Просмотр содержимого документа
«Презентация к уроку " Машиностроительное черчение . Чтение чертежа" »
Машиностроительное черчение
Алгоритм чтения сборочного чертежа
При чтении сборочного чертежа используются совместно чертеж и спецификация.
Порядок чтения чертежа
По основной надписи выясняют наименование изделия, вид чертежа, масштаб изображения, габаритные размеры.
Определяют сколько и какие изображения изделия есть на чертеже.
По номерам позиций определяют количество основных частей, затем каждый элемент из спецификации находят на чертеже на всех изображениях.
Определяют форму основных деталей наличие в них отверстий ,резьбы взаимодействие и способы соединения деталей друг с другом. При необходимости составляют эскизы.
Определяют порядок сборки и разборки изделия, а также возможные перемещения элементов друг относительно друга.
Уточняют технические условия выполняемые при сборке изделия.
Деталировка сборочного
чертежа
Порядок деталирования
При деталирования необходимо на основании изображения на сборочном чертеже, создатьрабочий чертеж одной детали с указанием всех размеров, необходимых для изготовления и контроля детали.
1 . Определяют все изображения на чертеже принадлежащие этой детали (штриховка везде одинаковая).2. Определяют форму детали и дают эскиз внешнего вида детали.3. Он должен быть таким, чтобы давать наиболее полное представление о размерах и форме детали. Детали обрабатываемые на токарных станках – пазы , оси, втулки – располагают так, чтобы их ось была параллельна основной надписи. Также располагают колеса, диски, маховики. Длинные детали располагают горизонтально. Литые корпуса , крышки, основания располагают так, чтобы их опорная поверхность была горизонтальна.
4.Чертим все необходимые виды, разрезы детали. Их количество должно быть минимально необходимо.5. Проставляют размеры и допуска на размеры.6. Указывают обработку поверхности, шероховатость.7. Пишут технические условия на чертеже выполняемые в процессе изготовления детали.8. Указывают материал и ГОСТ на него.
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
Указанные на чертеже размеры абсолютно точно получить невозможно. Это объясняется различными причинами: изнашиванием частей механизмов металлообрабатывающих станков, износом режущих частей инструментов, деформацией самой детали при обработке, погрешностью измерительных инструментов, изменением температуры воздуха и т. п.
Даже при обработке деталей на высокоточных станках получаются отклонения от заданных размеров. Следовательно, готовая деталь имеет некоторые отклонения от заданных размеров.
В крупносерийном производстве, когда изготовляется большое количество одинаковых деталей, необходимо, чтобы действительные размеры деталей находились в определенных пределах, обеспечивающих: возможность выполнения сборки деталей без каких-либо дополнительных операций (подгонки); необходимые эксплуатационные качества, надежность и долговечность изделий, собранных из изготовленных деталей.
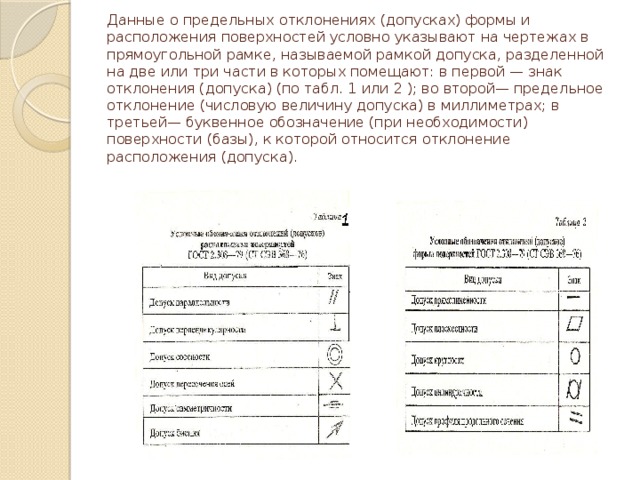
Данные о предельных отклонениях (допусках) формы и расположения поверхностей условно указывают на чертежах в прямоугольной рамке, называемой рамкой допуска, разделенной на две или три части в которых помещают: в первой — знак отклонения (допуска) (по табл. 1 или 2 ); во второй— предельное отклонение (числовую величину допуска) в миллиметрах; в третьей— буквенное обозначение (при необходимости) поверхности (базы), к которой относится отклонение расположения (допуска).