Итоговый контроль по междисциплинарному курсу "Управление ремонтом промышленного оборудования и контроль над ним"
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Итоговый контроль по междисциплинарному курсу "Управление ремонтом промышленного оборудования и контроль над ним"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Итоговый контроль по междисциплинарному курсу "Управление ремонтом промышленного оборудования и контроль над ним"»
Департамент образования Белгородской области
ОГАПОУ «Алексеевский агротехнический техникум»
Утверждаю:
Директор ОГАПОУ «ААТ»
____________ А.А. Вишневецкий
Приказ № ___ от ______ 2020 г.
Фонды оценочных средств
МДК 02.02 Управление ремонтом промышленного оборудования и контроль над ним
в рамках средней профессиональной образовательной программы
для специальности
15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям).
г. Алексеевка
2020 год
Фонды оценочных средств(по специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям).
Фонды оценочных средств (далее – ФОС) представлены в виде междисциплинарных заданий, направленные на контроль качества и управление процессами достижения ЛР, а также создание условий для формирования ОК и (или) ПК у обучающихся посредством промежуточной аттестации. ФОС разрабатываются с опорой на синхронизированные образовательные результаты, с учетом профиля обучения, уровня освоения междисциплинарного курса «Управление ремонтом промышленного оборудования и контроль над ним» и профессиональной направленности образовательной программы по специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям).
Фонды оценочных средств разработаны с учетом требований федерального государственного образовательного стандарта среднего общего образования по специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям), утвержденного приказом Министерства образования и науки Российской Федерации № 1580 от 09.12.2016, зарегистр. Министерством юстиции рег. № 44904 от 22.12.2016г., локальными актами ОГАПОУ «Алексеевский агротехнический техникум». По окончании курса обучения и защиты дипломной работы присваивается квалификация: техник-механик.
Согласовано
Заместитель директора
______________С.В. Козьменко
«____»________________2020 г.
Рассмотрен
предметно -цикловой комиссией
общетехнических, специальных дисциплин и
производственного обучения
Протокол №__от_____________2020г.
Председатель _________ Карих О. А.
Разработчики:
ОГАПОУ «Алексеевский агротехнический техникум»,
преподаватель специальных дисциплин Бобовникова В. Л.
Итоговый контроль
Экзаменационный материал
МДК 02.02 Управление ремонтом промышленного оборудования и контроль над ним
Вопросы к итоговой аттестации по МДК 02.02. Управление ремонтом промышленного оборудования и контроль над ним.
Общие понятия о вредных процессах: физических, химических, электрохимических и причинах их возникновения. Последствия влияния вредных процессов
Классификация вредных процессов по скорости их протекания: вибрация, колебания нагрузок, средние скорости (минуты, часы) - изменение температуры оборудования и окружающей среды, медленные (несколько месяцев) – механическое изнашивание, коррозия и др
Виды механического изнашивания: абразивное (гидро- и газоабразивное), кавитационное, усталостно
Молекулярно – механическое изнашивание (заедание деталей).
Коррозийно – механическое изнашивание
.Виды ремонтов. Варианты решения необходимости ремонта
7. Основные технологические операции ремонта оборудования
8. Дефектация и сортировка деталей на годные, негодные, подлежащие ремонту (восстановлению), их маркировка.
9. Меры повышения износостойкости технологического оборудования: конструктивные, эксплуатационные мероприятия.
10. Технология восстановления деталей
11. Ремонт типовых деталей.
12. Назначение типовых деталей. Материал для их изготовления, его свойства.
13 Способы механической и термической обработки рабочих поверхностей деталей при ее изготовлении. Шероховатость и твердость рабочих поверхностей.
14. Сопрягаемые детали. Способы соединения основной детали с сопрягаемыми.
15 Особенности конструкций и эксплуатации деталей (нагрузки, воспринимаемые деталью в процессе эксплуатации), их вероятные последствия.
16. Типичные (характерные) дефекты и износ детали, их причина, признаки и способы выявления. Способы измерения величины износа, технические условия на выбраковку. 17. Способы ремонта детали, их выбор и обоснование.
18 . Ремонт типовых соединений.
19. Классификация соединений типовых деталей машин.
20. Назначение соединений, особенности его конструкции и эксплуатации.
21. Вредные процессы, влияющие на эксплуатацию соединения.
22. Типичные (характерные) дефекты и износ деталей соединения, их признаки, способы выявления, технические условия на выбраковку.
23. Причины, способы устранения и вероятные последствия износа и дефектов.
24. Причины, способы устранения и вероятные последствия износа и дефектов.
25. Порядок разборки соединения. Выбор и обоснование способа ремонта.
26. Порядок сборки, технические требования к собранному соединению, меры по уменьшению вредных процессов на соединения.
27. Ремонт типовых передач.
28. Назначение типовой передачи.
29.Особенности конструкции и эксплуатации передачи . Вредные процессы, влияющие на эксплуатацию передач.
30. Типичные неисправности передач, их признаки, причины, способы устранения и вероятные последствия (технические, технологические, экономические).
31. Ремонт валов и осей передач.
32. Ремонт муфт (упругих, втулочных, пальцевых, центробежных, фрикционных).
33. Ремонт зубчатых передач.
34. Ремонт червячных передач.
35. Ремонт цепных передач.
36. Ремонт ременных перелдач.
37. Понятие о моральном старении (износе) оборудования. Определение понятия «модернизация».
38. Хозяйственное значение модернизации оборудования.
39.Виды модернизации: общетехническая и технологическая.
40. Основные понятия и определения (ГОСТ18322-78 «Система технического обслуживания и ремонта техники. Термины и определения»).
41. Организация ремонта и ТО на головных и низовых предприятиях.
42. Виды ремонта: текущий (малый), средний и капитальный.
43. Плановый и внеплановый ремонт.
44. Виды плановых ремонтов: регламентированный ремонт (по ресурсу) и ремонт по техническому состоянию.
45. Система планово – предупредительного ремонта (система ППР) оборудования, ее определение, сущность, цели и задачи.
46. Планирование ремонтных работ.
47. Структура ремонтного цикла, межремонтный период, период между техническими обслуживаниями (ТО) оборудования. Действительный (расчетный) фонд времени работы оборудования.
48. Планы – графики (годовой и месячный) ППР оборудования. Цель построения графика. Исходные и нормативные данные для его построения.
49. Форма годового графика ППР. Порядок его построения, определение точки отчета в текущем году, распределение ремонтов и ТО по месяцам планируемого года.
50. Определение потребности в рабочей силе.
51.Расчет численности рабочих для технического обслуживания (наладки) оборудования. 52. Применение порядного способа организации ремонта
53. Ремонт базовых и корпусных деталей.
54.Восстановление и ремонт направляющих металлорежущих станков.
55. Восстановление и ремонт осей, валов, колес. Правка валов, необходимое для этого оборудование, техника безопасности
56. Восстановление изношенных поверхностей валов и шпинделей хромированием, осталиванием. Техпроцесс на восстановление деталей электролитическим способом.
57. Применение сварки при ремонте металлорежущего оборудования.
58. Сварка жидким металлом.
59.Электрошлаковая сварка.
60.Сварка чугунных корпусных деталей с применением вспомогательных элементов.
61. Сборка оборудования. Виды сборки.
62.Последовательность сборки токарных станков.
63.Универсальные приспособления для контроля взаимного расположения ходового вала, ходового винта и направляющих токарных станков.
64. Обкатка оборудования после ремонта. Окраска, контроль качества окраски. Проверка оборудования на технологическую точность, на жесткость, вибрационную устойчивость, шум. Сдача оборудования в эксплуатацию.
65. Основные неисправности гидросистемы, способы их устранения
66. Сборка и испытания гидросистем. Техника безопасности.
67. Способы восстановления работоспособности насосов и двигателей гидросистемы
68. Использование полимерных материалов при ремонте деталей гидросистем.
69. Разборка молота при ремонте.
70. Дефектация шабота. Устранение неисправностей цилиндра ковочного молота, деталей поршневой группы
71. Технология разборки прессов.
Текущий контроль
МДК 02.02 Управление ремонтом промышленного оборудования и контроль над ним
Практическая работа №1
Название работы: Виды износа
Цель работы:
1. Ознакомление с видами износа деталей.
2. Определить визуально вид износа детали.
Теоретическая часть
Износ-нежелательное изменение формы, размеров, массы, состояния поверхности, т.е. шероховатости поверхности.
Терминология
Изнашивание – это процесс разрушения поверхностных слоев детали при трении. Износ – результат процесса изнашивания. Износостойкость – это критерий работоспособности, характеризующийся степенью соответствия износа при эксплуатации допустимому значению. Износ является причиной выхода из строя большинства машин и их деталей (80-90%).
Различают следующие виды износа: механический, молекулярно-механический и коррозийный.
1. Механический износ, результатом которого является снижение точности (отклонение от параллельности и цилиндричности);
Механический износ является результатом работы сил трения при скольжении одной детали по другой. При этом виде износа происходит истирание (срезание) поверхностного слоя металла у совместно работающих деталей, которые поэтому теряют свои геометрические размеры.
|
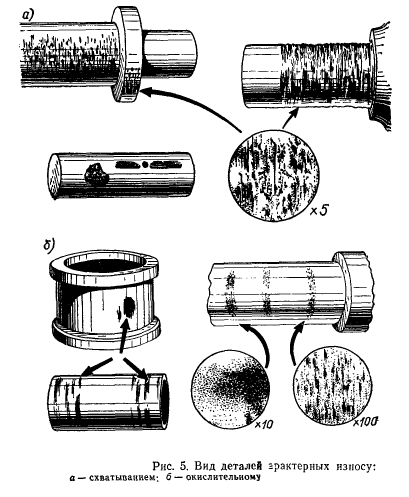
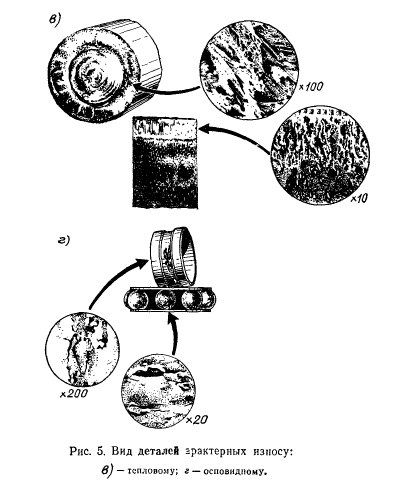
Рисунок 5.1 –Вид деталей характерных износу: а) - схватыванием; б) - окислительному: в) - тепловому; г) - осповидному. |
Механический износ ускоряется, когда между трущимися поверхностями попадают твердые частицы металла. На поверхностях образуются царапины и бороздки, зазоры между деталями становятся недопустимо большими — и нормальная эксплуатация машины нарушается.
Механический износ возникает при работе таких распространенных сопряжений деталей, как вал — подшипник, направляющие— ползун и др. Подшипники качения обычно выходят из строя потому, что на поверхности шариков и роликов и на поверхности желобков колец образуются небольшие углубления (язвины, сыпь), количество и площадь которых постепенно увеличиваются. Происходит это под действием больших удельных и переменных давлений на рабочие поверхности деталей и в результате того, что на тела качения подшипника попадает грязь, в частности абразивная пыль.
Абразивный износ (рис. 5.2). - появление царапин и задиров на сопрягаемых поверхностях. Абразивный износ характерен для трущихся поверхностей, работающих в абразивной среде. Процесс изнашивания происходит в виде микропластических деформаций и среза металла в поверхностных слоях твердыми частицами. Появление твердых частиц возможно вследствие разрушения поверхностного слоя, загрязнения его маслом, загрязнения посторонними включениями во время процесса отливки, плохой защиты трущихся поверхностей от попадания стружки, пыли, песка и т.п. При относительном перемещении деталей твердые частицы царапают поверхность, внедряются в нее и срезают мельчайшую стружку металла с поверхности трения.
В МРС абразивному износу подвержены направляющие станин, столов, кареток суппортов и другие детали. Абразивный износ характерен также и для деталей с гальваническим покрытием (хромом и сталью) или металлизированных путем напыления. Твердыми частицами у деталей с указанными покрытиями являются продукты износа самих поверхностей. Интенсивность изнашивания детали 0,5-5 мкм/ч.

Рисунок 5.2 - Абразивное изнашивание:
а) - пластическая деформация в поверхностных слоях; б) - внедрение абразивных частиц; в) - срезание абразивными частицами микрообъемов металла; г) - вид изношенных деталей.
Усталость металла явление, имеющее место при ударных и переменных по направлению нагрузках на детали. Вследствие усталости металла в нем образуются мельчайшие трещины, затем начинается выкрашивание металла, что может привести к аварийной поломке деталей. Эта разновидность механического износа — осповидный износ(рис. 5.1, г)наблюдается часто в зубчатых передачах — на рабочих поверхностях зубьев, в зоне начальной окружности. Усталость металла является также одной из причин поломки валов и осей, разрыва стенок гидравлических цилиндров, поломки штоков молотов, шатунов, разрыва шатунных болтов и др.
Механический износ может вызываться и плохим уходом за деталями оборудования. Наступление износа ускоряется нарушениями в подаче смазки, опозданиями в производстве ремонтов и некачественным ремонтом, сильной перегрузкой машин.
2.Молекулярно-механический износ заключается в прилипании (схватывании) одной поверхности к другой. Это явление наблюдается при недостаточной смазке, при значительном удельном давлении, когда две поверхности сближаются настолько плотно, что начинают действовать молекулярные силы, приводящие к схватыванию поверхностей при трении.
Износ схватыванием (рис. 5.1, а) возникает при трении скольжения с небольшой скоростью относительного перемещения трущихся поверхностей (менее 1 м/сек) и больших удельных давлениях, превышающих предел текучести металла на участках фактического контакта, при отсутствии смазки и защитной пленки окислов. Взаимодействие поверхностей и интенсивность износа схватыванием зависят от физико-механических свойств материала де-талей и величины удельного давления на площади фактического контакта. Детали, изготовленные из мягких материалов, более подвержены износу схватыванием, чем детали с высокой поверхностной твердостью. По сравнению с другими видами износа интенсивность изнашивания при схватывании наибольшая – 10-15 мкм/ч.
3. Коррозийный износ, проявляющийся в окислении изнашиваемых поверхностей.
Коррозийный износ (рис. 5.1, б и в)обычно появляется у деталей машин и установок, испытывающих непосредственное действие воды, воздуха, химических веществ, температуры. Если температура воздуха в производственных помещениях неустойчива, то каждый раз при ее повышении содержащиеся в воздухе водяные пары, соприкасаясь с более холодными металлическими деталями, осаждаются на них в виде конденсата. Это вызывает ржавление металла, т. е. соединение металла с кислородом воздуха.
Задание:
Начертить эскиз детали.
Определить визуально вид износа детали.
Контрольные вопросы:
1. Что является причиной изнашивания деталей?
2. Какие виды изнашивания деталей Вы знаете?
3. Какие виды механического изнашивания деталей Вы знаете?
4. Какие детали станка подвержены абразивному износу?
5. Какие детали более подвержены молекулярно-механический износу?
6. У каких деталей появляется коррозийный износ?
Тестирование для проверки знаний по теме:
Методы ремонта оборудования. Восстановление изношенных деталей
В-1
В каком документе содержатся технические требования на дефектацию деталей?
А) Технические условия ;
Б) Руководство по ремонту;
В) Все варианты верны.
2. К отклонениям расположения поверхностей и осей деталей относят:
А) отклонения от параллельности плоскостей;
Б) отклонения от перпендикулярности;
В) радиальные и торцевые биения;
Г) отклонения от соосности и симметричности;
Д) отклонение от базовой поверхности.
Выберите неверный вариант
3.С помощью каких средств контроля и способов мы можем установить дефект «биение поверхности диаметра вала»
А) микрометр;
Б) шаблон
В) угломер
Г) Призмы и индикатор
4.Выберите неверный метод неразрушающего контроля:
А) ультразвуковой лазерной диагностики;
Б) визуально- оптический
В) капиллярный;
Г) метод течеискания.
5. После дефектации с годнымидеталями поступают следующим образом:
А) маркируют красной краской и отправляют в утиль;
Б) маркируют желтой краской и отправляют на участок восстановления;
В) маркируют зелёной краской и отправляют на комплектовочный участок и далее на сборку агрегатов и оборудования.
Какие способы восстановления деталей применяют в случае восстановления изношенных деталей:
А) Сварка;
Б) Металлизация;
В) Пластическое деформирование;
Г)Наплавка;
Д)Гальванические и химические способы обработки;
Е) Электрофизические способы
Ж) Все ответы верны
7.Эффективен ли способ обработки деталей под ремонтный размер?
А) не эффективен, так как не экономичен и требует больших временных затрат;
Б) эффективен;
В) эффективен в случае, если механическая обработка при изменении размеров не приведет к ликвидации термически обработанного слоя детали
8. Процесс получения неразъёмных соединений металлов, находящихся в твёрдом состоянии, с помощью расплавленного металла или сплава, имеющего температуру плавления ниже, чем соединяемые металлы называется:
А) Сварка;
Б) Пайка;
В) Наплавка
Г) Металлизация.
9. Какие этапы включают в себя технология восстановления деталей сваркой и наплавкой?
А) подготовка деталей;
Б) выполнение непосредственно сварочных или наплавочных работ;
В) нанесение металлического покрытия;
Г) обработка деталей после сварки, наплавки;
Д) все вышеперечисленное.
10 Какие гальванические процессы чаще всего применяют при восстановлении изношенных деталей?
А) Хромирование и железнение;
Б) Никелирование, цинкование, меднение;
В) Фторирование, фосфатирование, оксдирование;
Г) Все варианты верны;
Д) Нет верных вариантов.
Спасибо за участие!
Тестирование для проверки знаний по теме:
Методы ремонта оборудования. Восстановление изношенных деталей
В-2
1. При контроле каких деталей используют неразрушающий контроль?
А) деталей с явными дефектами;
Б) деталей с геометрическими отклонениями;
В) деталей со скрытыми дефектами.
Выберите неверный вариант
С помощью каких приспособлений проводят измерения отклонения от параллельности
А) угломер;
Б) манометр;
В) специальные оправки;
Г) измерительные головки;
Д) все перечисленное верно.
С помощью каких средств контроля и способов мы можем установить дефект «Срыв резьбы»
А) Шаблон;
Б) Микрометр;
В) Осмотр;
Г) Скоба;
Д) Осмотр.
4.Выберите неверный метод неразрушающего контроля:
А) ультразвуковой лазерной диагностики;
Б) визуально- оптический
В) капиллярный;
Г) метод течеискания.
5. После дефектации с негодными деталями поступают следующим образом:
А) маркируют красной краской и отправляют в утиль;
Б) маркируют желтой краской и отправляют на участок восстановления;
В) маркируют зелёной краской и отправляют на комплектовочный участок и далее на сборку агрегатов и оборудования.
6. Выберите правильное определение: при восстановлении деталей сварка предназначена для…
А) нанесения металлических покрытий на изношенные поверхности восстанавливаемых деталей;
Б) восстановления размеров деталей, их формы и физико- механических свойств;
В) нанесения металлических покрытий на поверхности деталей в целях компенсации их износа;
Г) устранения механических повреждений деталей(трещин, сколов, пробоин и т.д)
7 . Как производится крепление дополнительных ремонтных деталей (ДРД)?
А) за счет посадки ДРД с зазором;
Б) за счет посадок с натягом или сваркой;
В) нет правильного ответа.
От чего зависит прочность соединения деталей при пайке:
А) свойств припоя и основного металла;
Б) чистоты соединяемых деталей ;
В) температуры пайки;
Г) времени выдержки при температуре пайки;
Д) Все вышеперечисленное
9.Какой процесс восстановления деталей использует в качестве источника тепловой энергии струю плазмы?
А) Газовая сварка и наплавка
Б) Лазерная сварка и наплавка
В) Газопламенная металлизация
Г) Плазменная сварка и наплавка
Д) Все варианты верны
10. Форму деталей, измененную вследствие деформаций от изгиба и кручения восстанавливают следующим способом:
А) Сварка;
Б) Наплавка;
В) Дуговая металлизация;
Г)Вибродуговая наплавка;
Д) Пластическая деформация;
Е) Нет верного варианта.
Спасибо за участие!
Ключ к тестированию
В1 | | В2 | |
1 | В | 1 | В |
2 | Д | 2 | В, Г |
3 | Г | 3 | В |
4 | Б | 4 | А |
5 | В | 5 | А |
6 | Б, Г, Д | 6 | Г |
7 | В | 7 | Б |
8 | Б | 8 | Д |
9 | А, Б, Г | 9 | Г |
10 | А,Б | 10 | Д |








Полезное для учителя




Распродажа видеоуроков!
1860 руб.
2860 руб.
1830 руб.
2820 руб.

1830 руб.
2820 руб.
1860 руб.
2860 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства