Итоговый контроль по междисциплинарному курсу "Техническое обслуживание промышленного оборудования"
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Итоговый контроль по междисциплинарному курсу "Техническое обслуживание промышленного оборудования"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Итоговый контроль по междисциплинарному курсу "Техническое обслуживание промышленного оборудования"»
Департамент образования Белгородской области
ОГАПОУ «Алексеевский агротехнический техникум»
Утверждаю:
Директор ОГАПОУ «ААТ»
____________ А.А. Вишневецкий
Приказ № ___ от ______ 2020 г.
Фонды оценочных средств
МДК 02.01 Техническое обслуживание промышленного оборудования
в рамках средней профессиональной образовательной программы
для специальности
15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям).
г. Алексеевка
2020 год
Фонды оценочных средств(по специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям).
Фонды оценочных средств (далее – ФОС) представлены в виде междисциплинарных заданий, направленные на контроль качества и управление процессами достижения ЛР, а также создание условий для формирования ОК и (или) ПК у обучающихся посредством промежуточной аттестации. ФОС разрабатываются с опорой на синхронизированные образовательные результаты, с учетом профиля обучения, уровня освоения междисциплинарного курса «Техническое обслуживание промышленного оборудования» и профессиональной направленности образовательной программы по специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям).
Фонды оценочных средств разработаны с учетом требований федерального государственного образовательного стандарта среднего общего образования по специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям), утвержденного приказом Министерства образования и науки Российской Федерации № 1580 от 09.12.2016, зарегистр. Министерством юстиции рег. № 44904 от 22.12.2016г., локальными актами ОГАПОУ «Алексеевский агротехнический техникум». По окончании курса обучения и защиты дипломной работы присваивается квалификация: техник-механик.
Согласовано
Заместитель директора
______________С.В. Козьменко
«____»________________2020г.
Рассмотрен
предметно -цикловой комиссией
общетехнических, специальных дисциплин и
производственного обучения
Протокол №__от_____________2020г.
Председатель _________ Карих О. А.
Разработчики:
ОГАПОУ «Алексеевский агротехнический техникум»,
преподаватель специальных дисциплин Бобовникова В. Л.
Итоговый контроль
Экзаменационный материал
МДК 02.01 Техническое обслуживание промышленного оборудования
Вопросы к итоговой аттестации по МДК 02.01. Техническое обслуживание промышленного оборудования.
Определение системы технического обслуживания и ремонта оборудования (ТОР)
Классификация средств для технического обслуживания.
Приборы контроля давления и разряжения в системах оборудования.
Регуляторы давления и температуры.
Приборы контроля температуры.
Приборы контроля вибраций и деформаций оборудования.
Переносные диагностические комплекты и комплексы.
Средства диагностирования электрооборудования.
Оборудование для диагностирования гидравлических систем.
Нормативно- техническая документация для проведения технического обслуживания
Содержание и планирование работ по техническому обслуживанию
Организация работ по техническому обслуживанию
Ревизия технологического оборудования.
Устранение мелких дефектов
Сбор и регулировка зазоров.
Холостой ход промышленного оборудования.
Обкатка оборудования
Контроль работы электродвигателя, редуктора, подшипников, трущихся поверхностей.
Составление карты смазки токарного станка
Виды технического обслуживания
Методы технического обслуживания.
Техническое обслуживание при использовании.
Техническое обслуживание при ожидании
Техническое обслуживание при транспортировании
Периодическое техническое обслуживание.
Техническое обслуживание в особых условиях.
Сезонное техническое обслуживание
Техническое обслуживание с периодическим контролем
Техническое обслуживание с непрерывным контролем
Номерное техническое обслуживание
Плановое техническое обслуживание
Неплановое техническое обслуживание.
Периодичность технического обслуживания. Структура проведения осмотров.
Профилактические осмотры в планово - предупредительной системе технического обслуживания и ремонта. Цикл технического обслуживания.
Составление плана- графика по техническому обслуживанию.
Содержание и технология технического обслуживания.
Средства технического обслуживания.
Трудоемкость технического обслуживания.
Диагностика промышленного оборудования.
Методы диагностики.
Перечень диагностических устройств.
Технология диагностирования типовых сборочных единиц оборудования. Последовательность проверки общего состояния сборочного оборудования.
Контроль технического состояния оборудования
Порядок и особенности проведения визуального осмотра оборудования.
Диагностирование контрольно-измерительных приборов и приборов защитной автоматики сборочного оборудования.
Регламентное и заявочное диагностирование.
Основные диагностические параметры состояния, характеризующие техническое состояние сборочного оборудования
Основные этапы маршрутного диагностирования.
Отчетные формы для регистрации результатов визуального осмотра.
Основные направления совершенствования системы ТОиР
Классификация смазочно- охлаждающих технологических сред.
Характеристики и области применения, основных марок смазочно-охлаждающих технологических сред
Газообразные смазочно- охлаждающих технологических сред
Достоинства экологически чистых смазочно- охлаждающих технологических сред.
Министерство образования Белгородской области
ОГАПОУ «Алексеевский агротехнический техникум»
ПРИНЯТО УТВЕРЖДАЮ
Предметно-цикловой комиссией Зам.директора по УПР (УР)
общетехнических, специальных дисциплин _______________________
и производственного обучения «_____»__________20 г.
Протокол № ___от»___»_____20 г.
Председатель________Карих О.А.
Экзаменационные билеты
МДК 02.01 Техническое обслуживание промышленного оборудования
Специальность 15.02.12. «Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям)»
№ билета | Вопросы |
Билет № 1 | 1. Определение системы технического обслуживания и ремонта оборудования (ТОР) 2. Достоинства экологически чистых смазочно- охлаждающих технологических сред. |
Билет № 2 | 1. Классификация средств для технического обслуживания. 2.Газообразные смазочно- охлаждающих технологических сред |
Билет № 3 | 1 Приборы контроля давления и разряжения в системах оборудования. 2. Характеристики и области применения, основных марок смазочно-охлаждающих технологических сред |
Билет № 4 | 1.Регуляторы давления и температуры. 2.Классификация смазочно- охлаждающих технологических сред. |
Билет № 5 | 1. Приборы контроля температуры. 2.Основные направления совершенствования системы ТОиР |
Билет № 6 | 1. Приборы контроля вибраций и деформаций оборудования. 2 Отчетные формы для регистрации результатов визуального осмотра. |
Билет № 7 | 1.Переносные диагностические комплекты и комплексы. 2.Основные этапы маршрутного диагностирования. |
Билет № 8 | 1. Средства диагностирования электрооборудования. 2 Основные диагностические параметры состояния, характеризующие техническое состояние сборочного оборудования |
Билет № 9 | 1. Оборудование для диагностирования гидравлических систем. 2.Регламентное и заявочное диагностирование. |
Билет № 10 | 1. Нормативно- техническая документация для проведения технического обслуживания 2 Диагностирование контрольно-измерительных приборов и приборов защитной автоматики сборочного оборудования. |
Билет № 11 | 1. Содержание и планирование работ по техническому обслуживанию 2 Порядок и особенности проведения визуального осмотра оборудования. |
Билет № 12 | 1. Организация работ по техническому обслуживанию 2.Контроль технического состояния оборудования |
Билет № 13 | 1. Ревизия технологического оборудования. 2.Технология диагностирования типовых сборочных единиц оборудования. Последовательность проверки общего состояния сборочного оборудования. |
Билет № 14 |
2. Перечень диагностических устройств. |
Билет № 15 | 1. Сбор и регулировка зазоров.
|
Билет № 16 | 1. Холостой ход промышленного оборудования. 2. Диагностика промышленного оборудования. |
Билет № 17 | 1. Обкатка оборудования 2. Трудоемкость технического обслуживания. |
Билет № 18 | 1.Контроль работы электродвигателя, редуктора, подшипников, трущихся поверхностей. 2. Средства технического обслуживания. |
Билет № 19 | 1 Составление карты смазки токарного станка 2 Содержание и технология технического обслуживания. |
Билет № 20 | 1.Виды технического обслуживания 2.Составление плана- графика по техническому обслуживанию. |
Билет № 21 | 1 Методы технического обслуживания. 2. Профилактические осмотры в планово - предупредительной системе технического обслуживания и ремонта. Цикл технического обслуживания. |
Билет № 22 | 1. Техническое обслуживание при использовании. 2. Периодичность технического обслуживания. Структура проведения осмотров. |
Билет № 23 | 1. Техническое обслуживание при ожидании. 2. Неплановое техническое обслуживание. |
Билет № 24 | 1.Техническое обслуживание при транспортировании 2.Плановое техническое обслуживание |
Билет № 25 | 1. Периодическое техническое обслуживание. 2. Номерное техническое обслуживание |
Билет № 26 | 1.Техническое обслуживание с непрерывным контролем 2.Техническое обслуживание в особых условиях. |
Билет № 27 | 1.Сезонное техническое обслуживание 2.Техническое обслуживание с периодическим контролем. |
Текущий контроль
МДК 02.01 Техническое обслуживание промышленного оборудования
Практическая работа № 1.
Название работы: «Анализ нормативно- технической документации и особенностей технического обслуживания токарного станка»
Цель работы:
1. Изучение нормативно- технической документации, применяемой при техническом обслуживании
2. Разбор технологической карты на техническое обслуживание токарного станка
Для проведения технического обслуживания большое значение имеет документация.
Нормативно-техническая документация – совокупность материалов и документов, обеспечивающих качество производимой продукции, а также ее соответствие всем утвержденным требованиям безопасности, условиям эксплуатации, хранения и транспортировки. Одним словом, нормативно-техническая документация – это своего рода стандарт предприятия, в соответствии с которым осуществляется весь производственный процесс. В наше время разработка нормативно-технической документации на производство позволяет предприятиям оптимизировать осуществляемые работы и привести их в соответствии со всеми требованиями законодательства Российской Федерации.
Нормативно-техническая документация – это полный комплект документов, позволяющий без лишних финансовых потерь и затрат дополнительных ресурсов, производить качественную и безопасную продукцию, соответствующую всем нормативам и государственным стандартам.
Технологический процесс ТО и диагностики представляет собой совокупность операций по соответствующим воздействиям, которые выполняются в определенной последовательности (и обязательных к исполнению) с помощью различного инструмента, приспособлений и других средств механизации с соблюдением технических требований (технических условий). Технологический процесс ТО и диагностики оформляется в виде технологических карт.
Технологическая карта – форма технической документации, в которой указываются операции технологического процесса соответствующего технического воздействия на автомобиль или его агрегат, место выполнения, квалификация исполнителей, нормы времени, техническая оснастка, технические требования и указания. Технологическая карта является первичным документом, на базе которого строится вся организация производственного процесса. Она бывает двух видов:
1. операционно-технологическая карта;
2. постовая технологическая карта.
Карта-схема – это специальные таблицы, координирующие работу нескольких исполнителей на посту или нескольких постов в зоне соответствующего технического воздействия.
Любая технологическая карта является руководящей инструкцией для каждого исполнителя, кроме того, служит документом для технического контроля выполнения обслуживания или ремонта. Технологические карты составляются на:
- определенный вид работ ТО, ремонта, диагностирования;
- специализированный пост зоны ТО (постовая карта);
- один из постов линии диагностирования (карты диагностирования Д-1,Д-2);
- специализированное переходящее звено (бригаду) рабочих при методе универсальных постов;
- операцию ТО, ремонта, диагностирования (часть постовых работ);
- операции, выполняемые одним или несколькими рабочими (карта на рабочее место).
В зависимости от принятых форм и методов организации технологических процессов, а также видов выполняемых работ на автомобильном транспорте разрабатываются и используются следующие основные документы:
- руководящие документы (РД), устанавливающие организационно-методические и общетехнические требования и правила проведения работ, применение которых на АТП не допускает каких-либо отклонений от принятых в РД положений;
- руководство по текущему ремонту (РТ), предписывающие порядок и правила проведения постовых и цеховых работ ТР для основных агрегатов и систем автомобиля и допускающие отдельные изменения с учетом конкретных условий АТП;
- инструкции по техническому обслуживанию (ИО), регламентирующие порядок и правила ТО и имеющие одинаковые с РТ условия использования на АТП;
- методические указания (МУ), представляющие документ рекомендательного плана и устанавливающие общие методы проведения работ.
Оптимальный вариант технологического процесса, разработанный при помощи технологических карт, позволяет получить высокую производительность труда и качество работ, исключить пропуски и повторения отдельных операций и переходов, рационально использовать средства механизации, выполнить требуемую организацию и обустройство рабочих мест.
Контрольные вопросы:
1. Сравните понятия «нормативно- техническая документация» и «технологическая документация»
2. Что такое «технологическая карта» и «инструкция по то и ремонту», сравнить
3. Сравнить понятия «операционно- технологическая» карта и «постовая» карта
4. Перечислить виды технического документации и дать определение каждому виду.
Задание:
1.Изучить теоретическую часть практической работы.
2.Написать ответы на контрольные вопросы.
3. Проанализировать технологическую карту на техническое обслуживание станка,. Перечислить исполнителей, время на ту или иную операцию, квалификации исполнителей.
Практическая работа № 2.
Название работы: Смазка станка 16К20
Цель работы:
1. Изучение способов смазки токарно-винторезного станка мод. 16К20.
2.Изучение схемы и карты смазки станка 16К20.
3.Получение практических навыков по смазке станка16К20.
Смазка узлов станка модели 16К20
Исправная работа системы смазки повышает долговечность станкаи его отдельных узлов, уменьшая потери на трение и снижая нагреви износ тру-щихся деталей.
Смазку подбирают в зависимости от условий работы узлов. Смазкой слу-жат индустриальные масла марок 12, 20, 30, 45, 50, цилиндрическое легкое 11 и марок Л и Т, консистентные смазки.
Смазка станка осуществляется различным образом, например,вруч-ную, разбрызгиванием, от отдельного гидронасоса, с помощьюразнообраз-ных масленок. Обычно в станке сочетаются несколько способов смазки.
Схема смазки и точки смазки токарно-винторезного станка мод. 16К20 показаны на рис. 4.
1. Смазку деталей шпиндельной бабки икоробки подач станка осущес-твляют от отдельного шестеренного насоса 5, а также разбрызгиванием масла вращающимися деталями.Насос засасывает масло из бака и подает его через сетчатый фильтр7 и трубопроводы к подшипникам шпинделя и маслорас-пределителям,установленным в шпиндельной бабке и коробке подач. Из маслораспределителей масло самотеком по трубкам поступает к различным местам смазки (зубчатым колесам, дисковой фрикционной муфте, подшип-никам), стекая на дно корпуса передней бабки и коробки подач.
По трубопроводу, пройдя сетчатый фильтр 7 с магнитным улавливателем, масло сливается в бак. За работой системы смазки следятпо крыльчатке -указателю 1 , которая приводится во вращениепотоком масла, поступающего из трубки. Если крыльчатка остановилась, значит сетчатый фильтр засорен. В бак масло заливаютчерез заливное отверстие 6 с сетчатым фильтром и маг-нитным улавливателем. Из бака масло сливается через отверстие 4 в дне ба-ка, которое закрывают пробкой. За уровнем масла в баке следят по маслоуказателю 1.
с магнитным улавливателем, масло сливается в бак. За работой системы смазки следятпо крыльчатке -указателю 1 , которая приводится во вращениепотоком масла, поступающего из трубки. Если крыльчатка остановилась, значит сетчатый фильтр засорен. В бак масло заливаютчерез заливное отверстие 6 с сетчатым фильтром и маг-нитным улавливателем. Из бака масло сливается через отверстие 4 в дне ба-ка, которое закрывают пробкой. За уровнем масла в баке следят по маслоуказателю 1.
2. Смазку деталей фартука осуществляют от плунжерного насоса 5 , при-водимого в действие эксцентриком, установленным на одномиз валов меха-низма фартука. Кроме того, масло разбрызгиваетсявращающимися деталями фартука. Масло от насоса подается к маслораспределителю, а затем самоте-ком поступает к трущимся деталям исливается на дно корпуса фартука. Заливают и сливают масло через отверстия 6 и 4 . Уровень масла в корпусе устанавливают по маслоуказателю 1 .
.
|
Рисунок 4.1 -Схема смазки токарно-винторезного станка мод. 16К20 а - схема; б - условные обозначения; 1 - маслоуказатель; 2 - кнопка плунжера смазки направляющих каретки, суппорта и опор ходового винта: 3 - точки для смазки вручную; 4 - слив масла; 5 - насос; 6 - отверстие для заливки; 7 - фильтр. Цифрами со штрихами обочначеныаналогичные устройство в разных механизмах станка |
3. Смазка направляющих каретки, поперечного суппорта и расположен-ных в фартуке опор ходового винта происходят от насоса фартука, но для этого надо нажать на кнопку плунжера 2, который, перемещаясь влево, от-крывает канал для поступления масла к точкам смазки. Возврат плунжера в исходное положение и перекрытиемасляного канала осуществляетсяпружи-ной. Кнопку плунжера в левом положении удерживают до появления смазки на направляющих.
4. Для направляющих задней бабки и опор ходового винта и ходового валика в станке использована фитильная смазка. Масло заливают в соответ-ствующие масленки (3 и 6 ) и с помощью фитиля непрерывно подают к трущимся поверхностям.
5.Сменные зубчатые колеса гитары подач смазывают вручную консис-тентной смазкой. Вручную с помощью масленки смазывают продольные направляющие станины, ходовой винт, ходовой валик, поперечный винт суппорта и ось резцедержателя.
Таблица 1
Данные по смазке токарно-винторезного станка мод. I6K20
Узел и деталь | Способ смазки | Марка сма- | Периодичность смазки | Количество |
Шпиндельная бабка и | Автоматическая Централизованная | И-20Л | Непрерывная | 17 |
Фартук | То же | И-30 А | -"- | 1,5 |
Каретка и попереч- | Полуавтомати- | И-30 А | 2 раза в смену | Из резервуа- |
Задние опоры ходового вала | Ручная | И-30 А | Еженедельная | 0,03 |
Резцовые салазки суп- | -"- | И-30 А | Один раз | 0,02
|
Задняя бабка | -"- | И-30 А | Еженедельная | 0,2 |
Сменные шестерни | -"- | Солидол синтети-ческий | -"- | 0,1 кг
|
Резцедержатель | -"- | | Один раз | 0,01 |
Контрольные вопросы:
1.Как осуществляют смазку деталей шпиндельной бабки икоробки подач станка?
2.Какие устройства применяются для централизованной смазки узлов станка?
3. Как происходятсмазка направляющих каретки, поперечного суппорта?
4. Как осуществляют смазку деталей фартука?
5. Какая марка смазочного материала применяетсядля смазки сменных шестерен?
6.Какая смазка использовано для направляющих задней бабки и опор ходового винта и ходового валика?
Задание :
1.Изучить теоретическую часть практической работы.
2.Написать ответы на контрольные вопросы.
3. Вычертить схему и карту смазки станка 16К20.
Практическая работа № 4
Тема: «Выбор технических средств диагностики оборудования, его систем и сборочных единиц»
Цели работы:
1) ознакомиться с методами и средствами диагностирования металлорежущих станков;
2) приобрести опыт в комплектовании системы диагностирования металлорежущего станка его агрегатов и узлов приборами и оснасткой.
Оснащение работы:
1) инструкция к работе;
2) руководство на станок.
Оптимальная эксплуатация металлорежущего станка:
Обеспечение работоспособности и экономичности металлорежущих станков достигается:
- правильным выбором режимов резания (скорости, подачи и глубины резания);
- достаточной производительностью (минимально возможным временем цикла, обеспечением необходимый скоростей работа узлов и деталей, обеспечением нужных силовых воздействий);
- высокой надежностью станка (т.е. безотказностью, долговечностью, износостойкостью узлов, работоспособностью узлов и инструмента, ремонтопригодностью станка, сохранностью в процессе транспортировки и хранения основных технических характеристик);
- качеством функционирования станка (точностью и жесткостью оборудования, точностью и шероховатостью обрабатываемых поверхностей);
- высокими экономическими показателями (низкой потребляемой мощностью, высоким КПД, минимальной стоимостью эксплуатации, минимальным расходом рабочей жидкости, СОЖ и т.п.);
- соблюдением всех правил техники безопасности на данном типе станка (функционированием необходимых блокировок, наличие крышек, кожухов, ограждений). Показатели шума и вибрации не должны превышать допустимых значений и т. п.
Кроме этого, для надёжного и длительного использования металлорежущего станка, поддержания его в исправном состоянии необходимым является оптимальное техническое обслуживание и наличии информации о техническом состоянии станка, что обеспечивается методами технической диагностики, важными элементами которой является правильный выбор контролируемых диагностических параметров (КДП) и средств технической диагностики (СТД).Основные КДП на металлорежущих станках, а также основные методы и средства их контроля (технические средства диагностирования - ТСД) даны в таблице 2.1.
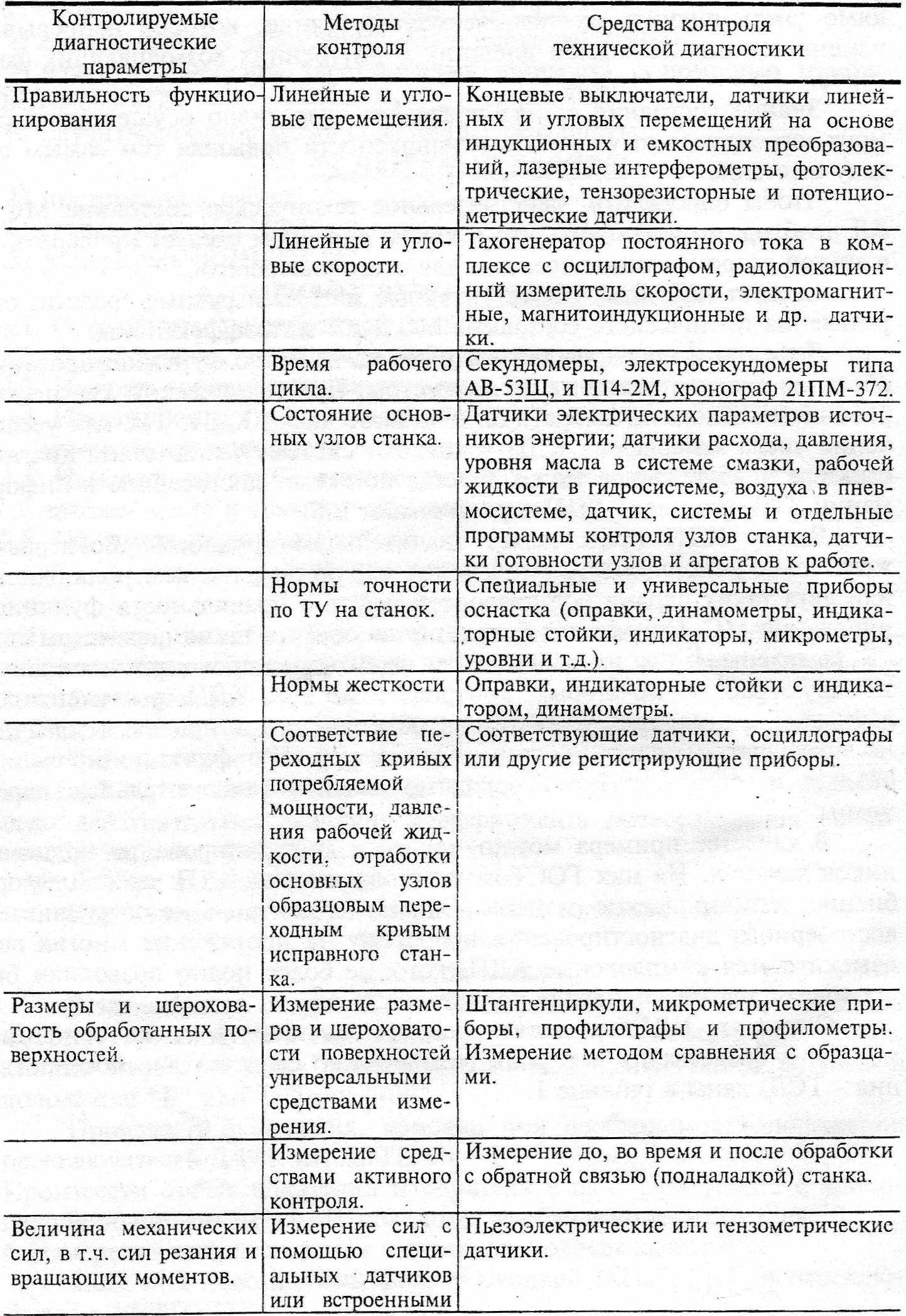
Таблица 2.1– Основные контролируемые диагностические параметры на
металлорежущих станках и методы их контроля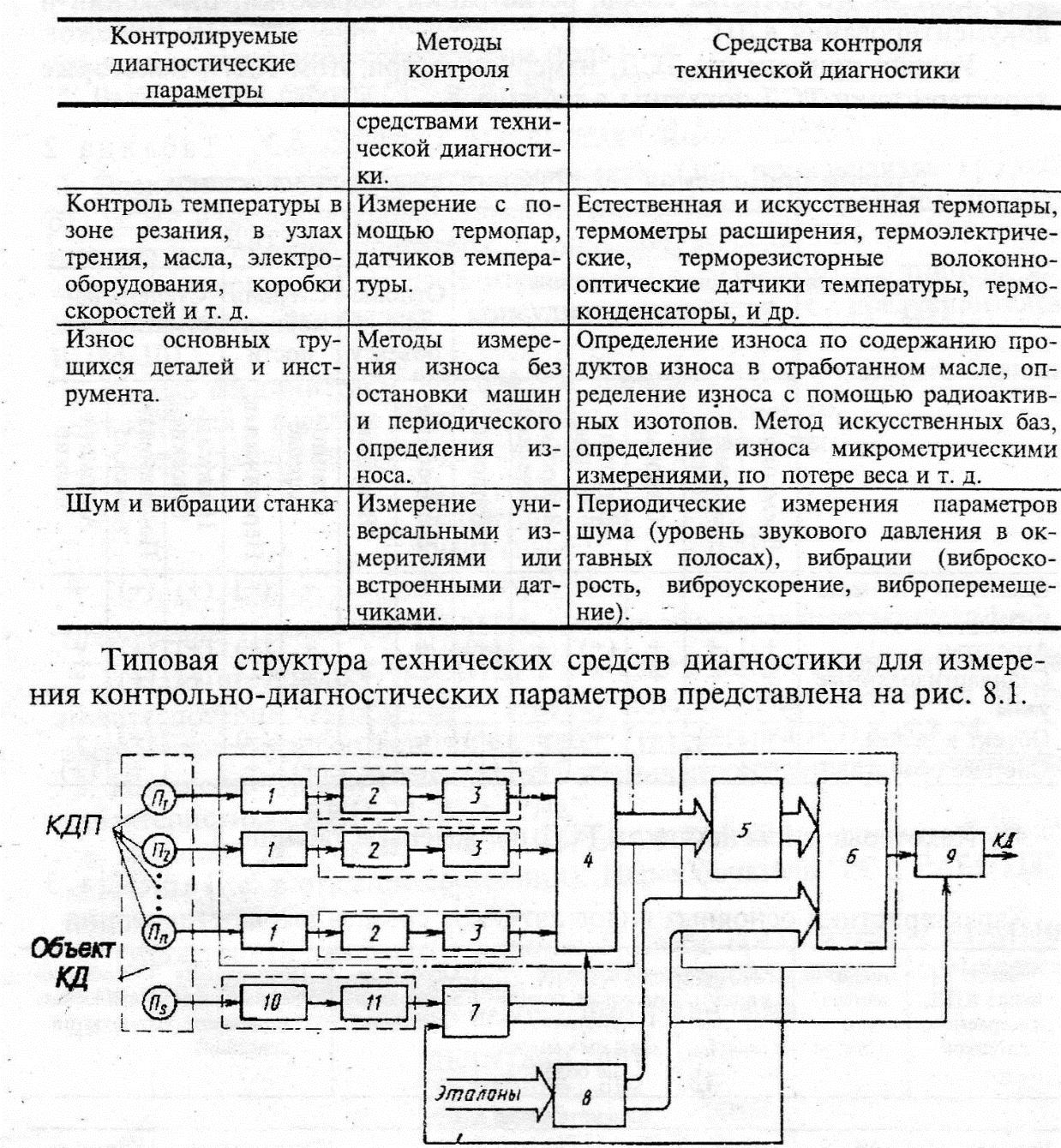
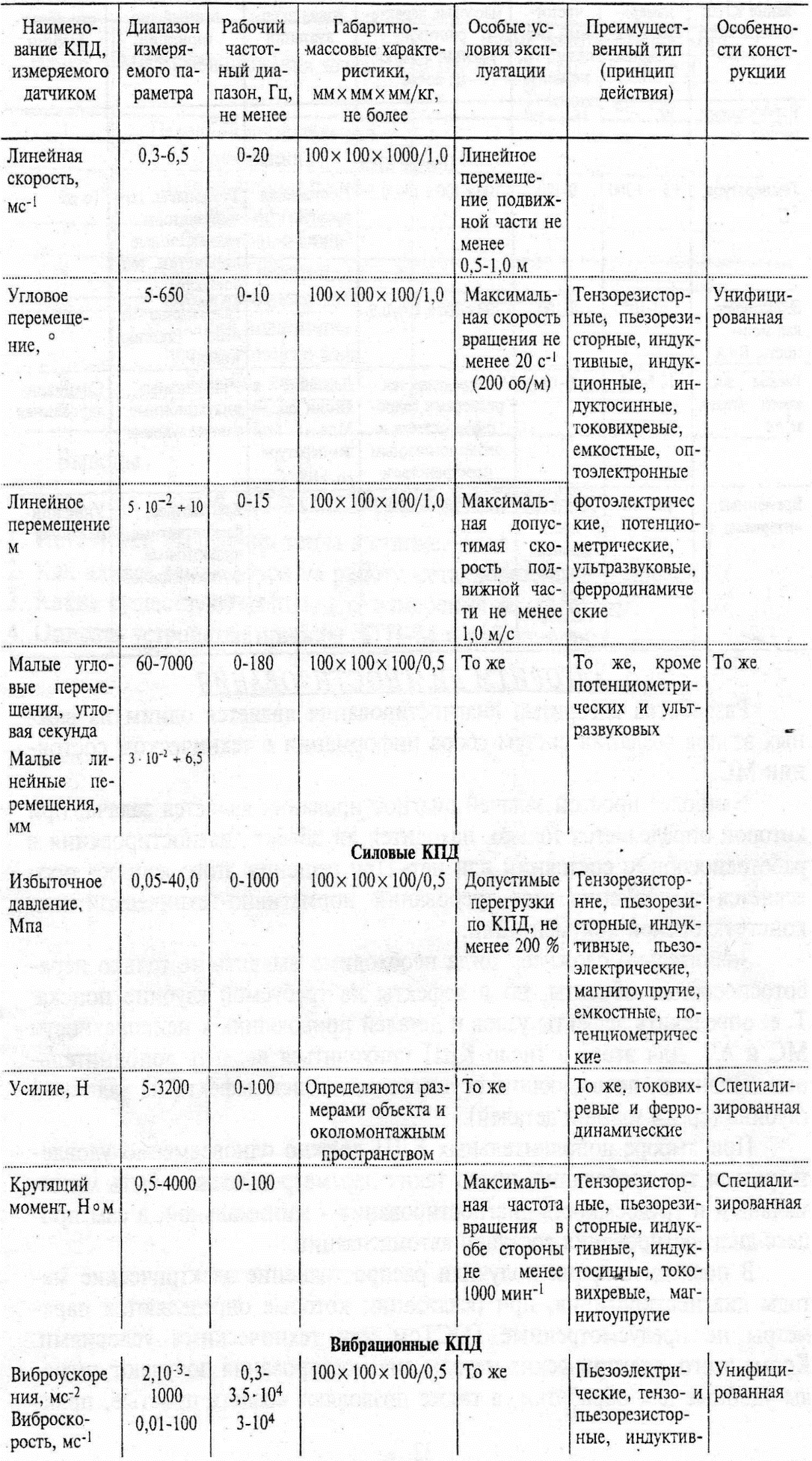
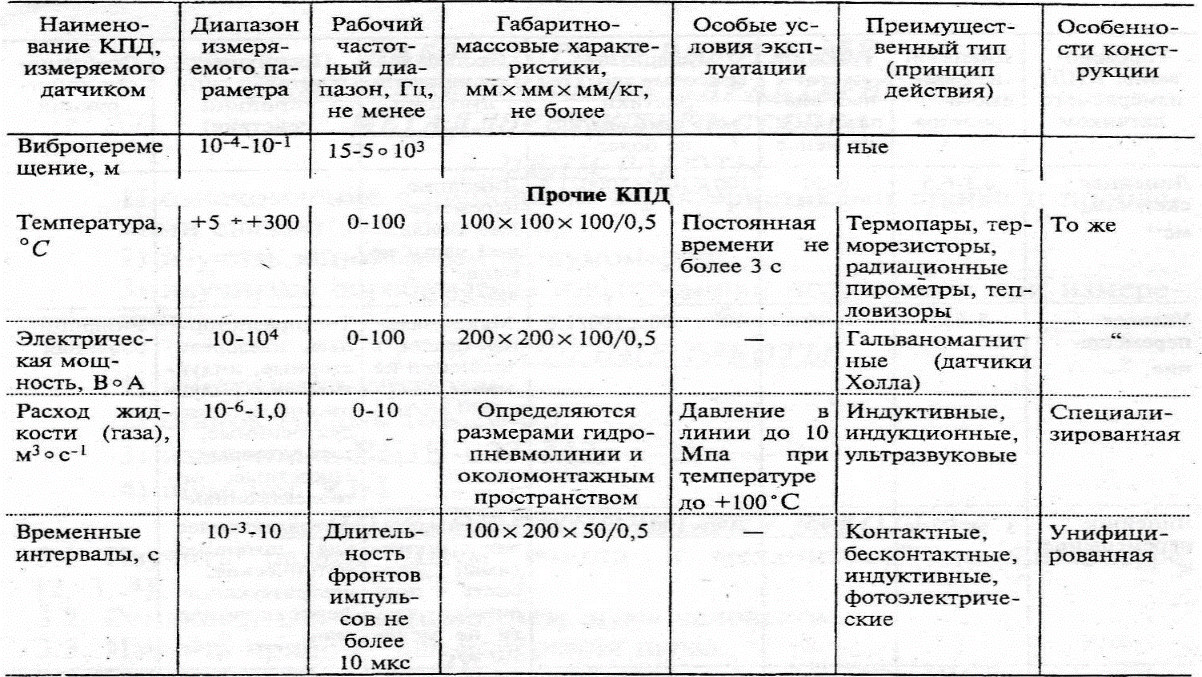
Продолжение таблицы 2.1
Типовая структура технических средств диагностики для измерения контрольно-диагностических параметров представлена на рисунке 2.1.
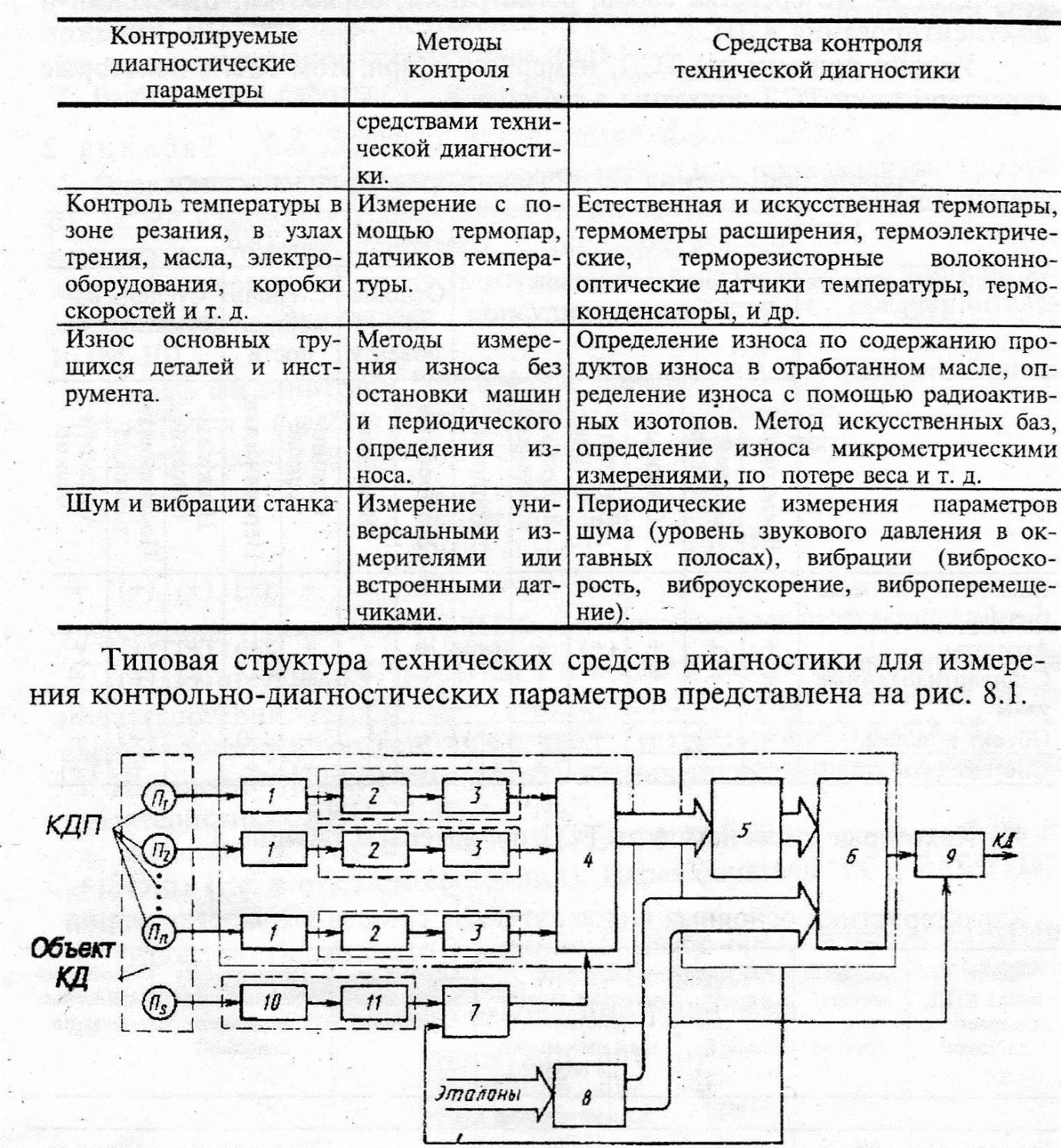 1 – датчики воспринимающие контрольно-диагностические параметры работающего металлорежущего станка и преобразующие те или иные сигналы вэлектрический сигнал (ток, напряжение, сопротивление и т.д.), 2 – аппаратура преобразующая сигнал в постоянный или переменный ток, 3 – устройство предварительной обработки данных, 4 – регистрирующие устройства, 5 – устройства обработки данных, 6 – устройство сравнения с эталонными данными (зачастую устройства 5 и 6 реализуются человеком-оператором),
1 – датчики воспринимающие контрольно-диагностические параметры работающего металлорежущего станка и преобразующие те или иные сигналы вэлектрический сигнал (ток, напряжение, сопротивление и т.д.), 2 – аппаратура преобразующая сигнал в постоянный или переменный ток, 3 – устройство предварительной обработки данных, 4 – регистрирующие устройства, 5 – устройства обработки данных, 6 – устройство сравнения с эталонными данными (зачастую устройства 5 и 6 реализуются человеком-оператором),
7 – управляющий блок; 8 – устройство памяти эталона; 9 – устройство документирования данных; 10– датчик синхропараметра; 11– формирователь синхросигнала.
Рисунок 2.1 – Типовая структура средств диагностики, измеряющих КДП:
ТСД определяют с заданной достоверностью величину КДП, регистрируют и обеспечивают анализ переработку для принятия решений о соответствии или несоответствии текущего технического состояния МС.
ТСД – это средства сбора, регистрации, обработки, отражения и документирования КДП.
Уровни применения ТСД, измеряемые при этом КДП, некоторые характеристики ТСД показаны в таблице 2.2.
Таблица 2.2 – Уровни применения технических средств диагностики

Некоторые типы датчиков ТСД приведены в таблице 2.3.
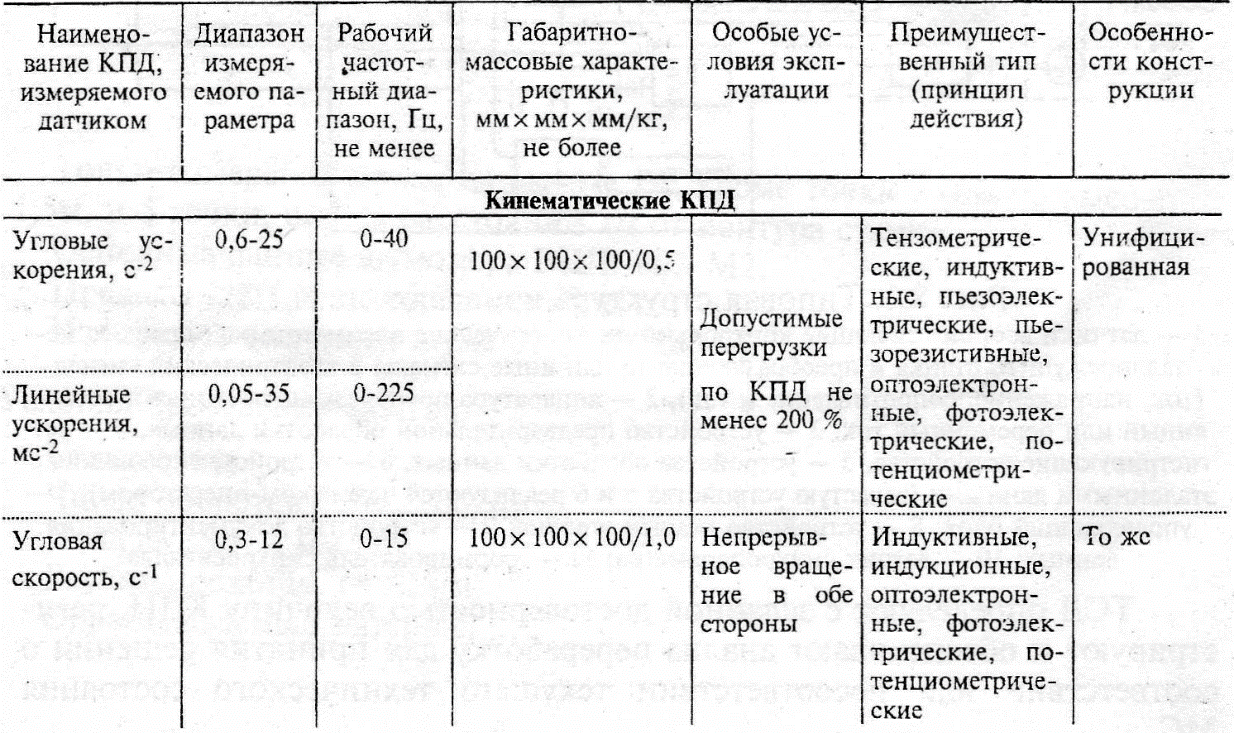
Таблица 2.3– Характеристики основных видов датчиков средств диагностирования
Алгоритм диагностирования:
Разработка алгоритма диагностирования является одним из важных этапов создания систем сбора информации о техническом состоянии МС.
Наиболее простой задачей диагностирования является задача, при которой определяется только, находится ли объект диагностирования в работоспособном состоянии или нет. При решении этого вопроса проверяется выполнение всех требований нормативно-технической или конструкторской документации.
Значительно сложнее, когда необходимо выявить не только неработоспособные объекты, но и дефекты на требуемой глубине поиска.
Т. е. определить дефекты узлов и деталей приводящих к неисправности МС и АЛ. Для этого в число КДП приходиться вводить дополнительные признаки, позволяющие осуществлять поиск дефекта на заданной глубине (среди узлов и деталей).
При выборе дополнительных КДП должно одновременно удовлетворяться три требования: число таких параметров должно быть минимальным и трудоемкость диагностирования - минимальной, а сам процесс диагностирования доступен автоматизации.
В последнее время получили распространение электрические методы диагностирования, при реализации которых определяются параметры не предусмотренные ГОСТом или техническими условиями. Кроме этого, электрические методы диагностирования получают сигналы удобные для обработки, а также позволяют создать простые, практически безынерционные и безопасные средства диагностирования, достаточно легко поддающие автоматизации.
При разработке алгоритма диагностирования следует учитывать действующие в МС и АЛ рабочие режимы, температуры, давления, ускорения и вибрации, климатические и биологические воздействия и т. д.
Поиск неисправностей в работе МС и АЛ следует начинать с простых и очевидных проверок: наличия напряжения в сети и на входных контактах станка, целостности предохранителей, определение неработоспособных агрегатов (станков, транспортеров, подъемников, контрольных автоматов) встроенных систем (гидравлические, механические, электрические, пневматические, электронная и т. д.) сборочные единицы (узлы), подузлы, и наконец деталей.
Наиболее полной информацией являются сведения о причине отказа на низком уровне, что обеспечивает минимальные затраты по его устранению. Чем выше уровень источника информации (уровень диагностирования) на структурном древе диагностирования (рисунок 2.2) тем меньше полнота информации, и тем больше затраты нужны для поиска причин отказа.
При поиске причин неисправности (составлении алгоритма поиска неисправностей) следует учитывать рекомендации по типовым неисправностям в руководстве на станок, опыт эксплуатации МС и АЛ, а также опыт эксплуатации подобных МС и АЛ, или похожих узлов и систем.
Рисунок 2.2 – Общий вид структурного «дерева» диагностирования
автоматической линии с жесткой связью Возможные дефекты и способы их устранения приводятся в таблице 2.4.
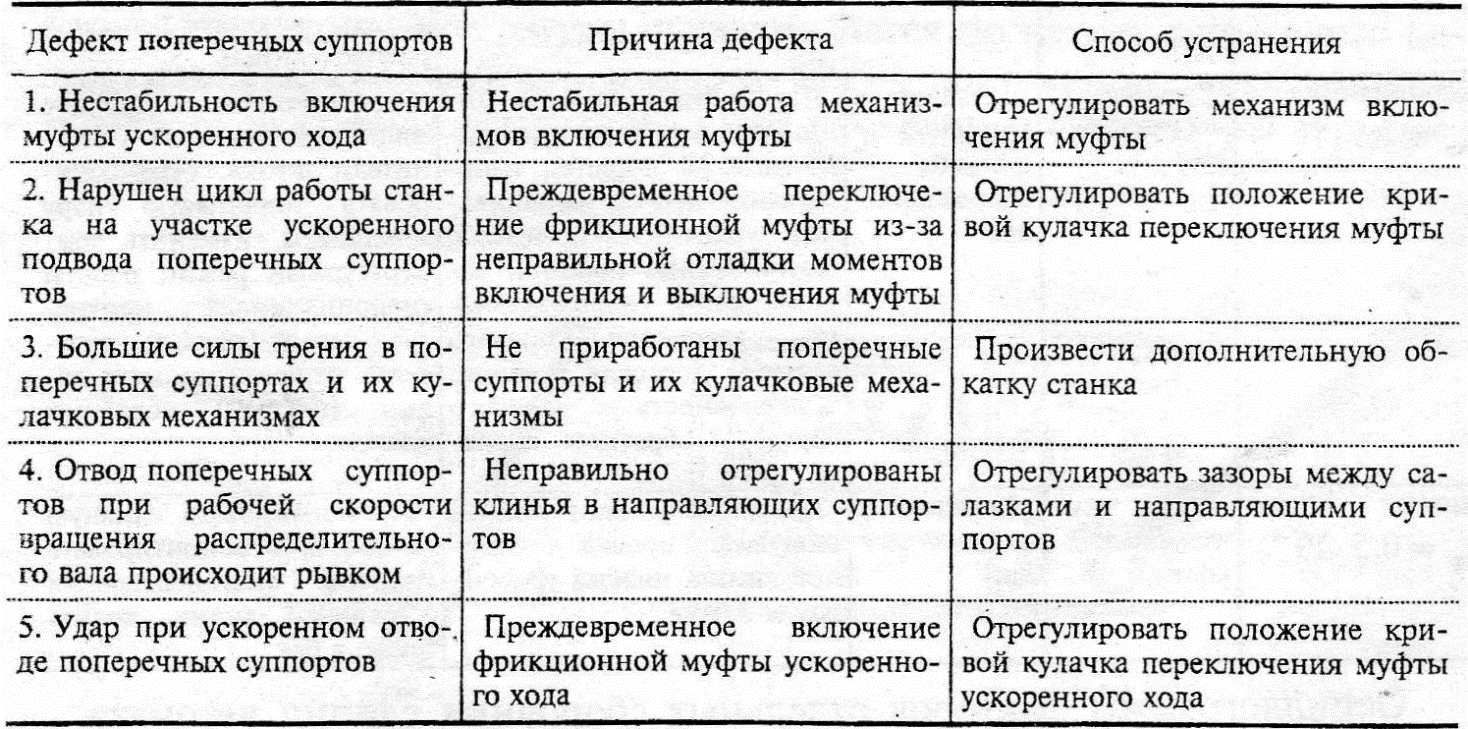
Таблица 2.4 – Таблица дефектов и способы их устранения для отдельных механизмов автомата модели 1А225-6
Порядок выполнения работы:
1. Получив задание, по таблице 2.5 уточняем состав узлов, агрегатов и систем входящих в станок по заданию.
2. По таблице 2.1 выбираем КДП а также методы и средства технического диагностирования для станка в целом, а также деталей, узлов, агрегатов, систем.
3. Уточняем состав системы диагностирования станка по таблицам 2.2
и 2.3 с указанием всех КДП СТД.
4. Проанализировать указанную в задании неисправность станка. Перечислить причины, вызывающие эту неисправность.
5. Наметить проверки, которые позволяет уточнить причину неисправности и выбрать порядок их проведения, т. е. написать алгоритм поиска неисправности.
6. Оформить результаты работы.
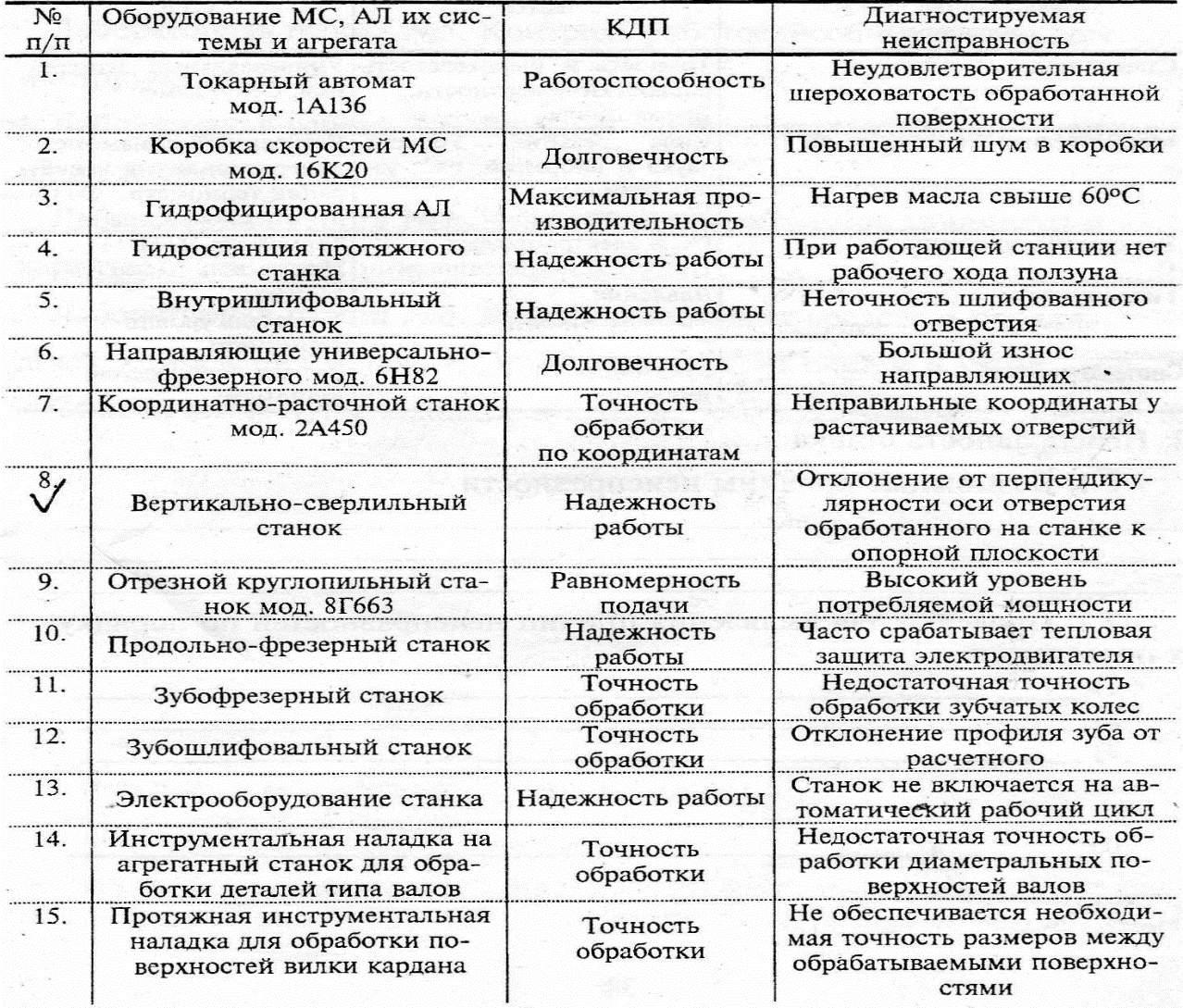
Таблица 2.5 – Задание на разработку диагностической системы станка его узлов и агрегатов
Контрольные вопросы:
1. Перечень средств технической диагностики, применяемых на металлорежущих станках и решаемые ими задачи.
2. Основные причины потери точности станка?
3. Как обнаружить износ?
4. Что может служить причиной повышенного потребления мощности?
5. Из-за чего увеличивается цикл работы станка?
6. Какие системы металлорежущего станка подвержены повышенному нагреву?
7. Какие основные неисправности металлорежущего инструмента?
8. Что характеризует повышение шума и вибрации металлорежущего станка?







Похожие файлы
Полезное для учителя




Распродажа видеоуроков!

2040 руб.
3140 руб.

1090 руб.
1680 руб.

1860 руб.
2860 руб.

1640 руб.
2530 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства