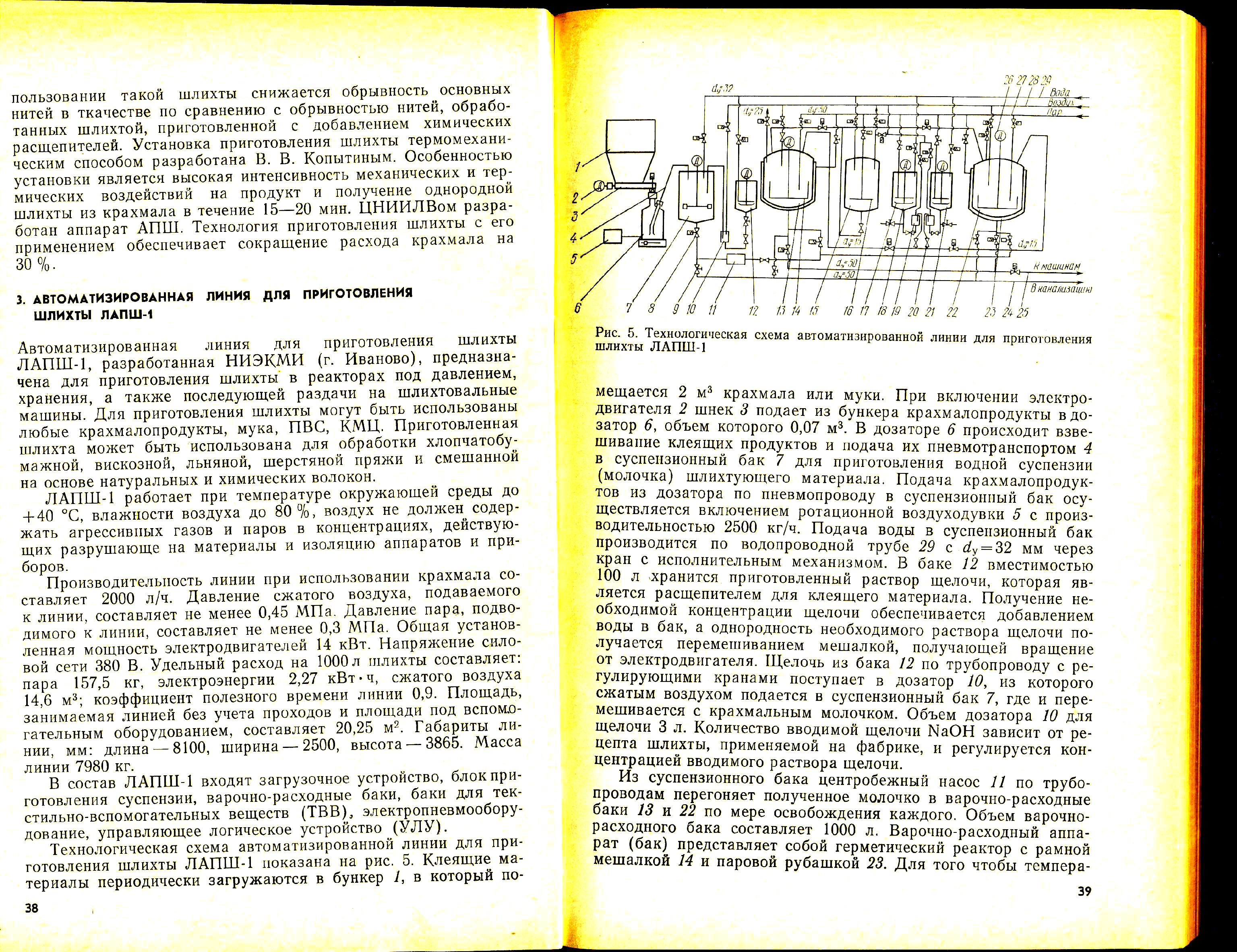
Рис. 5. Автоматизированная линия для приготовления шлихты ЛАПШ-1
Технологическая схема автоматизированной линии для приготовления шлихты ЛАПШ-1 показана на рис. 5. Клеящие материалы периодически загружаются в бункер 1, в который помещается 2 м3 крахмала или муки. При включении электродвигателя 2 шнек 3 подает из бункера крахмалопродукты в дозатор 6, объем которого 0,07 м3. В дозаторе 6 происходит взвешивание клеящих продуктов и подача их пневмотранспортом 4 в суспензионный бак 7 для приготовления водной суспензии (молочка) шлихтующего материала. Подача крахмалопродуктов из дозатора по пневмопроводу в суспензионный бак осуществляется включением ротационной воздуходувки 5 с производительностью 2500 кг/ч. Подача воды в суспензионный бак производится по водопроводной трубе 29 с dy=32 мм через кран с исполнительным механизмом. В баке 12 вместимостью 100 л хранится приготовленный раствор щелочи, которая является расщепителем для клеящего материала. Получение необходимой концентрации щелочи обеспеЧИВi1ется добавлением воды в бак, а однородность необходимого раствора щелочи получается перемешиванием мешалкой, ПОЛУЧi1lOщей вращение от электродвигателя. Щелочь из бака 12 по трубопроводу с регулирующими кранами поступает в дозатор 10, из которого сжатым воздухом подается в суспензионный бак 7, где и перемешивается с крахмальным молочком. Объем дозатора 10 для щелочи 3 л. Количество вводимой щелочи NaOH зависит от рецепта шлихты, применяемой на фабрике, и регулируется концентрацией вводимого раствора щелочи.
Из суспензионного бака центробежный насос 11 по трубопроводам перегоняет полученное молочко в варочно-расходные баки 13 и 22 по мере освобождения каждого. Объем варочнорасходного бака составляет 1000 л. Варочно-расходный аппарат (бак) представляет собой герметический реактор с рамной мешалкой 14 и паровой рубашкой 23. Для того чтобы температурный режим в варочно-расходных аппаратах поддерживался на определенном уровне и чтобы стенки аппарата не остывали, в рубашку аппаратов подается пар.
Процесс приготовления шлихты идет под давлением 0,3 МПа, и при достижении температуры шлихты 120-140 оС (в зависимости от задания) по сигналу с регулятора температуры отключается подача пара. После прекращения подачи пара в аппарат происходит выдерживание шлихты при максимальной температуре до стабилизации ее вязкости. Вслед за отключением подачи пара в аппарат идет процесс стабилизации концентрации шлихты путем добавления в нее воды температурой 70 оС до заданного уровня в аппарате. Добавление горячей воды производится из реактора 15, объем которого 800 л. Температура воды в реакторе поддерживается на заданном уровне (70 оС) с помощью регулятора температуры. Вода в реактор поступает из водопроводной трубы 29 и подогревается паром из змеевика 16, в который пар подается из паропровода 27 по трубе с диаметром условного прохода dy =50 мм. В варочнорасходных аппаратах готовая шлихта хранится при температуре 90 оС. Подача готовой шлихты к машинам производится по клеепроводу 25. Подача горячей воды из реактора и шлихты на шлихтовальные машины осуществляется сжатым воздухом из пневмопровода 28 с dy = 25 мм. Сразу после окончания добавки горячей воды в варочно-расходный аппарат происходит дозирование вспомогательных веществ.
Текстильно-вспомогательные вещества приготовляют в двух баках 18 и 21. В одном из баков готовится раствор антисептика. Для приготовления соответствующих растворов к бакам подведены вода и пар. Смешивание растворов осуществляется рамными мешалками 17 с приводом от электродвигателей. Хранение растворов производится в этих же баках. Объем баков для хранения растворов ПВВ составляет по 100 л. Перед введением в шлихту вспомогательные вещества поступают в дозаторы 19 вместимостью для антистатиков и смачивателей 3 л и для антисептика 0,4 л. Из дозаторов вспомогательные вещества подаются сжатым воздухом по трубам с dy=15 мм в варочно-расходные аппараты в конце варки. Для управления технологическим процессом варки шлихты в автоматическом режиме используется управляющее логическое устройство. В случае необходимости возможен переход на ручное управление технологическим процессом варки шлихты с помощью тумблеров, установленных на передней панели УЛУ. Управляющее логическое устройство осуществляет включение и отключение электродвигателя 26, исполнительных механизмов, регулирующих клапанов, магнитных пускателей. Сигналы для управления процессом варки шлихты поступают от бесконтактного датчика массы, датчиков уровня, электроконтактных манометров, регуляторов температуры и датчиков температуры.
На трубопроводах в отдельных местах установлены простые вентили 20, краны с исполнительными механизмами 8 и регулирующие клапаны 9. После промывки варочно-расходных аппаратов вода из них сливается в канализацию по трубе 24.
Применение автоматизированной линии позволяет в 3 раза повысить производительность оборудования и значительно улучшить качество шлихты и подготовки пряжи к ткачеству, благодаря чему значительно снижается обрывность основы на ткацких станках.
Беркович Н.Ю. , Любимов В.А., Каинков Н.П. Шерстоткачество, М.: Легпромбытиздат, 1985.
Разумовский С.И., Петрова И.Н., Зыбина Л.А. и др. Шерстоткачество: Справочник, М.: Легпромбытиздат, 1988.
Гордеев В.А., Волков П.В. и др. Хлопкоткачество. М.: Легкая и пищевая промышленность, 1982.
Агапова Н.П. и др. Шелкоткачество. М.: Легкая индустрия, 1975.
Сурнина Н.Ф., Костомаров В.М. Льноткачество. М.: Легкая индустрия, 1978.
Живетин В.В., Брут-Бруляко А.Б. Устройство и обслуживание шлихтовальных машин, М.: Легпромбытиздат, 1988.
Мшвениерадзе А.П. Технология и оборудование ткацкого производства, М.: Легкая и пищевая промышленность, 1984.







Полезное для учителя




Распродажа видеоуроков!

1640 руб.
2530 руб.
1630 руб.
2510 руб.

2040 руб.
3140 руб.

2040 руб.
3140 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства