Сварочный флюс — материал, используемый при сварке для защиты зоны сварки от атмосферного воздуха, обеспечения устойчивости горения дуги, формирования поверхности сварного шва и получения заданных свойств наплавленного материала. Например, при газовой и кузнечной сварке металлов широко используют такие компоненты, как бура, борная кислота, хлориды и фториды. Они образуют жидкий защитный слой, в котором растворяются оксиды, образующиеся на свариваемых поверхностях.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Электродуговая сварка труб под слоем флюса
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Электродуговая сварка труб под слоем флюса»
ЭЛЕКТРОДУГОВАЯ СВАРКА ПОД СЛОЕМ ФЛЮСА
сварка наружного шва осуществляется 5-дуговой сваркой
Сварочный флюс — материал, используемый при сварке для защиты зоны сварки от атмосферного воздуха, обеспечения устойчивости горения дуги, формирования поверхности сварного шва и получения заданных свойств наплавленного материала. Например, при газовой и кузнечной сварке металлов широко используют такие компоненты, как бура, борная кислота, хлориды и фториды. Они образуют жидкий защитный слой, в котором растворяются оксиды, образующиеся на свариваемых поверхностях.
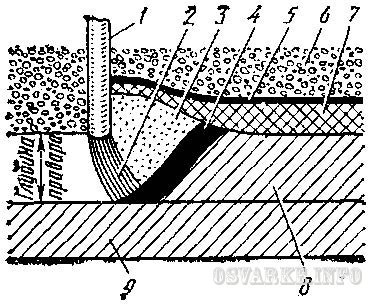
Сущность процесса состоит в том, что сварочная дуга 2 горит между электродной проволокой 1 и свариваемым изделием 9 под слоем сыпучего флюса 6. Теплотой дуги расплавляются основной металл, сварочная проволока и флюс. Расплавляясь, флюс образует флюсогазовый пузырь 3 и жидкий шлак 5. Расплавленный металл 4 в процессе охлаждения кристаллизуется с образованием сварного шва 8. Почти одновременно с кристаллизацией расплавленного металла твердеет расплавленный флюс – жидкий шлак, образуя шлаковую корку 7 (рис. 1). Если в процессе сварки дуга вырывается наружу, то это указывает на недостаточный слой флюса.
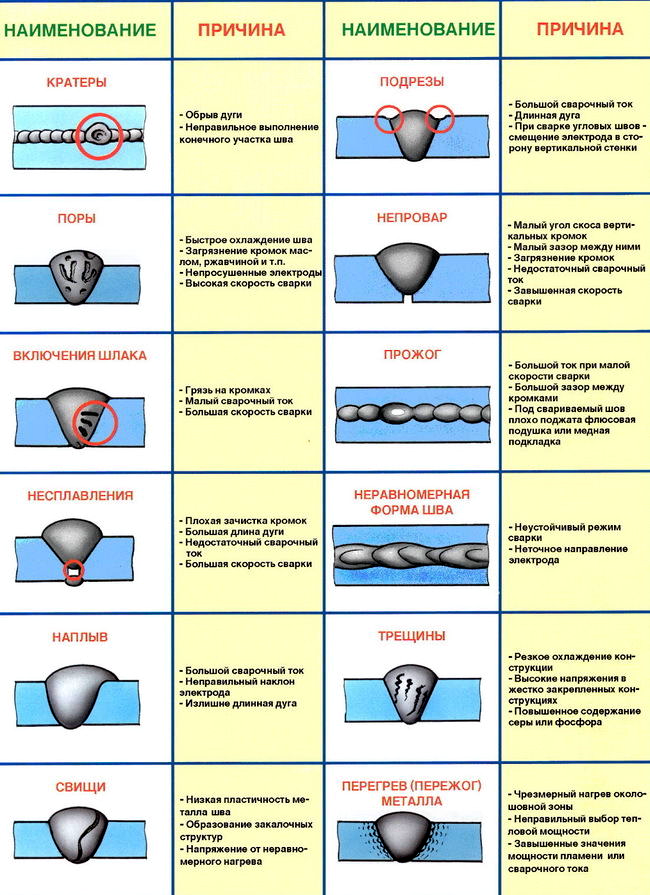
Подрезы представляют собой углубления (канавки), образующиеся в основном металле вдоль края шва при завышенном сварочном токе и длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки.
Наплывы (натеки) образуются чаще всего в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва.
Прожоги – это проплавление основного или наплавленного металла с возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварочного тока или мощности горелки при невысоких скоростях сварки.
Незаваренные кратеры образуются в случае резкого обрыва дуги в конце сварки. Они уменьшают сечение шва и могут явиться очагами образования трещин.
Газовые поры могут быть распределены в шве отдельными группами, в виде цепочки вдоль шва или в виде отдельных включений.
Иногда образуются сквозные поры, так называемые свищи.
Шлаковые включения различны по форме (от сферической до игольчатой) и размерам (от микроскопических до нескольких миллиметров). Они могут быть расположены в корне шва между отдельными слоями, а также внутри наплавленного металла.
Наиболее опасным дефектом является пережог, при котором в структуре металла шва много окисленных зерен с малым взаимным сцеплением. Такой металл хрупок и не поддается исправлению.
Трещины разделяют на горячие и холодные в зависимости от температуры их образования.
Непроваром называют местное несплавление основного металла с наплавленным, а также несплавление между собой отдельных слоев шва при многослойной сварке из-за наличия тонкой прослойки: окислов, а иногда и грубой шлаковой прослойки внутри швов.
Трещины и непровары являются наиболее опасным дефектом сварных швов. Они возникают в самом шве и в околошовной зоне, располагаясь вдоль и поперек шва в виде несплошностей микро- и макроскопических размеров.
РАДИОЧАСТОТНАЯ СВАРКА ТРУБ (ТВЧ)
Для сварки труб токами высокой (радиотехнической) частоты используют ток частотой от 70 до 450 кГц. Применение тока такой частоты позволяет осуществлять поверхностный нагрев кромок заготовки в весьма тонком слое металла.
Участок сварки труб в трубоэлектросварочных станах обычно состоит из сварочной машины, сварочных (шовсжимающих) и удерживающих трубу валков.
Ток высокой частоты подводится к кромкам трубы двумя способами: контактным и индукционным.
При контактном подводе тока (рис.2), который может осуществляться скользящими или роликовыми контактами 1, ток от источника питания поступает к двум кромкам трубной заготовки 2. Дальше ток может идти от одного контакта к другому двумя путями: вокруг периметра трубы и вдоль одной кромки до места стыка (прямой ток) и обратно по второй кромке (обратный ток). Индуктивное сопротивление по периметру трубы будет больше, чем вдоль кромок. Поэтому ток пойдет вдоль кромок, будет их разогревать до сварочной температуры. Основной нагрев металла производит прямой ток. В месте стыка кромок 3 образуется шов под действием сдавливания сварочными роликами 4, температура кромок будет наивысшей и произойдет сварка заготовки в трубу 5.
Недостатками метода сварки труб токами высокой частоты с контактным способом подвода тока является наличие скользящих контактов, имеющих ограниченный срок службы, что вызывает необходимость их частой замены и увеличивает простой стана.
Сварка труб с контактным подводом энергии требует более качественной заготовки, тщательной настройки формовочного и сварочного стана, постоянного наблюдения за состоянием контактов и частой их смены.
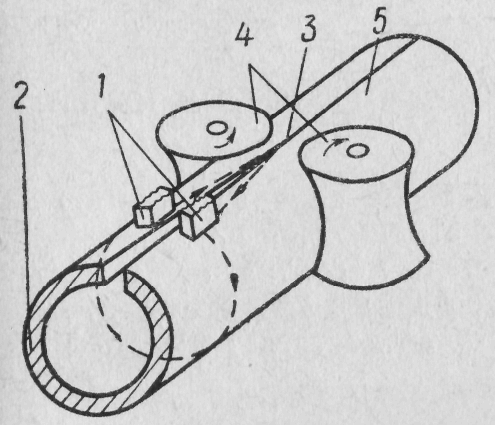
Рис.2. Схема высокочастотной сварки с контактным подводом тока
Индукционный подвод тока осуществляется двух- или трехвитковым индуктором 1 (рис. 3). Под действием электрического тока высокой частоты, проходящего по индуктору, в металле трубной заготовки 2 возникает электродвижущая сила, под влиянием которой в трубной заготовке образуется электрический ток также высокой частоты. Пути его прохождения будут такими же, как и при контактном подводе тока. Только по периметру трубной заготовки ток может пойти большей силы, так как индуктор охватывает трубу кругом. Для того чтобы уменьшить долю электрического тока, проходящего по периметру трубы, внутрь трубы в месте установки индуктора вводят ферритовый сердечник 3. Этим увеличивается индуктивное сопротивление для тока, проходящего по периметру трубы, и тогда ток в основном пойдет вдоль кромок трубы, нагревая их до сварочной температуры.
Зазор между сердечником и трубой желательно иметь минимальный — не более 2—3 мм, однако на практике его поддерживают равным 3—5 мм, чтобы избежать электрических пробоев.
Недостаток индукционного подвода энергии состоит в том, что по периметру проходит полный сварочный ток и в связи с этим происходит повышенный расход электроэнергии. Отсюда в отличие от контактного подвода увеличение диаметра заготовки приводит к увеличению потерь энергии. Индукционный способ применяют, как правило, при производстве сварных труб диаметром до 114 мм.
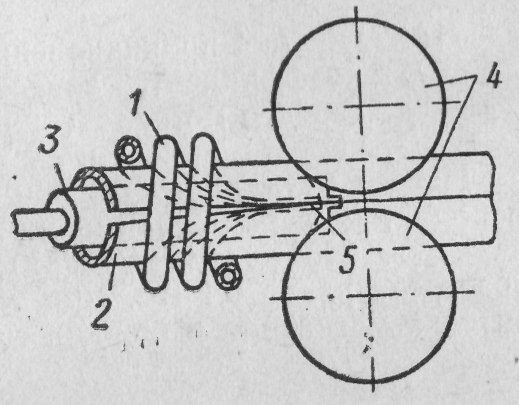
Рис.3. Схема высокочастотной сварки с индукционным подводом тока
Ток высокой частоты обладает свойством поверхностного эффекта и эффекта близости. Сущность поверхностного эффекта заключается в том, что в проводнике ток распределяется неравномерно по сечению, концентрируясь в поверхностных слоях проводника.
Эффект близости заключается в неравномерном распределении тока в верхних слоях проводника по периметру. Прямой и обратный токи проходят главным образом по кромкам заготовки.
Благодаря этим свойствам тока высокой частоты нагревается очень тонкий слой металла с поверхности. Глубина проникновения тока в сталь зависит от температуры нагрева, частоты тока и качества металла.
В качестве источника энергии при сварке труб токами высокой частоты применяют ламповые генераторы, устанавливаемые вблизи стана.
Преимущества этого способа производства труб:
- большая скорость сварки (до 2 м/с), которая практически пока не используется, так как ограничена возможностью режущих устройств стана;
- возможность сваривать трубы из углеродистых, легированных и высоколегированных сталей;
- высокое качество труб с уменьшением величины получаемого грата;
- возможность использования одного и того же сварочного оборудования для сварки различных металлов, изменяя при этом лишь электрические и скоростные параметры процесса.







Полезное для учителя




Распродажа видеоуроков!

1960 руб.
3020 руб.

1640 руб.
2530 руб.

1810 руб.
2780 руб.

1830 руб.
2820 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства