Экспериментально-исследовательская работа "Сварка сосудов высокого давления" Научный руководитель Пономаренко С.А.
Экспериментально-исследовательская работа "Сварка сосудов высокого давления" Научный руководитель Пономаренко С.А.
Сварка такой же необходимый технологический процесс, как и обработка металлов, резанием, литье, ковка, штамповка. Перспективы сварки, как в научном, так и в техническом плане безграничны. На предприятиях промышленности нашей области широко применяются аппараты, сосуды и коммуникации, работающие под давлением. Среди них встречаются стационарные и транспортируемые сосуды (цистерны, баки, баллоны), трубопроводы, компрессорные установки, насосы, газгольдеры и ресолверы. Перечисленные системы могут храниться, транспортироваться и эксплуатироваться вместе со сжиженными, сжатыми и растворенными ядовитыми и взрывоопасными газами. Одним из важных условий предупреждения аварий, отравлений и взрывов - герметичность аппаратуры. Причинами взрывов аппаратов могут быть: потеря прочности вследствие перегревов, коррозии, срыва болтов и крышек люков, разрывов или вспучивания стенок и днищ, резкое изменение давления и температуры в сосудах, неправильное изготовление и эксплуатация сосудов, нарушение технологического режима, неисправность арматуры и приборов. Это еще раз доказывает важность изучения и проведения сварочных работ при конструировании и производстве сосудов высокого давления. Сварка и ремонт стыков автоматической сваркой под флюсом на постоянном токе, создаёт условия для формирования более качественного сварного соединения, в связи с этим, данная тема актуальна и в нашем регионе.
Цель: спроектировать технологический процесс сборки и сварки сосудов высокого давления.
Задачи:
Выбор источника питания, оборудования и сварочных материалов.
Разработка технологии сварки.
Выбор и расчет параметров режима сварки сосуда высокого давления.
Описать технику безопасности при сварке и опасные производственные факторы
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Экспериментально-исследовательская работа "Сварка сосудов высокого давления" Научный руководитель Пономаренко С.А.»
Введение
Сварочное производство – комплексное производство, включающее в себя основные операции (сборку, сварку, правку, термообработку, отделку сварных конструкций.); вспомогательные операции (транспортные, наладочные, контрольные и т.п.) и операции обслуживания (например :ремонтные ). Несварочные операции в сварочном производстве составляют в среднем 70% общей трудоемкости работ сварочных цехов. При осуществлении собственно сварочных операций, в том числе при применении механизированных методов сварки, выполняются вспомогательные приемы по установке и кантовке изделий под сварку, зачистке кромок и швов, сбору флюса, установке автомата в начале шва, отводу автомата или перемещению изделия и др. На выполнение этих приемов приходиться в среднем 35% трудоемкости собственно сварочных операций. Отсюда следует, что комплексная механизация сварочного производства имеет чрезвычайно важное значение, так как механизация только самого процесса сварки не может обеспечить высокий уровень механизации сварочных цехов.
1. Теоретическая часть
1.1 Требования, предъявляемые к конструкции
Балки - конструктивные элементы сплошного или сварного сечения, работающие на изгиб. Балки - входят в состав конструкций машин и сооружений. Они представляют собой основные элементы рам различного назначения, например рамы перекрытия и мостов. Большие применение имеют балки кранов, вагонов, станин, а так же металлических каркасов зданий, двутавровые балки и коробчатые с измененным поперечным сечением. Сварочные двутавры целесообразны и экономичны. Они позволяют изготовить профили с различными отношениями Jх/JУ, с разной шириной и толщиной вертикальных листов, а так же горизонтальных. Стойкость сварного двутавра высокого номера. При проектирование конструкций сварных балок учитывают следующие требования: Жесткость конструкции при условии наименьшего условия балки. Расчетные напряжения в балке не должны превышать допускаемых значений. Вес балки, удовлетворяющие всем требованиям эксплуатации, тем более рационально спроектирована конструкция. Устойчивость. Местную для отдельных частей балки, а так же для всей конструкции в целом. Рациональность сварных изделии. Соединения балок должны быть технологичными в изготовке, то и есть простыми и экономичными в изготовлении. Соответствии требованиям общей компоновке всего сооружения и машины, в состав которых в качестве элемента входит рассматриваемая балка. Балки применяются для конструкций большой грузоподъемности.
Поясные швы балки свариваются автоматической сваркой под флюсом. Это наиболее производительный способ электродуговой сварки; его применяют для прямолинейных стыковых швов длиной более 500 мм, продольных и кольцевых швов листовых конструкций и угловых швов длиной более Зм. Сварку производят голой электродной проволокой. Место сварного шва покрывают ровным слоем флюса толщиной 30–40 мм. Мощность сварочной дуги при автоматической сварке 40–60 квт – это в 6–7 раз больше, чем при ручной. При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом. Под действием тепла сварочной дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве, шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Неизрасходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшей сварке.
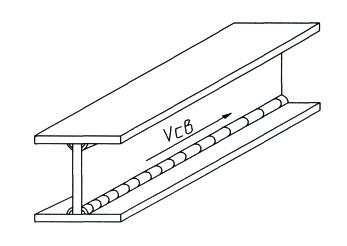
Рисунок 1. Обратно ступенчатый способ сварки двутавра.
По длине сварные швы выполняются обратно ступенчатым способом от середины к края.
Технико-экономические показатели способа
Максимальная скорость сварки однофазной дугой под флюсом при удовлетворительном формировании шва -70 м/ч. Производительность механизированной сварки под флюсом 6–21 кг/ч. Коэффициент наплавки 14–18 г./(А.ч). Потери на угар и разбрызгивание составляют 1–3%. Электродная проволока.
Для сварки низколегированной стали используют проволоку марки Св -08Г2С. Проволока должна быть хорошо очищена от ржавчины, жиров, грязи и не иметь резких перегибов, затрудняющих ее подачу.
1.2 Техническая характеристика оборудования, необходимого для изготовления конструкции
Для сварки двутавровой балки выбираем АСУ-5.
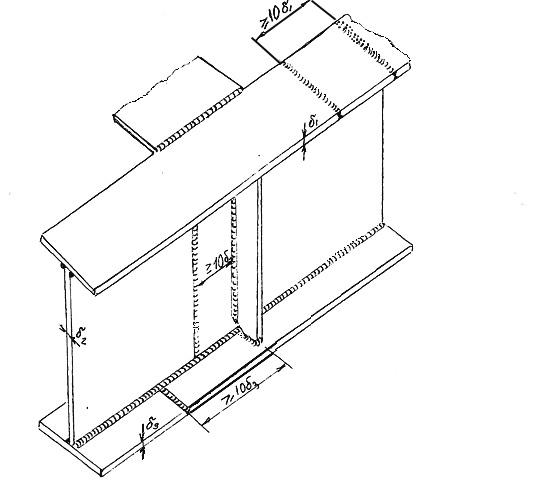
Автомат сварочный угловой АСУ-5, предназначен для электродуговой сварки плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых ребер жесткости (РЖ) высотой более 170 мм, при этом:
минимальное расстояние между осями ребер жесткости – 450 мм;
радиус кривизны ребер жесткости более 2 м;
угол, определяющий взаимное положение ребер жесткости и корпусной конструк-ции, может меняться в пределах от 72° до 108°;
ребра жесткости могут быть с поперечным сечением в виде «бульбообразного» профиля №18…№24б или таврового сечения
Вид климатического исполнения автомата - У3.1 ГОСТ 15150-69. Автомат пред-назначен для работы в закрытых помещениях с естественной вентиляцией на высоте не более 1000 м над уровнем моря в районах умеренного климата при температуре окружающего воз-духа от минус 10°С до плюс 40 °С с относительной влажностью не более 80% при темпера-туре плюс 20°С.
Окружающая среда должна быть невзрывоопасной, не должна содержать агрессивные газы и пары в концентрациях, разрушающих металлы и изоляцию, не должна быть насыщена токопроводящей пылью и водяными парами.
В состав трактора входят следующие механизмы и устройства (см. рисунок 2):
Тележка 1
Механизм подачи проволоки 2
Канал 3
Бункер 4
Указатель 5
Кронштейн 6
Кассета 7
Пульт управления 8
Разъем электрический 9
Рисунок 2. АСУ-5.
Таблица 1. Характеристики АСУ-5.
Наименование параметра
Норма
Напряжение питающей сети при частоте 50 Гц, В
3 х 380
Номинальное напряжение «трактора» от однофазной сети ча-
стотой 50 Гц, В
42
Номинальный сварочный ток (при продолжительности вклю-
630
чения *), А
Пределы регулирования сварочного тока, А
Определяются используемым
источником питания
Диаметры электродной проволоки, мм
2,0 … 3,0
Пределы регулирования скорости подачи
электродной проволоки, м/ч (м/мин)
120 …720 (2,0 … 12,0)
Пределы регулирования
скорости сварки, м/ч (м/мин)
12…60 (0,2…1,0)
Пределы регулирования времени растяжки дуги, с
0,1 … 1,2
Угол поворота сварочной головки
вокруг горизонтальной оси, град
±30
Ход регулировки сопла, мм
80
Ход поперечной регулировки сопла, мм
40
Межосевое расстояние колёс, мм
500
Колёсная колея, (внутренний размер), мм
120
Вместимость кассеты, не более, кг
5
Вместимость бункера, дм3
3
Максимальный боковой наклон трактора, град.
25
Масса трактора (без кассеты с проволокой и пульта дистан-
28
ционного управления), не более, кг
Источник питания.
Выпрямитель сварочный типа ВДУ-506 С
Общие сведения
Выпрямитель типа ВДУ-506 С У3.1 предназначен для ручной дуговой сварки на постоянном токе штучными металлическими электродами, а также для комплектации полуавтоматов для механизированной сварки в среде защитных газов изделий из легированных и коррозионно-стойких сталей. Выпрямитель может использоваться также для работы в составе автоматов, роботов и манипуляторов.
Рисунок 3.
Структура условного обозначения ВДУ-506 С:
ВД - выпрямитель для дуговой сварки;
У - универсальный;
5 - номинальный сварочный ток, сотни ампер;
06 - регистрационный номер;
С - условное обозначение фирмы-изготовителя;
У3.1 - климатическое исполнение и категория размещения по ГОСТ
15150-69 и ГОСТ 15543.1-89.
Условия эксплуатации
В закрытых помещениях.
Высота над уровнем моря не более 1000 м.
Температура окружающей среды от минус 10 до 40°С.
Относительная влажность воздуха не более 80% при температуре 20°С.
Окружающая среда невзрывоопасная, не содержащая токопроводящей пыли, агрессивных газов и паров в концентрациях, разрушающих металлы и изоляцию.
Группа механического исполнения М1 по ГОСТ 17516.1-90.
Эксплуатация выпрямителя должна осуществляться в соответствии с требованиями действующих "Правил технической эксплуатации электроустановок (ПТЭ)", "Правил техники безопасности при эксплуатации электроустановок потребителей (ПТБ)" и ГОСТ 12.3.003-86.
Выпрямитель соответствует требованиям ТУ У 12-20732066-043-96 ЕВГИ.435311.005 ТУ.
Нормативно-технический документ
ТУ У 12-20732066-043-96 ЕВГИ.435311.005 ТУ
Технические характеристики
Выпрямитель имеет жесткие (ЖХ) и падающие (ПХ) внешние характеристики.
При работе с автоматом используются жесткие характеристики. Основные параметры выпрямителя
Таблица 2. Характеристики ВДУ-506 С
Наименование параметра
Значение параметра для
ЖХ
ПХ
Номинальное напряжение трехфазной питающей сети, В
380
Частота питающей сети, Гц
50
Номинальный сварочный ток, А
500
Номинальная продолжительность нагрузки ПН при длительности цикла сварки 10 мин, %
60
Диапазон регулирования сварочного тока, А
50–500
60–500
Первичный ток, А, не более
85
80
Номинальное рабочее напряжение, В
50
46
Диапазон регулирования рабочего напряжения, В
18–50
22–46
Напряжение холостого хода, В, не более
85
Потребляемая мощность, кВ·А, не более
34
30
Крутизна наклона внешних характеристик, В/А, не более
0,04
0,14
КПД, %, не менее
75
Масса, кг, не более
270
При номинальном напряжении сети выпрямитель обеспечивает легкое зажигание и устойчивое горение дуги на любой внешней характеристике и любом токе во всем диапазоне регулирования сварочного тока. При этом падение напряжения в соединительных проводах сварочной цепи должно быть не более 4 В.
Гарантийный срок - 2 года со дня ввода выпрямителя в эксплуатацию, но не более 2,5 лет со дня отгрузки с предприятия-изготовителя.
Выпрямитель состоит из понижающего силового трансформатора, силового блока тиристоров с уравнительным реактором, дросселя сварочной цепи, пускорегулирующей и защитной аппаратуры, блока управления.
В выпрямителе имеется ниша для размещения блока управления полуавтомата.
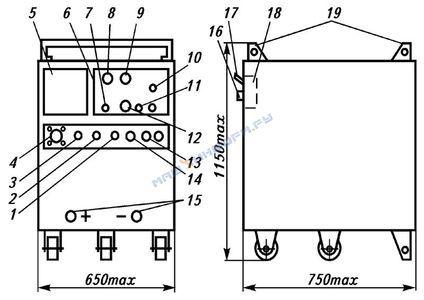
Общий вид выпрямителя и габаритные размеры приведены на рисунке 4 .
Рисунок4. Общий вид и габаритные размеры (максимальные) выпрямителя типа ВДУ-506 С У3.1:
1 - лампочка "ПЕРЕГРУЗКА";
2 - лампочка "СЕТЬ";
3 - разъем "~36 В" для подключения подогревателя газа;
4 - разъем для подключения цепи управления полуавтомата;
5 - ниша для размещения блока управления полуавтоматом;
12 - ручка резистора для регулирования выходных параметров;
13 - кнопка вентилятора "СТОП";
14 - кнопка вентилятора "ПУСК";
15 - разъемы для подключения сварочных кабелей;
16 - болт заземления;
17 - автоматический выключатель;
18 - место подсоединения сетевых проводов;
19 - ручки для транспортирования
Регулирование сварочного тока и напряжения плавное во всем диапазоне, за счет изменения угла открытия тиристоров. Выпрямитель обеспечивает бесступенчатое изменение индуктивности в сварочной цепи.
Включение выпрямителя и регулирование режима сварки могут производиться непосредственно с выпрямителя или дистанционно с пульта управления сварочного полуавтомата или автомата.
Выпрямитель обеспечивает автоматическое регулирование индуктивности, что позволяет осуществлять качественную сварку во всем рабочем диапазоне, в особенности на малых токах.
Охлаждение выпрямителя воздушное принудительное с помощью вентилятора.
Для перемещения выпрямителя предусмотрены колеса и ручки.
Примечание. При поставке с полуавтоматом выпрямитель снабжается вспомогательным источником питания цепей управления сварочного полуавтомата и подогревателя газа. Токовые вставки устанавливаются на сварочные кабели
1.3. Техническая характеристика, применяемых материалов
Для изготовления двутавровой балки выбираем Ст3 по ГОСТ 380-2005 Сталь Ст3 конструкционная углеродистая обыкновенного качества. Выбор производится с учетом характера нагрузок, условий работы конструкции и её экономичности. Конструкция должна удовлетворять условиям жесткости, прочности и выносливости.
Таблица 3. Химический состав стали Ст3 ГОСТ 380-2005
Марка
С%
Si%
Mn%
S%
P%
Ст3
0,14 - 0,22
0,15 - 0,3
0,4 - 0,65
до 0,05
до 0.04
Таблица 4. Механические свойства стали Ст3 ГОСТ 380-2005
Марка
GВ МПа
Бs%
Ст3
380-490
26
Сталь Ст3 хорошо сваривается, сварка производится без подогрева и без последующей термообработки,
Сварочные флюсы
Сварочный флюс – один из важнейших элементов, определяющих качество металла шва и условия протекания процесса сварки. От состава флюса зависят составы жидкого шлака и газовой атмосферы. Взаимодействие шлака с металлом обуславливает определенный химический состав металла шва. От состава металла шва зависят его структура, стойкость против образования трещин. Флюсы выполняют следующие функции: физическую изоляцию сварочной ванны от атмосферы, стабилизацию дугового разряда, химическое взаимодействие с жидким металлом, легирование металла шва, формирование поверхности шва. Для сварки строительных конструкций применяют плавленые и керамические флюсы. Керамические флюсы – механическая смесь тонкомолотых компонентов, связанных жидким стеклом в единую массу, из которой путем грануляции получены зерна размером 1,5–2 мм.
Зерна прокаливают в электрической печи. Наиболее широко применяют для сварки низколегированной стали флюсы: АН-348-А, ОСЦ-45, АН-60, АН-348АМ по ГОСТ 9087–81 в сочетании с проволокой Св -08 А, Св – 08 ГА, Св – 10Г2 по ГОСТ2246–70.
Для сварки стали Ст3 выбираем флюс АН-348А.
Назначение сварочного флюса АН-348А
Предназначен для механизированной сварки и наплавки конструкций из низкоуглеродистых нелегированных и низколегированных сталей, нелегированной и низколегированной проволокой марок СВ-08, СВ-08ГА, S1, S2 при температурах эксплуатации конструкций до – 40 0С. Флюс с содержанием Fe2O3 на верхнем пределе 2-2,5% рекомендуется только для сварки кремний- и марганце содержащими проволоками. Флюс АН-348 А с зерном 0, 35-3, 0 мм применяют для автоматической сварки сварочной проволокой диаметром 3 мм и более. Флюс АН-348А более чувствителен к коррозии, чем ОСЦ-45, но выделяет значительно меньше вредных фтористых газов. Флюс АН 348А применяют как сыпучее вещество при автоматической и полуавтоматической дуговой и электрошлаковой сварке, под слоем флюса ан-348 горит сварочная дуга или происходит процесс электрошлаковой сварки.
Сварочная проволока.
Проволока СВ - 08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке. Ее аббревиатура расшифровывается так: СВ — обозначает назначение для сварки; 08 — количество углерода в процентах (С=0,08%); Г — наличие в составе марганца; 2 — количество марганца в процентах. С — наличие в составе кремния, не более
В состав продукции в соответствии с нормативной документацией должны входить: С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S
Рисунок 5.СВ-08Г2С
Проволока СВ-08Г2С используется для сварки углеродистых и низкоуглеродистых марок сталей, которые имеют широкое назначение. Они применяются в машиностроительной отрасли, кораблестроении, а также в строительстве, при ремонте различных изделий из углеродистых сталей. Особенно востребованной является проволока с медным покрытием. Такое покрытие значительно увеличивает проводимость тока за счет уменьшения контактного сопротивления. Это дает возможность поддерживать равномерную дугу сварки и повышать качество сварного шва за счет отсутствия окисления. Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров.
2 Проектная часть
2.1 Технология производства
Наиболее широкое применение имеет двутавровый профиль с поясными швами, выполняемыми обычно автоматами под флюсом. Обычно двутавр собирают из трех листовых элементов. При их заготовке, помимо правки, резки и зачистки кромок, часто предусматривают сборочную и сварочную операции для получения листового элемента требуемой длины и ширины. В этом случае к стыковым соединениям предъявляется требование полного и надежного проплавления с хорошим формированием усиления и проплава шва. Поэтому сварка, как правило, производится с двух сторон. Первый слой целесообразно сваривать на флюсовой подушке. В этом случае требования к точности сборки менее жестки, чем при сборке под сварку первого слоя на весу.
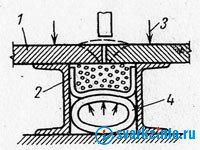
Схематически устройство флюсовой подушки показано на рис.6. Листы 1 укладываются на стеллаж так, чтобы стык располагался над флюсовой подушкой, представляющей гибкий короб 2, закрепленный между балками стенда и заполненный флюсом. Прижимами 3 листы плотно прижимаются к стенду, подачей сжатого воздуха в шланг 4 создается равномерное поджатие флюса по всей длине стыка. Часто используют флюсомагнитные подушки, в которых листы к стенду прижимаются магнитами. Для обеспечения высокого качества выполнения сварного шва на всей его рабочей длине применяются заходная и выходная планки.
Рисунок 6. Схема сварки листов встык на флюсовой подушке
Сборка балки должна быть достаточно точной; особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки
На рисунке 7 показан кондуктор с винтовыми прижимами для сборки двутавровых балок. Основание выполнено в виде жесткой сварной рамной конструкции, состоящей из продольных и поперечных балок 1 и 3. Упоры 8 и прижимы 2 установлены на поперечных балках, продольные балки заделаны в фундамент. Подача длинных и гибких элементов балки в кондуктор осуществляется мостовым краном сверху с помощью жесткой траверсы со специальными захватами. Вертикальная стенка укладывается на продольные швеллеры 5 и 7, после чего устанавливаются полки, и детали плотно прижимаютсядруг к другу винтами 4. Прихватки обычно становятся только с одной стороны сверху, их размеры и расположение должны обеспечить жесткость и прочность балки при извлечении из приспособления краном и переносе к месту сварки.
Рисунок 7. Кондуктор для сборки двутавровых балок
Для обеспечения прямолинейности собираемого двутавра верхние полки поперечных балок приспособления располагаются в одной плоскости, а упоры 5 выставляются по прямой линии. Симметрия расположения стенки относительно полок обеспечивается настройкой поддерживающих винтов 9. Настройку на определенный типоразмер Н можно выполнять перестановкой прижимов 2, а также швеллера 5 за счет проставки 6. Для этого в поперечных балках кондуктора следует предусмотреть ряд отверстий под болты крепления прижимов 2 и гаек 10.
Эффект использования сборочного приспособления существенно зависит от быстрого действия и надежности механизма зажатия элементов. Закрепление и освобождение элементов балки по всей длине с помощью винтов занимает много времени. Значительно производительнее и удобнее в работе приспособления, оснащенные пневматическими зажимами с питанием от заводской сети сжатого воздуха. В этом случае зажатие и освобождение балки осуществляется переключением крана подачи воздуха. Обеспечение взаимной перпендикулярности полки и стенки при сборке требует поступательного перемещения зажимающего элемента. Это можно осуществить либо путем жесткого крепления прижимов на штоках цилиндров, либо прямолинейными направляющими прижимов с шарнирным креплением последних к штокам цилиндров (рисунок 8).
Рисунок 8. Способы укладки швов
Для сварки балок малой жесткости можно использовать кантователь с жесткой рамой 1, опирающейся на две неподвижные опоры 2 с помощью цапф 3 Весьма прост цепной кантователь (рисунок 9). Он состоит из нескольких фасонных рам 5, на каждой из которых смонтированы две цепные звездочки (холостая 1 и ведущая 4) и холостой блок 6. Свариваемая балка 3 укладывается на провисающую цепь 2. Ведущие звездочки имеют общий приводной вал и обеспечивают поворот балки в требуемое положение. Следует иметь в виду, что такой кантователь не обеспечивает жёсткого и неизменного положения
свариваемой конструкции, и поэтому во избежание смещения сварочной дуги с кромок детали сварку целесообразно производить сварочной головкой, перемещающейся непосредственно по балке. В некоторых случаях для сварки балок удобны кантователи на кольцах Собранная балка укладывается на нижнюю часть кольца 1, откидная часть 2 замыкается с помощью откидных болтов 3, и балка закрепляется системой зажимов 4.
Рисунок 9. Схема кантователя с жесткой рамой
Сварные двутавровые профили широко используют в строительстве и машиностроении, тавровые профили — в судостроении. При изготовлении их мелкими партиями заводы вынуждены использовать примитивную малопроизводительную оснастку, и такие профили обходятся сравнительно дорого. Серийное производство сварных профилей в поточных линиях позволяет поднять производительность труда и снизить стоимость балок. Такие поточные линии могут оснащаться либо автоматизированными установками непрерывного действия, либо рядом специализированных приспособлений и установок, последовательна выполняющих отдельные операции при условии комплексной механизации всего технологического процесса.
Рекомендуемые схемы сварки двутавровых балок. Сварку балки с разделкой кромок на вертикальных стенках с двумя поясами производить согласно (рисунок 10), предварительно разметив на участки длиной не более 300 мм: в последовательности: 1-1, 2-2', 3-3', и т.д. Выполнить 1-й проход сварного щва №1 обратно-ступенчатым способом от середины к краям с разбивкой на n равных частей. После заварки 1-го прохода св.шва №1 сборочная единица кантуется на 180° и выполняется сварка 1-го прохода сварного шва №2.
Сварка последующих проходов сварных швов №1 и №2 выполняется в последовательности 3-4, 5-6, 7-8 до получения заданных геометрических размеров сварного шва (рисунок 11).
Рисисунок 10. Cварка первого шва
Рисунок 11. Сварка заполняющих швов автоматом Рисунок 12. Сварка балки с t8 мм.
Рисунок 13. Взаимное расположение швов.
Сборка балок.
Подготовленные заготовки (полосы) укладываются с помощью крана на входной конвейер сборочного стана, позиционируются и фиксируются с помощью комплектов роликов сборочного стана. Затем сборочный стан, в соответствии с исходными параметрами стенки и полок, производит центрирование и гидравлическое обжатие заготовок, производится сварка балки прихватками по всей длине.
Процесс сборки:
Описание кантователя и рисунок
Кантователь сборно-сварочный КЦ-4 предназначен для установки деталей прямоугольной, квадратной или круглой формы в поперечном сечении (например балки, трубы, колонны, металлоконструкции и т. д. в положение, удобное для выполнения сварочных, сборочных и других работ, требующих ее поворота вокруг горизонтальной оси на любой угол
Рисунок 14. Кантователь.
сборка профиля T-образной; к нижней полке двутавра приваривается на прихватках стенка двутавра под углом 90°
собранная тавровая конструкция при помощью крана кантуется на 180° и возвращается на входной рольганг сборочного стана;
происходит сварка прихватками второй полки двутавра.
Сварка поясных швов
Во время сварки поясных швов балка располагается на стапелях портальной сварочной установки под углом 45 градусов (тип шва «в лодочку»). Данная технология обеспечивает хороший провар и плавный переход сварочного шва к основному металлу. На портальной сварочной установке смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении и производят сварку одновременно с движением портала по рельсам .
Сварочные головки оснащены лазерной системой слежения за положением сварного шва,. Также на установке располагается система подачи, фильтрации и уборки сварочного флюса. В процессе сварки поясных швов установленные ранее прихватки переплавляются и становятся частью сварного шва.
Правка грибовидности полок
Во время сварки поясных швов непременно возникает нарушение “геометрии” полок балки -“грибовидность”, которая появляется в результате неравномерного нагрева металла по ширине полки.
Станок для правки сварных двутавровых балок предназначен исправлять эту деформацию, путем ее прокатки через систему роликов, используя при этом свойства упругости металла. Данный способ правки исключает повреждение готовой балки, а также не воздействует на поясные швы и исключает возникновение трещин в сварных швах.
Сборка и обварка металлоконструкций
Для производства металлоконструкций, кроме сварной двутавровой балки, также часто используются горячекатанные двутавры, швеллер, уголки, профильные и круглые трубы.
Заготовка элементов из горячекатанного проката производится на ленточнопильных станках, которые позволяют осуществлять резку элементов не только под прямым, но и под заданным углом.
Сборка конструкций производится в соответствии с требовании чертежей на конкретный элемент. После сборки конструкций на прихватках и контроля правильности геометрии, элементы передаются на окончательную обварку, производимую полуавтоматической сваркой в среде защитного газа.
2.2 Режимы сварки
Берём 3 мм проволоку т.к. наша толщина стали равна 10 мм
Iсв=
Скорость подачи сварочной проволоки, м/ч
Vпр=
где, αр– коэффициент расплавления сварочной проволоки, г/Ач для переменного тока определяется по формуле :
αр= 2+;
Iсв – сила сварочного тока, А;
π– 3,14;
dпр– диаметр сварочной проволоки, мм;
ρ – плотность металла г/см3, (для стали ст3=7,8г/см3);
αр= 2+
Vпр=
Скорость сварки, м/ч
Vсв=
где, αн – коэффициент наплавки, г/Ач;
αн= αр;
Коэффициент наплавки для постоянного тока αр рассчитывается по формуле:
αр = 2+;
αр = 2+
Iсв– сила сварочного тока, А;
Fβ– площадь поперечного сечения одного валика, см2, принимаем равным 0,4см2;
ρ – плотность металла г/см3, (для стали Ст3=7,8г/см3);
Vсв=
Объем наплавленного металла, см3
Vн = Fн×h;
где, Fн – площадь наплавленной поверхности, см2;
h- высота наплавленного слоя, мм;
Vн = 0,8×1,6 = 1,3см3
Масса наплавленного металла, г
Gн= Vн×ρ;
где, Vн – объем наплавленного металла, см3;
ρ – плотность металла г/см3, (для стали Ст3=7,8г/см3);
Gн =1,3 ×7,8 = 9,98г.
Выполним расчёт общей массы наплавленного металла на корпусные швы Lшва=31,8 м
Gобщ.н=Gн×Lшва
Gобщ.н=9,98×31,8=317,5 кг.
Расход сварочной проволоки, г
Gпр = Gн×(1+ψ);
где, Gн – масса наплавленного металла, г;
ψ – коэффициент металла на угар и разбрызгивание, принимается равным 0,02-
0,03;
Gпр= 9,98×(1+0,03) = 10,3г
Расход флюса, г/пог. м
Gф=;
где Uд – напряжение на дуге, В,
Зависимость напряжения дуги от силы тока;
Vсв– скорость сварки, м/ч;
Gф= =1933,3
Выполним расчёт общей массы флюса
Gобщ.ф=Gф× Lшва=1933,3×2=3866,6г/пог. м
3. Охрана труда и промышленная безопасность
3.1 Требования безопасности при проведении сварочных работ
Техника безопасности — совокупность организационных и технических мероприятий, направленных на создание норм безопасных условий труда. Ввиду повышенной опасности при проведении сварочных работ, соблюдение этих требований становится наиболее актуальной. Основными вредными производственными факторами, которые могут стать причиной травм при сварке, являются: поражение электрическим при электросварке; воздействие электрической дуги на органы зрения и кожные покровы; выделяющиеся вредные газы, испарения и пыль, отравляющие организм при сварке; взрывы ацетиленовых генераторов и баллонов сжиженных газов, приводящие к различным травмам; механические травмы, полученные в процессе сборочно-сварочных работ; опасность радиационного заражения, связанного с контролем сварных швов. Основным документом, регламентирующим стандарты безопасности является ГОСТ 12.3.003-86 (Система стандартов безопасности труда. Работы электросварочные). Используемое оборудование должно соответствовать требованиям ГОСТ 12.2..003-91; ГОСТ 12.2.049-80 на основании норматива, приведенного выше. Безопасность в работе электротехнических устройств регламентирована ГОСТом 2.312-75, требования к электробезопасности и безопасной эксплуатации прописаны правилах устройства электрооборудования (ПУЭ) и правилах технической эксплуатации электроустановок потребителей (ПТЭЭП) соответственно. Содержание 1 Требования при приеме на работу 2 Защита зрения и открытой поверхности кожи 3 Электробезопасность при выполнении сварочных работ 4
Правила безопасности при ручной дуговой сварке Требования при приеме на работу При трудоустройстве каждый сварщик проходит вводный инструктаж, задачей которого является разъяснение техники безопасности и правил работы с оборудованием. Обязательным является проверка знаний по технике безопасности электробезопасности. К сварочным работам ручной дуговой сваркой допускаются лица, достигшие возраста 18- ти лет, прошедшие специальное обучение и имеющие удостоверение на право проведения работ по сварке. Группа по электробезопасности не ниже второй, которая проверяется ежегодно в составе комисси во главе с главным энергетиком предприятия с пятой группой. По результатам проверки сварщикам продляются на год удостоверения второй квалификационной группы по электробезопасности. Рекомендуем! Как получить НАКС Защита зрения и открытой поверхности кожи Сварочная дуга является источником трех видов излучения: Световое. Источник слепящего действия. Ультрафиолетовое. Вызывает боль и резь в глазах при сварке, становится причиной электроофтальмии, а также приводит к ожогам кожи. Инфракрасное. Является причиной помутнения хрусталика глаза( катаракты). Вредные газы, выделяющиеся при проведении сварочных работ, оказывают негативное воздействие на организм, вызывая головные боли, Средства защиты сварщика рвоту, слабость, тошноту и пр., Помимо этого, отравляющие вещества имеют особенность откладываться в тканях организма человека и стать причиной хронических заболеваний. Наиболее вредной считается сварка покрытыми электродами, где количество выделяющихся вредных примесей значительно выше других методов. Внимание! Концентрация марганца в воздухе не должна превышать значения 0,3 мг/м3, иначе возможны серьезные заболевания центральной нервной системы.
Для борьбы с этими негативными явлениями разрабатываются мероприятия, направленные на улучшение условий труда: применение защитных сварочных масок; использование местной и общеобменной системы вентиляции; замена вредных сварочных материалов на менее токсичные( к примеру, электроды с кислым покрытием заменяются на электроды с обмазкой из рутила со сниженным содержанием марганца в составе обмазки); применение
индивидуальных средств защиты в особо опасных ( противогазы, респираторы) механизация и автоматизация сварочного процесса, снижающая нахождение человека в зоне сварки.
Электробезопасность при выполнении сварочных работ Электробезопасность обеспечивается выполнением следующих мероприятий: Корпуса сварочных аппаратов, машин и установок должны быть надежно заземлены; Обязательно проверять целостность изоляции кабелей, сварочного инструмента и оборудования перед выполнением сварочных работ; Перед длительными перерывами источники сварочного тока следует отключать; Обращать внимание на сварочные провода при перемещении аппарата, не допускается их перекручивание, повреждение изоляции и прикосновение с водой, маслами и другими опасными объектами. Запрещается работать в мокрых рукавицах, спецодежде, обуви. Рекомендуем! Образец правильного заполнения журнала по сварочным работам Правила безопасности при ручной дуговой сварке Совокупность приведенных выше мероприятий позволяет сформулировать общие требования техники безопасности при ручной дуговой сварке: Аккуратно подключать сварочный аппарат к электрической сети, и иметь ввиду, что безопасным напряжением считается значение не выше 12 в. Не использовать очень длинные питающие провода, длина должна быть не более 10 метров. Запрещена работа под дождем и снегом, возможно использование сварки под навесом. Сварка в условиях повышенной влажности требует особых навыков и опыта. Не отвлекайтесь во время работы, контролируйте процесс зажигания дуги и ее горения — стадия повышенной опасности; Всегда используйте защитную одежду, обувь и рукавицы, не подвергайте открытые участки тела опасности попадания брызг расплавленного металла; Запрещается работа без сварочной маски или щитка; Использование респиратора желательно даже при работе на открытом воздухе; При сварочных работах на высоте пользуйтесь страховочными приспособлениями- страховкой, монтажным поясом.
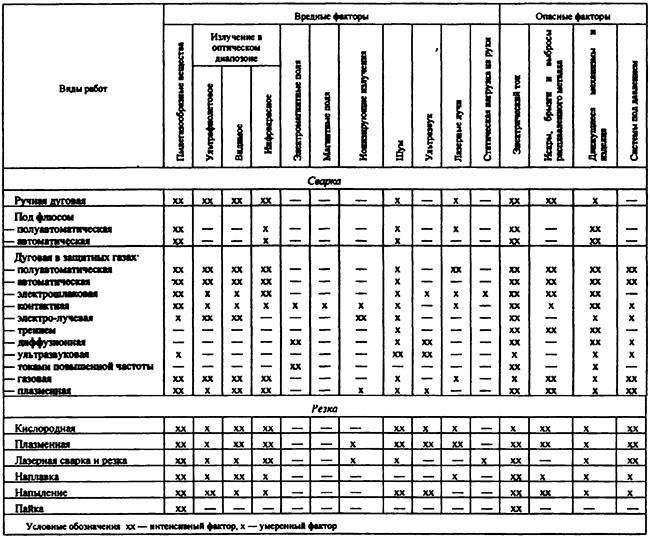
3.2. Опасные и вредные производственные факторы сварочного производства.
Сварка, наплавка, резка, напыление и пайка металлов сопровождаются наличием ряда вредных и опасных производственных факторов. Сварочные работы могут проводиться на механизированных линиях или конвейерах, на стапелях, открытом воздухе или в помещениях, на различных высотах, под водой и даже в космосе.
Практически при всех видах сварки, при резке и наплавке присутствуют такие опасные факторы, как пыль, газ, световое излучение, высокая температура, тепловое и ультрафиолетовое излучения. Наличие при сварке горючих газов может привести к химическому взрыву, а эксплуатация сосудов под давлением с инертными газами может вызвать физический взрыв. Открытые газовое пламя и дуга, струя плазмы, брызги жидкого металла и шлака при сварке и резке создают опасность ожогов и повышают опасность возникновения взрыва и пожара.
Как правило, сварочные работы должны проводиться в отдельных помещениях, а при электронно-лучевой, диффузионной сварке, плазменной обработке — только в отдельном помещении или изолированном участке цеха. Объем производственных помещений на одного работающего должен быть не менее 15 м3 при площади не менее 4,5 м2, а для плазменной обработки — не менее 10 м2, исключая площадь, занимаемую оборудованием и проходами. При применении лазеров IV класса входные двери помещений должны иметь блокировку. Помещения должны строиться из несгораемых материалов в соответствии с СНиП 2.09.02—85*, СНиП 21.01—97.
Окраска оборудования и помещений для сварки должна быть светлых тонов с диффузным отражением света. Для освещения мест сварки применяют газоразрядные лампы. При выполнении сварочных работ в общем помещении места сварки должны ограждаться ширмами.
Электросварочные устройства должны соответствовать ГОСТ 12.2.003—91*; ГОСТ 12.2.007.0—75*; ГОСТ 12.2.007.8—75*; ГОСТ 12.2.049—80; ГОСТ 12.2.051—80.
Напряжение холостого хода источника тока для дуговой сварки при номинальном напряжении сети не должно превышать: 80 В эффективного значения — для источников переменного тока ручной дуговой и полуавтоматической сварки; 140 В эффективного значения — для источников переменного тока автоматической сварки.
Таблица 5. Вредные и опасные факторы при сварочных работах.
Ограничитель напряжения холостого хода устройств для ручной дуговой сварки на переменном токе должен снижать напряжение холостого хода на выходных зажимах сварочной цепи до 12 В не позже, чем через одну секунду после размыкания сварочной цепи.
Напряжение холостого хода источника тока для плазменной обработки при номинальном напряжении сети не должно превышать: 180 В — для устройств ручной резки, плазменной сварки или наплавки; 300 В — для устройств полуавтоматической резки или напыления; 500 В — для устройств автоматической резки.
Устройства для электронно-лучевой сварки должны обеспечивать защиту оператора и от рентгеновского излучения. Конструкция такой защиты должна быть неотъемлемой от устройства.
Технологические процессы должны удовлетворять требованиям ГОСТ 12.3:002—75*; ГОСТ 12.3.003—86; Правилам устройства электроустановок (ПУЭ).
При сварке изделий массой более 20 кг должны применяться грузоподъемные устройства. Ширина проходов между оборудованием, движущимися механизмами и перемещаемыми деталями, а также между стационарными источниками питания должна быть не менее 1,5 м; расстояние между автоматическими сварочными установками — не менее 2 м.
Длина первичной цепи между источником питания и первичной сварочной установкой не должна превышать 10 м. Изоляция проводов должна быть защищена от механических повреждений.
Места, где происходят технологические процессы, связанные с высоким уровнем шума, должны укрываться кожухами. Если по условиям технологического процесса невозможно устройство звукоизолирующих кожухов на установки, то операторы должны находиться в звукоизолированных кабинах со смотровыми окнами и дистанционным управлением процессом. Помещения сварки, резки или плазменной обработки в таких случаях должны иметь хорошую звукоизоляцию для защиты смежных участков.
Для уменьшения выделения вредных веществ поверхности свариваемых и наплавляемых изделий, покрытые антикоррозионными грунтовками, необходимо предварительно зачищать от фунта по ширине не менее 100 мм от места сварки.
Защита от тепловых излучений должна осуществляться путем экранирования источника излучения, применения кабин или поверхностей с радиационным охлаждением, воздушного душирования или сокращением времени пребывания в зоне воздействия источников теплового излучения.
Для защиты от вредного действия электромагнитных полей применяются специальные заземленные экраны в виде щитов из металлической сетки (их защитное действие основано на эффекте ослабления электрического поля вблизи заземленного металлического предмета). Экраны могут быть постоянные и переносные в виде козырьков, навесов, перегородок. Экраны следует устанавливать на достаточном расстоянии от токоведущих частей электрооборудования во избежание перекрытия воздушных промежутков. Эти расстояния предусмотрены ПУЭ. В отдельных случаях в качестве защитного средства применяют экранирующий костюм.
Для защиты от поражения электрическим током все установки должны быть заземлены в соответствии с ГОСТ 12.1.030—81*. Элементы сварочной цепи, отрезки кабелей при наращивании должны быть соединены разъемными соединительными муфтами. Нельзя соединять сварочные цепи скрутками с оголенным кабелем. Токоведущие кабели сварочной цепи должны быть изолированы по всей длине и защищены от механического повреждения.
Запрещается использование в качестве обратного провода сети заземления металлических строительных конструкций здания, коммуникаций. Соединение между собой отдельных элементов, используемых в качестве обратного провода, должно выполняться тщательно (сваркой или зажимом).
Наиболее опасными являются работы в замкнутых емкостях. Электросварщик, выполняющий сварочные работы внутри замкнутых емкостей, должен пользоваться диэлектрическими перчатками, галошами, ковриком и шлемом. Работать с металлическим щитком в этом случае запрещено, так как свариваемый объект во время сварочных работ находится под напряжением. Для снятия напряжения в сварочную цепь следует включать аппарат снятия напряжения, который автоматически отключает силовую цепь при разрыве дуги. Работы в замкнутых емкостях должны производиться сварщиком под контролем наблюдающего, который находится снаружи. Сварщик внутри емкости должен быть снабжен предохранительным поясом с веревкой, конец которой длиной не менее 2 м должен быть в руках у наблюдающего.
Во всех случаях производства сварочных работ необходимо применение местных отсосов. При образовании высокотоксичных веществ производство работ без местной вентиляции недопустимо. Это относится к сварке цветных металлов, специальных сталей и черных металлов с покрытиями, плазменной обработке, пайке и лужению. Всасывающие отверстия должны располагаться как можно ближе к месту сварки, так как скорость воздушного потока при удалении от всасывающего отверстия падает примерно обратно пропорционально квадрату расстояния.
Если технологический процесс не позволяет расположить приемник вредных веществ вблизи источника загрязнения, то следует применять сочетание отсосов с местной приточной вентиляцией, воздушными душами или подачей чистого воздуха под маску сварщика.
При сварочных работах внутри замкнутых емкостей следует устраивать местную вентиляцию с выбросом удаляемого воздуха наружу вне зоны забора приточного воздуха. При сварочных работах с применением сжиженных газов (пропана, бутана и углекислого газа) вытяжная вентиляция должна иметь отсос снизу. В случае необходимости сварку внутри емкости ведут в шланговых противогазах и респираторах.
Так как при сварочных работах выделяется большое количество токсичных веществ, то вся вытяжная вентиляция от постоянных рабочих мест должна иметь систему пылеулавливания и нейтрализации загрязнений.
Заключение
Целью моего курсового проекта являлось проектирование сборки и сварки производства двутавровой балки размером h=450мм; h=422мм; s=10мм; t=14мм; b=200мм.
В ходе моей работы были решены и рассмотрены следующие задачи:
Дано определение конструкции и требования предъявляемые к ней
Произведён анализ и выбрана сталь Ст3 для изготовления двутавровой балки.
Спроектирована технология сборки и сварки двутавровой балки.
Подобраны параметры режима сварки
Обоснован выбор сварки и сварочных работ
Осуществлён выбор сборки сварки. В ходе моей работы была изготовлена двутавровая балка отвечаючающая всем требованиям и эксплуатационным нормам.
Все цели и задачи поставленные в ходе курсового проекта были выполнены.
Используемая литература
1.Глизманенко Д. А.(Сварка и резка металлов 1967 г.)
2. Рыбаков В. М.(Сварка и резка металлов 1968 г.)
3. Казаков Ю. В. (Сварка и резка материалов 2001 г.)
4. Маслов В. Н. (Сварочные работы 2001 г.)
5. Шебеко В. М.(Оборудование и техника автоматической и полуавтоматической сварки 1981г.)
6. Верховенко А. В.(Справочник сварщика).
7. Раскатов В. М; Чуенков В. С; Бессонова Н. Ф; Вейс Д. А.


















 ;
;



 ;
; =1933,3
=1933,3