В презентации содержится информация о способах и видах сварки
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Сварка в машиностроении
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Сварка в машиностроении»
Сварочное производство
Содержание
Введение
1. Сварка: общие сведения
2. Способы сварки
2.1. Сварка плавлением
2.1.1. Дуговая сварка
2.1.2. Ручная дуговая сварка
2.1.3. Автоматическая и полуавтоматическая дуговая сварка под флюсом
2.1.4. Сварка в среде защитных газов
2.1.5. Плазменная сварка
2.1.6. Электрошлаковая сварка
2.1.7. Сварка в вакууме
2.1.8. Газовая сварка
Содержание
2.2. Сварка давлением
2.2.1. Электрическая контактная сварка
2.2.2. Стыковая сварка
2.2.3. Точечная сварка
2.2.4. Шовная и роликовая сварка
2.2.5. Холодная сварка
2.2.6. Сварка трением
2.2.7. Ультразвуковая сварка
2.2.8. Сварка взрывом
Заключение
Список литературы

Сварку применяют в машиностроении вместо литья, штамповки или обработки металлов резанием для изготовления отдельных машинных узлов, служащих заготовками, и для окончательной сборки машин. Сварку осуществляют двумя способами: плавлением и давлением.
При выборе способа сварки необходимо учитывать чувствительность свариваемых материалов к тепловому воздействию. Сварка в машиностроении должна отвечать ряду требований.
Сварные соединения должны обладать точным взаиморасположением, а в ряде случаев должны быть герметичными, стойкими против коррозионного разрушения, обладать прочностью, хорошо сопротивляться воздействию ударных, вибрационных нагрузок, резкой смене температур.
Свариваемость – способность материалов образовывать сварные соединения.
Свариваемость оценивается степенью сходства свойств шва и основного металла, соответствием шва конструкторским и иным требованиям, склонностью шва к образованию сварочных дефектов.
При сварке плавлением расплавляют кромки заготовок, в результате образуется общая сварочная ванна расплавленного металла. После застывания формируется сварной шов.
Сварка плавлением включает в себя:
- дуговую сварку
- ручную дуговую сварку
- автоматическую и полуавтоматическую дуговую сварку под флюсом
- сварку в среде защитных газов
- плазменную сварку
- электрошлаковую сварку
- сварку в вакууме
- газовую сварку
Источником теплоты при дуговой сварке является электрическая дуга. В зависимости от числа сварочных электродов и их подключения различают следующие схемы сварки:
■ сварка прямой дугой, при которой в электрическую цепь подключены электрод и свариваемые заготовки. Электрическая дуга возникает между электродом и свариваемыми заготовками. Сварной шов получается за счет плавления электрода или присадочного прутка. Возможны три варианта сварки: сварка переменным током; сварка постоянным током, прямое включение (электрод подключен к отрицательному полюсу источника тока); сварка постоянным током, обратное включение (электрод подключен к положительному полюсу источника тока);
■ сварка косвенной дугой — два электрода включены в цепь переменного тока, дуга возникает между электродами;
■ сварка трехфазной дугой — дуга возникает между двумя электродами и заготовками.
Электрическая дуга — мощный, стабильный разряд в ионизированной атмосфере газов и паров металла.
Ручная дуговая сварка (РДГ)
Выполняется электродами с электродным покрытием (обмазкой).
При дуговой сварке электродами со стабилизирующим тонким покрытием возможно взаимодействие находящегося в расплавленном состоянии металла сварочной ванны с кислородом и азотом воздуха, что приводит к изменению химического состава и ухудшению механических свойств и коррозионной стойкости швов.
Ручную дуговую сварку применяют для соединения металлов толщиной от 1 мм и выше в любых пространственных положениях любой протяженности и при любой конфигурации швов.
Ручной дуговой сваркой сваривают стали, серые чугуны, алюминиевые и медные сплавы и некоторые титановые сплавы с применением специальных покрытий.
Автоматическая и полуавтоматическая сварка под слоем флюса
При автоматической сварке возбуждение дуги, поддержание дугового разряда и перемещение дуги в направлении шва осуществляют автоматически. Автомат состоит из сварочной головки, тележки, механизмов перемещения тележки и подачи проволоки, размещенных на тележке, и кассеты с проволокой.
К проволоке подводят ток через токоподводящий мундштук в непосредственной близости от дуги, благодаря чему можно значительно увеличить плотность тока без опасения перегрева проволоки. При применении больших плотностей тока значительно увеличивается скорость расплавления электродной проволоки и глубина проплавления свариваемого металла, а вместе с тем повышается и производительность процесса. Качество шва при автоматической сварке выше, чем при ручной и полуавтоматической, процесс более экономичен.

Автоматическую сварку можно проводить неплавящимся вольфрамовым или угольным электродом и плавящимся электродом.
Автоматическая сварка неплавящимся угольным электродом имеет ограниченное применение. Вольфрамовые электроды применяют главным образом для автоматической сварки в защитных газах металлов малых толщин.
Автоматическая сварка плавящимся электродом проводится сварочной проволокой диаметром от 1 до 6 мм, намотанной в кассету и подаваемой из нее в сварочную головку.
Полуавтоматическая сварка
При полуавтоматической сварке плавящимся электродом механизируют операцию подачи сварочной проволоки (диаметром от 0,8 до 2 мм) в зону дуги. Для подачи проволоки используют подающий механизм, с помощью которого проволоку из кассеты подают к сварочной головке (держателю, пистолету). Манипуляция дугой для поддержания заданного режима, придания шву нужной формы и перемещения дуги по шву осуществляется вручную.
- При полуавтоматической сварке металл шва защищают от доступа воздуха слоем флюса или струей газа.
- Полуавтоматическая сварка обладает большей производительностью, чем ручная, она применяется главным образом для сварки коротких и криволинейных швов на горизонтальных и наклонных плоскостях.
СВАРКА В ЗАЩИТНЫХ ГАЗАХ
При сварке в атмосфере защитных газов или газоэлектрической сварке электрод , зону дуги и сварочную ванну защищают струей защитного газа . Газ подают с помощью сварочной горелки через сопло (из керамики или меди), в центре которого помещают электрод.
- Защитные газы, как правило, обладают хорошей ионизирующей способностью, поэтому обеспечивают стабильное горение дуги, в том числе и при малых сварочных токах.
- В качестве защитных газов применяют инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и др.), иногда — смеси двух газов или более. У нас в стране наиболее распространен аргон и углекислый газ
- Эти способы сварки можно использовать для соединения практически всех металлов. Возможность проводить сварку плавящимся и неплавящимся электродом определяет и широкий диапазон толщин свариваемого материала.
К достоинствам дуговой сварки в защитных газах относятся:
- высокая производительность процесса;
- широкие возможности автоматизации;
- надежность защиты сварочной ванны и отсутствие необходимости во флюсах и покрытиях;
- высокая степень концентрации теплоты сварочной дуги и возможность наблюдать за открытой дугой, что облегчает управление процессом;
Защитный газ выбирают исходя из состава и чувствительности свариваемых металлов к примесям, содержащимся в газе.
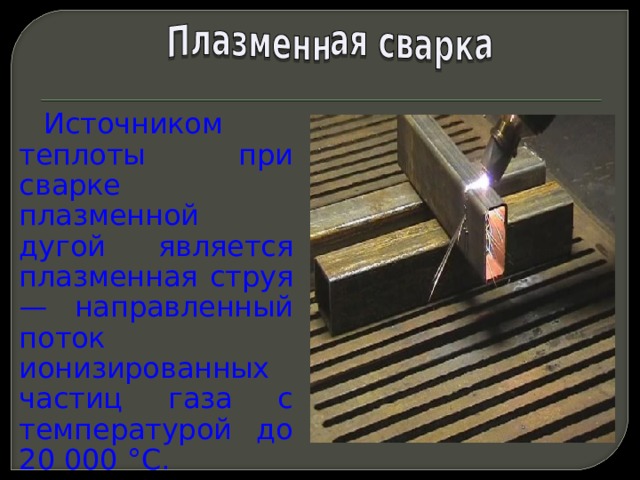
Источником теплоты при сварке плазменной дугой является плазменная струя — направленный поток ионизированных частиц газа с температурой до 20 000 °С.
Плазму получают с помощью плазменных горелок, пропуская поток газа через столб электрической дуги. Столб дуги (электрическая дуга), горящий между электродом и соплом , помещают в узкий канал с охлаждаемыми стенками, через который продувают газ. Столб дуги сжимается. Частые столкновения частиц продуваемого газа приводят к их высокой ионизации. Загорается плазменная дуга .
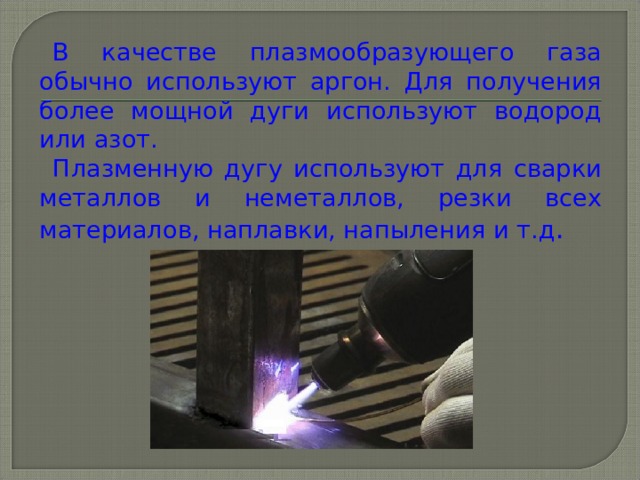
В качестве плазмообразующего газа обычно используют аргон. Для получения более мощной дуги используют водород или азот.
Плазменную дугу используют для сварки металлов и неметаллов, резки всех материалов, наплавки, напыления и т.д .
СВАРКА В ВАКУУМЕ
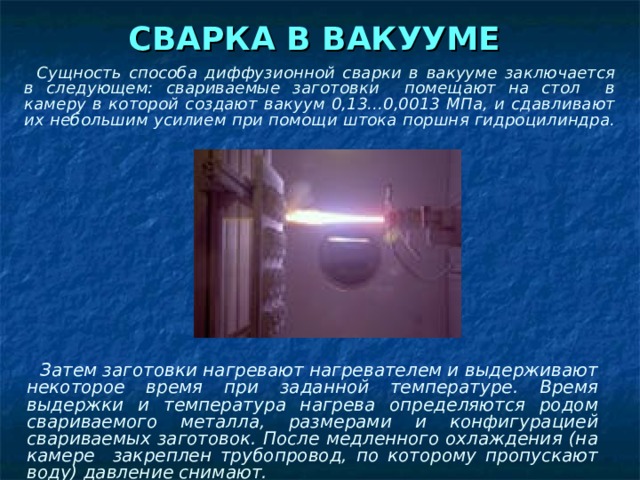
Сущность способа диффузионной сварки в вакууме заключается в следующем: свариваемые заготовки помещают на стол в камеру в которой создают вакуум 0,13...0,0013 МПа, и сдавливают их небольшим усилием при помощи штока поршня гидроцилиндра.
Затем заготовки нагревают нагревателем и выдерживают некоторое время при заданной температуре. Время выдержки и температура нагрева определяются родом свариваемого металла, размерами и конфигурацией свариваемых заготовок. После медленного охлаждения (на камере закреплен трубопровод, по которому пропускают воду) давление снимают.
Достоинства диффузионной сварки:
- Для образования соединения не нужно применять припои, флюсы, электроды и прочие вспомогательные материалы.
- Возможность соединять заготовки не только по плоским, но и по рельефным поверхностям — коническим, сферическим и другой сложной формы.
- Возможность применения для сварки магнитных сплавов. Методом диффузионной сварки изготавливают биметаллические, триметаллические и тетраметаллические детали.
При диффузионной сварке соединение образуется в результате взаимной диффузии атомов в поверхностных слоях контактирующих металлов

Диффузионную сварку чаще выполняют в вакууме, но она возможна и в атмосфере инертных и защитных газов.
Установки для диффузионной сварки в вакууме состоят из камеры вакуумной системы для создания требуемого вакуума в камере, системы сжатия заготовок и аппаратуры управления.
ГАЗОВАЯ СВАРКА
При газовой сварке в качестве источника тепла используют газовое пламя, образующееся при сгорании какого-либо горючего газа, а также паров бензина, бензола и др., в атмосфере технически чистого кислорода. При этом высокотемпературным пламенем горелки расплавляют кромки заготовок и присадочный материал , применяемый в виде прутка или проволоки.
Для газовой сварки сталей присадочную проволоку выбирают в зависимости от состава сплава свариваемого изделия. Для сварки чугуна применяют специальные литые чугунные стержни; для наплавки износостойких покрытий — литые стержни из твердых сплавов. Для сварки цветных металлов и некоторых специальных сплавов используют флюсы, которые могут быть в виде порошков и паст; для сварки меди и ее сплавов — кислые флюсы (буру, буру с борной кислотой); для сварки алюминиевых сплавов — бескислородные флюсы на основе фтористых, хлористых солей лития, калия, натрия и кальция.

При увеличении толщины металла производительность газовой сварки резко снижается, свариваемые изделия значительно деформируются. Это ограничивает применение газовой сварки.
При сварке давлением заготовки соединяются путем совместной пластической деформации поверхностей. В процессе деформаций сминаются микронеровности, разрушаются и удаляются оксидные пленки, обеспечиваются плотный контакт между заготовками и условия для действия межатомных сил. Для снижения сопротивления деформации зону сварки обычно нагревают.
- Электрическую контактную сварку;
- Стыковую сварку;
- Точечную сварку;
- Шовную (роликовую) сварку;
- Холодную сварку;
- Сварку трением;
- Ультразвуковую сварку;
- Сварку взрывом.
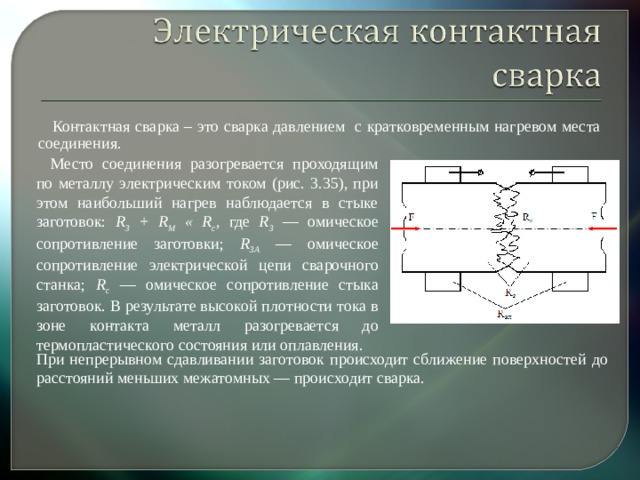
Контактная сварка – это сварка давлением с кратковременным нагревом места соединения.
Место соединения разогревается проходящим по металлу электрическим током (рис. 3.35), при этом наибольший нагрев наблюдается в стыке заготовок: R 3 + R M « R c , где R 3 — омическое сопротивление заготовки; R 3 A — омическое сопротивление электрической цепи сварочного станка; R c — омическое сопротивление стыка заготовок. В результате высокой плотности тока в зоне контакта металл разогревается до термопластического состояния или оплавления.
При непрерывном сдавливании заготовок происходит сближение поверхностей до расстояний меньших межатомных — происходит сварка.
Стыковая сварка
При стыковой сварке заготовки соеди-няются по всей поверхности соприкоснове-ния.
Процесс сварки идет в три этапа:
- Предварительный прижим заготовок;
- Разогрев торцов;
- Проковка (прижим заготовок и выдержка);
Различают сварку сопротивлением и сварку оплавлением
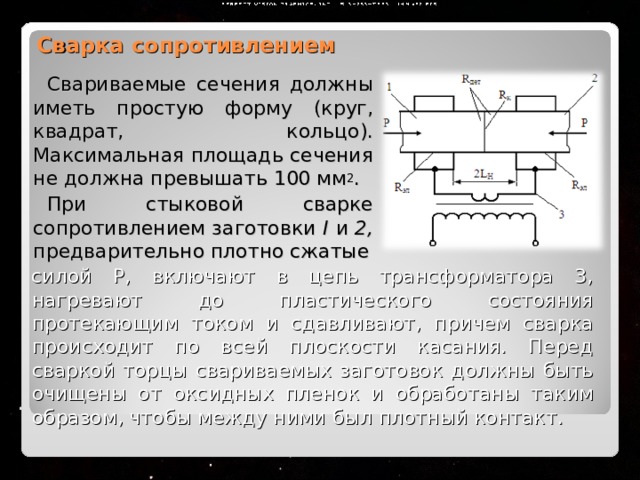
Сварка сопротивлением
Свариваемые сечения должны иметь простую форму (круг, квадрат, кольцо). Максимальная площадь сечения не должна превышать 100 мм 2 .
При стыковой сварке сопротивлением заготовки I и 2, предварительно плотно сжатые
силой Р, включают в цепь трансформатора 3, нагревают до пластического состояния протекающим током и сдавливают, причем сварка происходит по всей плоскости касания. Перед сваркой торцы свариваемых заготовок должны быть очищены от оксидных пленок и обработаны таким образом, чтобы между ними был плотный контакт.
Сварка оплавлением
При стыковой сварке оплавлением между торцами свариваемых заготовок оставляют зазор, затем к ним подводят напряжение от сварочного трансформатора и заготовки сближают до соприкосновения. При дальнейшем разведении заготовок на их торцах возникают искровые разряды, которые оплавляют металл. После оплавления всего сечения торца заготовки быстро сдавливают, расплавленный металл вытесняют из зазора между заготовками, и образуется сварное соединение по всей плоскости касания.
Точечная сварка — вид контактной сварки, при которой заготовки соединяют в отдельных точках, причем одновременно можно сваривать одну, две или несколько точек. Положение точек определяется размещением электродов точечной машины. Точечная сварка может быть двусторонней или односторонней . При двусторонней сварке необходимый нагрев осуществляется всем током, протекающим между электродами, расположенными по обе стороны заготовок ; при односторонней сварке ток распределяется между верхней и нижней заготовками и медной подкладкой ; нагрев осуществляется током, протекающим через нижнюю заготовку и медную подкладку, применяемую для увеличения этого тока. Обычно точечную сварку выполняют как одноимпульсную сварку с постоянным давлением.
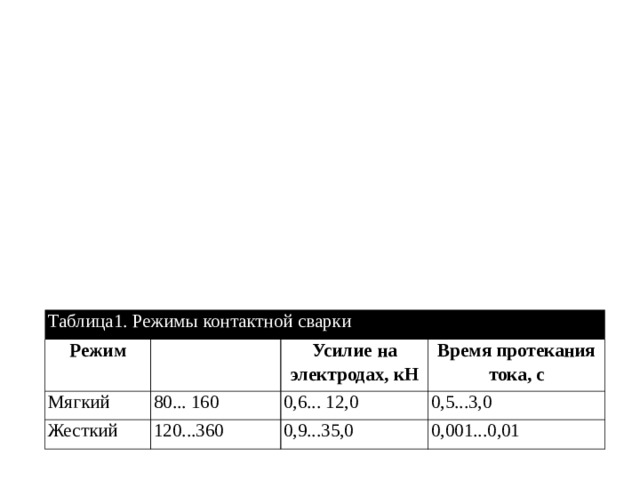
Процесс сварки идет в три этапа: предварительный прижим заготовок, разогрев торцов, проковка (прижим заготовок и выдержка). Различают сварку в мягких и жестких режимах (табл. 1). Мягкие режимы применяются в бытовых сварочных машинах. В промышленности применяют жесткие режимы, что позволяет сваривать коррозионно-стойкие стали, алюминиевые и медные сплавы.
Точечная сварка позволяет соединять листовые и иные заготовки внахлест. Перед началом сварки контактные поверхности зачищают и обезжиривают.
Таблица1. Режимы контактной сварки
Режим
Мягкий
Плотность тока, А / мм 2
Жесткий
Усилие на электродах, кН
80... 160
Время протекания тока, с
0,6... 12,0
120...360
0,5...3,0
0,9...35,0
0,001...0,01
Роликовая (шовная) сварка предназначена для соединения листовых материалов непрерывным швом. Для этого заготовки размещают между вращающимися роликами — электродами . Шовную сварку так же, как и точечную, можно выполнять при двухстороннем и одностороннем расположении электродов. Различают непрерывную (с непрерывной подачей сварочного тока) и импульсную (с импульсной подачей сварочного тока) роликовую сварку. При непрерывной сварке происходит перегрев металла шва и околошовной зоны, что отрицательно сказывается на качестве шва и работоспособности роликов. При импульсной подаче тока перегрева металла не происходит. При этом необходимо, чтобы сварные точки перекрывали друг друга на 1/3 или на 1/4 их диаметра. Из-за большого влияния шунтирования нецелесообразно сваривать листы суммарной толщиной более 3 мм.
Один из наиболее простых способов получения неразъемных соединений — это холодная сварка. Соединение металлов происходит при совместном деформировании свариваемых частей заготовок (сварка давлением) без их нагрева. При деформировании частей заготовки силой осадки разрушаются оксидные пленки, сминаются выступы микронеровностей. Заготовки сближаются на расстояния, при которых действуют межатомные силы.
Способ позволяет сваривать заготовки из однородных или разнородных сплавов, обладающих высокой пластичностью. При сварке малопластичных сплавов возможно применение пластичных прокладок (из алюминия, меди, никеля).
Не рекомендуется обрабатывать поверхности абразивным инструментом или химическим травлением, так как это тормозит развитие пластической деформации.
Холодной сваркой выполняют стыковые, нахлесточные и тавровые соединения. Перед сваркой с поверхностей заготовок удаляются крупные неровности. Для этого используются вращающиеся проволочные щетки.
- Отсутствие плавления или нагрева заготовок
- Малые затраты энергии
- Высокая производительность
- Простота надежность и портативность оборудования
Если жестко закрепить одну деталь в другой, а вторую, прижав к ней, вращать, то за счет механической работы сил трения в месте прикосновения детали сильно разогреются, оплавятся и сварятся.
Способ достаточно экономичный. Автоматизированные установки для сварки трением потребляют энергии в 10 раз меньше, чем установки для контактной сварки. Соединяются детали за считанные секунды.
Этот способ позволяет сваривать разнородные материалы: медь и алюминий, медь и сталь, алюминий и сталь и т.д.
- Вследствие действия сил трения сдираются оксидные пленки;
- Наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высокопластичный металл выдавливается из стыка;
- Прекращение вращения с образованием сварочного соединения.
Сварка трением является разновидностью сварки давлением, при которой механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения.
Для получения неразъемного соединения при сварке ультразвуком (УЗ) заготовки в месте требуемого соединения предварительно сжимают, а затем в зону контакта с помощью специального инструмента передают УЗ-колебания частотой от 15 до 170 кГц. В результате в тонких слоях контактирующих поверхностей создаются сдвиговые деформации, разрушающие поверхностные пленки. Тонкие поверхностные слои металла нагреваются, металл размягчается и под действием сжимающего усилия пластически деформируется. При сближении поверхностей на расстояние действия межатомных сил между поверхностями возникает прочная связь.

1–высокочастотный генератор; 2–магнитострикционный преобразователь; 3–концентратор; 4–инструмент; 5–свариваемые заготовки; 6–опора.
1) возможность соединять заготовки различной толщины, например тонкие листы и фольги с деталями большой толщины. Так как сила сдавливания невелика, сечение материала в зоне соединения не изменяется.
2) Хорошая свариваемость металлов в разнородных сочетаниях, например, алюминия с медью, меди со сталью, никеля с вольфрамом и др. Ультразвуковым методом сваривают и пластмассы.
Сварка взрывом – процесс получения соединения под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества.
Большая часть энергии, выделяемая при взрыве, излучается в окружающую среду в виде ударных волн, сейсмических возмущений, разлета осколков. Воздушная ударная волна – это наиболее опасный поражающий фактор взрыва. Поэтому сварку взрывом производят на полигонах (открытых и подземных) и во взрывных камерах. Сварка взрывом дает возможность сваривать практически любые металлы.
С помощью данного способа сварки часто получаются биметаллы.
Заключение
Сварочное производство давно стало одной из важнейших отраслей экономики всего мира. Это очень наукоемкий сегмент, развитие которого обеспечивается активной разработкой новых технологий для постоянного расширения сфер применения сварки.
Современное сварочное производство характеризуется высоким удельным весом технологических ноу-хау, сварочные комплексы отличаются максимальной автоматизацией и роботизацией. Кроме непосредственно сварочных функций такие комплексы могут заменять человека также области диагностики, управления и контроля всего производственного процесса, связанного со сваркой.







Полезное для учителя




Распродажа видеоуроков!

1830 руб.
2820 руб.

1810 руб.
2780 руб.

1140 руб.
1760 руб.

2070 руб.
3190 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства