Экпериментально-исследовательская работа на тему "Сварка переходной площадки крановых путей" научный руководитель преподаватель Пономаренко С.А.
Экпериментально-исследовательская работа на тему "Сварка переходной площадки крановых путей" научный руководитель преподаватель Пономаренко С.А.
Сварка является одним из ведущих технологических процессов обработки металлов. Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, так как резко сокращается расход металла, сроки выполнения работ и трудоёмкость производственных процессов. Выпуск сварных конструкций и уровень механизации сварных процессов постоянно повышается. Успехи в области автоматизации сварочных процессов позволили коренным образом изменить технологию изготовления важных хозяйственных объектов, таких как доменные печи, турбины, химическое оборудование.
Целью курсового проекта является проектирование и расчет сварной конструкции «переходная площадка кранового пути»
Для достижения цели необходимо решить следующие задачи:
рассчитать параметры режима сварки;
подобрать материалы для производства сварных работ;
произвести предварительную обработку и подготовку деталей к сварке;
осуществить контроль сварных швов изделия.
Необходимость всех пунктов обусловлена требованиями ГОСТов и качества сварного изделия
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Экпериментально-исследовательская работа на тему "Сварка переходной площадки крановых путей" научный руководитель преподаватель Пономаренко С.А.»
Введение
Сварка является одним из ведущих технологических процессов обработки металлов. Сварка широко применяется в основных отраслях производства, потребляющих металлопрокат, так как резко сокращается расход металла, сроки выполнения работ и трудоёмкость производственных процессов. Выпуск сварных конструкций и уровень механизации сварных процессов постоянно повышается. Успехи в области автоматизации сварочных процессов позволили коренным образом изменить технологию изготовления важных хозяйственных объектов, таких как доменные печи, турбины, химическое оборудование.
Целью курсового проекта является проектирование и расчет сварной конструкции «переходная площадка кранового пути»
Для достижения цели необходимо решить следующие задачи:
рассчитать параметры режима сварки;
подобрать материалы для производства сварных работ;
произвести предварительную обработку и подготовку деталей к сварке;
осуществить контроль сварных швов изделия.
Необходимость всех пунктов обусловлена требованиями ГОСТов и качества сварного изделия
1 Теоретическая часть
1.1 Требования, предъявляемые к конструкции
В зависимости от расположения ступеней по отношению к лестничным площадкам и способа опирания лестничного марша на площадку могут изменяться длина самого марша и количество ступенек.
Лестничная площадка рифленый лист не может быть уже, чем связанный с ней марш. Площадки между лестничными маршами, расположенными по отношению друг к другу под углом 90°, должны быть в одном из направлений как минимум на 100 мм шире марша.
Лестницы, состоящие из двух или трех маршей, имеют двухуровневые лестничные площадки, то разница между уровнями должна равняться высоте ступени. В случае если лестничные марши расположены в одном направлении, размер находящейся между ними лестничной площадки должен равняться длине шага (600–640 мм). Соблюдать размер 620 мм (среднее значение между 600 и 640) необходимо и в том случае, если лестничная площадка лучеобразно делится на две части или на две части параллельно движению марша и состоит из двух уровней. Это же относится к криволинейным и винтовым лестницам. Исключение составляют лестничные марши, расположенные друг к другу под углом 135–180°, размер промежуточной лестничной площадки здесь может быть не равен 620 мм. Размер межэтажной лестничной площадки, расположенной в середине марша должен быть кратным шагу: n×620 мм, но не должен быть меньше 600 мм.
Самым распространенным является случай, когда лестничная площадка соединяет лестничные марши, расположенные перпендикулярно по отношению друг к другу. Здесь в конфигурации ограждения может произойти непозволительное отклонение на один уровень. Чтобы этого не произошло, поручень ограждения должен всегда идти параллельно ходовой полосе марша. Это достигается за счет того, что проступь последней ступени продолжается и на лестничной площадке. На лестнице с двумя пролетами и параллельным направлением маршей такого же результата можно добиться, отодвинув марши друг от друга. Если по каким-либо причинам прибегнуть к такому решению невозможно, линии ограждений продолжают до точки их пересечения, но при этом полезный размер лестничной площадки отсчитывается от точки пересечения линий ограждений.
Ширина лестничного марша должна быть не менее ширины выхода на лестничную клетку. Ширина лестничного марша определяется пропускной способностью лестницы, то есть количеством человек, которые могут по ней пройти.
Между маршами лестницы, расположенными во встречном друг другу направлении, должен быть зазор не менее 100 мм.
1.2 Техническая характеристика оборудования, необходимого для изготовления конструкции
Рисунок 1. Электрододержатель марки KEMPPI
Основа из медного сплава, крепление кабеля винтом шестигранной головкой .
Диаметр кабеля 16-25 мм, масса 321г. При 200А ПВ 60%, при 300А ПВ 35%.
Хорошим вариантом для сварки будет выбрать сварочный аппарат Wester Compact 180 так как он является компактным и будет удобен в использовании в ограниченном пространстве
Таблица 2 - Технические характеристики
Мощность 8500 Вт
Макс. сварочный ток180 А
Тип аппарата инверторный
Тип сварки дуговая (электродом, MMA)
Напряжение220 В
Мин. диаметр электрода1.6 мм
Макс. диаметр электрода5 мм
Мин. входное напряжение160 В
Гарантия36 мес.
Режим работы ПН % на макс.токе70
Поставляется в коробке
Мощность полная8500 ВА
Выходной ток 10-180 А
Напряжение холостого хода65 В
Инверторная технология +
Классполупроф.
Вес брутто 5.6 кг
Вес нетто3.8 кг
Рисунок 2. Wester Compackt
1.3 Техническая характеристика применяемых материалов
Конструкция лестничного марша должна быть жёсткой и устойчивой. Для ее производства требуется рифлёный лист для лучшего сцепления с поверхностью опирания. Технологические параметры 1500х1500 так как это является самым оптимальным вариантом жесткости, так же требуется уголок 75х75, изготовленный из стали Вст3сп. Сталь конструкционная углеродистая обыкновенного качества несущих и не несущих конструкций, эксплуатируемый при плюсовых температурах. Это самый распространенный конструкционный материал среди сталей данного класса производится конвертерным или мартеновским способом, на него будет закреплён стальной рифлёный лист.
Таблица 2 – Технические характеристики ВСт3сп
Марка
ВСт3сп
Заменитель
Сталь конструкционная углеродистая обыкновенного качества
Классификация
Сталь конструкционная углеродистая обыкновенного качества
Применение
Несущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-й категории) — для несущих элементов сварных конструкций, работающих при переменных нагрузках: при толщине проката до 25 мм в интервале температур от —40 до +425 ° С; при толщине проката свыше 25 мм — от —20 до +425 °С при условии поставки с гарантируемой свариваемостью.
Для изготовления площадки лестничного марша берем рифлёный лист из стали Ст0, так как эта марка стали используется для изготовления второстепенных моментов конструкций и не отвесных деталей: настилы, арматура, подкладка, шайбы, перила, кожухи обшивки и др. а так же она является сталью конструкционно углеродистой обыкновенного качества, что подходит для изготовления моей конструкции.
Описание:
Классификация: Сталь конструкционная углеродистая обыкновенного качества Применение: для второстепенных моментов конструкций и неответственных деталей: настилы, арматура, подкладка, шайбы, перила, кожухи, обшивки и другие.
Технические характеристики Ст0
Для сварки стали ВСт3сп буду использовать тип электрода АНО-4 , потому что для сварки конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву не более 451 МПа (46 кг с/мм). Высокие сварочно-технологические свойства, легкая отделимость шлаковой корки. При повышенной силе тока не склонны к образованию пор. Тип покрытия: рутиловый
Так как металл 3 мм то диаметр электрода 3-4.
Рисунок 3. Электроды АНО-4
2 Проектная часть
2.1 Технология производства сварной конструкции
После выбора электрода подготавливаем поверхность металла под сваркуповерхности основного и присадочного металлов с особой тщательностью очищаются от маслянистых жирных пятен, следов влаги, ржавчины, окалин и всяческих загрязнений неметаллического происхождения.
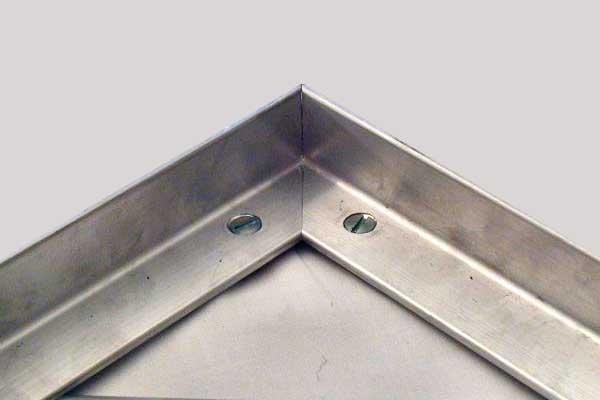
Порядок выполнения конструкции: далее беру уголок и делаю скос под 45 градусов с одного и другого края под 45 градусов с одного и с другого края , это проделываю и с остальными уголками , что бы в конечном итоге состыковать их друг с другом
Рисунок 4. Стыковка срезанных уголков
После срезки уголка удаляем зазубрины с помощью шлиф машинки. Зачищенные уголки, состыковываем и выполняем прихватки в следующей последовательности.
Подготовка металла под сварку:
размечаем необходимые параметры 1,5х1,5;
вырезаем по разметкам;
зачистка металла производим ленточной шлиф машинкой марки Makita 9032;
Рисунок 5. Общий вид Makita 9032
обезжиривание: использую средство для обезжиривания «уайт спирит»
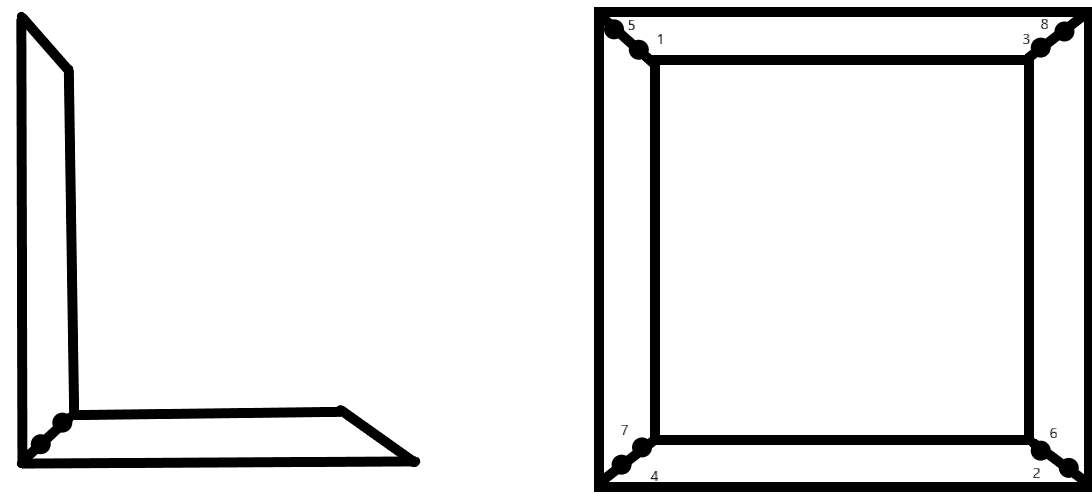
Далее производим сборку прихватками:
Рисунок с прихватками
Рисунок 5. Порядок постановки прихваток
Прихватываем в такой последовательности что бы избежать деформации и коробления конструкции
Сварку производить без скоса кромок, с прихватками в количестве 8 штук.
Выполнить контроль качества сварных швов на выявление дефектов.
2.2 Режимы сварки (сила сварочного тока, необходимое количество материалов)
Диаметр стержня электрода 4.0, а сила тока 170-200 А, будет самым оптимальным вариантом для сварки уголка 75х75. После сварки даём немного времени для остывания места провара, далее обиваем шлак после этого применяется визуальный и измерительный контроль сварных соединений. Его параметры определяет ГОСТ 23479-79. Этот метод используется для выявления наличия дефектов шва.
открытые кратеры сварочной ванны;
наплывы металла;
подрезы высокой силой тока;
непроваренные участки.
Если использовать дополнительное увеличительное оборудование, то неразрушающий контроль позволяет обнаружить:
трещины (продольные и поперечные);
расслоения в структуре металла;
смещение шва относительно линии соединения.
Если никаких дефектов не выявлено, приступаем к сварке стального рифлёного листа. Прикладываем к уголку и делаем прихватки. Далее свариваем, даем металлу остыть и приступаем к визуально-измерительному осмотру на выявление дефектов.
Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая, рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N = G * K, где
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва
Таблица 7 – Режимы сварки для шва в нижнем положении №1
Iсв А
Uсв В
Vсв М/Ч
95
20-24
5,5
Iсв==(6× dэ)×dэ=95А (1)
Vсв==0,4 М/Ч (2)
где αН – коэффициент наплавки, г/А ч;
FШВ – площадь поперечного сечения шва при однопроходной сварке (или одного слоя валика при многослойном шве), см2;
ρ – плотность металла электрода, г/см3 (для стали ρ =7,8 г/см3).
Высота прихватки (0,5 – 0,7)×S=1,5-1,9мм
Ширина прихватки (3 – 6)×S=9=18мм
Расстояние между прихватками (250) мм
Расход электродов
λ = (lэ - 50)/(lэ - lо)=1кг на 1 м шва
где lэ — длина электрода= 450мм
lо — длина огарка= 50мм
λ = (450 - 50)/(450-50)=1кг/1м
общее количество используемых электродов 7кг
3 Охрана труда и промышленная безопасность 3.1 Требования охраны труда при выполнении сварочных работ
соответствовать всем установленным законом требованиям к квалификации;
пройти первичный и вводный инструктажи по технике безопасности, иные необходимые виды инструктажей;
иметь достаточно навыков обращения со сварочным оборудованием, применять его только по назначению и с ведома руководства;
использовать средства индивидуальной защиты и соблюдать их чистоту и надлежащую форму. Не допускается ношение куртки с распахнутым воротником, закатывание рукавов, сварка в промасленной одежде или рукавицах;
уметь оказывать первую медицинскую помощь пострадавшим коллегам, иным людям до прибытия бригады медиков;
знать, как использовать противопожарное оборудование в случае пожара по назначению. Знать сигналы противопожарных устройств, обеспечить свободный доступ к средствам противопожарной безопасности, запасным выходам;
в случае появления чувства недомогания, плохого самочувствия прекратить работу, обратиться к медикам, незамедлительно сообщить своему непосредственному руководителю. Если плохое самочувствие наблюдается у коллег, то нужно немедленно сообщить медикам, оказать первую помощь при необходимости, сообщить руководству. Работник должен знать расположение медицинской аптечки, знать ее содержимое и уметь его применять на практике;
проводить очистку сварочного аппарата не реже одного раза в месяц;
обеспечить в месте сварки наличие специальной перегородки из несгораемого материала высотой не менее двух метров, расстояние между полом и стенками должно быть не менее 50 мм;
в случае возникновения технической неисправности оборудования, проводки, незамедлительно сообщить непосредственному руководителю;
соблюдать Правила внутреннего трудового распорядка;
заземлить электросварочную установку;
установить опознавательные знаки для места проведения сварки либо отметить их другим заметным способом;
обезжиривать поверхности специальными не воспламеняющимися растворами. Запрещается использовать керосин, бензин и прочие легковоспламеняющиеся вещества;
не использовать оборудование, с правилами эксплуатации которого не ознакомлен;
поддерживать правила хранения опасных веществ;
соблюдать чистоту и порядок на сварочном участке в течение всего рабочего времени, не загромождать рабочее место мусором и отходами;
пройти в установленном порядке медицинский осмотр;
выполнять только порученное задание, не допускать своевольной эксплуатации оборудования;
не использовать неисправное оборудование;
эксплуатировать устройства безопасным способом;
транспортировать газовые баллоны только не специальных тележках, не допуская резких толчков;
находится на работе в трезвом состоянии. В случае выявления коллег, людей в состоянии алкогольного, наркотического и токсического опьянения, распития спиртных напитков, немедленно пресечь выполнение ими работ, обеспечить их удаление с рабочей площадки и доложить начальству.
не употреблять пищу на своем рабочем месте;
нести ответственность за несоблюдение правил техники безопасности (дисциплинарная, гражданская, административная, уголовная);
получить поручение на выполнение конкретного задания на сварку;
обеспечить себя средствами индивидуальной и коллективной защиты, проверить их исправность;
надеть чистую, не замасленную специальную одежду и обувь, не допуская наличия открытых участков тела, волос;
проверить непосредственно рабочее место: очистить его от пыли, грязи и мусора. Не загромождать мусором выходы. Пол на рабочем месте сварщика должен быть чистым и сухим;
убедиться, что вблизи отсутствуют газовые баллоны, не вымытая тара от уже использованных горючих материалов, краска, иные легковоспламеняющиеся вещества. Если таковые имеются, то нужно обеспечить их удаленность от рабочего места не менее 10 метров;
обеспечить наличие перегородки или специального защитного экрана;
очистить кромки от шлака и ржавчины;
следить за надлежащим функционированием сварочного агрегата;
использовать коврики, защищающие от влаги, при сварке неповоротных стыков труб;
проверить наличие воды, песка или огнетушителя на месте работы;
если предстоит сварка резервуаров из-под горючих веществ, то они должны быть тщательно вымыты и высушены;
если предстоит сварка элементов рамы автомобиля, то нужно обеспечить заземление кузова, бак для топлива должен быть снят;
генератор нужно поместить в теплое место, если минусовая температура.
3.2Опасные и вредные производственные факторы сварочного производства
не допускается размещение горючих веществ вблизи рабочего места сварщика. Материалы, подверженные сгоранию, должны быть в пределах пяти метров от рабочего места, взрывоопасные, горючие вещества – не ближе, чем десять метров;
сварщик не может ремонтировать, включать и выключать оборудование. Это поручено электромонтерам. Сварщик лишь следит за исправностью аппарата;
газовые баллоны не должны находиться ближе, чем в пяти метрах от источников тепла;
сварщик проводит работы на улице при дожде или снегопаде только под специальными несгораемыми навесами;
сварка конструкций закрытых резервуаров должна проводиться тремя сварщиками. Один находится непосредственно внутри резервуара, два должны быть снаружи для страховки. Сварщик внутри должен быть одет в специальный пояс с веревкой, который сверху должны держать остальные сварщики. В данных конструкциях не должно быть вредных газов и иных веществ, неблагоприятно воздействующих на сварщиков;
в качестве искусственного освещения в местах сварки используются лампы мощностью 12Вт;
очищать сварочные швы от шлака нужно только специальной металлической щеткой в защитных очках;
сваривать элементы, находящиеся на высоте, нужно только при наличии лесов.
если сварка проводится в опасных, закрытых помещениях, помещениях на глубине, то нужно применять аппараты, которые автоматически отключаются при отсоединении электрода со свариваемой деталью;
вентиль редуктора открывается плавно, без рывков. Стоять нужно на стороне, противоположной направлению газа. Посторонних людей перед струей быть не должно;
если возник долгий перерыв в трудовой деятельности, то вентиль на кислородном баллоне нужно закрыть;
если резак перегрелся, нужно прекратить работу, остудить резак в резервуаре с холодной водой.
электромонтеры отключают оборудование, сварщик аккуратно сворачивает все провода;
навести порядок на рабочем месте;
очистить все инструменты и положить их на положенные места хранения, также как и средства индивидуальной защиты, кислородные баллоны с надетыми колпаками;
переодеть рабочую одежду, положить ее в отведенные места, тщательно принять душ;
нельзя оставлять недоработанный карбид кальция в генераторе;
обо всех неисправностях и недочетах в процессе трудовой деятельности сообщить руководству.
Заключение
Целью моего курсового проекта являлось проектирование сборки и сварки переходной площадки крановых путей. В ходе моей работы были решены и рассмотрены следующие задачи:
Дано определение конструкции и требования предъявляемые к ней
Произведён анализ и выбрана сталь ВСт3сп для изготовления переходной площадки крановых путей.
Спроектирована технология сборки и сварки переходной площадки крановых путей
Подобраны параметры режима сварки
Обоснован выбор сварки и сварочных работ
Осуществлён выбор сборки сварки . В ходе моей работы была изготовлена переходная площадка крановых путей отвечаючающая всем требованиям и эксплуатационным нормам.
Все цели и задачи поставленные в ходе курсового проекта были выполнены.










 =0,4 М/Ч (2)
=0,4 М/Ч (2)