Презентация на тему: "Пайка и лужение" по материаловеденью
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Презентация на тему: "Пайка и лужение"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Презентация на тему: "Пайка и лужение"»

ПАЙКА И ЛУЖЕНИЕ
Пайкой называется соединение деталей в нагретом
состоянии с помощью сравнительно легкоплавкого
металла, называемого припоем. Пайка широко
распространена в различных отраслях
промышленности для создания неразъемных
соединений различных заготовок и деталей из стали,
цветных металлов и их сплавов, а также разнородных
металлов. Пайку применяют при изготовлении радио-
и электроприборов, резервуаров, радиотоваров,
твердосплавного режущего инструмента и т.п.
Сущность пайки состоит в том, что расплавленный
припой под действием капиллярных сил заполняет
зазор между паяемыми поверхностями деталей,
смачивает их и диффундирует (проникает) в металл.
После остывания припоя в зоне соприкосновения деталей образуется
плотное и достаточно прочное соединение, называемое паяльным швом.
Качество, прочность и эксплуатационная надежность паяного соединения
зависит от правильного выбора припоя и тщательности подготовки
соединяемых поверхностей под пайку.
Для очистки поверхностей применяют зачистку напильниками,
металлическими щетками, шлифовальной шкуркой и т.п. Детали,
полученные обработкой резанием (всухую), паяют без
дополнительной зачистки. Если при механической или слесарной
обработке применяли масло или эмульсию, то их перед пайкой
удаляют обезжириванием в бензине, ацетоне и других
веществах. Перед пайкой детали плотно подгоняют одну к
другой. При нагреве соединяемых пайкой деталей их
поверхности окисляются (покрываются тонкой пленкой), в
результате чего припой не пристает к деталям. Для удаления окисной
пленки применяют паяльные флюсы, которые растворяют окислы,
образуют легко удаляемые шлаки, способствуют лучшему смачиванию
паяемых поверхностей расплавленным припоем и затеканию его в
зазоры. Для легкоплавких припоев применяют следующие флюсы:
хлористый цинк (травленая соляная кислота), нашатырь (хлористый
аммоний) и канифоль. Для тугоплавких припоев применяют борную
кислоту и буру. При пайке чугуна, алюминия, нержавеющих сталей
применяют различные составы флюсов.
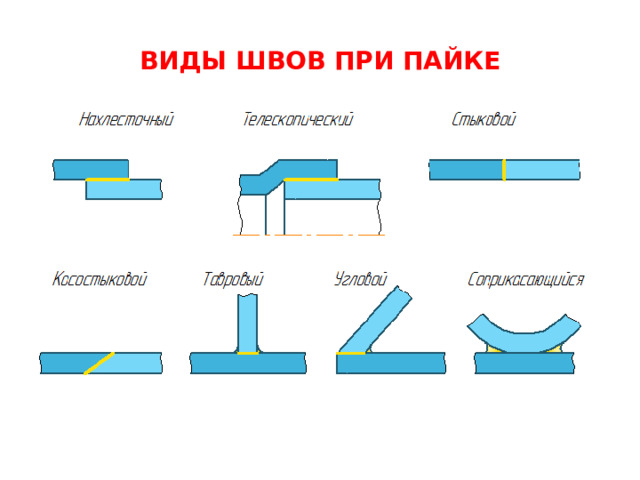
ВИДЫ ШВОВ ПРИ ПАЙКЕ
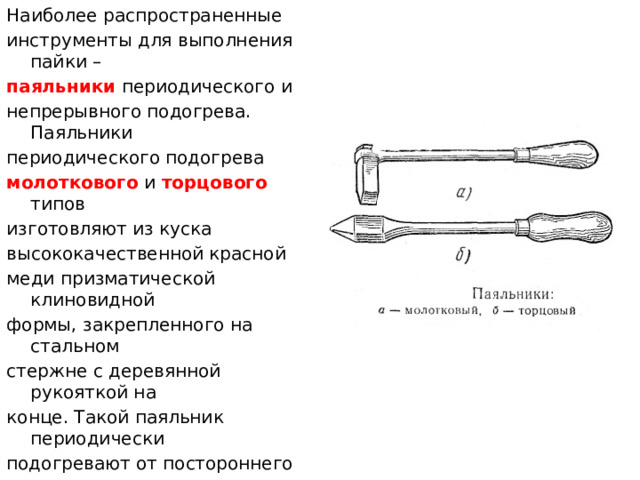
Наиболее распространенные
инструменты для выполнения пайки –
паяльники периодического и
непрерывного подогрева. Паяльники
периодического подогрева
молоткового и торцового типов
изготовляют из куска
высококачественной красной
меди призматической клиновидной
формы, закрепленного на стальном
стержне с деревянной рукояткой на
конце. Такой паяльник периодически
подогревают от постороннего
источника теплоты – горн, паяльная
лампа, пламя газовой горелки и т.п.

Наиболее часто для
нагрева используют
паяльные лампы .
1 - трубка подвода воздуха;
2 - резервуар;
3 - воздушное пространство;
4 - нагревательная чаша;
5 - каналы;
6 - труба;
7 - смеситель;
8 - сопло;
9 – ветрозащитное
устройство;
10 - вентиль;
11 - крышка;
12 – насос.
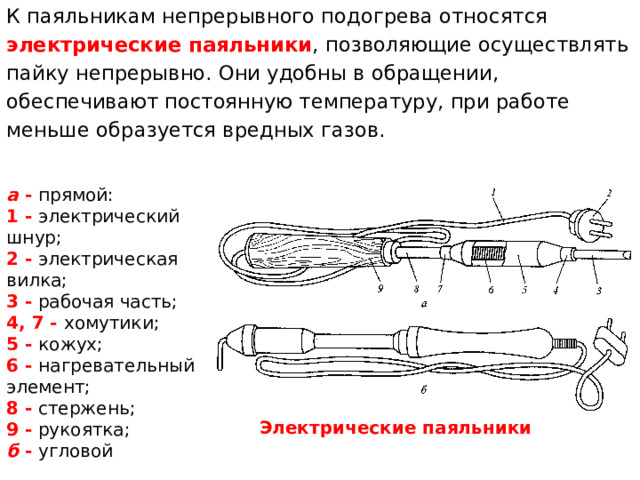
К паяльникам непрерывного подогрева относятся
электрические паяльники , позволяющие осуществлять
пайку непрерывно. Они удобны в обращении,
обеспечивают постоянную температуру, при работе
меньше образуется вредных газов.
а - прямой:
1 - электрический шнур;
2 - электрическая вилка;
3 - рабочая часть;
4, 7 - хомутики;
5 - кожух;
6 - нагревательный элемент;
8 - стержень;
9 - рукоятка;
б - угловой
Электрические паяльники
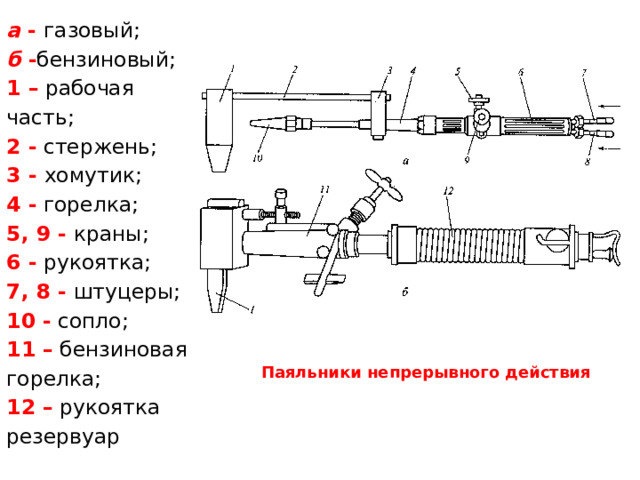
а - газовый;
б - бензиновый;
1 – рабочая
часть;
2 - стержень;
3 - хомутик;
4 - горелка;
5, 9 - краны;
6 - рукоятка;
7, 8 - штуцеры;
10 - сопло;
11 – бензиновая
горелка;
12 – рукоятка
резервуар
Паяльники непрерывного действия
Лужением называется процесс покрытия
поверхностей металлических деталей тонким слоем
расплавленного олова или оловянно-свинцовыми
сплавами (припоями). Лужение производят в целях
защиты деталей от коррозии и окисления, подготовки
поверхностей соединяемых деталей к пайке
легкоплавкими припоями, перед заливкой
подшипников баббитом и в тех случаях, когда от
изготовленного сосуда требуется герметичность.
Лужение поверхностей производят горячим и
электрическим способами. Лужение горячим
способом благодаря своей простоте, легкости
выполнения и несложному оборудованию находит
широкое применение при слесарной обработке.
ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМИ ПРИПОЯМИ
После подготовки паяемых поверхностей деталей, их
подгонки и скрепления приступают к пайке. Зазоры
между деталями не должны превышать 0,05...0,15 мм
для стали и 0,1...0,3 мм для меди. При использовании
периодически подогреваемого паяльника его носок
очищают от следов окалины напильником, заправляют под
углом 30...40 0 , снимают заусенцы, слегка закруглив ребро
носка. Защищенный паяльник нагревают паяльной лампой
или другим источником теплоты до 350...400 0 С для пайки
крупных деталей и до 250...300 0 С для пайки мелких деталей
и листового материала. Нагревают рабочую часть (обушок)
паяльника. Нагрев паяльника лучше всего выполнять
керосиновой паяльной лампой.
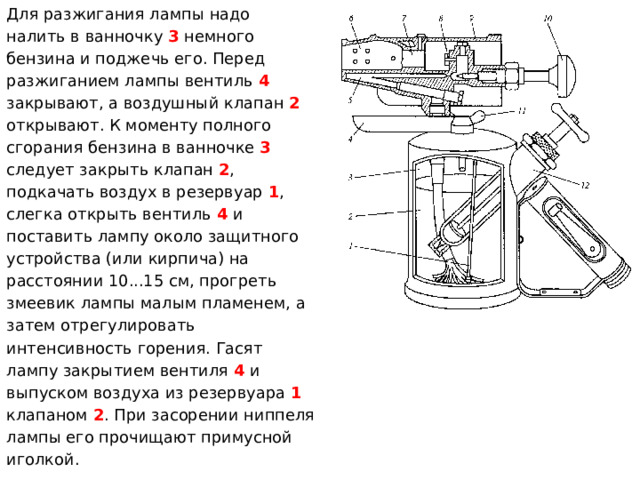
Для разжигания лампы надо
налить в ванночку 3 немного
бензина и поджечь его. Перед
разжиганием лампы вентиль 4
закрывают, а воздушный клапан 2
открывают. К моменту полного
сгорания бензина в ванночке 3
следует закрыть клапан 2 ,
подкачать воздух в резервуар 1 ,
слегка открыть вентиль 4 и
поставить лампу около защитного
устройства (или кирпича) на
расстоянии 10...15 см, прогреть
змеевик лампы малым пламенем, а
затем отрегулировать
интенсивность горения. Гасят
лампу закрытием вентиля 4 и
выпуском воздуха из резервуара 1
клапаном 2 . При засорении ниппеля
лампы его прочищают примусной
иголкой.
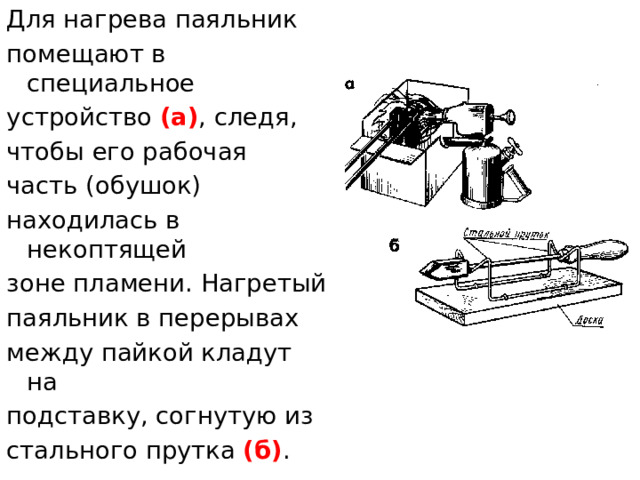
Для нагрева паяльник
помещают в специальное
устройство (а) , следя,
чтобы его рабочая
часть (обушок)
находилась в некоптящей
зоне пламени. Нагретый
паяльник в перерывах
между пайкой кладут на
подставку, согнутую из
стального прутка (б) .
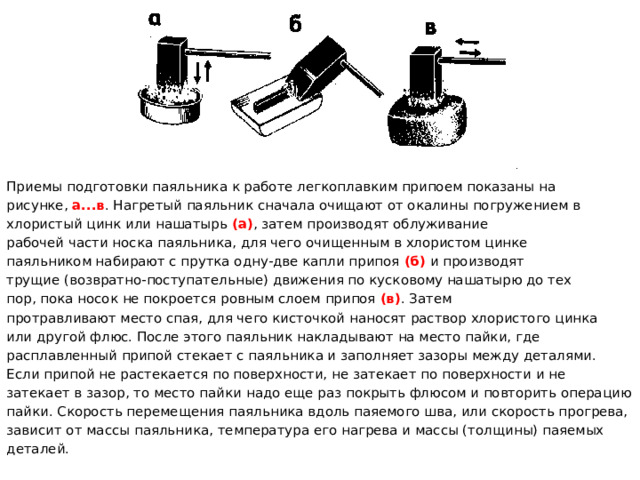
Приемы подготовки паяльника к работе легкоплавким припоем показаны на
рисунке, а...в . Нагретый паяльник сначала очищают от окалины погружением в
хлористый цинк или нашатырь (а) , затем производят облуживание
рабочей части носка паяльника, для чего очищенным в хлористом цинке
паяльником набирают с прутка одну-две капли припоя (б) и производят
трущие (возвратно-поступательные) движения по кусковому нашатырю до тех
пор, пока носок не покроется ровным слоем припоя (в) . Затем
протравливают место спая, для чего кисточкой наносят раствор хлористого цинка
или другой флюс. После этого паяльник накладывают на место пайки, где
расплавленный припой стекает с паяльника и заполняет зазоры между деталями.
Если припой не растекается по поверхности, не затекает по поверхности и не
затекает в зазор, то место пайки надо еще раз покрыть флюсом и повторить операцию
пайки. Скорость перемещения паяльника вдоль паяемого шва, или скорость прогрева,
зависит от массы паяльника, температура его нагрева и массы (толщины) паяемых
деталей.

ПРИЕМЫ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ
а - протравливание места
пайки с флюсом
(хлористым цинком);
б - нанесение припоя и
перемещение паяльника
по шву;
в - пайка в стык;
г - пайка в нахлестку;
д - пайка толстой
пластины к тонкой;
е - пайка трубы;
ж - пайка толстых
проводов и стержней
Если припой не заполняет зазор шва, а тянется за паяльником или превращается в кашеобразную массу, то паяльник остыл или недостаточно нагрет. Перегрев паяльника влечет повышение окалинообразования и ухудшение лужения носка. Часто перед пайкой для надежного схватывания припоя применяют предварительное облуживание поверхностей спая, для чего эти поверхности покрывают тонким слоем припоя или олова.
После пайки полученного шва следует удалить остатки флюса путем промывания детали в проточной воде, затем в водном растворе каустической соды, снова в проточной воде и просушить. Контроль пайки проводят внешним осмотром шва на герметичность (не допускается течь спаянного сосуда, наполненного водой) и прочность (деталь, изогнутая в месте спая, не должна иметь трещин).
При пайке деталей из меди и ее сплавов, в том числе проволоки, лучшим флюсом является канифоль.
Приемы пайки среднеплавкими и тугоплавкими припоями
Подготовка деталей для пайки тугоплавкими припоями такая же,
как и для пайки легкоплавкими припоями. После очистки
поверхностей и нанесения флюса (буры) в зазоры вводят припой
в виде порошка, ленты, пластинки и т.п., затем скрепляют мягкой
проволокой, чтобы соединяемые детали не сместились. После
такой подготовки деталь осторожно вводят в зону пламени
паяльной лампы, газовой горелки, горна, в индуктор установки
ТВЧ и следят за процессом плавления припоя. Вначале нагрев
места спая нужно вести медленно с выдержкой до 5 мин на
каждом этапе. Когда вздувшаяся бура осядет, нагрев усиливают и
продолжают до тех пор, пока припой полностью не расплавится и
не зальет зазоры между соединяемыми деталями. По окончании
пайки деталь медленно охлаждают, защищают шов от излишка
наплавленного и вытекающего припоя, затем промывают и
просушивают.
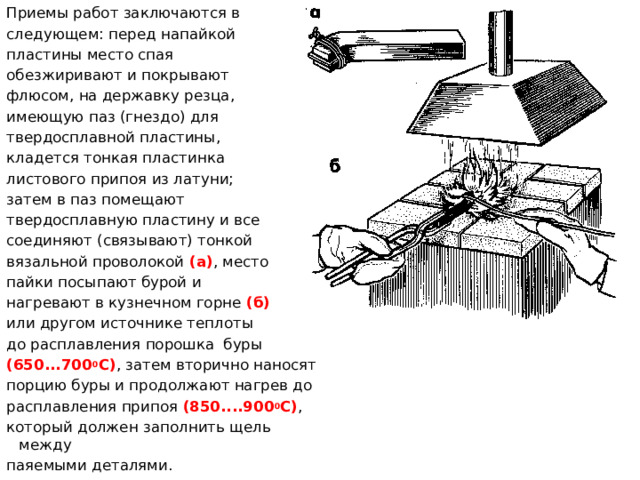
Приемы работ заключаются в
следующем: перед напайкой
пластины место спая
обезжиривают и покрывают
флюсом, на державку резца,
имеющую паз (гнездо) для
твердосплавной пластины,
кладется тонкая пластинка
листового припоя из латуни;
затем в паз помещают
твердосплавную пластину и все
соединяют (связывают) тонкой
вязальной проволокой (а) , место
пайки посыпают бурой и
нагревают в кузнечном горне (б)
или другом источнике теплоты
до расплавления порошка буры
(650...700 0 С) , затем вторично наносят
порцию буры и продолжают нагрев до
расплавления припоя (850....900 0 С) ,
который должен заполнить щель между
паяемыми деталями.
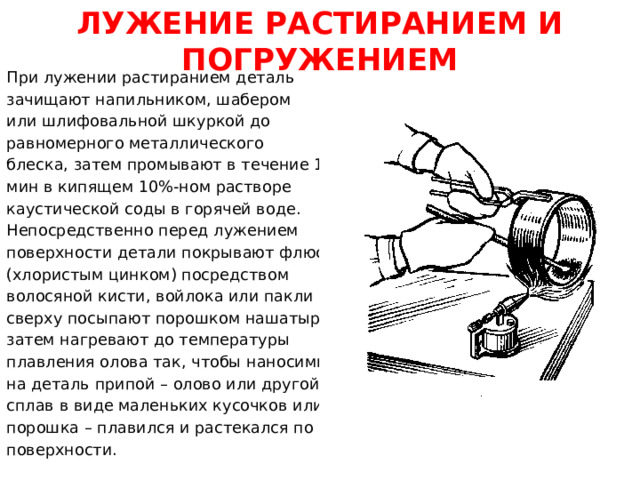
ЛУЖЕНИЕ РАСТИРАНИЕМ И ПОГРУЖЕНИЕМ
При лужении растиранием деталь
зачищают напильником, шабером
или шлифовальной шкуркой до
равномерного металлического
блеска, затем промывают в течение 1...2
мин в кипящем 10%-ном растворе
каустической соды в горячей воде.
Непосредственно перед лужением
поверхности детали покрывают флюсом
(хлористым цинком) посредством
волосяной кисти, войлока или пакли и
сверху посыпают порошком нашатыря,
затем нагревают до температуры
плавления олова так, чтобы наносимый
на деталь припой – олово или другой
сплав в виде маленьких кусочков или
порошка – плавился и растекался по
поверхности.
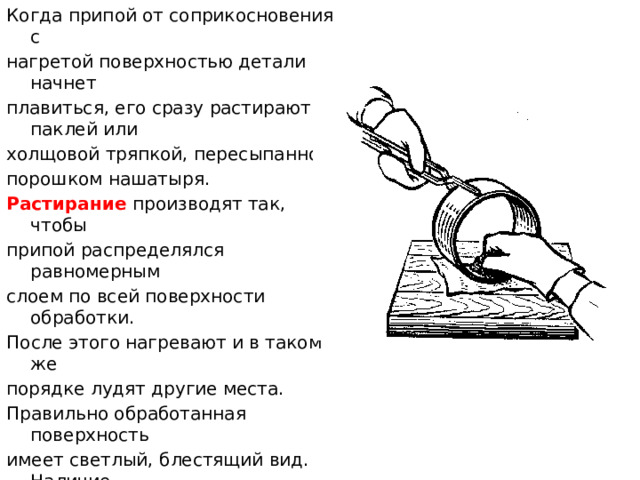
Когда припой от соприкосновения с
нагретой поверхностью детали начнет
плавиться, его сразу растирают паклей или
холщовой тряпкой, пересыпанной
порошком нашатыря.
Растирание производят так, чтобы
припой распределялся равномерным
слоем по всей поверхности обработки.
После этого нагревают и в таком же
порядке лудят другие места.
Правильно обработанная поверхность
имеет светлый, блестящий вид. Наличие
желтоватой окраски указывает на плохое
качество лужения. В этих местах производят
повторную зачистку, покрытие флюсом и
лужение. После остывания деталь
тщательно промывают, чистят влажным
песком, еще промывают и сушат.
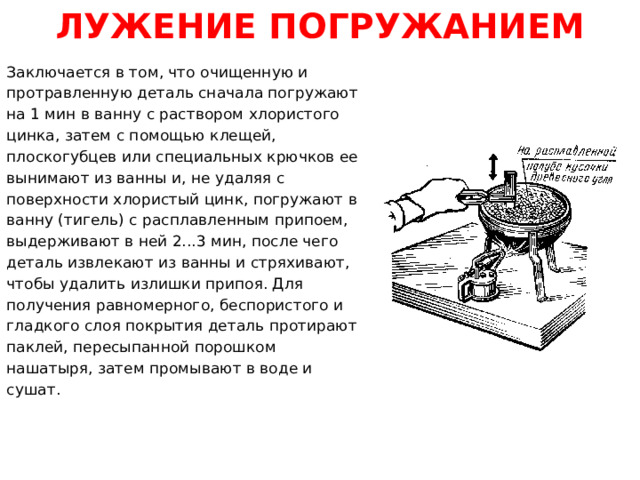
ЛУЖЕНИЕ ПОГРУЖАНИЕМ
Заключается в том, что очищенную и
протравленную деталь сначала погружают
на 1 мин в ванну с раствором хлористого
цинка, затем с помощью клещей,
плоскогубцев или специальных крючков ее
вынимают из ванны и, не удаляя с
поверхности хлористый цинк, погружают в
ванну (тигель) с расплавленным припоем,
выдерживают в ней 2...3 мин, после чего
деталь извлекают из ванны и стряхивают,
чтобы удалить излишки припоя. Для
получения равномерного, беспористого и
гладкого слоя покрытия деталь протирают
паклей, пересыпанной порошком
нашатыря, затем промывают в воде и
сушат.
Припой нагревают в ванне до температуры 270...300 0 С,
насыпая на его поверхность мелкие кусочки древесного
угля, что предохраняет от окисления. Качество лужения
проверяют внешним осмотром поверхности. Отсутствие
мест, не покрытых припоем, вздутий или мелких пузырьков,
отслаивания, темных или желтых пятен говорит о хорошем
качестве лужения.
ТЕХНИКА БЕЗОПАСНОСТИ
При пайке и лужении необходимо обращать внимание на
соблюдение правил техники безопасности. Все работы,
связанные с выделением газа, дыма, копоти, производить
под вытяжным зонтом или включенной вытяжкой
вентиляции. При использовании химических веществ и
кислот работать в резиновых перчатках, нарукавниках,
прорезиненных фартуках и защитных очках. Соблюдать
правила разведения кислот и составления различных химических
препаратов. Знать приемы заливки, разжигания, ухода и
использования паяльных ламп. Нагретые паяльники класть на
специальные металлические подставки. При использовании
электропаяльников особенно необходимо следить за состоянием
электропроводки. Тщательно мыть руки с мылом после
окончания работы и перед приемом пищи.
СПАСИБО ЗА ВНИМАНИЕ!!!







Полезное для учителя


Распродажа видеоуроков!

1230 руб.
1760 руб.

2040 руб.
2920 руб.

1770 руб.
2530 руб.

2110 руб.
3020 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства