Особенности проектирования систем водоснабжения
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Особенности проектирования систем водоснабжения
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Особенности проектирования систем водоснабжения»
ТЕКСТОВАЯ ЧАСТЬ ТЕХНОЛОГИЧЕСКОЙ КАРТЫ
Наше занятие тесно связано со знаниями, полученными в рамках дисциплины МДК03.01 Особенности проектирования систем водоснабжения и водоотведения, отопления, вентиляции и кондиционирования воздуха. Знание, полученные при проектировании санитарно-технических систем, мы сегодня реализуем на нашем уроке.
Опрос студентов. Сверка ответа со схемой на мультимедийном устройстве
Вопрос 1.
Что входит в проект внутреннего водопровода?
(МДК03.01Особенности проектирования систем водоснабжения и водоотведения, отопления, вентиляции и кондиционирования воздуха)
Ответ:
В проект внутреннего водопровода входят следующие чертежи:
-планы этажей и подвала с нанесенными магистралями, стояками, подводками, арматурой, технологическим оборудованием, к которому должна подаваться вода, водомерным узлом и другим оборудованием;
-аксонометрические схемы с трубопроводами, водоразборной и трубопроводной арматурой и другим оборудованием;
-генплан (при прокладке организацией наружных водопроводных сетей и вводов);
-чертежи и схемы насосных установок, баков, водомерных узлов и другого оборудования;
-монтажные чертежи системы.
При отсутствии монтажных чертежей производится их разработка.
Вопрос 2.
Для каких целей разрабатываются технологические карты?
Ответ:
ТК разрабатывается для использования при выполнен работ по устройству внутренних систем водопровода, водоотведения и отопления.
Вопрос 3
Как вы думаете, по какому разработанному подрядчиком (исполнителем) документу выполняются работы по устройству наружных сетей?
Ответ:
Проект производства работ, проект организации строительства
Вопрос 4
Какие вопросы освещаются в ТК ?
Ответ:
Прокладка трубопроводов
Установка запорно-регулирующей арматуры
Установка водомерного узла
Установка водоразборной арматуры.
Вопрос 5
Какие работы должны быть выполнены до начала монтажа систем?
Ответ:
Проложены вводы водоснабжения и водоотведения;
Выполнена подготовка под полы с нанесением на стены отметки чистого пола плюс 500 мм;
Установлены з/детали в строительных конструкциях для крепления оборудования и трубопроводов;
Пробиты и подготовлены все необходимые отверстия;
Оштукатурены или облицованы стены и ниши в местах прокладки трубопроводов;
Выполнено освещение и возможность подключения э/инструмента
Запишите вопросы, которые сегодня мы будем рассматривать на занятии.
Трубопроводы внутренних сетей водопровода зданий, технология монтажа
Последовательность выполнения монтажа внутренних систем водоснабжения;
Прокладка, установка запорно-регулирующей арматуры;
Трубы,виды соединений трубопроводов .
Трубопроводы внутренних сетей водопровода зданий
Внутренний водопровод зданий
Внутренний водопровод зданий - это система трубопроводов и устройств, подающих воду внутри зданий, включая ввод водопровода, который находится снаружи.
В состав внутреннего водопровода входят
1) трубопроводы и соединительные фасонные детали (фитинги);
2) арматура (краны, смесители, вентили, задвижки и т.д.);
3) приборы (манометры, водомеры);
4) оборудование (насосы).
Условные обозначения по внутреннему водопроводу .
Классификация внутренних водопроводов
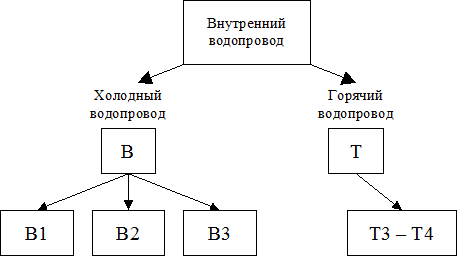
Рис. 1
Таким образом, внутренний водопровод подразделяется в первую очередь на холодный (В) и горячий (Т) водопровод. На схемах и чертежах в отечественной документации холодные водопроводы обозначаются буквой русского алфавита В, а горячие - буквой русского алфавита Т.
Холодные водопроводы имеют следующие разновидности:
В1 - хозяйственно-питьевой водопровод;
В2 - противопожарный водопровод;
В3 - производственный водопровод (общее обозначение).
Современный горячий водопровод должен иметь в здании две трубы: Т3 - подающая, Т4 - циркуляционная.
2.Последовательность выполнения монтажа внутренних систем водоснабжения Монтаж трубопроводов
До начала проведения монтажных работ трубопроводы, соединительные детали, узлы, средства крепления, тепловая изоляция должна быть подвергнуты входному контролю. Каждая партия продукции должна сопровождаться документом о качестве, который содержит наименование предприятия, номер партии, дату выпуска.
Внутреннюю водопроводную сеть здания монтируют в следующей последовательности:
-размечают и устанавливают крепления;
-разносят трубы и трубные заготовки;
-прокладывают магистральные трубопроводы, соединяют их и закрепляют;
-монтируют водопроводные стояки и соединяют с магистралями;
-монтируют подводки к водоразборной арматуре;
-прокладывают ввод водопровода;
-устанавливают водомерный узел, водомерный узел крепят либо к полу помещения или к стенам, так чтобы ось водомера находилась на высоте 1 метр от уровня чистого пола.
Поэтажные участки стояков соединяют между собой с помощью муфт. В местах прохода через несущие конструкции предусматривают футляры. Зазор между трубой и футляром заделывают водонепроницаемым и несгораемым материалом. Подводки крепятся хомутами либо опорами, располагаемыми у водоразборных точек. +
Элементы хозяйственно-питьевого водопровода В1
1 - ввод водопровода;
2 - водомерный узел;
3 - насосная установка (не всегда);
4 - разводящая сеть водопровода;
5 - водопроводный стояк;
6 - поэтажная (поквартирная) подводка;
7 - водоразборная и смесительная арматура.
Ввод водопровода
Ввод водопровода — это участок подземного трубопровода с запорной арматурой от смотрового колодца на наружной сети до наружной стены здания, куда подаётся вода
Каждый ввод водопровода в жилых зданиях рассчитан на количество квартир не более 400. На схемах и чертежах ввод обозначается, например, так:
Ввод В1-1.
Это означает, что ввод относится к хозяйственно-питьевому водопроводу В1 и порядковый номер ввода № 1.
Глубина заложения трубы ввода водопровода принимается по СНиП 2.04.02-84 для наружных сетей и находится по формуле:
Hзал= Нпромерз+ 0,5 м ,
где Нпромерз — нормативная глубина промерзания грунта в данной местности; 0,5 м — запас пол-метра.
Водомерный узел
Водомерный узел (водомерная рамка) — это участок водопроводной трубы непосредственно после ввода водопровода, который имеет водомер, манометр, запорную арматуру и обводную линию (рис. 3).
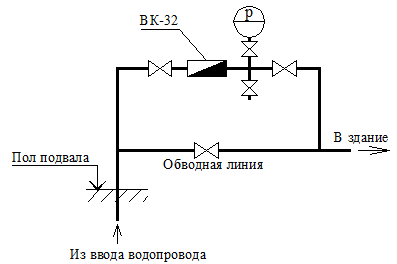
Водомерный узел надлежит устанавливать у наружной стены здания в удобном и легкодоступном помещении с искусственным или естественным освещением и температурой воздуха не ниже +5 °С согласно СНиП 2.04.01-85.
Обводная линия водомерного узла обычно закрыта, а арматура на ней опломбирована. Это необходимо для учёта воды через водомер. Достоверность показаний водомера можно проверить с помощью контрольного крана-вентиля, установленного после него.
Фасонные детали (фитинги)
Фасонные детали (фитинги) применяются в основном для резьбового соединения водопроводных труб. Они изготавливаются из чугуна, стали или бронзы. Вот наиболее употребляемые фитинги:
- муфты (стыковое соединение труб равного или разного диаметра);
- угольники (поворот трубы на 90°);
- тройники (боковые подсоединения труб);
- кресты (боковые подсоединения труб).
Водопроводная арматура(слайд)
Водопроводная арматура применяется:
- водоразборная (краны водоразборные, банные, поплавковые клапаны смывных бачков унитазов);
- смесительная (смесители для мойки, для умывальника, общий для ванны и умывальника, с душевой сеткой и т.д.);
- запорная (вентили на диаметрах труб Æ 15-40 мм, задвижки на диаметрах Æ 50 мм и более);
- предохранительная (обратные клапаны - ставятся после насосов).
Условные обозначения водопроводной арматуры см. выше.
Приборы
Приборы на водопроводе:
- манометры (измеряют давление и напор);
- водомеры (измеряют расход воды).
3.Трубы
В отечественной практике применяют стальные, пластмассовые и металлополимерные трубы.
Стальные водогазопроводные оцинкованные трубы по ГОСТ 3262-75* пока имеют массовое применение для хозяйственно-питьевого водопровода В1 и горячего водопровода Т3-Т4.
С 01.09.1996 г. изменением № 2 СНиП 2.04.01-85 рекомендуется для перечисленных водопроводов в первую очередь применять пластмассовые трубы из полиэтилена, полипропилена, поливинилхлорида, полибутилена, металлополимерные, из стеклопластика. Среди основных эксплуатационных преимуществ пластиковых трубных изделий можно отметить следующее:
Экологическая безопасность.
Отсутствие коррозии материала.
Сравнительно малая масса труб.
Хорошие показатели проходимости.
Устойчивость к разрушительному воздействию химикатов.
Длительный срок эксплуатации.
Так же допускается применять медные, бронзовые, латунные трубы, а также стальные с внутренним и наружным защитным покрытием от коррозии.
Срок службы труб холодного водопровода должен быть не менее 50 лет, а горячего водопровода не менее 25 лет. Любая труба должна выдерживать избыточное (манометрическое) давление не менее 0,45 МПа (или 45 м водяного столба).
Стальные трубы прокладываются открыто с зазором 3-5 см от строительной конструкции. Пластмассовые и металлополимерные трубы следует прокладывать скрыто в плинтусах, штрабах, шахтах и каналах.
Различные виды труб могут сильно различаться как по эксплуатационным характеристикам, так и по технологии монтажа. Различают такие виды изделий:
4.Способы соединений водопроводных труб
1) Резьбовое соединение. В местах стыков труб применяются фасонные соединительные детали (фитинги) - см. далее . Нанесение резьбы на оцинкованные трубы проводят после оцинкования. Резьба труб должна быть защищена от коррозии смазкой. Способ резьбового соединения надёжный, но трудоёмкий.
2) Сварное соединение. Менее трудоёмкое, но разрушает защитное цинковое покрытие, которое нужно восстанавливать.
3) Фланцевое соединение. Применяется в основном при монтаже оборудования (насосов и т.д.).
4) Клеевое соединение. Применяется главным образом для пластмассовых труб.
Рассмотрим виды соединений пластиковых труб.
Выбор в пользу того или иного варианта определяется, в первую очередь, исходя из предназначения будущей трубопроводной системы, ее диаметра и типа самого полимерного материала:
В раструб. Торец одной из труб помещается в раструб на конце другой. Место стыка уплотняется при помощи резиновой прокладки и дополнительно обрабатывается герметиком. Такой способ хорошо зарекомендовал себя в строительстве канализационных трубопроводов и иных сетей, в которых носитель распространяется не под давлением.
Фланцевое соединение. Используются приварные втулки, либо накладные стальные фланцы. Наилучший вариант для стыковки металлических и пластиковых участков трубопровода.
Резьбовое соединение. Также применяется при монтаже элементов из пластика и металла.
Стыковка посредством цанг. Удобно соединять изделия небольшого сечения. Монтаж производится обжимными фитингами, оснащенными резиновыми уплотнительными элементами. В процессе обжимки острые металлические зубцы врезаются в верхний слой трубы, создавая надежное соединение.
Использование электромуфт. Приспособление надевается на место стыка, а в момент пропускания через него электрического тока – сжимается. Стык получается достаточно надежным, но использовать такой способ соединения для водопроводных или отопительных сетей не рекомендуется.
Высокотемпературная сварка. Концы скрепляемых изделий расплавляются при помощи специального сварочного аппарата, после чего соединяются. После остывания место стыка не уступает по прочности основному трубопроводу. Сварка может осуществляться при помощи фитингов, либо встык. Последний вариант приемлем только для сетей без сильных перепадов давления.
Склеивание. Также допустимо два варианта: применение холодной сварки, либо специальных клеящих составов, предназначенных для поливинилхлоридных изделий. Первая обеспечивает более надежный контакт, поскольку воздействует на склеиваемые элементы на молекулярном уровне.
Полипропиленовые трубы
Стыковка таких изделий производится исключительно методом сварки. Для соединения двух отрезков трубы обязательно понадобится специальный сварочный аппарат с набором насадок и фитинг подходящей конфигурации – муфта, тройник, уголок и т.п. Помимо этого, желательно вооружиться труборезом и зачисткой (устройством для снятия верхнего армирующего слоя).
Последовательность действий :
Сварочный аппарат прогревается до нужной температуры (значение зависит от сечения трубы).
При помощи зачистки с обоих концов трубы снимается верхний слой в районе места стыка.
Фитинг и отрезок трубы вставляются в разогретую насадку. Здесь очень важно точно соблюсти время выдержки. Если изделия передержать в сварочном аппарате – они могут деформироваться, если недодержать – не обеспечат стыку должную прочность.
Разогретые элементы плотно стыкуются и удерживаются в этом положении до затвердевания пластика.
Выбор способа монтажа зависит от материала труб, конфигурации монтируемой сети назначение трубопровода(безнапорная система или сети с большим давлением) .
Практическое занятие:
ТЕХНОЛОГИЧЕСКАЯ КАРТА СВАРКИ ПЛАСТИКОВЫХ ТРУБ
Использование машины для сварки пластиковых труб.
Время технологических операций сварки полимерных труб, при температуре окружающего воздуха + 20°С, указано в таблице:
| Диаметр труб, мм | Глубина сварки мм | Время нагрева, сек | Технологическая пауза, не более,сек | Время охлажден ия,мин |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | ||
| 25 | 16 | 7 | ||
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20,5 | 12 | ||
| 50 | 23,5 | 18 | ||
| 63 | 27 | 24 | 8 | 6 |
| 75 | 31 | 30 | ||
| 90 | 35,5 | 40 | 8 | |
| 110 | 41,5 | 50 | 12 | 10 |
Подробную информацию необходимо получать от производителя полимерных труб.
Температурная шкала сварочных аппаратов только информативная. Рекомендуется проверять
температуру специальными термоизмерительными приборами.
ПОДГОТОВКА К ЭКСПЛУАТАЦИИ
Извлеките сварочный аппарат из чемодана.
Установите сварочный аппарат на рабочем столе.
Закрепите шестигранным ключом (поставляется в комплекте).
Проследите за тем, чтобы используемый источник электропитания соответствовал требованиям к источнику электропитания, указанным на типовой табличке изделия.
Убедитесь в том, что переключатели находятся в положении «Выкл.». Если Вы вставляете штепсель в розетку, а переключатель находится в положении «Вкл.» аппарат немедленно начнет нагрев, что может привести к серьезным ожогам.
Когда рабочая площадка удалена от источника электропитания, пользуйтесь удлинителем. Удлинитель должен иметь требуемую площадь поперечного сечения и обеспечивать работу электроинструмента заданной мощности.
НАЧАЛО РАБОТЫ
Подключите аппарат к сети питания.
Установите сменные насадки на нагревательном элементе. Подбор сменных насадок нагревательного элемента (штуцера и гильзы) производится в соответствии с размером труб, которые необходимо сварить. Они монтируются на нагревательном элементе с помощью ключа-шестигранника, включенного в комплект поставки. В зависимости от потребности и от модели аппарата на нагревательном элементе может быть одновременно смонтировано несколько сменных насадок.
Установите температуру нагревательного элемента согласно рекомендуемым параметрам в таблице. Для обеспечения требуемого постоянства рабочей температуры на нагревательном элементе аппарат оснащен устройством термостатического регулирования температуры. Фиксировано устанавливается рабочая температура 260 ± 10°С. Обращайте внимание на информацию и рекомендации от изготовителя труб, фитингов, фасонных деталей!
Перед началом работ рекомендуется проверить температуру на рабочих поверхностях сменных насадок, установленных на нагревательном элементе.
Разогрев аппарата
Завод-изготовитель устанавливает температуру аппаратов с нагревательным элементом для сварки пластиковых труб на среднюю температуру сварки для полимерных труб (260°С). В зависимости от материала труб может возникнуть необходимость корректировки этой температуры. В связи с этим перед началом работы необходимо ознакомиться с информацией от изготовителей труб и фасонных деталей!
Рекомендуется также контролировать температуру насадрк нагревательного элемента (нагревательных штуцеров и гильз), например, с помощью электронного термометра с термопарой.
Сварка пластиковых труб
При муфтовой сварке с помощью сменных насадок на нагревательном элементе соединение трубы и фасонной детали производится внахлест.
Конец трубы и муфта фасонной детали доводятся с помощью сменных насадок (в форме штуцера и гильзы), установленных на нагревательном элементе до температуры сварки и затем соединяются. Конец трубы и нагревательный штуцер, также, как и муфта фасонной детали и нагревательная гильза таким образом подогнаны друг к другу по размеру, что возникает необходимое для нагрева соединение.
Конец трубы должен быть срезан под прямым углом и ровно. Эти параметры достигаются с помощью трубных ножниц. Кроме того, с конца трубы должна быть снята фаска для облегчения соединения с муфтой. Для этого используется фаскосниматель (приобретается отдельно).
При очистке сменных насадок обязательно следить за тем, чтобы не повредить инструментом их специальное тефлоновое покрытие, предотвращающее прилипание. К обработанным таким образом поверхностям до начала сварки ни в коем случае не прикасаться.
ТЕХНОЛОГИЧЕСКИЕ ЭТАПЫ СВАРКИ
Разогрев труб и Фасонных деталей
Для разогрева трубу и фасонную деталь быстро насадите в осевом направлении на сменные насадки, закрепленные на нагревательном элементе аппарата до упора, либо до нанесенной на них маркировки и держите в таком положении необходимое время (см. технологическую карту).
Рекомендуется соблюдать время разогрева согласно рекомендациям производителей пластиковых труб.
Во время разогрева тепло проникает в подлежащие спаиванию поверхности соединений, доводя их до нужной температуры.
Операция сварки и Фиксации
После разогрева трубу и фасонную деталь рывком снимите с насадок нагревательного элемента и сразу же без проворачивания до упора вдвигайте друг в друга и фиксируйте (держите) в течение времени, рекомендованного производителями пластиковых труб (см. технологическую карту).
Время между съемом с аппарата и сваркой труб не должно превышать значений, рекомендованных производителями пластиковых труб (см. технологическую карту). В противном случае спаиваемые поверхности будут иметь недостаточную температуру для качественного спаивания.







Полезное для учителя




Распродажа видеоуроков!

1900 руб.
3170 руб.

1670 руб.
2780 руб.

1480 руб.
2460 руб.

1850 руб.
3080 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства