Лекция по дисциплине "Оборудование машиностроительного производства" по разделу "Сварочное оборудование". Предложенный материал раскрывает преимущества автоматической сварки, применяемое оборудование
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Лекция "Автоматическая сварка под флюсом"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Лекция "Автоматическая сварка под флюсом"»
Технология сварки под флюсом и оборудование для неё

Сварка под флюсом – это дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от контакта с воздухом
Сварка под флюсом является одним из основных способов выполнения сварочных работ в промышленности и строительстве.
Она существенно изменила технологию изготовления сварных изделий
Для получения качественных сварных швов взамен электродных покрытий применяют гранулированное вещество, называемое флюсом

По степени механизации процесса различают:
- автоматическую сварку под флюсом;
- механизированную сварку под флюсом.
Автоматическая сварка под флюсом производится при помощи автоматической установки ( сварочная головка или сварочный трактор ). Эта установка подает электродную проволоку и флюс в зону сварки, перемещает дугу вдоль свариваемого шва и поддерживает её горение
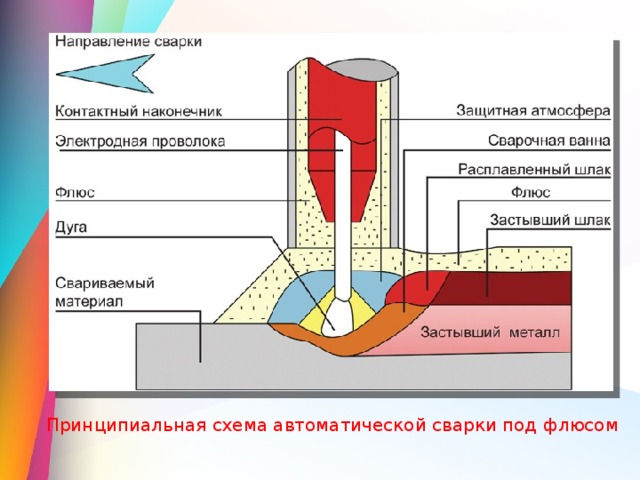
Принципиальная схема автоматической сварки под флюсом
Преимущества автоматической сварки под флюсом:
• Высокая производительность, превышающая ручную сварку в 5-10 раз.
• Высокое качество сварного шва вследствие защиты металла сварочной ванны расплавленным шлаком от кислорода и азота воздуха
• Экономия электроэнергии за счет более полного использования теплоты дуги по сравнению с ручной сваркой.
• При автоматической сварке условия труда значительно лучше , чем при ручной
Недостатки автоматической сварки
• Ограниченная маневренность сварочных автоматов. • Производство сварки главным образом в нижнем положении.
Оборудование для автоматической сварки
- Применяются два вида автоматического оборудования : подвесные (неподвижные и самоходные) головки и сварочные тракторы.
- Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки и флюса в процессе сварки, перемещение сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки
- К автоматам с переменной скоростью подачи , у которых скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения сварочной дуги, относится трактор типа АДС-1000-2 завода «Электрик» (рисунок 1).
- Он имеет два двигателя для подачи проволоки и его передвижения, что усложняет и утяжеляет конструкцию, но делает ее более универсальной. Трактор АДС 1000-2 рассчитан на сварку электродной проволокой диаметром 3-6 мм силой Тока до 1200 А. Скорость сварки равна 15-70 м/ч. Применяется обычно для сварки под флюсом переменным током. В качестве источника питания может использоваться трансформатор ТСД-1000-3. Без флюса и электродной проволоки масса трактора около 60 кг.
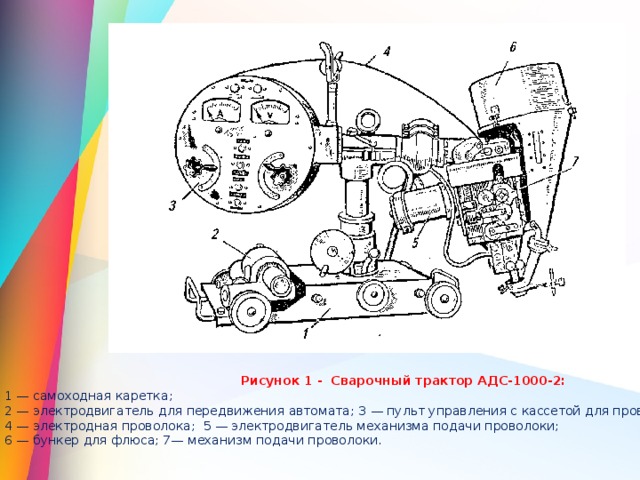
Рисунок 1 - Сварочный трактор АДС-1000-2: 1 — самоходная каретка;
2 — электродвигатель для передвижения автомата; З — пульт управления с кассетой для проволоки; 4 — электродная проволока; 5 — электродвигатель механизма подачи проволоки; 6 — бункер для флюса; 7— механизм подачи проволоки.
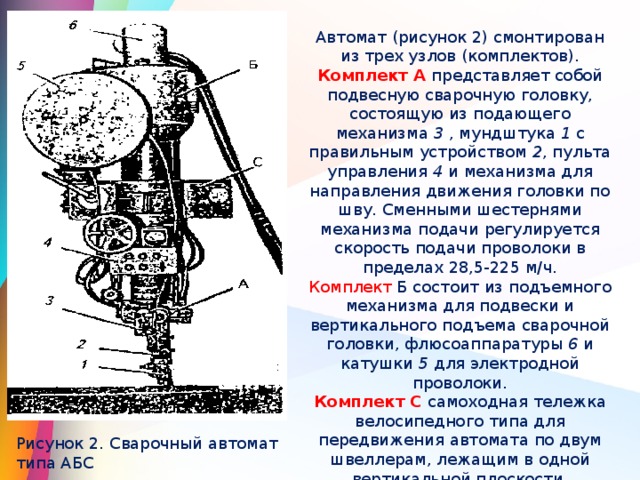
Автомат (рисунок 2) смонтирован из трех узлов (комплектов).
Комплект А представляет собой подвесную сварочную головку, состоящую из подающего механизма 3 , мундштука 1 с правильным устройством 2 , пульта управления 4 и механизма для направления движения головки по шву. Сменными шестернями механизма подачи регулируется скорость подачи проволоки в пределах 28,5-225 м/ч.
Комплект Б состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппаратуры 6 и катушки 5 для электродной проволоки.
Комплект С самоходная тележка велосипедного типа для передвижения автомата по двум швеллерам, лежащим в одной вертикальной плоскости.
Рисунок 2. Сварочный автомат типа АБС
Автомат снабжен шкафом управления, который может использоваться при сварке на переменном и постоянном токе.
Автомат АБС может быть использован в различных вариантах. Например, при сварке кольцевых швов цилиндрических конструкций или наплавке тел вращения автомат может не перемещаться и потребность в узле С отпадает.

Рисунок 3 - Сварочный трактор ТС-17М : 1 – направляющие колёса; 2 – электродвигатель для подачи электродной проволоки и передвижения трактора; 3 – ведущие колёса; 4 – пульт с кнопками управления; 5 – кассета с электродной проволокой; 6 – электроизмерительный прибор; 7 – электродная проволока; 8 – бункер для флюса; 9 – механизм подачи проволоки; 10 – мундштук.
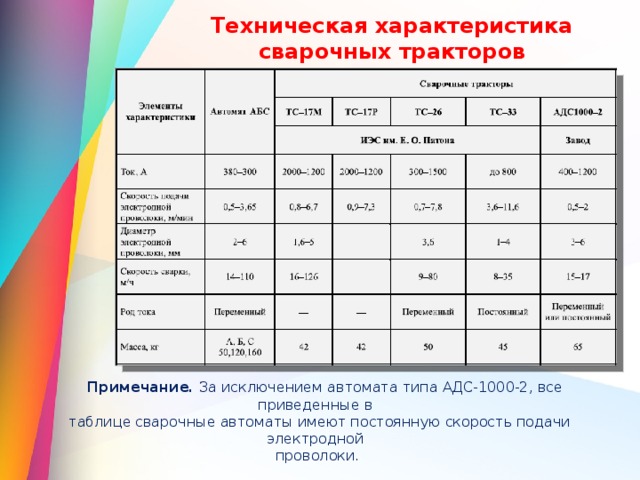
Техническая характеристика сварочных тракторов
Примечание. За исключением автомата типа АДС-1000-2, все приведенные в таблице сварочные автоматы имеют постоянную скорость подачи электродной проволоки.
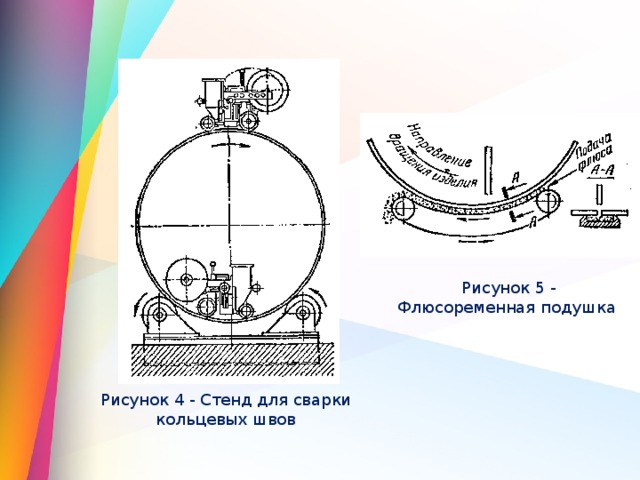
Рисунок 5 - Флюсоременная подушка
Рисунок 4 - Стенд для сварки кольцевых швов







Полезное для учителя


Распродажа видеоуроков!

1730 руб.
2660 руб.

1510 руб.
2320 руб.
1290 руб.
1980 руб.

1700 руб.
2620 руб.
Курсы ПК и ППК для учителей!

800 руб.
4000 руб.

800 руб.
4000 руб.

800 руб.
4000 руб.

2760 руб.
13800 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства