Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Поурочный план "Устройство кислородного конвертера"






Просмотр содержимого документа
«Поурочный план "Устройство кислородного конвертера"»
сабақтың № _______ __________тобы күні _________
№ урока__________ группа ________ дата _________
Сабақтың тақырыбы
Тема урока Устройство кислородного конвертера
Сабақтың мақсаттары
Цели урока
1) Образовательная: познакомить учащихся с устройством и работой кислородного конвертера, систематизировать знания учащихся.
2) Воспитательная: формирование самостоятельности и ответственности при изучении нового материала; активизировать у учащихся формирование познавательной потребности, интереса к предмету; воспитать чувство уважения к выбранной профессии; чувство ответственности.
3) Развивающая: развивать познавательный интерес, речь, внимание, аналитическое мышление, развивать навыки индивидуальной и групповой практической работы, наблюдательность, умение правильно обобщить данные и сделать вывод.
Сабақтың түрі
Тип урока Комбинированный
Көрнекілік құралдар
Наглядные средства слайды, карточки, слово учителя, компьютер
Сабақтың мазмұны
Содержание урока
Ұйымдастыру кезеңі
Организационный этап.
Приветствие
Приветствие
Проверка присутствующих (сдача рапорта)
Проверка внешнего вида
Проверка готовности к уроку
II Проверка домашнего задания
Проверить конспект в тетради
III. Білімдерінің жан жақты тексерісі
Всесторонняя проверка знаний
Опрос:
1. Что такое сталь?
2. Как классифицируют сталь?
3. Классификация по методу формообразования
4. Для чего служат инструментальные стали?
5. Какие функции выполняет шлак?
6. Назовите физические свойства шлака
7. Что такое система?
8.Что называют фазой?
9. Назовите свойства шлака
10. Параметры состояния это
11. Что такое раскисление стали?
12. Назовите способы раскисления стали
13. Как влияет кислород на свойства стали?
14. Что такое диффузионное раскисление?
15. Что такое осаждающее раскисление?
16. Расскажите о раскислении под вакуумом
17. Расскажите суть кислородно-конвертерного процесса
Оқушылардың жаңа материалды белсенді және саналы түрде игеруіне дайындығы
Подготовка учащихся к активному и сознательному усвоению нового материала.
Сегодня мы с вами изучим новую тему Устройство кислородного конвертера
IV. Жаңа білімдерді игеру
Усвоение новых знаний
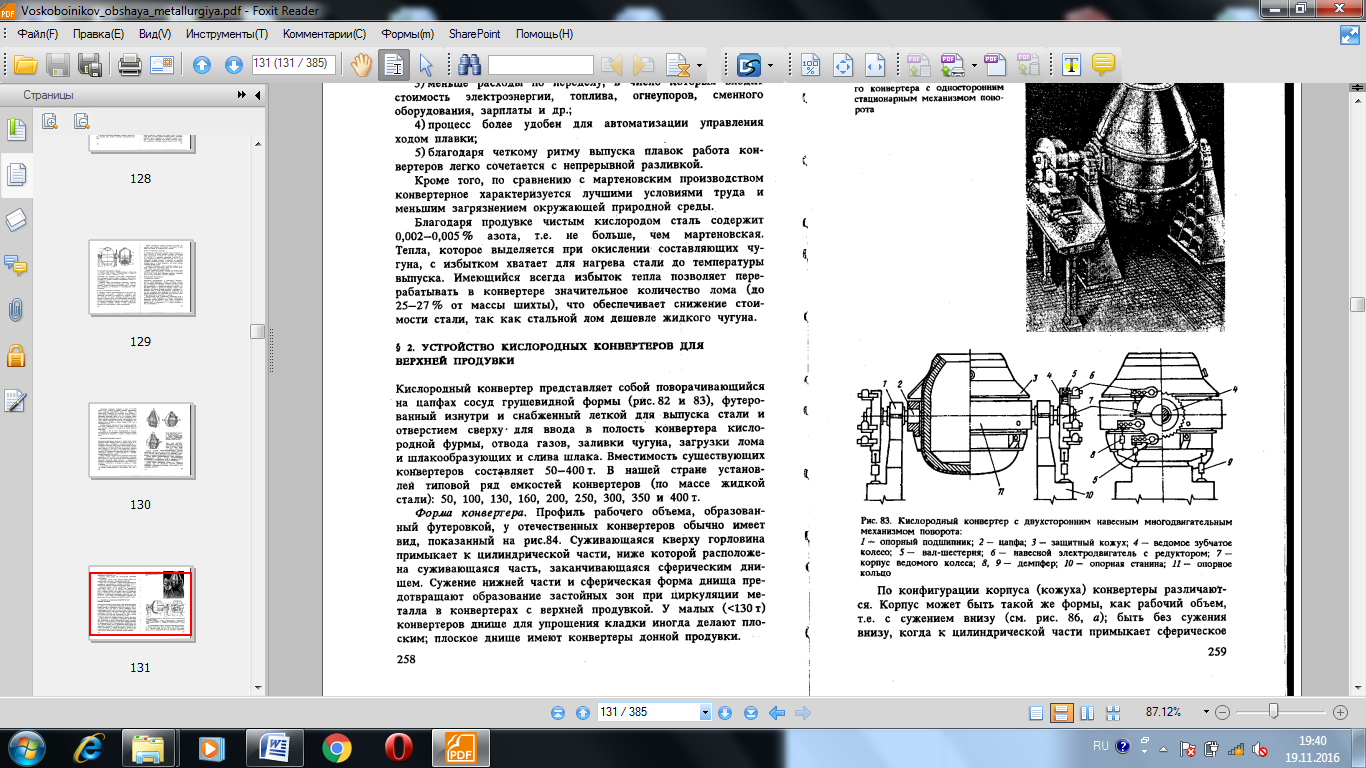
Кислородный конвертер представляет собой поворачивающийся на цапфах сосуд грушевидной формы (рис. 82 и 83), футерованный изнутри и снабженный леткой для выпуска стали и отверстием сверху для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна, загрузки лома и шлакообразующих и слива шлака. Вместимость существующих конвертеров составляет 50-400 т. В нашей стране установлен типовой ряд емкостей конвертеров (по массе жидкой стали): 50, 100, 130, 160, 200, 250, 300, 350 и 400 т.
Форма конвертера. Профиль рабочего объема, образованный футеровкой, у отечественных конвертеров обычно имеет вид, показанный на рис.84. Суживающаяся кверху горловина примыкает к цилиндрической части, ниже которой расположена суживающаяся часть, заканчивающаяся сферическим днищем. Сужение нижней части и сферическая форма днища предотвращают образование застойных зон при циркуляции металла в конвертерах с верхней продувкой. У малых (
По конфигурации корпуса (кожуха) конвертеры различаются. Корпус может быть такой же формы, как рабочий объем, т.е. с сужением внизу (см. рис. 86, а); быть без сужения внизу, когда к цилиндрической части примыкает сферическое днище (см. рис. 86, б); с незначительным сужением (угол наклона к вертикали ~ 6°) нижней половины, переходящей в сферу (см. рис. 86, в).
Размеры конвертера должны прежде всего обеспечивать продувку без выбросов металла через горловину, поскольку выбросы уменьшают выход годной стали и требуют периодических остановок конвертера для удаления настылей металла с горловины и входной части котла-утилизатора. Размеры некоторых конвертеров приведены в табл. 4.
Основные параметры, определяющие возможность работы конвертера без выбросов — удельный объем (объем рабочей полости, приходящийся на 1т жидкой стали, м3/т) и отношение высоты рабочего объема к его диаметру H/D (рис.84).
Корпус и днище. Корпус конвертера выполняют сварным из листовой стали толщиной от 20 до 110 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями. Расположение горловины в конвертерах симметричное, что позволяет вводить кислородную фурму строго по оси конвертера. При этом обеспечивается равное удаление кислородных струй от стенок конвертера и тем самым- равномерный износ футеровки.
Преимуществом конвертеров с отъемным днищем является облегчение и ускорение проведения ремонтов футеровки. После съема днища ускоряется охлаждение и облегчается разрушение изношенной футеровки и подача в полость конце ртера огнеупоров для новой кладки по сравнению с подачей через узкую горловину конвертера. Основным недостатком отъемных днищ обычно считают меньшую прочность и надежность конструкции нижней части кожуха конвертера.
Преимуществом конвертера с неотъемным днищем является уменьшение массы и упрощение конструкции из-за отсутствия устройств для крепления днища, повышение жесткости кожуха и целом и надежности конструкции его донной части.
Цапфы и опорное кольцо. Конвертер цапфами опирается на роликовые опорные подшипники, закрепленные в опорных станинах. Подшипники обеспечивают возможность вращения конвертера вокруг оси цапф; при этом один подшипник фиксированный, а другой "плавающий", что дает возможность перемещения вдоль оси цапф на 15-30 мм.
В первых кислородных конвертерах цапфы крепились непосредственно к кожуху конвертера (см. рис. 82). При этом, как показала практика, вследствие нагрева кожуха и его деформации происходил перекос цапф (их отклонение от первоначального положения), что вызывало при вращении цапф удары по опорным подшипникам и шестерням механизма поворота конвертера и их повышенный износ.
Современные кислородные конвертеры (см. рис. 83) снабжают отдельным опорным кольцом, к которому крепятся цапфы и в котором с зазором в 150-200 мм закреплен кожух. Благодаря зазору возникающие при термическом расширении кожуха деформаций не передаются опорному кольцу и перекос цапф не возникает. Системы крепления конвертера в опорном кольце с помощью подвесок, упоров и других устройств могут быть различными, но должны обеспечить свободное расширение кожуха.
Опорное кольцо (рис. 87) представляет собой конструкцию, состоящую из двух полуколец 1 и закрепленных между ними двух цапфовых плит 2; полукольца и плиты скреплены шпильками. Полукольца выполняют сварными полыми прямоугольного (коробчатого) сечения. Для защиты опорного кольца от перегрева и от попадания капель металла и шлака над ним приваривают к корпусу конвертера защитный кожух 3 (см. рис. 83).
Цапфы 3 (см. рис. 87) выполняют коваными: обычно их крепят к опорному кольцу путем запрессовки в цапфовую плиту. Цапфы большегрузных I конвертеров часто делают водо-охлаждаемыми.
Механизм поворота. Он обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью от 0,1 до 1 м/мин. Поворот конвертера необходим для выполнения технологических операций: заливки чугуна, завалки лома, слива стали и шлака и др.
Механизм поворота может быть односторонним и двусторонним. У конвертеров вместимостью 130—150 т и менее делают односторонний механизм поворота, в котором одна из цапф соединена с приводом (см. рис. 82). Наклон большегрузных конвертеров требует приложения значительного крутящего момента, вызывающего большие напряжения в металлоконструкциях опорного кольца и привода. Поэтому для более равномерного их распределения механизм поворота большегрузных конвертеров делают двухсторонним (см. рис. 83). Этот механизм имеет два синхронно работающих привода, каждый из которых соединен с одной цапфой.
Механизмы поворота бывают стационарными и навесными. В состав стационарного механизма (см. рис. 82) обычно входят установленные на жестком фундаменте электродвигатель i редуктором, вращающий момент от которых передается цапфе с помощью шпинделя или зубчатой муфты. Недостатком ме-. ханизма является его быстрый износ вследствие того, что, будучи неподвижно закрепленным, он испытывает удары вращающихся цапф в случае их перекоса, а также ударные нагрузки в момент включения привода.
Навесной многодвигательный привод обладает следующими преимуществами: перекос цапф не влияет на его работоспособность, так как, будучи закрепленным на цапфе, привод перемещается вместе с ней; при выходе из строя одного двигателя привод остается работоспособным; демпферы частично компенсируют динамические нагрузки при включениях и торможениях, что снижает износ шестерен привода; в 2—3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки, — так, например, максимальный размер вдоль оси колонн цеха у 300-т конвертера с двухсторонним стационарным приводом составляет около 28 м, а при двухстороннем навесном приводе — около 20 м.
Футеровка. Футеровка конвертера работает в тяжелых условиях, подвергаясь воздействию высоких температур; термических напряжений, возникающих при колебаниях температуры футеровки; ударов кусков шихты при загрузке и знакопеременных нагрузок, возникающих при вращении конвертера. Она изнашивается также в результате химического взаимодействия со шлаком и размывающего действия потоков металла и шлака.
Футеровку обычно делают из двух слоев: арматурного и рабочего. Примыкающий к корпусу арматурный слой (см. рис. 86) толщиной 110—250 мм уменьшает теплопотери и защищает кожух в случае прогара рабочего слоя. Арматурный слой выполняют из магнезитового или магнезитохромитового кирпича, он не требует замены очень длительное время (годы). Внутренний или рабочий слой изнашивается во время работы и его заменяют при ремонтах футеровки; его толщина в зависимости от емкости конвертера составляет 500-800 мм.
У конвертеров- с отъемным днищем стык между ним и футеровкой стен заполняют смоломагнезитовой массой.
Для кладки рабочего слоя на отечественных заводах в основном применяют безобжиговые смоло- или пекосвязанные (на связке из каменноугольной смолы или пека) огнеупоры, поскольку их стойкость в условиях конвертерной плавки оказалась значительно (в два-три раза) более высокой, чем стойкость обычных обожженных огнеупоров (магнезитохроми-говых и магнезитовых кирпичей). Из этих огнеупоров широко используют смолодоломит (35—50 % MgO, 45—60 % СаО), получаемый из недорогого природного сырья — доломита; смоло-доломитомагнезит (50—85 % MgO, 10—45 % СаО), производимый из доломита с добавкой более дорогого магнезита, и реже смоломагнезит (более 85% MgO), получаемый из дорогостоящего магнезита. Иногда с целью повышения стойкости эти Ьезобжиговые огнеупоры перед использованием в конвертере подвергают термической обработке, выдерживая при 100—500 °С в нейтральной или восстановительной атмосфере. В отдельных случаях на наших заводах и зачастую за рубежом применяют дорогостоящие, но обладающие большей стойкостью магнезитоуглеродистые (содержащие наряду с MgO еще 10-20% углерода) огнеупоры и обожженные магнезитовые, магнезитодоломитовые и доломитовые огнеупоры, пропитанные смолой.
Наиболее широко применяемые безобжиговые смолодоломи-товый и смолодоломитомагнезитовый кирпичи получают из обожженных доломита и магнезита, содержащих не более 5 % Si02. Измельченные огнеупоры с размером фракций от 0 до 6 мм тщательно смешивают с 5—7 % смолы или пека. Для хорошего перемешивания температура в смесителе должна быть К()-140°С. Приготовленную массу загружают в формы и прессуют при давлении 12—15 МПа, получая кирпичи необходимых размеров и конфигурации. Из этих необожженных кирпичей выкладывают рабочий слой футеровки, после чего ее обжигают, нагревая по специальному режиму до температуры 1100°С путем сжигания в полости конвертера кокса при подаче кислорода через фурму. При обжиге происходит коксование смолы — летучие удаляются и остается прочная углеродистая масса (коксовый остаток) в виде тонкой пленки вокруг зерен огнеупора. Эта обволакивающая каждое зерно огнеупора углеродистая пленка образует как бы скелет кирпича; она скрепляет зерна, придавая футеровке прочность, повышает ее термостойкость и, что особенно важно, защищает зерна огнеупора от контакта и взаимодействия со шлаком, благодаря чему сильно замедляется растворение футеровки в шлаке. Именно повышенная шлакоустойчивость обеспечивает в конвертерах значительно большую стойкость смолосвязанных огнеупоров по сравнению с обычными. Смоло-связанные огнеупоры не применяют в других печах, так как в их окислительной атмосфере углеродистая пленка быстро окисляется; в конвертерах же газовая атмосфера, состоящая в основном из СО, — неокислительная.
Недостаток доломитсодержащих огнеупоров, и в первую очередь смолодоломита, — сильная склонность к гидратации: содержащийся в доломите оксид кальция реагирует с поглощаемой из атмосферы влагой, в результате чего кирпич теряет прочность и рассыпается в порошок. Поэтому смоло-доломитовый кирпич нельзя хранить более 2—6 суток nocJie изготовления.
Футеровку летки делают с учетом того, что из-за быстрого износа ее приходится заменять чаще, чем остальную футеровку. Несменяемый арматурный слой (рис. 86,3) выкладывают из магнезитового или магнезитохромитового кирпича, собственно летку- блоками 5 из плавленого магнезита, имеющими сквозные отверстия, образующие канал летки. Зазор между блоками и арматурным слоем заполняют огнеупорной массой. При ремонтах, после удаления изношенных блоков и огнеупорной массы устанавливают насаженные на стальную трубу блоки, а в зазор между ними и арматурным слоем заливают массу из магнезитового порошка и водного раствора сернокислого магния, которая через 30 мин затвердевает. Стойкость леток составляет 60-120 плавок.
Стойкость футеровки определяется стойкостью участков наибольшего износа. Это - футеровка цилиндрической части конвертера в районе шлакового пояса и в месте падения кусков лома при загрузке, футеровка горловины, летка.
Футеровка изнашивается прежде всего в результате взаимодействия со шлаком, при этом вначале окисляется углеродистая пленка и затем зерна огнеупора растворяются в шлаке. Сильно возрастает износ при росте содержания оксидов железа (FeO, Fe203) в шлаке, которые окисляют углеродистую пленку и образуют легкоплавкие химические соединения с оксидами огнеупора, особенно с СаО. Износ возрастает при увеличении количества шлака и его жидкотекучести, при увеличении содержания кислотного оксида Si02, активно взаимодействующего с основными оксидами футеровки. Стойкость футеровки снижается при повышении температуры процесса, так как это вызывает размягчение огнеупоров и ускорение их взаимодействия со шлаком.
Отрицательно сказывается на стойкости футеровки повышение содержания кремния в перерабатываемом чугуне, так как в результате его окисления в шлаках начального периода продувки увеличивается содержание Si02 и наряду с этим возрастает общее количество шлака.
По этой же причине необходимо, чтобы сыпучие материалы (руда, известь и др.) содержали минимальное количество кремнезема.
Следует избегать увеличения длительности интервалов между продувками, поскольку проникающий в полость конвертера воздух вызывает окисление коксовой пленки, а при охлаждении вследствие термических напряжений возможно скалывание огнеупоров.
Необходимо работать без додувок, проводимых для корректировки состава и температуры металла, так как каждая из них вызывает дополнительные колебания температуры футеровки, подсосы воздуха в конвертер и повышение окислен-ности шлака.
Установлено, что растворение футеровки шлаком замедляется, если увеличить в нем содержание MgO до 6—8%. В связи с этим рекомендуется применение шлакообразующих, содержащих оксид магния (доломит, доломитизированная известь).
Наряду с оптимизацией технологического режима для повышения стойкости футеровки места ее повышенного износа выкладывают из огнеупоров повышенной стойкости, применяют горячие ремонты методом ошлакования и торкретирования.
Стойкость футеровки из безобжиговых смолосвязанных огнеупоров составляет 400—600 плавок, при предварительной термической обработке этих огнеупоров она несколько возрастает; расход огнеупоров составляет 2—5 кг/т стали.
Торкретирование футеровки — это метод горячего ремонта путем нанесения с помощью торкрет-машин огнеупорной массы на изношенные участки футеровки. Применяют факельное и полусухое торкретирование.
При факельном торкретировании основным рабочим органом машины является вводимая в полость конвертера водоох-лаждаемая торкрет-фурма. Через нее подают кислород и с помощью сжатого воздуха торкрет-массу, состоящую из магнезитового порошка и коксовой пыли. Сгорание кокса в кислороде обеспечивает формирование факела с температурой 1800—2000 °С. При этой температуре огнеупорный порошок переходит в пластическое состояние и, наносимый факелом на поверхность футеровки, прочно сваривается с ней.
При полусухом торкретировании увлажненную огнеупорную массу наносят на футеровку конвертера с помощью сопла торкрет-машины струёй сжатого воздуха, причем смешивание массы с водой происходит в сопле. Увлажненная масса налипает на футеровку и в последующем приваривается к ней. Недостаток способа — испарение влаги делает структуру нанесенного слоя сравнительно рыхлой и его стойкость невелика. Поэтому более эффективно факельное торкретирование.
Торкретируют как отдельные участки футеровки, так и всю ее поверхность. Торкретирование начинают после износа футеровки примерно на половину ее допустимой величины, его длительность составляет 4—20 мин, периодичность проведения — через 2—18 плавок, толщина наносимого слоя 5—100 мм. Стойкость футеровки может быть доведена до одной-трех тысяч плавок.
Ошлакованные футеровки путем раздувки шлака. После слива металла шлак в конвертере загущают добавкой обожженного доломита. Далее через сопла кислородной или специальной фурмы в шлак вдувают азот, брызги шлака налипают на футеровку, образуя шлаковый слой, который разрушается на последующих плавках; собственно же футеровка остается при этом почти неизменной. Нанесенный шлаковый слой выдерживает не менее двух плавок.
При таком методе горячего ремонта стойкость футеровки из магнезитоуглеродистых огнеупоров достигает 5—10 тыс. плавок. Один из вариантов раздувки шлака предусматривает ее проведение в течение 10—12 мин через каждые две плавки.
При ошлаковании футеровки и ее торкретировании уменьшается число холодных ремонтов футеровки, требующих затрат тяжелого ручного труда и снижается расход формованных огнеупоров. Но при торкретировании дополнительно расходуются порошкообразные огнеупоры (магнезитовый порошок, смеси на основе извести и др.).
Кислородная фурма. Кислород подают в конвертер через вертикально расположенную водоохлаждаемую фурму, которую вводят в полость конвертера через горловину строго по его оси. Давление кислорода перед фурмой составляет 1,0—1,6 МПа. Высоту фурмы над ванной можно изменять по ходу плавки; обычно она увеличивается при росте емкости конвертера и находится в пределах 1, 0—4, 8 м от уровня ванны в спокойном состоянии. Поднимают и опускают фурму с помощью механизма, сблокированного с механизмом вращения конвертера. Конвертер нельзя повернуть, пока из него не удалена фурма. Скорость подъема и опускания фурмы изменяется в пределах 0,1—1 м/с.
Фурма выполнена из трех концентрично расположенных стальных труб и снабжена снизу медной головкой с соплами (рис. 88). Полости, образованные трубами, служат для подачи кислорода, подвода и отвода охлаждающей воды. Наиболее часто применяют фурмы с центральной подачей кислорода (рис. 88, а). По средней трубе при этом подводят охлаждающую воду, а по наружной — отводят. Применяются также фурмы с центральной подачей охладителя (рис. 88, б). В таких фурмах подаваемую через центральную трубу воду отводят по наружной трубе, а кислород подают по средней трубе. К верхней части труб прикреплены патрубки 5 для подвода кислорода, подвода и отвода воды. Чтобы избежать
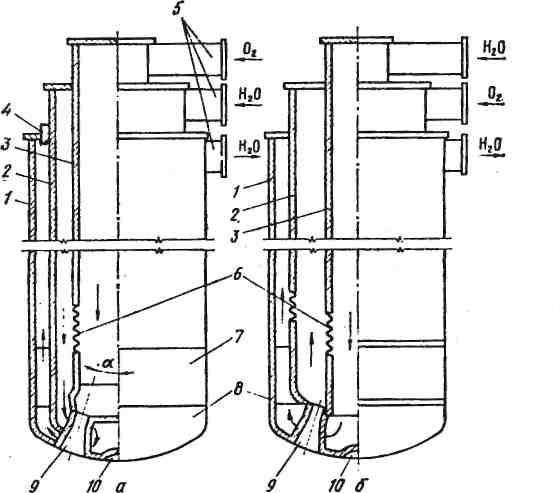
Рис. 88. Многосопловые кислородные фурмы с центральной подачей кислорода («) и воды (б):
1—3 — стальные трубы; 4 — сальниковое уплотнение; 5 — патрубки для подачи кислорода и воды; 6— компенсатор; 7— сменная часть наружной трубы; 8 — медная головка фурмы; 9 — сопло; 10 — выемка
 разрушения фурмы из-за напряжений, вызываемых различным тепловым расширением труб (наружная труба удлиняется сильнее, чем более холодные внутренние), в фурме предусматривают компенсирующие устройства: сильфонные компенсаторы, т.е. гофрированные металлические шланги (рис. 88, б); подвижные сальниковые уплотнения (рис. 88, 4) при соединении двух труб; телескопическое соединение (рис. 89,6) двух труб. Длина фурмы 300-т конвертера достигает 27 м.
разрушения фурмы из-за напряжений, вызываемых различным тепловым расширением труб (наружная труба удлиняется сильнее, чем более холодные внутренние), в фурме предусматривают компенсирующие устройства: сильфонные компенсаторы, т.е. гофрированные металлические шланги (рис. 88, б); подвижные сальниковые уплотнения (рис. 88, 4) при соединении двух труб; телескопическое соединение (рис. 89,6) двух труб. Длина фурмы 300-т конвертера достигает 27 м.
Головка фурмы является сменной, ее соединяют с трубами сваркой (см. рис. 89) или резьбой в сочетании со сваркой. В головке расположены сопла Лаваля 7, через которые кислород поступает в полость конвертера и распределитель воды, направляющий ее вдоль поверхности головки. Головки выполняют сварными и иногда литыми. Всю головку или ее нижнюю часть с соплами, обращенную к зоне наибольших (до 2600 °С) температур в конвертере, выполняют из меди. Это делают потому, что, обладая высокой теплопроводностью, медь быстро передает тепло охлаждающей воде, и поэтому даже в зоне высоких температур головка не перегревается и сохраняет прочность.
Число сопел Лаваля в головке изменяется от трех-четырех до шести-семи, возрастая по мере роста вместимости конвертера и количества вдуваемого кислорода. Сопла располагают веерообразно расходящимися, чтобы повысить степень рассредоточения дутья по объему ванны. Угол расхождения сопел (угол а наклона их осей к вертикали) уменьшают по мере снижения вместимости конвертера (от 19° у семисопловой фурмы для большегрузного конвертера до 9° у трехсопловой для небольшого конвертера); это необходимо, поскольку при большом угле расхождения кислородных струй они у малых конвертеров будут слишком приближаться к стенкам, вызывая усиленный износ футеровки.
Сопла Лаваля применяют потому, что они, преобразуя энергию давления в кинетическую, обеспечивают скорость кислорода на выходе в 500 м/с и более; это необходимо для заглубления струй в ванну и Полного усвоения ею кислорода. Давление кислорода перед соплом должно быть более 0,9—1,2 МПа, а его диаметр определяют расчетом; приближенно диаметр минимального (критического) сечения сопла можно определить по формуле, мм:
d = 3,5VV/p ,
где р— давление перед соплом, МПа; V— расход кислорода через сопло (обычно не более 250 м3/мин).
Воду для охлаждения фурмы подают насосом в таком количестве, чтобы перепад температур на входе и выходе не превышал 30° во избежание выпадения из воды солей жесткости; на больших конвертерах расход воды достигает 500 м3/ч. Стойкость головок фурм составляет 50—150 плавок.
В первые годы освоения кислородно-конвертерного процесса применялись односопловые фурмы, позволявшие работать с небольшими расходами (до 200—250 м3/мин) кислорода; увеличение расхода кислорода при подаче одной струей вызывало выбросы металла при продувке.
Позднее были разработаны повсеместно применяемые в настоящее время многосопловые фурмы, которые благодаря рассредоточению кислородного потока на несколько струй, обеспечили более "мягкую" продувку и резкое уменьшение количества выбросов.
Переход на работу с многосопловыми фурмами позволил значительно увеличить интенсивность подачи кислорода и сократить благодаря этому длительность плавки, а также повысить выход годного металла на 1—2 % за счет уменьшения выбросов.
В настоящее время успешно конструируют фурмы, обладающие достаточной стойкостью при числе сопел, не превышающем семи.
VI. Жаңа білімдерді бекіту
Закрепление новых знаний
Фронтальный опрос
1. В чем заключается суть плавки в кислородном конвертере с верхней продувкой?
2. Назовите периоды плавки
3. Какой режим дутья выбран?
4. Расскажите об особенностях протекания шлакового режима
Выполнение тестовых заданий
Үй тапсырмасы
В.Г. Воскобойников с. 258-273






Полезное для учителя








* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт